
Как пользоваться микрометром 75 100
Содержание:
Для точных измерений используют микрометр. Но многие не знают, как пользоваться микрометром. В некоторых случаях требуется совершить линейное измерение с особой точностью. А некоторые не знают, что такой прибор существует. Этот прибор не прост в обращении, но при грамотном пользовании позволяет определить размеры максимально точно. Но для начала рассмотрим что такое микрометр.

Описание прибора
Необходимость в приборе для особо точных измерений появилась в 15-16 веках с развитием огнестрельного оружия и артиллерии. Необходимость особо точного изготовления стволов аркебуз и пушек требовало специальных устройств. Первые подобные измерительные приборы появились в середине 16 века (их активно использовали для прицельных приспособлений артиллерии, а в 18 веке прицелы и орудия были доведены до совершенства русским инженером, генералом и ученым Шуваловым), а первый микрометр, который выглядел аналогично современным, появился в конце первой половины 19 века. В далеком 1848 году французский инженер Жан Луи Пальмер запатентовал первый микрометр.

Зубомерный микрометр используется для определения длин общей нормали у колес зубчатых.
Микрометр — прибор для измерений с высокой точностью. Используется во всех отраслях производства, на участках, где требуется особая точность измерений. Погрешность микрометра достаточно мала и составляет от 1 до 8 мкм (микрометров). Название прибора произошло от точности его измерения, поскольку 1 микрометр — это одна тысячная миллиметра. Существуют микрометры и с большой долей погрешности, но они используются, в основном, для обучения студентов и школьников в школах с техническим уклоном.
На сегодняшний день есть несколько видов микрометров и несколько способов измерений. Несмотря на свой почтенный возраст и различные виды конструкция прибора остается практически неизменной.
Большинство микрометров состоят из болта и гайки. Микрометр имеет зажим для детали, который имеет пятку (неподвижный упор) и винт микрометрический (подвижный упор), который вращается в специальной втулке. Втулка вращается на специальной ручке (иногда ее называют стеблем), на которой нанесена шкала деления. Практически все приборы имеют специальные накладки на рукояти, чтобы движения рук не влияли на точность измерения. Усилие при вращении рукояти обеспечивает трещетка.
Более точные приборы имеют размеченную шкалу со стрелкой, а самые точные электронные — электронное табло. О типах микрометрах и из достоинствах и недостатках речь пойдет ниже.
Типы микрометров
На данный момент существует множество типов микрометров. Исходя из их характеристик и механизма, выделяют следующие типы:

Гладкий микрометр используется для измерения внешних размеров.
- Гладкий микрометр. Наиболее распространенный тип, широко применяется в машиностроении, при производстве полиэтилена и на фармацевтических предприятиях. Используется для измерения внешних размеров. Состоит из микропары головок для зажима измеряемой детали, скобы, стебля. Может иметь круговую шкалу или цифровым экраном. Погрешности прибора регламентируются по ГОСТ 32166-06 (для разных типов деталей, разная погрешность).
- Проволочный микрометр. В отличие от других типов, такие микрометры имеют компактные размеры и предназначены для измерений диаметров проволоки (при производстве кабелей) и шариков (например, подшипника).
- Резьбомерный микрометр. Предназначен для контроля параметров нарезки резьбы. Отличается от остальных типов наличием на измеряющей микропаре острия, для более точного определения размеров резьбы.
- Листовой микрометр. Используется для измерения толщины ленточных материалов и листов. Микропарой являются плоские неподвижные диски, не имеющие люфта. Поверхности дисков отливаются из твердых сплавов. Погрешности и технология изготовления регламентируются по ГОСТ 6507-90.
- Призматический микрометр. Такими приборами измеряются лезвия инструментов и другие особо тонкие детали. Накладки на «губы» такого прибора делаются из твердых особо твердых сплавов. Нормативный документ на прибор — ТУ 2-034-770-83.
- Трубный микрометр. Используется для измерений толщины стенок трубы. Эти размеры необходимо контролировать в авиационно-космической отрасли, нефтегазовой отрасли и в точном машиностроении.
- Зубомерный микрометр. Используется для измерений длин общей нормали у колес зубчатых. Технология изготовления такого прибора регламентируется по ГОСТ 6507-90.
- Канавочный микрометр. Предназначен для измерения ширины канавки (например, в схемотехнике) и расстояний между ними.
- Рычажный микрометр. Наиболее точный прибор, имеет несколько шкал, показания которых суммируются для получения окончательного результата. Конструктивная особенность — три точки опоры для детали, которые имеют заостренные концы. Может применятся для измерения труб, зубчатых колес ит.д.
- Часового типа. Предназначены для проведения измерений в труднодоступных местах. Микрометры часового типа имеют круглый циферблат со шкалой и стрелкой, а также длинную «ногу» — щуп. Их обычно статически закрепляют на поверхности, а под них подносят деталь.
Здесь перечислены практически все виды микрометров. Иногда еще выделяют универсальные микрометры, но они пригодны для использования только в качестве учебных приборов или для бытовых нужд из-за высокой погрешности. После ознакомления с типами приборов, стоит перейти к описанию процесса измерений.
Как производить измерения

Схема рычажного микрометра.
Пользование микрометром не вызывает особых хлопот и затруднений. Несмотря на огромное количество типов (а среди них есть еще и подтипы), принцип работы микрометров одинаковый.
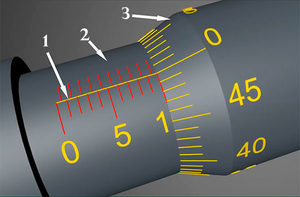
Процесс основан на движении винта в неподвижно закрепленной гайке. Ход винта по длине пропорционально ходу вращения оного вокруг своей оси. Выделяют полный оборот и неполный. Количество полных считается по шкале, нанесенной на стебель, а неполные — по шкале на барабане (круговая шкала). Шкала на стебле имеет 2 типа делений. Верхние черточки ведут отсчет от 0, нижние смещены на 0,5 мм — для удобства подсчета. Круговая шкала имеет 50 делений, т.е. 0,5 мм.
Приведем пример. Требуется измерить толщину листа. Для этого используется листовой тип микрометра. Лист зажимается «губками» микрометра как тисками, до полного упора винта. Далее следует зафиксировать показания на шкалах. Для этого записывается количество делений на шкале стебля. Одно деление равно одному обороту винта и 1 мм. Следующим этапом снимают показания с круговой шкалы барабана. Одно деление равно 0,01 мм. Если шкала стебля показывает 4 деления по верхней разметке и 0,5 по нижней, а круговая показывает 22 деления. Итого: 4+0,5+0,22=4,72 мм.
Электронные микрометры показывают на экране уже готовое значение, не требующее дополнительных расчетов. Здесь следует быть внимательным с установками прибора, поскольку помимо метрической системы он может выдать размер в дюймах.
Некоторые важные моменты
В комплект к микрометру, кроме самого прибора, отечественные производители включают от 1-3 деталей для его настройки и проверки, согласно ГОСТ. Однако импортные приборы редко имеют в своем комплекте проверочные детали. Также в комплект включается специальный ключ для дополнительной «настройки» прибора.
Следует быть аккуратным при измерении деталей из мягких материалов (например, алюминия, пластика ит.д.). При затягивании винта до упора, деталь может деформироваться, что не позволит получить точные размеры и приведет к ее порче.
При работе с электронным прибором важно помнить, что некоторые иностранные изготовители не всегда калибруют прибор, поэтому эту процедуру предстоит проделать перед первым измерением. Также некоторые производители экономят на качественном ПО, в итоге прибор может иметь большую погрешность по сравнению с механическими.
Ряд производителей электронных микрометров изготавливают приборы, имеющие возможности для соединения с ПК или контроллером, что делает их незаменимыми на автоматизированных производствах.
Вы здесь
Оглавление
Микрометр резьбовой используется как инструмент для точных измерений дюймовой и метрической резьбы. Большинство приборов работает со средними диаметрами. Это обусловлено тем, что для определения диаметра нужно обработать как гребень, так и канавку. Таким образом, за один раз приходится измерять как внутренний, так и внешний диаметр резьбы. В некоторых случаях возникает необходимость произведения замеров непосредственно во время нарезки. Эту функцию может осуществить микрометр для резьбы, который для этого закрепляется в специальной стойке.

фото:микрометр резьбовой МВМ 0-25
В отличие от стандартных микрометров, таких как МК 0-25, здесь имеются специальные отверстия, или как их еще называют, гнезда, которые находится в пятке устройства. Также здесь имеется микрометрический винт, что расположен в стержне. Все эти дополнительные детали служат для того, чтобы зафиксировать колки-наконечники, выполненные в роли конических и призматических вставок. Угол колков-наконечников должен совпадать с тем, каким профилем обладает резьба. Таким образом, каждую пару наконечников можно применить только для определенного шага резьбы. Эти детали поставляются вместе с прибором.
Микрометр резьбовой имеет вильчатые колки призматической формы, они должны присоединяться к отверстиям пяток. Конические, в свою очередь, вставляются в микрометрические винты. Если измерение идет дюймовой резьбы, то угол между поверхностями измерения должен равняться 55 градусам. Для метрической – 60 градусам. У каждого колка имеется свой профиль, так как призматический полностью повторяет форму гребня резьбы, конусный — форму впадины.
Некоторые микрометры не имеют в своей конструкции трещотки, которая бы смогла обеспечить для них плавную регулировку применяемого усилия во время измерения. Такие приборы зачастую используют в качестве калибровочных скоб. Для этого их подвергают предварительной жесткой фиксации. Усилие, применяемое при измерении диаметра резьбы, должно соответствовать усилию, которое осуществляется при установке микрометра. Здесь должен обеспечиваться свободных ход детали в колках. Микрометр резьбовой производится по ГОСТ 4380-63.
Преимущества резьбового микрометра
Несомненным преимуществом изделия является то, что оно может использоваться в такой сложной сфере, как измерение резьбу, куда может подойти далеко не каждый инструмент. В комплекте идет набор различных дополнительных деталей, которые помогают работать с любым профилем. Это делает прибор универсальным для использования в промышленности, где приходится встречаться с различными видами резьбы. Благодаря механическому исполнению микрометр всегда готов к действию и не имеет ограничений по сроку эксплуатации, если с ним нормально обращаться.
Недостатки резьбового микрометра
У данного микрометра применение имеет узкоспециализированную сферу применения и он не приспособлен для других измерений. Любая деформация может привести к выходу из строя, при этом запасных частей для ремонта, как правило, не найти.
Устройство резьбового микрометра

фото:устройство резьбового микрометра
Микрометр для измерения резьбы имеет следующие составляющие части:
- Скоба;
- Призматическая вставка;
- Пятка;
- Микровинт;
- Коническая вставка;
- Барабан;
- Стебель;
- Трещотка.
Принцип работы микрометра резьбового
В нулевом положении, когда призматическая и коническая вставка соприкасаются друг с другом, стебель устройства находится на минимальном уровне. При повороте микровинта отодвигается, тем самым передвигаясь по значению шкалы. Основной принцип действия основан на том, что передвижение стебля по шкале прямопропорционально повороту винта. Отодвинув измерительные концы на нужное расстояние, и соединив их вновь до упора на измеряемом предмете, можно получит его размер, которое будет заключаться в том расстоянии, на которое не удалось дойти до нуля.
Технические характеристики
| Тип микрометра | Диапазон измерений,мм | Цена деления, мм | Вставки резьбовые | Погрешности, мм |
|---|---|---|---|---|
| МВМ 25 | 0…25 | 0,01 | М 60° | ± 0,015 |
| МВМ 50 | 25…50 | 0,01 | М 60° | ± 0,015 |
| МВМ 75 | 50…75 | 0,01 | М 60° | ± 0,02 |
| МВМ 100 | 75…100 | 0,01 | М 60° | ± 0,02 |
| МВМ 125 | 100…125 | 0,01 | М 60° | ± 0,025 |
| МВМ 150 | 125…150 | 0,01 | М 60° | ± 0,025 |
| МВМ 175 | 150…175 | 0,01 | М 60° | ± 0,025 |
| МВМ 200 | 175…200 | 0,01 | М 60° | ± 0,025 |
| МВМ 25 | 0…25 | 0,01 | Д 55° | ± 0,015 |
| МВМ 50 | 25…50 | 0,01 | Д 55° | ± 0,015 |
| МВМ 75 | 50…75 | 0,01 | Д 55° | ± 0,02 |
| МВМ 100 | 75…100 | 0,01 | Д 55° | ± 0,02 |
| МВМ 125 | 100…125 | 0,01 | Д 55° | ± 0,025 |
| МВМ 150 | 125…150 | 0,01 | Д 55° | ± 0,025 |
| МВМ 175 | 150…175 | 0,01 | Д 55° | ± 0,025 |
| МВМ 200 | 175…200 | 0,01 | Д 55° | ± 0,025 |
Как пользоваться резьбовым микрометром
Измерение резьбы микрометром является сложным и ответственным процессом. Для определения резьбы среднего диаметра следует для начала определиться с ее характеристиками. В данном случае используются стальные пластины, на которых вырезан профиль резьбы, чтобы можно было определиться с шагом. Это делается путем обыкновенного прикладывания до полного совпадения. Только после определения можно приступать к работе микрометром.
Конический колок ставится в канавку резьбы, а призматический – на ее гребень. Это необходимо для того, чтобы зафиксировать устройство в строго перпендикулярной плоскости относительно заготовки. Перед началом работы, прибор настраивается по шаблону или калибру. Чтобы наконечники не крутились и не выпадали, в их хвостовиках имеется прорезь. Хвостовик в канавке удерживается при помощи специальной пружины, а паз закрепляет наконечник и не дает поворачиваться. Данный способ измерения именуется дифференцированным или прямым.

фото:как пользоваться резьбовым микрометром
Чтобы измерить средний диаметр в калибре, то необходимо применять косвенный метод. Благодаря ему результаты получаются более точными, так как здесь исключается вероятность, что колки-вставки перекосятся. С двух сторон в углублении резьбы вставляют три одинаковые проволоки, у которых заранее известен диаметр. После этого микрометром измеряют длину поверхности проволок, уложенных в резьбу, затем по специальной формуле вычисляется средний диаметр резьбы.
 Функциональное назначение микрометра заключается в измерении относительно малых величин контактным способом. Сферы его применения характеризуются необходимостью получения результатов, отличающихся высокой точностью, например, изготовление инструментов. Инструмент достаточно распространен, однако определенные сложности его применения обусловили актуальность вопроса о том, как пользоваться микрометром.
Функциональное назначение микрометра заключается в измерении относительно малых величин контактным способом. Сферы его применения характеризуются необходимостью получения результатов, отличающихся высокой точностью, например, изготовление инструментов. Инструмент достаточно распространен, однако определенные сложности его применения обусловили актуальность вопроса о том, как пользоваться микрометром.
Конструкция прибора
Современный рынок измерительных приборов предлагает довольно широкий ассортимент микрометров, однако их конструктивное исполнение практически идентично, за исключением моделей электронного типа. Отличия механических приборов заключаются в основном в габаритных размерах измеряемых ими предметов. Стандартный измеритель состоит из следующих компонентов:
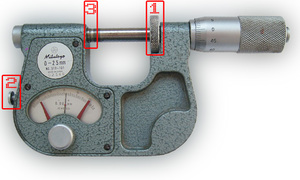 «Скоба». Деталь, представляющая собой основу инструмента, на которой закреплены остальные механизмы прибора. Изготавливается из особо прочного металла, устойчивого к деформационным воздействиям, поскольку от жесткости этого элемента напрямую зависит величина погрешности при измерении.
«Скоба». Деталь, представляющая собой основу инструмента, на которой закреплены остальные механизмы прибора. Изготавливается из особо прочного металла, устойчивого к деформационным воздействиям, поскольку от жесткости этого элемента напрямую зависит величина погрешности при измерении.- «Пятка». Элемент, выполняющий функции жесткого упора. Выполняется в двух вариантах: запрессованная в корпус скобы и съемная. Сменная пятка характерна для приборов с диапазоном измерений 500 — 800 миллиметров.
- «Стебель». Составная часть микрометра, выполненная в виде полого цилиндра с размещенной внутри винтовой парой. На лицевой стороне стебля находятся основная, показывающая миллиметры, и дополнительная, показывающая половины миллиметров, шкалы.
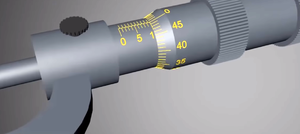
- «Барабан». Элемент, шкала которого показывает десятые и сотые доли миллиметра (микрометры), одновременно играет роль указателя для шкалы стебля.
- «Трещотка». Размещена со стороны внешнего торца барабана. Эта деталь не только перемещает микрометрический винт, но и ограничивает величину крутящего момента, прикладываемого человеческой рукой. Такая функция обеспечивает правдивость показаний при возникновении упругой деформации элементов винтовой пары и не позволяет повредить механизм прибора.
- «Микрометрический винт». Одно из окончаний элемента имеет гладкую поверхность и выдвигается в измерительную зону, а другое жестко соединено с барабаном.
- «Стопорное устройство». Деталь выполнена в виде винтового зажима, фиксирующего микрометрический винт в момент настройки прибора или снятия показаний.
- «Эталон». Элемент, находящийся вне прибора и предназначенный для его проверки перед проведением измерений.
Класс точности и маркировка
 Термин «класс точности» означает максимально допустимую погрешность прибора. Например, максимальная погрешность микрометра «МК25», имеющего первый класс точности, не должна превышать двух микрометров (±0,002миллиметра), тогда как у такого же прибора второго класса — четырех микрометров (±0,004миллиметра).
Термин «класс точности» означает максимально допустимую погрешность прибора. Например, максимальная погрешность микрометра «МК25», имеющего первый класс точности, не должна превышать двух микрометров (±0,002миллиметра), тогда как у такого же прибора второго класса — четырех микрометров (±0,004миллиметра).
Маркировка измерителя выглядит следующим образом: «Микрометр МК25−1», где число 25 обозначает диапазон возможных измерений (от 0 до 25 миллиметров), а единица — класс точности. Кроме того, к названию добавляется шифр документа, определяющего условные обозначения этих приборов — «ГОСТ 6507−90».
Цифровая индикация
Сегмент измерительных приборов современного рынка инструментов предлагает микрометры, имеющие вместо шкал электронное табло для цифровой индикации измерений. Такие устройства определенно имеют ряд преимуществ в сравнении с их механическими аналогами:
 Цифровое отображение значений значительно упрощает процедуру измерения и минимизирует время считывания показаний.
Цифровое отображение значений значительно упрощает процедуру измерения и минимизирует время считывания показаний.- Электронные приборы имеют сравнительно малый предел допустимой погрешности и цену деления в один микрометр.
- Цифровые микрометры обеспечивают возможность проведения как абсолютных, так и относительных измерений, что чрезвычайно удобно при проведении технического контроля, выполнении расчетов высокого уровня сложности, разбраковке деталей и тому подобное.
- Способность некоторых приборов «запоминать» пределы допуска.
- Наличие разъема подключения компьютера, позволяющего анализировать статистику измерений с последующим составлением отчетов.
- Возможность использования наряду с метрической системой измерений английскую.
Справедливости ради следует отметить и наличие определенных недостатков, характерных для микрометров с цифровой индикацией измерений. Основной минус — это меньшая в сравнении с механическими приборами надежность, поскольку электронный инструмент более восприимчив к различного рода негативным факторам: ударам, падениям, повышенным температурам и влажности и так далее.
Инструкция по пользованию
 Процедура измерения заключается во вращении барабана до момента соприкосновения плоского окончания микрометрического винта и пятки с габаритными окончаниями измеряемого предмета. Поскольку в работе с приборами с цифровой индикацией измерений проблемы возникают редко, рассматривать следует порядок действий на примере микрометра классической конструкции.
Процедура измерения заключается во вращении барабана до момента соприкосновения плоского окончания микрометрического винта и пятки с габаритными окончаниями измеряемого предмета. Поскольку в работе с приборами с цифровой индикацией измерений проблемы возникают редко, рассматривать следует порядок действий на примере микрометра классической конструкции.
Проверка показаний
Рекомендуется выполнять не только в процессе приобретения прибора, но и постоянно перед выполнением измерений. Процедура проверки начинается с вращения барабана до момента смыкания пятки и плоского окончания микрометрического винта. Прибор работает исправно, если торец барабана останавливается на нулевой отметке шкалы стебля, а продольный штрих указывает на отметку «0» на барабане.
В случае невыполнения одного из условий необходимо произвести регулировку микрометра. Алгоритм выполнения самостоятельной регулировки выглядит следующим образом:
 Посредством стопорного устройства производится фиксация микрометрического винта. Измерительные плоскости при этом находятся в соединенном положении, или между ними зажимается концевая мера.
Посредством стопорного устройства производится фиксация микрометрического винта. Измерительные плоскости при этом находятся в соединенном положении, или между ними зажимается концевая мера.- При помощи специального ключа, входящего в комплект микрометра, выполняется разъединение микрометрического винта и барабана.
- Продольный штрих, нанесенный на стебле, совмещается с нулевой отметкой барабана.
- Прибор собирается в обратном порядке, после чего проверяется повторно.
Фиксация детали
Для проведения измерений деталь должна быть надежно зафиксирована измерительными поверхностями инструмента. Во избежание поломки микрометра и в целях получения максимально точных результатов необходимо придерживаться некоторых простых рекомендаций:
- Плотно прижав измеряемый предмет к пятке, не прилагая усилий, подвести плоскость винта микрометрического к краю предмета.
- Дальнейшее сближение измерительной поверхности винта с габаритом измеряемого предмета производить исключительно посредством трещотки.
- Серия щелчков сигнализирует о соприкосновении измерительных поверхностей с габаритами измеряемого элемента, и показания шкал микрометра соответствуют его размерам.
Выполнение этих несложных рекомендаций позволит минимизировать риск повреждения инструмента и существенно снизить степень износа измерительных поверхностей.
Снятие показаний
 Снятие показаний начинается с наиболее крупного разряда, постепенно переходя к более мелким. В первую очередь фиксируется показания шкалы, расположенной на стебле. В качестве примера рассматривается модель «МК25−1», цена деления шкалы стебля которого — 0,5 миллиметра. Чрезвычайно важно понимать, что искомый показатель определяется предшествующим открытым делением.
Снятие показаний начинается с наиболее крупного разряда, постепенно переходя к более мелким. В первую очередь фиксируется показания шкалы, расположенной на стебле. В качестве примера рассматривается модель «МК25−1», цена деления шкалы стебля которого — 0,5 миллиметра. Чрезвычайно важно понимать, что искомый показатель определяется предшествующим открытым делением.
Далее нужно снять показания со шкалы барабана. Здесь цена деления — 0,01 миллиметра. Суммируя полученные показания с двух шкал, получается итоговый результат.
Поверка микрометра
Осуществление поверки микрометра регламентировано методическими указаниями МИ 782−85. Владение методикой поверки чрезвычайно важно как для специалиста, поверяющего инструмент, так и для квалифицированного работника, непосредственно проводящего измерения. Даже в процессе бытовой эксплуатации владение знаниями о поверочных мероприятиях приносит большую пользу. Обнаружение таких отклонений контролируемых параметров, как нарушение параллельности измерительных плоскостей, перекос измерительной плоскости винта и некоторые другие, служат очевидным сигналом о неисправности измерителя.


Отправить ответ