
Из чего состоит гладкий микрометр
Содержание:
Читайте также:
- I. Основные положения.
- I. Основные понятия и определения
- I. Основные этапы становления естественнонаучной картины мира. Ученые, внесшие важнейший вклад.
- I. Сущность земельной ренты, основные виды
- I.2. Основные требования, предъявляемые к тепловому
- I.2.3. Основные виды работы школьного психолога.
- II Основные задачи регионального развития
- II. Основные задачи ГО
- II. Основные задачи службы торговли и питания
- II. Основные категории дидактики.
- II. Основные понятия
- II. Основные предпосылки перестройки, её методы и цели
Микрометрические измерительные средства
В машиностроении широко применяют микрометрические инструменты общего назначения: микрометры, микрометрические глубиномеры и нутромеры. Метод измерения прямой, абсолютный.
Микрометры ( ГОСТ 6507 – 90)
Микрометры предназначены для наружных измерений.
Цена деления 0,01 мм.
Измерительное перемещение микрометрического винта 25 мм.
Верхний предел измерений 600 мм, в данном случае имеется в виду тот факт, с шагом 25 мм применяются скобы с соответствующей вставкой. Таким образом, для измерения величины диаметра или размера детали по толщине порядка 575 – 600 мм. потребуется скоба именно такого наименования. Скобы предела измерений от 0 – 25 мм. – 1 – я, 25 – 50 мм. 2 – я, 50 – 75 мм. 3 – я, 75 – 100 мм. 4 – я, и т.д. до 24 – ой, представляющей предел 575 – 600 мм.
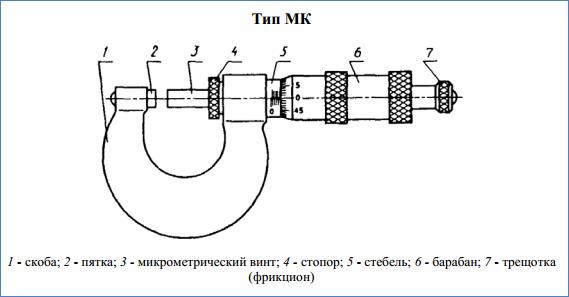
Рисунок 14.42 — Микрометры типа МК.
К микрометрам с нижним пределом 25 мм и более придаются установочные меры для поверки нулевого положения. Микрометры с верхним пределом свыше 300 мм имеют сменную или передвижную пятку для увеличения диапазона измерений до 50 мм.
1 — пятка, 2 — установочная мера, 3 — микрометрический винт, 4 — стебель, 5 — барабан, 6 — трещотка, 7 — стопор, 8 — скоба
Рисунок 14.43 — Основные части микрометра
Дата добавления: 2015-06-27 ; Просмотров: 2690 ; Нарушение авторских прав? ;
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Микрометры
Микрометрические инструменты
К микрометрическим инструментам относятся гладкие микрометры, микрометрические нутромеры, глубиномеры, а также рычажные микрометры, которые предназначены для абсолютных измерений наружных и внутренних размеров, высот уступов, глубин отверстий и т. д.
Принцип действия этих инструментов основан на использовании винтовой пары (винт-гайка) для преобразования вращательного движения микровинта в поступательное перемещение.
Цена деления таких инструментов 0,01 мм.

Классическая конструкция микрометра включает скобу с запрессованной неподвижной пяткой и стеблем (иногда стебель присоединяют к скобе резьбой) . Внутри стебля с одной стороны имеется микрометрическая резьба с шагом 0,5 мм, а с другой – гладкое цилиндрическое отверстие, обеспечивающее точное направление перемещения микровинта.
На винт насажен барабан, соединенный с трещоткой. Трещотка имеет на торце односторонние зубья, к которым пружиной прижимается штифт, обеспечивающий постоянное усилие измерения. Стопорное устройство служит для закрепления винта в нужном положении.
Отсчетное устройство микрометрических инструментов состоит из двух шкал: продольной и круговой. Продольная шкала имеет два ряда штрихов, расположенных по обе стороны горизонтальной линии и сдвинутых один относительно другого на 0,5 мм. Оба ряжа штрихов образуют одну продольную шкалу с ценой деления 0,5 мм, равной шагу микровинта.
Круговая шкала обычно имеет 50 делений (при шаге винта Р = 0,5 мм) .
По продольной шкале отсчитывают целые миллиметры и 0,5 мм, по круговой шкале – десятые и сотые доли миллиметра.
Конструкция микрометра впервые была запатентована французским изобретателем Жаном Лораном Палмером в 1848 году под названием «круговой штангенциркуль с круговым нониусом». Однако серийное производство микрометров началось лишь через несколько лет, — после посещения двумя американскими инженерами Д. Брауном и Л. Шарле Парижской выставки, где они увидели изобретение Ж. Палмера и организовали его серийным выпуск.
Микрометры – очень популярный инструмент для измерения наружных диаметров, толщин и т.п. Благодаря простой конструкции, удобству в обращении, быстроте в работе и достаточно высокой точности измерений, они – самые употребляемые цеховые инструменты для линейных измерений. Каждый станочник, слесарь, технолог и конструктор имеет собственный микрометр. Большое разнообразие конструкций, позволяющие измерять самые разные наружные поверхности делают их универсальными инструментами.
Изготавливают микрометры многие зарубежные и отечественные фирмы – Mitutoyo (Япония) , Tesa (Швейцария) , Carl Mahr (Германия) , Челябинский инструментальный завод (ЧИЗ) и Кировский инструментальный завод (КРИН) .

Качество современных микрометров очень высокое. Точный шлифованный винт, беззазорное соединение винта и гайки, твердосплавные торцевые измерительные поверхности обеспечивают плавное перемещение винта без биения торцевой поверхности. Применение нержавеющих сталей и термообработки обеспечивает антикоррозийные свойства инструмента, сопротивление износу и коррозии.
Положительной особенностью микрометров является соблюдение принципа Аббе, что существенно повышает точность измерения.
Современные микрометры, микрометрические инструменты и приборы подразделяются на две группы:
— механические микрометры со штриховой отсчетной шкалой;
— электронные микрометры с цифровым отсчетом.
Согласно ИСО 3611-2010 микрометры со штриховым отсчетом называют микрометрами с аналоговой индикацией, а микрометры с цифровым отсчетом называют микрометрами с цифровой индикацией.
Механический микрометр со штриховым отсчетом
Основным элементом микрометра является микрометрическая винтовая пара. С ее помощью поступательное перемещение измерительной поверхности (торца) микрометрического винта связано с поворотом отсчетного барабана. Один оборот барабана микровинта соответствует перемещению торца микровинта на один шаг резьбы винта. В большинстве конструкций шаг резьбы винта составляет 0,5 мм, а на барабан наносят 50 или 100 делений. Таким образом, цена деления отсчета составляет 0,01 или 0,05 мм. Резьба винта шлифуется на высокоточных станках. Микрометрическая пара в приборах оформлена в виде отдельного узла – микрометрической головки.
Микрометрическая головка входит в состав микрометров различного назначения, нутромеров, глубиномеров, различных стационарных приборов в качестве измерительного узла или узла, задающего точные перемещения, и т. п.
В головке микрометрический винт перемещается совместно с барабаном относительно стебля, жестко соединенного с микрометрической гайкой. Микрометрические головки обычно имеют две шкалы (рис.1): круговую для определения дробных долей оборота и линейную для определения числа полных оборотов микрометрического винта. Линейная шкала и продольный штрих нанесены на наружной поверхности стебля (или на гильзе, одеваемой на стебель) .
Цена деления линейной шкалы равна шагу винта, при шаге 0,5 мм наносятся две части шкалы с длиной деления 1,0 мм, сдвинутые друг относительно друга на 0,5 мм. Общая длина линейной шкалы определяется диапазоном измерительного перемещения микрометрического винта (обычно 25 мм) .
Круговая шкала нанесена на скосе барабана, торец которого является указателем линейной шкалы. Указателем круговой шкалы служит продольный штрих линейной шкалы.
Диаметр барабана выбран таким, чтобы длина деления была около 1 мм. Для отсчитывания дробных долей деления круговой шкалы в некоторых случаях применяют нониус, аналогичный нониусу штангенциркуля со считыванием без параллакса. Цена деления нониуса составляет 0,001 мм. Однако применение нониуса имеет смысл только в том случае, когда отсчитываемые доли деления меньше погрешности микрометрической передачи.
Для стабилизации измерительного усилия предусмотрено специальное устройство (трещотка, или фрикцион) , закрепленное на барабане. С помощью этого устройства на измерительной поверхности микрометрического винта создается усилие, лежащее для большинства случаев применения микрометрических головок в пределах 5-10 Н.
Микрометры являются универсальными инструментами для наружных измерений. Конструкция и метрологические характеристики микрометров определены ISO 3611:2010, DIN 863 и ГОСТ 6207-90.
Микрометр имеют скобу, в которую с одной стороны установлена микрометрическая головка, а с другой пятка, Конструкция микрометров предусматривает стопорное устройство для закрепления микрометрического винта. Измерительными поверхностями у микрометров являются параллельные плоскости торцов микрометрического винта и пятки, обычно имеющие диаметр 8 мм.
Для повышения точности измерений выпускают микрометры с диапазоном измерения до 100 мм с диаметром рабочих поверхностей (стебля и пятки) уменьшают до 6,5 мм. Для повышения износостойкости измерительные поверхности микрометров изготовляют из твердого сплава.
Скобы современных высокоточных микрометров выполняют с теплоизолирующим покрытием, чтобы уменьшить погрешности, вызываемые тепловым расширением при контакте с руками.
Для установки нулевого положения микрометры с нижним пределом измерений от 25 мм комплектуют установочными мерами. Цена деление большинства механических микрометров составляет 0,01 мм.
Выпускают также микрометры с ценой деления 0,05 мм и с нониусом с ценой деления 0,001 мм. Диапазон измерений микрометров до 1500 мм.
Микрометры для измерения диаметров более 500 мм (скобы) делают сварными из труб для облегчения и снабжают теплоизолирующими накладками. Микрометры снабжаются сменными наконечниками с приращением длины 25 мм.
Следует отметить, что измерение микрометрическим инструментами больших диаметров (более 500 мм) очень неудобная операция, требующая опыта и терпения.
Результат такого измерения не надежен.
Электронный микрометр с цифровым отсчетом
Несмотря на повсеместное распространение микрометров с штриховыми шкалами и нониусом, отсчет по двум штриховым шкалам и сложение их результатов неудобен, особенно при плохом зрении и недостаточном освещении. Поэтому появление электронных микрометров с цифровым отсчетом сделало процесс измерения значительно проще и удобнее, а в некоторых случаях и точнее.

Конструктивно электронный микрометр мало отличается от механического микрометра, но вместо штриховых шкал он снабжен инкрементным, как правило, емкостным преобразователем, небольшим электронным устройством и цифровым дисплеем.
Преобразователь аналогичен инкрементному преобразователю, применяемому в штангенциркуле. Он состоит из двух небольших дисковых пластин, на которых размещены изолированные друг от друга электроды. Один диск вращается вместе с винтом, второй неподвижен и удерживается шпонкой, расположенной вдоль винта. Оба диска перемещаются вместе с микровинтом на всю величину хода винта.
На скобе микрометра также расположен электронный микропроцессорный блок и цифровой дисплей с дискретностью показаний 0,01 или 0,001 мм. Высота цифр составляет 7-9 мм. На корпусе имеются две кнопки «вкл/выкл» и установка нуля. Установка нуля возможна как при сведенных пятках микрометра, так и любом месте диапазона измерения (например, для контроля партии одинаковых деталей) .
Некоторые модели имеют дополнительные функции, например, сортировка по размерам, кодовый выход на внешние устройства и т.д. Вся электронная система питается от небольшой литиевой батарейки, срок службы которой 1,5 года или 2000 часов.
Электронные микрометры выпускаются с диапазоном измерения до 300 мм и степенью защиты от IP40 – до IP65 по стандарту DIN EN 60529 и ГОСТ 14254-96.
Кроме стандартных микрометров выпускают много специализированных моделей, например, для измерения толщины стенок труб со сферическими измерительными поверхностями, для измерения мягких материалов с измерительными поверхностями в форме дисков, для измерения среднего диаметра резьбы, для измерения длины общей нормали зубчатых колес с измерительными поверхностями в форме дисков, для измерения наружного диаметра многолезвийного инструмента и др.
Прогрешность при измерении микрометром
Суммарная погрешность измерения с помощью микрометра состоит из следующих составляющих:
- погрешностей микрометрической головки;
- отклонения от плоскостности и от параллельности плоских измерительных поверхностей винта и пятки (при различных углах поворота микрометрического винта и при его стопорении) . При эксплуатации микрометров отклонения от параллельности измерительных поверхностей винта и пятки приводят к различной погрешности для разных форм измеряемых деталей (плоских, цилиндрических, сферических) . Также различными будут деформации этих деталей под действием измерительного усилия;
- деформации скобы микрометра под действием измерительного усилия;
- погрешности установочных мер;
- существенной составляющей погрешности измерения микрометрами (особенно микрометрами больших размеров) является температурная погрешность, вызываемая как разностью температур измеряемой детали и микрометра, так и нагревом микрометра, а иногда и контролируемой детали, теплом рук контролера (для уменьшения последней погрешности в микрометрах для измерения размеров свыше 50 мм предусмотрены теплозащитные накладки) ;
- погрешность, возникающая у электронных микрометров из-за ошибок емкостного преобразователя.
Пределы допускаемой погрешности микрометров приведены в Таблице 1 . Указанные значения погрешностей установлены в зависимости от диапазона измерений.
Предел допускаемой погрешности микрометрической головки (при выпуске ее в качестве отдельного изделия) оговорен ГОСТ 6507-78 «Микрометры с ценой деления 0,01 мм. Технические условия» в виде предельной погрешности δ = ±4 мкм.
Правильно было бы нормировать погрешность расстояний между двумя любыми точками — амплитудную погрешность, как это предусмотрено рекомендациями ИСО 3611-1978, так как механизм головки при установке барабана на нуль может занимать различные положения и при этом значение погрешности в каждой отдельной точке будет зависеть от положения нулевой точки.
Предельно допустимая погрешность G микрометра в любой точке диапазона измерений (25 мм) указана в Таблице 1 .
Микрометр – профессиональный измерительный инструмент, который предназначается для измерения изделий малого размера. Микрометр — высокоточный прибор, преобразовательным механизмом в котором служит микропара – так называемые винт и гайка, которые и помогают достичь такой высокой точности. Как и штангенциркули, микрометры различают по видам:
— В зависимости от конструктивных особенностей: ручные и настольные,
— В зависимости от назначения: гладкие, листовые, рычажные, проволочные, трубные, призматические, канавочные, зубомерные, резьбомерные, для мягких материалов, специальные и универсальные.
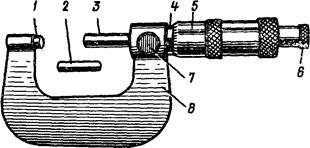
Наиболее распространенным является гладкий микрометр, который конструктивно состоит из скобы, которая оборудована «пяткой», подвижного винта с точной резьбой, трещотки, а также втулки-стебля, на которую нанесены две шкалы. На верхней шкале размер указывается в миллиметрах, на нижней – в половинах миллиметра. На конической части барабана нанесены деления для отсчёта сотых долей миллиметра (рисунок 1).
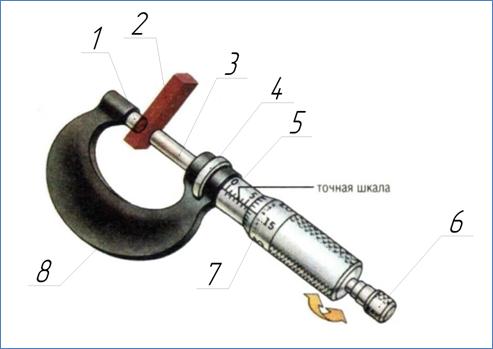
1 – неподвижный упор («пятка»); 2 – измеряемый предмет; 3 – подвижный шпиндель (микрометрический винт); 4 – кольцевая гайка; 5 – полый стебель; 6 – винт трещотки; 7 – барабан (гильза); 8 – скоба.
Измеряемый предмет помещается между винтом и пяткой, после чего фиксируется в неподвижном состоянии, путем вращения винта. Именно благодаря трещетке, создается осевое усилие, которое и удерживает предмет между пяткой и шпинделем. Показания снимаются сперва по шкале стебля, а после по шкале барабана, затем полученные значения измерений складывают и получают результат.
Поскольку изготовление винта с точным шагом на большой длине вызывает некоторые сложности, то, в настоящее время, микрометры выпускают в нескольких типоразмерах. Существуют микрометры, которые измеряют длины от 0 до 25 мм, другие микрометры могут точно измерять длины от 25 до 50 мм, третьи — от 50 до 75 мм, и так до 500-600 мм. Все микрометры, которые рассчитаны на измерение изделий от 25 мм и более, снабжаются установочными концевыми мерами, которые позволяют выставить прибор «на ноль». Для более быстрых измерений, изготавливаются инструменты с электронной «цифровой» индикацией, конечное значение измерений в которых, выводится на отдельный электронный дисплей (например, модифицированный микрометр МК — МКЦ) (Рисунок 2).

Продлить срок эксплуатации микрометра возможно только с соблюдением правил использования и хранения прибора. Нельзя измерять грубо обработанные детали и поверхности, покрытые окалиной или металлической пылью. Точность показаний измерений зависит от температуры. При работе с нагретыми предметами показания будут неточными. Вращать барабан трещотки следует медленно и очень аккуратно, для предотвращения преждевременного износа винта. Хранить микрометр необходимо в деревянном футляре, предварительно смазав прибор техническим маслом и ослабив стопоры.
Точность измерений – это залог успеха при производстве мелких деталей или небольших комплектующих, а также при изготовлении «пилотных» образцов и штучном, единичном производстве.
Микрометры должны производиться в соответствии с ГОСТ 6507-90, по которому микрометры делятся на следующие типы:
1) Микрометр гладкий МК — данный микрометр используется для измерения наружных размеров изделий (Рисунок 3);
2) Микрометр листовой МЛ — листовой с циферблатом микрометр используется для измерения толщины металлических листов и лент (Рисунок 4);
3) Микрометр трубный МТ — используется в качестве измерительного прибора для определения толщины стенки труб (Рисунок 5).
4) Микрометр зубомерный МЗ – данный микрометр используется для измерения длины общей нормали зубчатых колес с модулем от 1 мм (Рисунок 6);
5) Микрометрическая головка МГ – данный вид микрометра служит для измерения перемещения (Рисунок 7);
6) Микрометр проволочный МКД (МП) – используется при измерениях толщины проволоки, а также диаметра шариков (например шариков подшипников) (Рисунок 8).
Помимо описанных в ГОСТ, существуют и другие микрометры, такие как, например микрометр рычажный МР — в основе принципа действия которого лежит механизм измерения линейных размеров методам сравнения и оценки (Рисунок 9). Модификацией такого микрометра является модель МРИ. Также бывают призматические микрометры (серия МТИ, МПИ, МСИ), канавочные, микрометры резьбомерные и прочие.


Отправить ответ