
Инструменты и приспособления применяемые при правке металла
Содержание:
Обработка дерева и металла
Основным оборудованием для ручной правки металлов являются стальные или чугунные правильные плиты, отливаемые, как правило, монолитными и, реже, с ребрами жесткости. Размеры таких плит чаще всего бывают 400X400; 750Х1000; 1000X1500; 1500 X 2000 мм и т. п. Рабочая поверхность плиты должна быть хорошо прострогана и отшлифована. Плиты устанавливают на специальных фундаментах, металлических или деревянных подставках высотой 0,8—0,9 м над уровнем пола, обеспечивающих достаточную ‘ устойчивость и горизонтальность. В качестве инструмента для ручной правки используют стальные молотки с круглым бойком; молотки из мягких материалов (медные, свинцовые, деревянные) применяют для правки окончательно обработанных поверхностей, а также для правки заго товок и деталей из цветных металлов и сплавов.
Металлическими и деревянными гладилками пользуются при правке тонкого листового и полосового металла.
Машинная правка осуществляется путем использования различных приспособлений и правйльных машин.
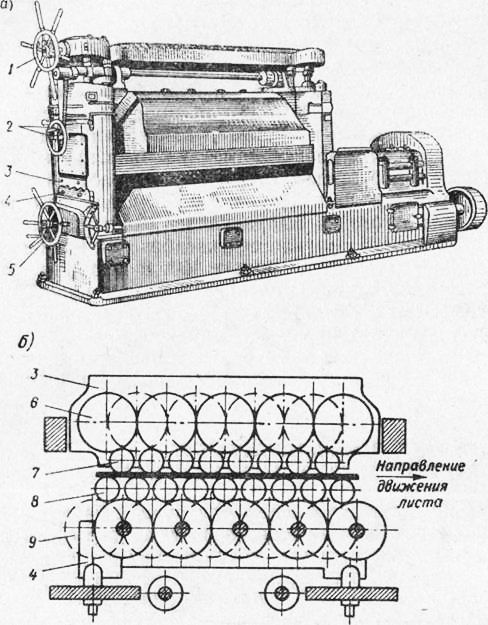
Правка листового и сортового металла производится на правильных вальцах и прессах. Машины для правки прокаткой, в которых рабочими органами являются валки, называются правильными вальцами (рис. 1,а).
При правке лист подается в валки и благодаря силе трения, возникающей между валками и листом, втягивается в них (рис. 1,б). Проходя между валками, лист перегибается то в одну, то в другую сторону, таким образом выравниваются его волокна. Искривленный лист многократно пропускают сквозь вальцы (иногда до 5 раз).
В правйльных вальцах правят и сортовой металл. По конструкции эти вальцы сходны с листоправйльными вальцами. На валках (роликах) таких вальцов имеются ручьи, соответствующие профилю выправляемого металла. Процесс правки аналогичен правке листов.
Для правки давлением применяются также и прессы. Правйльные прессы изготовляются с гидравлическим или механическим приводом. По расположению пуансона, передающего давление на выправляемый материал, прессы подразделяются на горизонтальные и вертикальные. Прессы используют также и для правки сортового металла.
Правильные плиты (рисунок 42) изготавливают из серого чугуна с рабочими поверхностями 1,5×5,0; 2,0×2,0; 1,5×3,0; 2,0×4,0 м. На таких плитах правят профильные заготовки и заготовки из листового и полосового материала, а также прутки из черного и цветного металла.
Рихтовальные бабки (рисунок 43) применяют, как правило, для правки и рихтовки заготовок из металлов высокой твердости или предварительно закаленных металлов. Рихтовальные бабки изготавливают из стальных заготовок диаметром 200. 250 мм, их рабочая часть имеет сферическую или цилиндрическую форму.
Молотки при правке применяют для приложения силового усилия в месте правки. В зависимости от физико-механических свойств обрабатываемой заготовки и ее толщины выбирают различные типы молотков. При правке заготовок из пруткового и полосового материала применяют молотки с квадратным и круглым бойком, изготовленные из стали У8А.
 |
|
| Рисунок 42 – Правильная плита | Рисунок 43 – Рихтовальные бабки |
Для правки обработанных поверхностей применяются молотки с мягкими вставками из алюминия и его сплавов или из меди
(рисунок 44). Боек 2 крепится в корпусе 4 при помощи штифта 7, молоток насаживают на рукоятку 3 с соблюдением тех же требований, что и при насаживании на рукоятку молотков со стальными бойками.

а – с призматической; б – с цилиндрической: 1 – штифт; 2 – боек; 3 — рукоятка; 4 – корпус
Рисунок 44 – Молотки с мягкими вставками
Кувалды представляют собой молотки большой массы (2,0. 5,0 кг) и используются для правки круглого и профильного проката большого поперечного сечения в тех случаях, когда сила удара, наносимого обычным слесарным молотком, недостаточна для выправления деформированной заготовки.
Киянки — это молотки, ударная часть которых выполнена из дерева твердых пород, ими правят листовой материал из металлов высокой пластичности. Характерная особенность правки киянками в том, что они практически не оставляют следов на выправляемой поверхности.
Гладилки металлические или деревянные (из твердых пород дерева: бук, дуб, самшит) предназначены для выправления (выглаживания) листового материала небольшой толщины (до 0,5 мм). Этот инструмент в процессе обработки, как правило, не оставляет следов в виде вмятин.
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: Да какие ж вы математики, если запаролиться нормально не можете. 8320 —  | 7260 —
| 7260 —  или читать все.
или читать все.
91.146.8.87 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
С правки металла начинаются, практически, все «металлические работы». Счастливым исключением является тот случай, когда вы получаете со склада совершенно новый лист или кусок профиля.
- стальные листы из цветных металлов и их сплавов;
- стальные полосы;
- трубы;
- прутковый материал и проволока.
Правке подвергаются, также, металлические сварные конструкции.

Станок «GOCMAKSAN STORM 1601».
Определение термина «правка металла»
Правка металла — это операция, которая заключается в устранении дефектов деталей и заготовок: кривизны (выпуклости или вогнутости), неровностей (искривления, коробления и т. п.) и т. п. Она заключается в сжатии выпуклого слоя металла или расширении вогнутого и осуществляется действием давления на какую-либо часть заготовки или детали.
Способы и методика правки
Различают два основных метода правки любых металлов:
- вручную. Выполняется с помощью молотка на наковальнях, стальных правильных плитах и т. п.
- машинный. Производится на правильных машинах (прессах или вальцах).
Металл правят в холодном или нагретом состоянии. Выбор определяется величиной прогиба и его размером и материалом заготовки.
При правке металла большое значение имеет:
- правильность выбора места, по которому следует наносить удары;
- соизмерение силы удара с величиной кривизны металла. Её следует уменьшать по мере перехода от максимального изгиба к минимальному.
При большом изгибе полосы «на ребро» удары следует наносить носком молотка. Это приведёт к односторонней вытяжке (удлинению) места изгиба. Полосы, представляющие собой «скрученный изгиб», правят по направлению раскручивания. Проверка осуществляется на начальной стадии «на глаз», а по окончании – на поверочной плите или лекальной линейкой. Металлические прутки следует править на наковальне или плите от края к середине.
Задержимся на рассмотрении правки листового металла, т. к. это — самая сложная операция. Лист металла следует положить на плиту выпуклостью вверх. Удары молотком будем наносить от края листа в сторону деформированной его части. Под действием направленных ударов ровная часть листа будет вытягиваться, а выпуклая — выправляться. При правке листов закаленного металла следует наносить частые, но несильные удары носком молотка по направлению от вогнутости к ее краям. При этом верхние слои металла будут растягиваться, и дефект детали будет устранён.

Применяемое оборудование и инструмент
Для правки металла используется следующее оборудование:
- правильная плита;
- рихтовальные бабки.
В качестве инструмента используются молотки, имеющие круглые, радиусные или вставные из мягкого металла бойки. Тонкий листовой металл правят деревянным молотком (киянкой).
Правильная плита должна быть массивной. Поэтому, она может иметь размеры, мм: 400 х 400… 1500 х 3000. Устанавливается этот инструмент на деревянные или металлические опоры, обеспечивающие устойчивость и горизонтальность ее положения.
Для правки деталей, прошедших закалку, используют рихтовальные бабки, которые изготавливаются из стали с последующей закалкой. Бабки имеют рабочую поверхность сферической или цилиндрической формы, радиус которой 150…200 мм.

Станок «VPK PRO-14 KOMPAKT».
Популярные бренды и модели станков
Большой популярностью пользуются следующие модели:
- правильно-отрезной станок бренда «Промтехоснастка» модель «GT 4-14»;
- правильно-отрезной автомат бренда «Антарес» модель «ВПК ПРО-14 КОМПАКТ»;
- правильно-отрезной станок бренда «GROST» модель «SCM6-12C».
Где купить
Компания «Промтехоснастка»;
Компания производит и продаёт правильно-отрезной станок GT 4-14.


Отправить ответ