
Как правильно варить чугун электродами
Содержание:
- 1 Специфика соединения чугунных изделий
- 2 Перед началом работы
- 3 Разновидности сварки чугуна
- 4 Холодный способ сварки электродом
- 5 Особенности сварки чугуна
- 6 Аппараты и расходные материалы
- 7 Способы сварки
- 8 Как варить чугун
- 9 Меры безопасности
- 10 Технология сварки чугуна
- 11 Как сваривать чугун электросваркой
- 12 Методы сварки чугуна
Многие из нас неоднократно сталкивались с необходимостью сварить металлические полосы для виноградной арки на даче или отвалившуюся петлю в гаражной двери. В большинстве случаев проблем эта операция не вызывала. Совсем не так просто обстоит дело при необходимости соединить чугунные элементы. Кто сталкивался с такой проблемой, тот знает можно забыть все, все о сварочных работах.
С целью недопущения ошибок рассмотрим, как выполняется сварка чугуна электродом в домашних условиях.
Специфика соединения чугунных изделий
Независимо оттого где производятся сварочные работы высокоуглеродистых сплавов, методика и способы ее осуществления мало рознятся. И на большом предприятии тяжелого машиностроения, и в полуподвале сомнительной фирмы проблемы, возникающие на стыке одни и те же. Обусловлен этот факт структурой и химическим составом.
Особенности сварки в основном определены графитовым включением, а точнее его формой. Ведь при одинаковой структуре железной матрицы (3 основных вида), эти включения могут принимать 4 основные формы, а также находиться в половинчатом состоянии между двух основных форм. Учитывая разницу в плотности железа и аллотропной формы углерода — графита, то очевидно, что их можно считать пустотами. Пустоты при температурном воздействии оказывают особо чувствительное влияние на пластичность металла, могут служить очагами деформации разрыва и пористости.
Чтобы избежать растрескивания шва металла, нужно использовать накопленный опыт сварщиков, которые разработали способы и приемы, учитывающие особенности сварки чугуна.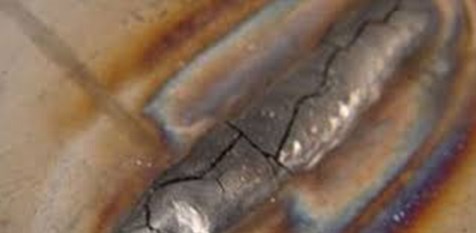
Не у каждого человека есть возможность определить химический состав и структуру чугунного изделия. Существуют простые правила известные опытным сварщикам:
- серый цвет на изломе и мелкое, практически незаметное зерно — чугун поддается сварке, практически как высокоуглеродиста сталь
- крупное зерно и практически черный окрас излома чугуна сигнализирует о том, что придется попотеть, прежде чем сваришь такую деталь
- промасленное изделие без предварительной термической подготовки сварить будет крайне тяжело, а при определенных условиях невозможно
Химический состав, физика и механика поведения чугуна при изменении температуры относит его к сплавам с ограниченной свариваемостью. Учитывайте факторы поведения чугуна, и возможно вам станет легче справиться с поставленной задачей:
- Нижнее положение шва наиболее предпочтительное для сварки этого сплава, исходя из его текучести в жидком состоянии.
- В случае отсутствия вносимого снаружи углерода при наложении сварного шва – высокая вероятность выгорания углерода в толще металла, который соединяясь с кислородом, образует пористость
- Пластичность чугуна не достигает высоких пределов и это вызывает внутренние напряжения, области со структурными изменениями, закалку и в итоге разрушительные деформации.
- При расплавлении некоторые фазы жидкого чугуна соединяются с кислородом с образованием шлаковых частиц с высокой температурой плавления. Высокая плотность таких частиц оставляет их в толще шва, ухудшая качество сварки.
Технологическими приемами можно решить некоторые проблемы образования трещин. Можно изменять диаметр электрода, минимизировать ток, варить шов то в одном, то в другом месте. Технически вопрос можно решить, сделав вставки из чугуна или металла тем самым уменьшив количество наплавленного металла. Не забываем о волшебстве обработки давлением. Пока шов имеет красный цвет (не остыл) его можно простучать молотком. Это приведет к уменьшению естественной усадки, которая является основной причиной трещин.
Перед началом работы
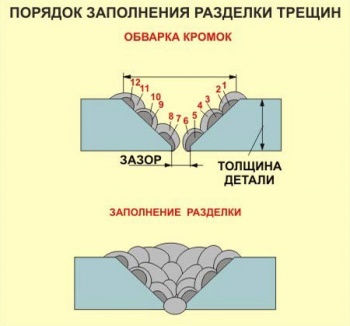
Как и при обычной сварке, разделка кромки свариваемых деталей. Разделка может осуществляться как ручным, так и механизированным инструментом. Стружка, снимаемая за один проход, должна быть минимальной, так как чугун склонен к отколам. При этой процедуре соблюдайте следующие правила:
- не уходите в сторону от линии раздела, без особой потребности
- сверление под вставки должно быть около 12 мм от края кромки. Диаметр сверла и вставки плюс 1-2 миллиметра к толщине раздела
Если есть необходимость провести заварочный ремонт трещины, прошедшей насквозь, зачистите до блеска деталь вокруг трещины и изготовьте заплатку из низкоуглеродистой марки стали. Для уменьшения напряжений края у металла должны иметь фаску в 30-35 градусов. Приваривание происходит внахлест.
Разновидности сварки чугуна
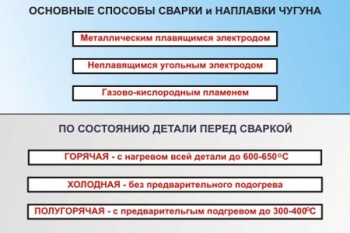
В зависимости от того разогреваются свариваемые детали перед сваркой или нет, принято различать горячий и холодный процесс. При первом из них детали подвергаются нагреву до 650 градусов Цельсия, после чего производится сваривание. В случае второго способа никаких термических изменений данные детали не претерпевают.
При использовании горячей сварки вам понадобится позаботиться о дополнительной оснастке, придумать, как разогревать поверхности, поддерживать этот нагрев, контролировать температуру. Наградой за такие мытарства будет идеальный шов, лишенный видимых дефектов. То есть можно добиться полного сокрытия сварочных работ на обозначенном участке.
В домашних условиях потребность в горячей сварке и настолько высоком качестве неоправдана. Поэтому есть много рекомендаций и советов по холодной сварке.
Холодный способ сварки электродом
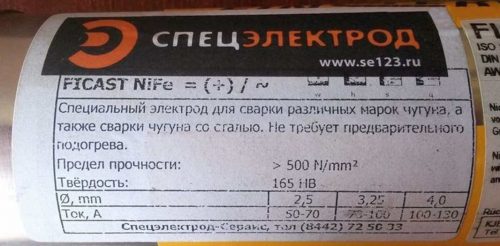 Простые и понятные правила способны ответить на вопрос как варить чугун электросваркой. Первое и основное правило это использование специальных электродов. Распространенными и доступными являются электроды марки ОЗЧ-2, в которых роль стержня отдана прутку из меди, а также МНЧ-2, с сердцевиной из сплава никеля, железа и ряда других элементов.
Простые и понятные правила способны ответить на вопрос как варить чугун электросваркой. Первое и основное правило это использование специальных электродов. Распространенными и доступными являются электроды марки ОЗЧ-2, в которых роль стержня отдана прутку из меди, а также МНЧ-2, с сердцевиной из сплава никеля, железа и ряда других элементов.
Интересная информация. В случае отсутствия под рукой электродов их можно изготовить самостоятельно из обычных электродов. Для этого берем медный стержень подходящего диаметра, зачищаем его, обезжириваем. Снимите с электрода АНО-4 обмазку, измельчите, смешайте с опилками железа и жидким стеклом. В полученную массу окуните стержень и медленно его вытащите. Просушите их сначала на сквозняке, а затем прокалите в духовке при температуре 240 градусов Цельсия.
Очень интересной и оправданной выглядит технология сварки чугуна электродом АНО-4, обвитым медной проволокой. Для домашнего пользования такого электрода хватит для заварки небольших трещин. Основное условие такая спираль должна быть в 3-4 раза массивнее самого электрода.
Сварка в домашних условиях пройдет гладко и порадует результатом, если она проводилась на малом токе, вразброс и не подвергалась локально высокому нагреву и быстрому охлаждению. Главное условие всех работ, проводимых в домашних условиях, является безоговорочное выполнение элементарных норм личной безопасности. Проводите сварочные работы в хорошо проветриваемом месте. Используйте специальные средства защиты органов дыхания, зрения. Не допускайте попадания искр на открытые участки кожного покрова.
Для надёжного соединения металлических деталей применяют сварочные аппараты. С помощью этого оборудования можно сделать прочный шов, который выдержит нагрузку в десятки тонн. Сварочное оборудование применяется как на предприятиях, так и в домашних условиях. Начинающие сварщики часто сталкиваются с потребностью в сварке чугунных деталей, но это не так просто. Важно знать, как сварить чугун электросваркой, исходя из особенностей этого сплава.

Особенности сварки чугуна
Способы сварки чугуна отличаются от тех, которые применяются для других металлов и сплавов. Связано это с особенностями материала. Чугун содержит в своём составе до 6% углерода, из-за чего считается хрупким металлом. Из-за этого его свариваемость ухудшается. Негативными факторами для сварки этого материала являются сторонние компоненты, содержащиеся в его составе. К ним относится марганец, фосфор и сера.
При проведении сварочных работ стоит учитывать некоторые особенности:
- Плохой показатель свариваемости из-за необычной структуры материала.
- Готовые соединения не будут обладать высокой прочностью из-за большого количества трещин, образующихся при сварке.
- Расплавленный чугун подвержен окислению.
- Большое количество углерода в составе способствует образованию пор во время сварочных работ.
Промышленные марки чугуна практически не поддаются воздействию сварочного оборудования.
Аппараты и расходные материалы
Чтобы проводить сварочные работы, требуется использовать специальное оборудование. Специалисты рекомендуют использовать аппараты, вырабатывающие постоянный ток (инверторы). Сварочное оборудование, в котором используются трансформаторы, обладает низким КПД и ухудшает конечный результат.
Для работы инвертора понадобятся расходные материалы в виде электродов. Их диаметр должен быть не менее 3 мм. Сварка чугуна электродами позволяет сделать более качественный шов, чем при работе полуавтоматом. Лучшими расходными материалами для этого сплава считаются ОЗЧ-2 и МНЧ-2.
Чугун можно варит аргоном. Для этого применяется омедненная проволока. Процесс работы с этим оборудованием аналогичен использованию инвертора. С помощью аргоновой сварки можно сваривать пластины толщиной до 4 мм.
Способы сварки
Существует две технологии сварки чугуна — горячая и холодная. Сварщик сам выбирает какую применить в зависимости от обрабатываемых деталей.
Холодный способ сварки
Холодный способ соединения чугунных деталей подразумевает под собой использование специальных расходных материалов. Нельзя использовать обычные стальные электроды. В противном случае получится некачественный шов, который будет состоять преимущественно из вредных компонентов чугуна. При попытках зачистить готовый шов он может треснуть.
Чтобы сделать качественное соединение используются электроды малого диаметра. Работают с ними на малом токе. Холодный способ применяется в тех случаях, когда нужно провести небольшое количество работы без изначального нагревания заготовок.
Горячий способ
Чаще всего, применяется в домашних условиях. При повышении температуры нагрева сварочного шва его качество улучшается. Перед тем как обрабатывать детали электросваркой нужно решить, как будет разогреваться заготовка — частично или целиком.
Особенность технологии горячего способа сварки заключается в том, чтобы перед использованием сварочного аппарата заготовку разогревают, а после окончания работ дать ей самостоятельно остыть. Максимальная температура разогрева деталей — 650 градусов по Цельсию. В противном случае будет разрушена структура материала.
Как варить чугун
Чтобы сделать качественный шов, требуется знать, как варить чугун электросваркой в домашних условиях. Технологический процесс можно разделить на два этапа — подготовительный и рабочий.
Подготовительные работы
Перед тем как запускать сварочный аппарат, требуется провести подготовку поверхности. Этапы подготовки:
- Грязь и ржавчину очистить с помощью металлической щётки или наждачной бумаги. Если загрязнения серьёзные или на поверхности чугуна присутствуют окалины, можно использовать болгарку с шлифовальным диском.
- Дополнительно поверхность обезжиривается с помощью растворителя.
- На краях, которые будут свариваться, требуется сделать фаску.
Последним этапом подготовки является зачистка поверхности деталей до металлического блеска. Сделать это нужно вокруг тех мест, которые будут свариваться.

Сваривание без подогрева
В первую очередь, необходимо купить расходные материалы. Оптимальным вариантом будут электроды, в состав которых входит медь или никель. Готовый шов будет легко обрабатываться. Режим использования сварочного оборудования указывается на упаковке с расходным материалом. Сваривать чугун без изначального подогрева заготовки требуется поэтапно. Сначала наносится начальный шов, которому дают остынуть. Сверху наносят второй. Важно не перегревать материал.
Сварка с нагревом
Основная проблема растрескивания чугуна в том, что материал без предварительного нагрева резко разогревается и остывает. Из-за этого образуются трещины. Зная, как заваривать чугун горячим методом, можно добиться надёжного соединения деталей.
Этапы проведения сварочных работ:
- Рабочая поверхность зачищается от ржавчины, грязи, краски.
- Сквозные дыры завариваются с помощью специальных форм.
- Детали предварительно разогреваются в индукционных печах до 600 градусов.
- Включается сварочный аппарат. Сварщик должен его настроить на работу при постоянном токе и прямой полярности.
Когда шок готов, заготовку требуется поместить в разогретую печь и выключить её. Они должны остыть вместе.
Меры безопасности
При работе со сварочным оборудованием, требуется соблюдать правила безопасности:
- Не работать с неисправными аппаратами.
- При работе сварочным оборудованием стоять на резиновом коврике.
- При наличии трещин и пор в заготовке не закреплять её над собой.
- Сварочный процесс является вредным для здоровья. Сварщику нужно использовать специальную маску, перчатки и спецодежду.
Нельзя прикасаться к только что сделанному шву.
Соединять детали из чугуна с помощью сварочного оборудования сложнее чем из других материалов. По этой причине требуется знать технологию создания швов, использовать подходящее оборудование и расходники.
Выполнение сварочных работ требует специального профильного образования, но и мастера — самоучки добиваются хороших результатов, особенно при сварке деталей или заготовок из простой стали. Обычно, трудности начинаются, когда требуется заварить цветной (алюминий, медь, титан), или тугоплавкий металл, отличающийся особенным химическим составом или свойствами. К примеру, чугун.
-
Содержимое:
- Технология сварки чугуна
- Как сваривать чугун электросваркой
- Методы сварки чугуна
- Газовая сварка чугуна
- Холодная сварка чугуна
- Горячая сварка чугуна
- Проволока для сварки чугуна
- Какие электроды используют для сварки чугуна
- Техника безопасности при сварке чугуна
 Чугун в своем составе имеет высокое содержание углерода, что и обуславливает его особенности, влияющие как на обработку, так и дальнейшую эксплуатацию. В связи с этим, наиболее частые вопросы, которые можно услышать, являются следующие:
Чугун в своем составе имеет высокое содержание углерода, что и обуславливает его особенности, влияющие как на обработку, так и дальнейшую эксплуатацию. В связи с этим, наиболее частые вопросы, которые можно услышать, являются следующие:
- Как варить чугун электросваркой?
- Какие методы проведения работ по чугуну существуют?
- Какие расходные материалы понадобятся?
- Существуют ли рекомендации по безопасному проведению сварки?
Технология сварки чугуна
Сварка чугуна электродом в домашних условиях возможна, но требует соблюдения определенных рекомендаций и практических навыков у человека, который будет выполнять работы. Отливают чугун при низких (по сравнению со сталью) температурах. Температурный режим, используемый при отливке чугуна всего 1200-1500° градусов. Это, а также высокое содержание углерода и влияет на свойства металла.
Существует горячая и холодная сварка чугуна. При выполнении любого из методов от мастера требуется учитывать следующее:
- Категорически запрещается быстрое охлаждение поверхности чугуна. Если выполняется сварка чугуна со сталью, для увеличения времени остывания последней рекомендуется засыпать деталь угольной пылью или сухим песком. Быстрый нагрев или охлаждение чугуна в результате влияет на появление трещин и создает трудности в процесс дальнейшей обработки детали. Сварка стали с чугуном выполняется безникелевым электродом, обычно в два прохода.
- В жидком состоянии металл отличается текучестью, что требует использования подформовки и может быть причиной деформации и напряжения при сварке чугуна.
- Трудности при сварке TIG связанны в основном с необходимостью обеспечить прочное прилегание сварного шва. Особенно сложным является сваривание двух неоднородных элементов. Выполнение ремонтных работ порой требует восстановления деталей из стали, алюминия и чугуна. При выполнении работ необходимо учитывать характеристики обоих материалов. Особенности сварки чугуна и алюминия состоят в том, что для первого металла необходим меньший нагрев. Поэтому при работе обязательно использование графитовой подложки предотвращающей вытекание чугуна.
Как уже отмечалось, работы с чугуном выполняются двумя способами: горячим и холодным методом, при этом используются как уже готовые электроды, так и изготовленные кустарным способом. Самостоятельно изготовленные комплектующие используют не только в домашних условиях, но и на производстве.
В электрод для чугуна входит следующий состав термитной смеси для сварки:
- Ферросицилий
- Термит
- Мрамор
- Алюминий
- Жидкое стекло
- Измельченный порошок титана
- Жидкое стекло
Альтернативой электродам по чугуну может быть специальная присадочная проволока с графитовым стержнем.
Особенности восстановления чугунных деталей сваркой вне зависимости от выбранного метода включают в себя следующее:
- Подготовка поверхности — дефекты необходимо удалить. Дефекты вырубают механическим или ручным методом. При вырубке руководствуются общим правилом, заключающимся в том, что удаленные повреждения друг от друга на длину свыше 20 мм, вырубают отдельно, меньше вместе.
- Определение химического состава материала. Подготовка чугуна под сварку включает и определение всех возможных работ, которые придется провести. Обычно мастер смотрит на торец материала и определяет его устойчивость к термической обработке. На серую чугунину наложить сварной шов проще, но по мере потемнения потребуется соблюдение дополнительных мер. Хуже всего поддается обработке черный металл, а промасленный чугун могут не взяться варить даже в кузнечном цеху. Выбор режима сварки ковкого чугуна также ограничивается необходимостью предварительного разогрева детали. Остальные способы обработки ковкого чугуна не дадут хорошего результата.
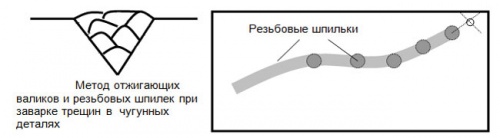
 Обеспечение хорошей сцепки сварного шва. При необходимости может быть использован технологический процесс сварки чугуна с применением стальных шпилек. Метод заключается в том, что предварительно в поверхность обрабатываемой детали вставляются и фиксируются шпильки предназначенные укрепить сварной шов. Количество шпилек прямо зависит от размера заплатки. Особенностью процесса сварки со шпильками является необходимость уменьшить содержание в припае углерода, а также получить материал шва близкий по химическому составу к содержанию углерода, используя самостоятельно изготовленные сварочные материалы (для этого увеличивают количество графита в электроде).
Обеспечение хорошей сцепки сварного шва. При необходимости может быть использован технологический процесс сварки чугуна с применением стальных шпилек. Метод заключается в том, что предварительно в поверхность обрабатываемой детали вставляются и фиксируются шпильки предназначенные укрепить сварной шов. Количество шпилек прямо зависит от размера заплатки. Особенностью процесса сварки со шпильками является необходимость уменьшить содержание в припае углерода, а также получить материал шва близкий по химическому составу к содержанию углерода, используя самостоятельно изготовленные сварочные материалы (для этого увеличивают количество графита в электроде).- Сварочные работы — чугун подлежит сварке ТИГ, при этом наилучшие результаты могут быть достигнуты при соблюдении нескольких условий. Обязательно необходимо поддерживать небольшое количество расплавленного металла в сварной ванне и его равномерное перемешивание в процессе выполнения работ. Во время сварки используются присадочные прутки чугуна. Может понадобиться применение смеси состоящей из азотнокислого натрия, соды и технической буры.
- После выполнения работ, закончив наложение сварного шва, детали засыпаются сухими составами, не позволяющими быстро остыть. Контроль сварки осуществляется с помощью визуального осмотра шва. В материале должны отсутствовать непровары или прожоги, а также сквозные трещины. При обнаружении подобных дефектов поверхность зачищается, и шов накладывается заново. Повторный проход электродом потребуется и в случае сваривания между собой неоднородных материалов. Принцип сварки чугуна и сплавов цветных металлов заключается в наложении двойного шва.
После выполнения работ деталь может использоваться после полного остывания. В этот момент проводится повторный контроль качества. Соединение чугунных труб проверяется с помощью наполнения их жидкостью.
Как сваривать чугун электросваркой
Правильно варить чугун электросваркой можно только при условии использования правильных электродов, а также необходимого оборудования. Особенность проведения работ является то, что в зоне наложения шва повышается хрупкость металла.
Хрупкость связана с тем, что во время выполнения работ чугун испытывает чрезмерную и интенсивную закалку. По этой причине технология сварки чугуна электродами в промышленных условиях существенно отличается от обычной обработки других металлов и требует нагрева материала до температуры около 600-650° градусов.
Для работ используют следующие виды электродов:
- ОЗЧ-2 — имеют медный стержень, покрытый специальным составом, включающим в себя графит.
- МНЧ-2 — для стержня используют сплав металлов из никеля, меди, марганца и железа. Электроды МНЧ-2 являются оптимальным решением, но стоят они существенно дороже.
Электросварка чугунных изделий холодным методом требует соблюдения определенного темпа наложения шва и контроля, чтобы поверхность не разогрелась выше необходимых показателей. Сварщик выполняет работы «вразброс», небольшими участками с обязательной проковкой и перерывами.
Так как особенностью чугуна является медленное остывание, чтобы заварить чугунную деталь может потребоваться большое количество времени. При восстановлении небольших дефектов обязательным является использование графитовой подложки, во избежание вытекания металла.
Методы сварки чугуна
 В зависимости от того, какое качество и прочность наложения шва потребуется, могут использовать разные способы проведения работ. Виды сварки чугуна включают в себя следующие:
В зависимости от того, какое качество и прочность наложения шва потребуется, могут использовать разные способы проведения работ. Виды сварки чугуна включают в себя следующие:
- С использованием инертного газа — метод используют для ремонта канализационных труб, деталей автомобиля. Способ сварки с инертным газом подходит, если необходимо сварить неоднородные металлы.
- Горячий метод используют в промышленности. В результате предварительного прогревания ремонтируемой детали удается получить прочное сварное соединение высокого качества. Горячий способ сварочных работ по чугуну требует особой подготовки мастера и соблюдения требований безопасности.
- Холодный метод обычно выполняется в домашних условиях, когда к качеству сварного шва и плотности его примыкания к детали не предъявляют высоких требований.
Способы сварки чугуна достаточно разнообразны, причем при желании и наличии определенных условий работы можно выполнить и дома. При домашней сварке потребуется хорошее знание химического состава чугуна и его свойств.
Газовая сварка чугуна
Этот способ в основном используют, если необходимо обеспечить сварной шов высокой прочности при условии необходимости небольшого провара основного металла. При этом технология газовой сварки чугуна подразумевает большое разнообразие используемых режимов наложения шва, от которых и зависит конечный результат. На качество влияют следующие составляющие:
- Режимы подачи напряжения.
- Техника наложения шва.
- Сила тока.
- Скорость прохождения.
Технологический процесс газовой сварки чугунных изделий подразумевает соблюдение следующих рабочих параметров:
- напряжение дуги 18-21В
- сила тока 100-120А
- скорость прохождения не больше 12 м в час
Работы проводятся с помощью сварной проволоки 09Г2СА или ПАНЧ 11 с диаметром 1 мм.
Холодная сварка чугуна
Холодная сварка для чугуна выполняется в основном в бытовых условиях. Преимуществом холодного способа является отсутствие необходимости в дополнительном оборудовании для выполнения работ. При наложении шва используют следующие разновидности электродов для холодной сварки:
- Медно-железные.
- Медно-никелевыми.
- Железно-никелевыми.
- Стальными.
- Чугунными.
Выполняют наплавку укладкой одного или нескольких валиков сварного шва. При использовании стальных электродов обязательна установка шпилек для увеличения прочности соединения. Любые электроды, в состав которых входит железо, и никель в основном используют для ремонта небольших повреждений.
Технология холодной сварки чугуна подразумевает и исправление больших дефектов поверхности. Для этих целей используют чугунные электроды с покрытием из графита.
Горячая сварка чугуна
Горячий способ сварки применяют в промышленных условиях. Сварка горячим методом обеспечивает надежное соединение деталей, в том числе их неоднородных материалов. Метод включает в себя следующие этапы:
 Механическая обработка детали — трещина расширяется, убираются все поврежденные участки поверхности.
Механическая обработка детали — трещина расширяется, убираются все поврежденные участки поверхности.- Формовка деталей — обрабатываемая поверхность заключается в специальную графитовую форму для исключения вытекания металла во время его термической обработки.
- Сварка — проходит с использованием литых электродов. Предварительно деталь нагревают до температуры от 300° до 650° градусов. Допускается применение порошковой проволоки с присадкой стержня из керамики.
- Охлаждение.
Технология горячей сварки чугуна дает качественный однородный шов и может быть выполнена исключительно в промышленных условиях. Для соблюдения условий процесса требуется применение определенных комплектующих: проволоки и электродов.
Проволока для сварки чугуна
Проволока по чугуну используется для проведения сварочных работ в среде защитных газов. В основном используются две разновидности расходного материала:
- Для работ в среде защитных газов — обязательным является использование углекислого газа для препятствия воздействия на обрабатываемую деталь кислорода. Стоит проволока дешевле. Практика показала, что получаемый сварной шов несколько худшего качества чем получаемый с помощью порошковых расходников.
- Порошковая проволока — это сварочная проволока для чугуна ПАНЧ-11. Преимуществом проволоки ПАНЧ-11 является то, что в состав входят вещества, при нагревании образующие необходимую защиту сварного шва. Применение ПАНЧ-11 рекомендуется в случае укрепления трещин стальными шпильками.
Никелевая проволока традиционно используется для проведения сварочных работ холодным методом. Характеристики никелевой проволоки позволяют применение для устранения незначительных дефектов поверхности.
Какие электроды используют для сварки чугуна
Особенность сварки чугуна с помощью электродов заключается в том, что при сгорании электрода выгорает также и определенное количество углерода находящегося в самом металле. При выгорании образуются поры, влияющие на качество и прочность соединения сварного шва.
 Поэтому для сварки чугунных изделий применяются электроды, имеющие в своем составе никель и медь. Этому есть разумное объяснение, связанное с особенностями этих металлов:
Поэтому для сварки чугунных изделий применяются электроды, имеющие в своем составе никель и медь. Этому есть разумное объяснение, связанное с особенностями этих металлов:
- Никель — растворяется без остатка в железе, входящем в состав чугуна. При этом никель полностью нейтрален по отношению к углероду и вступает с ним в химическую реакцию. Это дает определенные преимущества. Сварной шов, накладываемый электродом с никелем, в процессе работ не закаляется и остается мягким и податливым для дальнейшей обработки.
- Медь — из этого металла состоят применяемые специальные электроды для сварки жаропрочного чугуна. Медь не растворяется в железе и в результате образует более твердый шов, что часто и требуется при обработке материала.
Если говорить о марках электродов для сварки и наплавки, то на рынке около десятка типов продукции предназначенной для определенных целей и имеющей свои специфические свойства. А именно:
- Сварочные электроды для чугуна СЧ 20 — для работ с серым чугуном используют электроды с графитовым покрытием. Электроды СЧ 20 позволяют на выходе получить шов полностью идентичный по своей структуре и химическому составу обрабатываемому металлу.
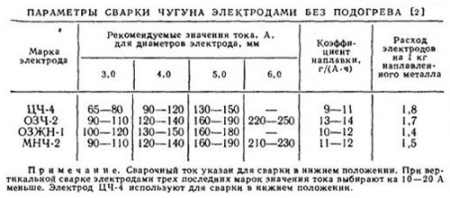
- Электроды для чугуна ЦЧ 4 — используются для проведения работ холодным способом. Основное предназначение электродов ЦЧ 4 — проведение мелких ремонтов дефектов поверхности. Также рекомендовано использовать электроды ЦЧ 4 для сварки чугуна со сталью при условии подачи постоянного тока малой полярности.
- Сварка чугуна электродом по нержавейке — еще один эффективный способ обработки черного чугуна. Технология работы с электродом по нержавейке включает в себя обязательный прогрев заготовки и наложение нескольких сварных швов.
- Сварка медными электродами — к этому классу относятся самые «редкие» расходники МНЧ-2. Электроды МНЧ-2 позволяют получить максимально качественный шов. МНЧ-2 можно использовать как для холодной, так и горячей сварки.
Можно самостоятельно изготовить электроды близкие по составу к вышеперечисленным. Особенно если учесть, что МНЧ-2 является редким и дефицитным, изготовление его аналога в домашних условиях вполне оправдано. Для производства понадобится сделать следующее:
- Снять обмазку с обычного электрода. Полученный состав измельчить и смешать в равных пропорциях порошка железа. Допускается использование мелкой стружки.
- В отдельную посуду наливают жидкое стекло. В жидкое стекло постепенно высыпают смесь, доводя состав до консистенции густой сметаны. Сварка медными электродами удовольствие достаточно дорогое, а изготовление самодельной обмазки существенно сокращает себестоимость проведения ремонтных работ.
- Берется медная проволока с маркировкой М2, М3. Проволоку зачищают с помощью наждака, после чего обезжиривают и нарезают необходимой длины.
- Полученные заготовки обмакивают в обмазку. В результате должен получиться электрод с медной проволокой толщиной не более 1,5 мм. Чтобы свойства изготовленных расходников были практически идентичны, их необходимо обрабатывать в течение одинакового времени.
- Заготовки развешивают в вертикальном положении и ждут полного высыхания и затвердевания смеси.
Какая маркировка используется для обозначения электродов, которые могут быть использованы для сварочных работ?
- ОЗЧ-2, ОЗЧ-6 — эти электроды изготавливаются путем нанесения ферритового порошка на медный стержень. Предназначением электродов ОЗЧ-2 и ОЗЧ-6 является устранение небольших дефектов с помощью проведения холодных работ. По своим характеристикам медные электроды по чугуну ОЗЧ-2 и ОЗЧ-6 напоминают самодельную продукцию, которую можно изготовить в домашних условиях.
- ОЗЖН-1, ОЗЧ-3, ОЗЧ-4 — эти расходники имеют в своем составе большое количество никеля. Согласно ГОСТ в процентном соотношении количество никеля может достигать 90% от общей массы. В группе ОЗЖН-1, ОЗЧ-3, ОЗЧ-4 представлены как никелевые, так и никелево-железные электроды.
- МНЧ-2 — наиболее редкие из всех типов продукции. В состав МНЧ-2 входит никель, медь, железо. Это обеспечивает качественный и ровный шов высокой прочности.


Отправить ответ