
Как рассчитать глубину резания

К основным элементам режима резания относят глубину, подачу и скорость резания. Рассмотрим схему резания при точении на примере обтачивания цилиндрической поверхности на токарном станке.
Глубина резания
t – глубина резания, величина снимаемого слоя металла, измеряемая перпендикулярно к обработанной поверхности и снимаемая за один проход режущего инструмента:
где Dзаг – диаметр обрабатываемой поверхности, мм;
d – диаметр обработанной поверхности, мм;
Глубина резания t принимается обычно равной припуску. При чистовом проходе t должна быть не более 1…2 мм.
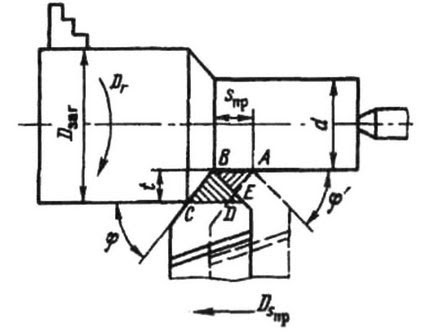
Рисунок 4.1 – Элементы резания и геометрия срезаемого слоя
Подача
Подача S – величина (путь) перемещения режущей кромки за один оборот обрабатываемой заготовки, либо за один ход заготовки или инструмента в направлении движения подачи, мм/об, мм/дв.ход.
Подачу назначают из условия обеспечения требуемой шероховатости обрабатываемой поверхности. Обычно работают на Sпр = (0,20…0,25) мм/об. Высокая чистота получается при работе на Sпр = 0,03…0,05 мм/об.
Эти параметры элементы режима резания t и S непосредственно влияют на размеры снимаемой стружки, так:
а – толщина срезаемого слоя, расстояние между двумя последовательными положениями главной режущей кромки за один оборот заготовки определяется а = S · sinφ;
в – ширина срезаемого слоя, расстояние между обрабатываемой и обработанной поверхностями, измеренное по поверхности резания: в=t/ sinφ .
Заштрихованная площадь называется площадью поперечного сечения срезаемого слоя F:
F = t · S = a · b, мм 2 .
Скорость резания
V – скорость резания, путь перемещения обрабатываемой поверхности заготовки относительно режущей кромки резца в единицу времени, м/мин.
n – число оборотов заготовки/мин.
Если главное движение возвратно–поступательное, (например строгание), а скорости рабочего и холостого ходов различны, то скорость резания в м/мин находят по следующей зависимости
где L – расчетная длина хода инструмента;
m – число двойных ходов инструмента в мин;
К – коэффициент показывающий отношение скоростей рабочего и холостого ходов.
Для повышения производительности процесса обработки V резания должна быть наибольшей. Однако, скорость резания ограничивается стойкостью режущей кромки инструмента, т.е.

где Т – стойкость инструмента, т.е. способность сохранять в рабочем состоянии режущие кромки (до достижения критического критерия затупления hзкр);
Сv – коэффициент учитывающий конкретные условия обработки: физико-механические свойства обрабатываемого материала, качество поверхности заготовки, углы резца, условия охлаждения и т.д.;
хy и yv – показатели степени при глубине резания t и подаче S, точно также как и Сv указаны в нормативных справочниках по резанию. Для определения оптимальной скорости резания нужен экономический анализ, необходимо выяснить, что выгоднее – повышение скорости резания или повышение стойкости инструмента. Например, расчетами или опытами выявлено, что при скоростях резания
| V, м/с | 1,2 | 1,5 | 1,7 | 2,0 |
| Т, сек | 425 | 166 | 100 | 33 |
Анализируя эти результаты можно отметить, что увеличение скорости резания на 25% приводит к снижению стойкости резца почти в три раза. Поэтому нужно учитывать, что по времени выгоднее – увеличение скорости или сохранение стойкости? В справочниках имеются рекомендуемые скорости резания V для данных конкретных условий обработки. При назначении V учитывают ее влияние на шероховатость поверхности, которая оказывает существенное влияние на износостойкость рабочих поверхностей детали, ее усталостную и коррозионную стойкость, а также на коэффициент полезного действия машин.
Шероховатость – один из показателей качества поверхности оценивается высотой, формой, направлением неровностей, включающая выступы и впадины на поверхности деталей, характеризующиеся малыми шагами т.е.

Она характеризуется тремя высотными параметрами Ra, Rr, Rmax двумя шаговыми Sm, S и относительной опорной длиной tр.
На шероховатость влияют режим резания, геометрия инструмента, вибрации, физико-механические свойства материала заготовки.
По современным представлениям сила трения Fт включает силу молекулярного взаимодействия контактирующих поверхностей и силу сопротивления их перемещению вследствие зацепления неровностей.
При благоприятном профиле износостойкость детали выше за счет меньшей величины контактных напряжений. Необходимо иметь ввиду, что усталостные разрушения вызываются знакопеременными нагрузками и трещины при этом развиваются с поверхности, причем в местах наиболее напряженных, т.е. во впадинах, где высокая степень пластического деформирования.
Следовательно скорость резания назначается таким образом, чтобы через определенное время (период стойкости Т) резец износился до значения критерия h3. Так Т = 30…60 мин для резцов из быстрорежущей стали и Тmax = 90 мин – для резцов с напаянными твердыми сплавами.
Пример
Для определенных условий обработки на токарно-винторезном станке модели IК62 определим значения теоретической скорости резания Vт:
- – при точении проходным резцом, оснащенным напаянной пластиной из твердого сплава ВК8
 , м/мин;
, м/мин;- – при точении проходным резцом, оснащенным напаянной пластиной из твердого сплава Р18
 , м/мин.
, м/мин.
Значения Сv = 5640 и 1500, m = 0,8, Хv = 0,55 и Уv = 0,55 приняты из справочных нормативных материалов по резанию.
Необходимо отметить, что скорость резания не оказывает существенного влияния на шероховатость, как значение подачи.
По паспортным данным станка IК62 определяем фактическую скорость резания Vд.
Расчетная частота вращения шпинделя, пр (для Vт = 120 м/мин):
На станке Vт – теоретическая скорость резания для данных условий обработки, м/мин; Dз – диаметр заготовки, мм.
Машинное время обработки определяется по формуле

где l – длина заготовки, мм;
l2 – длина перебега, по нормативным таблицам: для глубины резания
где d – диаметр, обработанной поверхности;
l1 – длина врезания
где φ – главный угол в плане проходного резца, примем равным 60°.
S – продольная подача резца за один оборот заготовки. Теоретическое значение подачи S = 0,6 мм/об заменяем величиной ближайшей подачи, имеющейся на станке IК62, т.е. S = 0,61 мм/об.
Мощность Nр, затрачиваемую на процесс резания, при силе резания Рz = 300 кГ определяем по формуле

Необходимая мощность электродвигателя для выполнения заданного режима обработки
где η – коэффициент полезного действия (кпд), равный 0,75.
Коэффициент загрузки станка IК62 для указанной обработки, при мощности его электродвигателя Nст = 10 кВт.
К параметрам процесса резания относят основное (технологическое) время обработки – время, затрачиваемое непосредственно на процесс изменения формы, размеров и шероховатости обрабатываемой поверхности заготовки.
При токарной обработке цилиндрической поверхности основное (машинное) время и элементы режима резания связаны зависимостью
где Li = l + l1 + l2 – путь режущего инструмента относительно заготовки в направлении подачи ( l – длина обрабатываемой поверхности, мм; l1 = t·ctgφ – величина врезания резца, мм; l2 = 1–3 мм выход резца (перебег)), i =H/t число рабочих ходов резца, необходимое для снятия материала, оставленного на обработку (Н – толщина удаляемого слоя металла, мм).
В целом штучное время состоит
где Тв – вспомогательное время необходимое для выполнения действий, связанных с подготовкой к процессу резания (подвод и отвод инструмента, установка и снятие заготовки и т.д.);
Тоб – время обслуживания рабочего места, оборудования и инструмента в рабочем состоянии;
Тп – время на отдых и естественные потребности, отнесенное к одной детали.
Пример 1. Точить валик с одной стороны начерно из заготовки, полученной методом горячей штамповки (рис.2.1) 90 х 725 мм с припуском по ступеням вала 5 мм на сторону, материал заготовки сталь 40Х, σв = 72 кг/мм 2 , станок токарно-винторезный модели 16К20Ф1, η = 0,8. Инструмент — резец проходной, φ = 45°, Т5К10, резец проходной упорный 16×25 φ = 90°, Т5К10. Приспособление — центры, хомутик.
 |
Рис.2.1 — Точение ступеней валика
Паспортные данные токарно-винторезного станка модели 16К20Ф1 следующие:
Число оборотов шпинделя в минуту: 12,5; 16 20; 25; 31,5; 40; 50; 63; 80; 100; 125;160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600; 2000 мин -1 .
Продольные подачи 0,07; 0,074; 0,084; 0,097; 0,11; 0,12; 0,13; 0,14; 0,15; 0,17; 0,195; 0,21; 0,23; 0,26; 0,28; 0,30; 0,34; 0,39; 0,43; 0,47; 0,52; 0,57; 0,61; 0,70;0,78; 0,87; 0,94; 1;04; 1,14; 1,21; 1,40; 1,56; 1,74; 1,90; 2,08; 2,28; 2,42; 2,80; 3,12; 3,48; 3,80; 4,16 мм/об.
Максимальное усилие механизма осевой подачи составляет 360 кг (3600Н), а мощность на шпинделе NСТ = 8,5 кВт.
1. Назначается глубина резания t = 5 мм для обработки каждой шейки вала (весь припуск) (см. рис.2.1).
2. По таблице 2.1 определяется подача 0,5…1,1 мм/об для диаметра детали 60…100 мм и размера державки 16×25 мм 2 при глубине 3…5 мм.
В среднем получается подача S = 0,8 мм/об.
3. Ближайшее значение подачи по паспорту станка Sct = 0,78 мм/об.
4. Расчетная скорость резания определяется по эмпирической формуле:
Значение коэффициента и показателей степени выбираются из таблицы 4. Для подачи S св. 0,7 мм/об CV = 340, х = 0.15, у = 0.45, т = 0.20мм, Т = 60 мин (принимаем). Для поправочных коэффициентов по скорости резания из таблиц 5, 6, 7, 8 устанавливают величины поправок.
При подстановке данных в формулу скорости резания получаем:
Vр=340?0,54/(60 0,2 5 0,15 0,78 0,45 ) =340?0,54/(2,267?1,27?0,894) =71,3 м/мин.
5. Частота вращения шпинделя для обработки шеек 61,5; 71,5; 81,5 определяется по формуле:
n1 = (1000?71,3) / π61,5 = 369,2 мин -1 ; п2 = (1000?71,3) / π71,5 = 317,5 мин -1 ; п3 = (1000?71,3) / π·81,5 = 278,6 мин -1 .
6. По паспорту станка при назначении чисел оборотов шпинделя можно принять п = 315 мин -1 .
7. Действительная скорость резания для трех шеек получается
V1 = (π·61,5?315) / 1000=60,82 м/мин; V2 = (π·71,5·315) / 1000 = 70,72 м/мин;
8. Разница с расчетной скоростью не превышает 10…15%, поэтому можно принять обработку трех шеек с общей частотой вращения п = 315 мин -1 .
9. Эффективная мощность резания определяется по формуле:
где Рz — тангенциальная составляющая силы резания.
Показатели степени и постоянная CPz определяются по таблице 2.9.

Рис. 2.2 — Эскиз обработки к примеру 2
I. Выбираем резец и устанавливаем его геометрические элементы. Принимаем токарный проходной резец отогнутый правый. Материал рабочей части – пластины — твердый сплав ВК6; материал корпуса резца — сталь 45; сечение корпуса резца 16 ´ 25 мм; длина резца 150 мм.
Из-за отсутствия рекомендаций по выбору геометрических элементов резца в используемом справочнике принимаем их по справочнику: форма передней поверхности — плоская с фаской, типа II;  = 12°;
= 12°;  = – 3°;
= – 3°;  = 10°;
= 10°;  = 0°;
= 0°;  = 45°;
= 45°;  = 45°;
= 45°;  = 1 мм.
= 1 мм.
2. Назначаем режим резания
1. Устанавливаем глубину резания. При снятии припуска за один рабочий ход t = h = 2 мм.
2. Назначаем подачу.
Для параметра шероховатости поверхности Rz = 20 мкм (Ra = 6,3мкм) при обработке чугуна резцом с = 1 мм рекомендуется  = 0,33 мм/об (для = 0,8 мм) и = 0,42 мм/об (для = 1,2 мм).
= 0,33 мм/об (для = 0,8 мм) и = 0,42 мм/об (для = 1,2 мм).
Принимаем для = 1 мм среднее значение = 0,38 мм/об и, корректируя по паспорту станка, устанавливаем = 0,35 мм/об.
3. Назначаем период стойкости резца. При одноинструментной обработке Т = 30 . 60 мин. Принимаем Т = 60 мин.
4. Определяем скорость главного движения резания (м/мин), допускаемую режущими свойствами резца:

Из таблицы 17 выписываем коэффициент и показатели степеней формулы: для наружного продольною точения серого чугуна с НВ 190 при £ 0,4 резцом с пластиной из твердого сплава ВК6 (с последующим учетом поправочных коэффициентов)  = 292;
= 292;  = 0,15;
= 0,15;  = 0,2; m = 0,2.
= 0,2; m = 0,2.
Учитываем поправочные коэффициенты на скорость:
 (табл. 1, с. 261);
(табл. 1, с. 261);  = 1,25 (табл. 2, с. 262);
= 1,25 (табл. 2, с. 262);
 ;
;
 = 1,0, так как заготовка без литейной корки;
= 1,0, так как заготовка без литейной корки;  = 1,0, так как твердый сплав ВК6;
= 1,0, так как твердый сплав ВК6;  = 1,0, так как = 45°.
= 1,0, так как = 45°.
Поправочный коэффициент на скорость  , учитывающий вид токарной обработки —
, учитывающий вид токарной обработки —  , т. е. наружное продольное точение, поперечное точение или растачивание. Нами используется формула для наружного продольного точения, а по условию примера точение поперечное, поэтому нужно ввести поправочный коэффициент . В справочнике в табл. 17 приведены значения этих коэффициентов в зависимости от
, т. е. наружное продольное точение, поперечное точение или растачивание. Нами используется формула для наружного продольного точения, а по условию примера точение поперечное, поэтому нужно ввести поправочный коэффициент . В справочнике в табл. 17 приведены значения этих коэффициентов в зависимости от  при поперечном точении. При = 0 . 0,4 = 1,24; при = 0,5 … 0,7 = 1,18; при = 0,8 . 1 = 1,04. Для заданных условий
при поперечном точении. При = 0 . 0,4 = 1,24; при = 0,5 … 0,7 = 1,18; при = 0,8 . 1 = 1,04. Для заданных условий  , поэтому = 1,18.
, поэтому = 1,18.
С учетом всех найденных поправочных коэффициентов
 м/мин.
м/мин.
 м/мин (≈ 2,52 м/с).
м/мин (≈ 2,52 м/с).
5. Частота вращения шпинделя, соответствующая найденной скорости главного движения резания:
 мин -1 .
мин -1 .
Корректируем частоту вращения шпинделя по паспортным данным станка и устанавливаем действительную частоту вращения  = 400 мин -1 .
= 400 мин -1 .
6. Действительная скорость главного движения резания:
 м/мин (≈ 2,51 м/с).
м/мин (≈ 2,51 м/с).
7. Мощность, затрачиваемая на резание:
 кВт,
кВт,
где  — в кгс, а
— в кгс, а  -в м/мин,
-в м/мин,
 Н (с. 271).
Н (с. 271).
Для заданных условий обработки  = 92;
= 92;  = 1;
= 1;  = 0,75;
= 0,75;  = 0.
= 0.
Учитываем поправочные коэффициенты на силу резания:
 ; 210 HB (по условию);
; 210 HB (по условию);  = 0,4;
= 0,4;  ;
;  = 1,0, так как = 45°;
= 1,0, так как = 45°;  = 1,0 (там же), так как = 12° (принимаем по графе « = 10°»);
= 1,0 (там же), так как = 12° (принимаем по графе « = 10°»);  = 1,0 (там же), так как = 0°;
= 1,0 (там же), так как = 0°;


 Н (≈ 87 кгс).
Н (≈ 87 кгс).
 кВт. В единицах СИ (Вт)
кВт. В единицах СИ (Вт)  , где — в Н, а — в м/с;
, где — в Н, а — в м/с;
 Вт
Вт  кВт.
кВт.
8. Проверяем, достаточна ли мощность привода станка. У станка 16К20  кВт;
кВт;  ; 2,14 m -1 ,
; 2,14 m -1 ,
где m — общее число ступеней скорости соответствующего элемента станка-шпинделя токарного или фрезерного станка, стола продольно-строгального станка и т.д;
φ — знаменатель ряда.
Отсюда можно определить любую из четырех величин-nmax, nmin, φ или m, если известны или выбраны значения всех остальных. Чаще всего необходимо для построения ряда по известным nmax, nmin, и m определить φ. В современных станках чаще всего применяются средние значения зпаменателя ряда φ: 1,26;1,41или 1,58. Из ранее приведенной формулы следует:
Значения нормализованных знаменателей рядов φ, возведенные в степени, приведены в приложении 13. Пользуясь таблицей, можно легко определить значение φ на основании заданных в технической характеристике станка nmax, nmin, и m.
Пример 3. Точить цилиндрический валик при заданных условиях, из которых известны размеры детали, припуск на обработку, обрабатываемый материал и его прочность  или твердость НВ, шероховатость обрабатываемой поверхности и тип токарного станка, на котором производится обработка.
или твердость НВ, шероховатость обрабатываемой поверхности и тип токарного станка, на котором производится обработка.
Исходные данные:
Материал детали: ковкий чугун КЧ35 ГОСТ 1215-79
Диаметр заготовки:  мм
мм
Диаметр после обработки:  мм
мм
Длина обрабатываемой поверхности:  мм
мм
Шероховатость обработанной поверхности:  мкм
мкм
Твердость материала: 163 НВ.
Способ крепления на станке: в центрах
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: Для студента самое главное не сдать экзамен, а вовремя вспомнить про него. 9825 —  | 7407 —
| 7407 —  или читать все.
или читать все.
91.146.8.87 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
Как известно, существует множество способов расчета режимов резания: таблицы, формулы пересчета с усилий резания, графики стойкости резца, метод оптимального сечения стружки. Однако хотелось бы предложить новую методику расчета режимов резания, которая основана на пересчете максимально возможной мощности затраченной на резание — исходя из мощности станка. Данный метод разработан не так давно, и лично автором опробован на производстве с различным оборудованием, как на ветхих 16К20, так и на модифицированных российских станках с ЧПУ. В обоих случаях были показаны весьма неплохие показатели по времени обработки и по качеству поверхности, однако при некоторых типах точения (например растачивание и отрезная) приходилось корректировать понижающие коэффициенты — что в принципе можно считать плюсом методики, так как есть возможность регулирования.
Как уже говорилось принцип метода — пересчет из затрачиваемой мощности, и жесткая зависимость площади сечения стружки и скорости резания. Самым главным моментом является удержание пропорциональности величин подачи, глубины резания, и частоты вращения при определенном диаметре заготовки, поэтому удобнее всего эту методику применить при расчете в программе (например ТехноПро). Скачать отдельный макрос автоматического расчета режимов резания можно в теме режимов на форуме во вложении.
С учетом особенностей отечественной промышленности и взяв во внимание тот факт, что каждый токарь стремится производить обработку так как сам считает нужным (практика), то данная методика несет рекомендательный характер (хотя в 80% случаев токари применяли аналогичные режимы), однако для оформления технологической документации наиболее удобна ввиду своей возможной автоматизации.
Методика расчета режимов резания при токарных работах
Наружное продольное точение
Подачи при черновой и чистовой обработке выбирать по таб.1; большие назначать при обработки малых диаметров, меньшие – при обработке больших диаметров. Подачи заведомо снижены, учитывая недостаточную жесткость системы и высокую вероятность возникновения вибраций при резании. При чистовой обработке радиус при вершине резца выбирать не меньше 2 мм, вылет резца минимальный.
s =0.30 мм/об ( Ra =6.3)
s =0.23 мм/об ( Ra =3.2)
s =0.11 мм/об ( Ra =1.6)
При прерывистом точении снижать подачу на 25%. Подачу корректировать коэффициентом Kls в зависимости от вылета резца l (таблица 2) и коэффициентом K φ s в зависимости от главного угла в плане (таблица 3).


Отправить ответ