
Как залудить жало паяльника в домашних условиях
Содержание:
 Необгораемые жала паяльников требуют деликатного отношения. Их ни в коем случае нельзя зачищать напильниками или наждачной бумагой, поскольку защитный слой достаточно тонкий, и его повреждение приведет к скорейшему выгоранию и износу жала. Такие жала можно лишь периодически вытирать о специальную губку (продается вместе с другими паяльными принадлежностями), или о мокрый кусок ткани.
Необгораемые жала паяльников требуют деликатного отношения. Их ни в коем случае нельзя зачищать напильниками или наждачной бумагой, поскольку защитный слой достаточно тонкий, и его повреждение приведет к скорейшему выгоранию и износу жала. Такие жала можно лишь периодически вытирать о специальную губку (продается вместе с другими паяльными принадлежностями), или о мокрый кусок ткани.
Вместо специальной губки вполне подойдет губка для мытья посуды. Естественно, что губка должна быть смочена водой. Можно смочить губку глицерином (продается в аптеках), тогда губка не будет сохнуть, оставаться всегда влажной и готовой к работе.
Для очистки необгораемого жала среди прочих паяльных принадлежностей выпускаются специальные очистители жала. Это такая сетка, не сказать бы мочалка, из латунной стружки в форме клубка, в который периодически следует погружать жало. При этом лишний припой и окислы остаются внутри клубка.
Для очистки сетки ее достаточно просто постучать по столу, и все содержимое вываливается наружу. Цена сетки всего рублей пятьдесят, — не так уж и дорого, чтобы купить несколько штук про запас.
В процессе пайки не следует «выкорчевывать» жалом выводы деталей, шаркать по плате или стучать о баночку с припоем и канифолью. Все это может привести к повреждению необгораемого покрытия.
Необгораемый слой жала паяльника очень быстро окисляется. Причем, чем выше температура, тем окисел образуется интенсивнее. Поэтому, не надо перегревать паяльник свыше 300 градусов. При пайке припоями типа ПОС оптимальной считается температура 250…300 градусов: и жало не обгорает и паять приятно, даже комфортно. Про бессвинцовую пайку здесь говорить не будем, поскольку в любительских условиях такие припои не используются. Это технологии массового производства, а для ремонта вполне подходят обычные стандартные припои.
Приблизительно оценить, не перегрет ли паяльник, позволяет дым, идущий от канифоли. При нормальной температуре от кусочка канифоли поднимается слабенькая струйка дыма. Если же температура паяльника слишком высока, прикосновение к канифоли напоминает извержение вулкана: канифоль брызжет в разные стороны горячими каплями, дым поднимается не тонкой струйкой, а большим облаком, разлетающимся вместе с каплями. Облуженное жало становится черным, и дальнейшая пайка становится невозможной.
Степень нагрева жала можно также оценить по результату пайки. При нормальной температуре нагрева, когда паяльник успевает расплавить припой и разогреть место пайки сама пайка получается блестящей с четкими внешними границами. Такую пайку принято называть контурной.
Если же паяльник не нагрет до нужной температуры, то пайка получается матовой, ноздрястой. Механическая прочность такой пайки очень низкая, детали после такой пайки можно вытащить из схемы голыми руками, особенно если конструкция выполнена навесным монтажом.
Перегретый паяльник нагревает припой до такой степени, что не может быть и речи о том, что припой растекается по плате соединяя детали и дорожки. Тут сразу видно – пайка получается никакая, точнее сказать никакой пайки не получается вовсе.
Так, когда же начнем лудить жало паяльника?
Итак, будем считать, что паяльник не перегрелся, что же делать дальше? А дальше все достаточно просто. Надо взять небольшой лоскуток хлопчатобумажной ткани, идеально подойдет кусочек старого махрового полотенца, смочить его водой и отжать. Отжать до такой степени, чтобы вода не капала, но тряпка была бы сырой.
В баночку с расплавленной канифолью, так всегда остается после пайки, положить кусок припоя в виде большой капли. Теперь действовать надо быстро и аккуратно.
Жалом разогретого паяльника надо пошаркать о кусочек мокрой ткани. Делается это для того, чтобы снять окислы со всех сторон. Пока жало не успело окислиться по новой, макаем его в канифоль, стараясь попасть под каплю припоя. Это окончательно снимает окислы, припой начинает плавиться и тонуть в канифоли. Часть припоя оседает на жале, и можно считать, что жало облужено и готово к работе.
После этой процедуры жало надо протереть той же самой тряпочкой, что и вначале. Самое главное в дальнейшем не допускать перегрева паяльника свыше 300 градусов. В противном случае жало окисляется, и все труды оказываются напрасными.

Как восстановить необгораемое жало пояльника на видео:
Как избежать перегрева паяльника
Любой паяльник без регулятора температуры может разогреться до 400 градусов и выше. Вот когда канифоль начинает шипеть и брызгать как вулкан. Как же избежать перегрева?
Самый простой способ изменять температуру нагрева с помощью регулятора мощности. Здесь вполне подойдет, так называемый, диммер – бытовой регулятор освещения, который ставится на место обычного выключателя.
Если не полениться, то тиристорный регулятор мощности можно собрать самостоятельно, например, на микросхеме Кр1182ПМ2, которая допускает регулировку мощности до 150Вт. При этом даже не потребуется никакого радиатора для охлаждения микросхемы.
Подробнее про специализированную микросхему Кр1182ПМ1 читайте в статье "Простой регулятор мощности для плавного включения ламп".
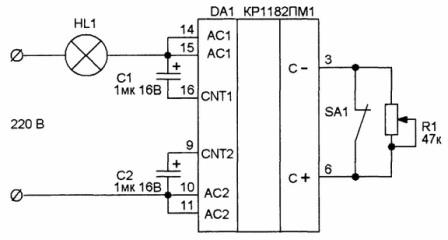
Рисунок 1. Регулятор мощности на микросхеме Кр1182ПМ2
Мощность в нагрузке регулируется потенциометром R1. При замыкании тумблера SA1 нагрузка отключается. Если параллельно тумблеру установить электролитический конденсатор емкостью 47…500мкФ включение нагрузки будет происходить плавно. Для паяльника это, конечно, не требуется, а при управлении лампами накаливания срок службы последних увеличивается.
Можно обойтись и более простым регулятором, собранным по схеме, показанной на рисунке 2.
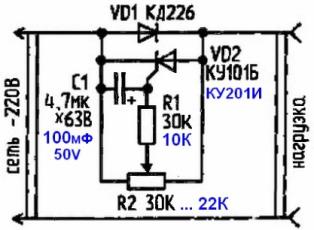
Рисунок 2. Простой регулятор мощности
Положительный полупериод сетевого напряжения проходит через диод VD1 без изменений. Регулируется только отрицательный полупериод, проходящий через тиристор VD2. Такой регулировки вполне достаточно, ведь разогревать паяльник на мощность менее, чем вполовину от номинальной совсем и не нужно.
Подобные регуляторы мощности позволяют регулировать температуру нагрева, пока паяльник просто лежит на подставке. В процессе пайки тепло от жала расходуется на разогрев и плавление припоя, а также на нагрев места пайки. Естественно, что жало будет остывать, причем тем быстрее, чем меньше само жало и чем больше припаиваемые детали.
Некоторые паяльники содержат регуляторы мощности встроенные в ручку, и все же лучших результатов позволяют добиться регуляторы температуры, применяемые в паяльных станциях. Уж, если выставлена температура 250 градусов, так она и будет держаться.
 Работа с радиоэлектроникой предполагает пайку материалов. Научиться этому легко, а если есть непонятные нюансы, то с опытом они исчезнут. Инструмент требует обслуживания для своей качественной работы. Мастеру нужно уметь правильно залудить жало паяльника, чтобы держался припой. Инструмент при этом не должен быть повреждён. Качество пайки зависит от правильных действий при обработке основания.
Работа с радиоэлектроникой предполагает пайку материалов. Научиться этому легко, а если есть непонятные нюансы, то с опытом они исчезнут. Инструмент требует обслуживания для своей качественной работы. Мастеру нужно уметь правильно залудить жало паяльника, чтобы держался припой. Инструмент при этом не должен быть повреждён. Качество пайки зависит от правильных действий при обработке основания.
Особенности покрытий
Паяльники простого типа традиционно имеют медное жало. Материал до сих используется с момента изобретения инструмента из-за своих высоких теплопроводящих свойств. Но есть недостаток — способность к высокому износу. Медь выгорает или растворяется в припое. Недостаток требовалось устранить, и производители стали наносить дополнительное покрытие из никеля или серебра.
Никель обладает высокой прочностью и не изнашивается. Долгий срок службы — это преимущество никелевого покрытия. Недостаток — слабая адгезия. Такой наконечник плохо удерживает припой. Пайку можно выполнить только при подаче припоя непосредственно в зону работы. Рабочую область нагревают жалом, потом ложат небольшую часть припоя или паяльной пасты. Схватывание происходит от нагрева.
Серебро имеет хорошую адгезию, но слабо проводит тепло. К тому же материал дорогой. Со временем серебро изнашивается и обнажает медную основу. Это происходит из-за того, что покрытие из серебра растворяется в припое.
 Особенности напыления усложняют работу и обслуживание. Поэтому радиолюбители, особенно старшего поколения, предпочитают медные паяльники. Но у медного жала есть недостаток — горячая медь мгновенно окисляется. Взаимодействие с воздухом происходит лишь на тонком слое, но этого достаточно для нулевой адгезии. Тепло тоже передаётся хуже. Выход из ситуации — наконечник всегда нужно покрывать тонким слоем припоя.
Особенности напыления усложняют работу и обслуживание. Поэтому радиолюбители, особенно старшего поколения, предпочитают медные паяльники. Но у медного жала есть недостаток — горячая медь мгновенно окисляется. Взаимодействие с воздухом происходит лишь на тонком слое, но этого достаточно для нулевой адгезии. Тепло тоже передаётся хуже. Выход из ситуации — наконечник всегда нужно покрывать тонким слоем припоя.
Олово нельзя наносить перед пайкой, поскольку под его слоем начинает выгорать медь. На месте выгорания появляются шлаки, из-за которых отсутствует адгезия. Мастер начинает отвлекаться от работы.

Абразивные материалы стачивают покрытие. Никель или керамика нанесены тонким слоем на жало — вот почему нельзя их стачивать. Дорогостоящий наконечник превратится в медный пруток.
Процесс подготовки медного жала
 Процесс покрытия не вызывает трудностей. Расплавленный припой хорошо ложиться на горячую медь, но с одним условием — она должна быть чистой. Добиться этого можно только при низкой температуре. Окисление при повышении температуры ускоряется и адгезия пропадает. Холодный припой нельзя прилепить к жалу, поскольку он не плавится. Получается замкнутый круг.
Процесс покрытия не вызывает трудностей. Расплавленный припой хорошо ложиться на горячую медь, но с одним условием — она должна быть чистой. Добиться этого можно только при низкой температуре. Окисление при повышении температуры ускоряется и адгезия пропадает. Холодный припой нельзя прилепить к жалу, поскольку он не плавится. Получается замкнутый круг.
Шлаки, остатки канифоли и пластика, окалину и прочий мусор можно удалить на холодном инструменте. Стержень перед этой операцией вытаскивают, чтобы не повредить нагреватель. Жало внутри нагревателя тоже окисляется, что ухудшает теплопередачу. Электричество из-за окалины преодолевает лишнее сопротивление и расходуется впустую.
Перед тем как залудить паяльник с медным жалом его нужно очистить от грязи. Делают это напильником или наждачкой. Материал следует заточить до чистого слоя, чтобы внешний вид был как новый. Проще это сделать наждачкой. Поверхность полируют до гладкого состояния — так окисление проходит медленнее.
Скорость окисления можно снизить, если оковать жало. Делают это молотком на наковальне. Аккуратными ударами укрепляют поверхность и придают форму медному прутку. Далее переходят к процессу лужения, пока оно не покрылось шлаками.
Способы лужения медного жала:
 Канифолью. Способ дымный, поэтому в жилом помещении провести его сложно и опасно для здоровья. Лучше воспользоваться балконом. Зачищенное основание погружают в баночку с канифолью и кладут туда немного припоя. Он моментально покроет жало и не даст ему окислиться. После процедуры кончик жала протирают толстым натуральным сукном, но аккуратно, чтобы не обжечь пальцы. Припой вотрётся в медь. Процедуру выполняют после длительного хранения паяльника.
Канифолью. Способ дымный, поэтому в жилом помещении провести его сложно и опасно для здоровья. Лучше воспользоваться балконом. Зачищенное основание погружают в баночку с канифолью и кладут туда немного припоя. Он моментально покроет жало и не даст ему окислиться. После процедуры кончик жала протирают толстым натуральным сукном, но аккуратно, чтобы не обжечь пальцы. Припой вотрётся в медь. Процедуру выполняют после длительного хранения паяльника.- Способ натирания поверхности оловом. Чистое основание немного разогревают и макают в канифоль. Затем поверхность натирают оловом. Процедуру повторяют несколько раз. Защитный слой закрепляют натиранием о сукно. Результат можно получить без дыма в любом помещении.
Правильная подготовка позволит не нервничать на начальном этапе работы. Спустя время процесс нужно переделывать из-за того, что медь начинает окисляться.
Лужение современного покрытия
 Наконечники из керамики и никеля не нужно лудить. Так читают производители, но это не более чем реклама. Современные покрытия тоже склонны к окислению, только процесс происходит медленнее. Залудить жало паяльника паяльной станции современного типа обычным способом не получится — покрытие будет стёрто.
Наконечники из керамики и никеля не нужно лудить. Так читают производители, но это не более чем реклама. Современные покрытия тоже склонны к окислению, только процесс происходит медленнее. Залудить жало паяльника паяльной станции современного типа обычным способом не получится — покрытие будет стёрто.

Очистку выполняют мокрой тряпочкой их х/б ткани. Берут твёрдую канифоль, куда ложат немного припоя. Наконечник следует натереть тряпочкой и моментально окунуть в канифоль. Кусок припоя утапливают вертикально вниз. Припой плавится и обволакивает конус жала.
Очистка в процессе работы
Правильно облудить паяльник важно не только во время подготовки к работе. Спустя какое-то время пайки может случиться так, что материал снова не будет липнуть к основанию. Это происходит через минут 15. Под слоем лужения обгорает медь. Существует несколько способов как правильно залудить паяльник во время работы.
Бруском дерева
Брусок дерева неотёсанный всегда должен находиться под рукой у мастера. Используют хвойные породы, поскольку такая древесина имеет природную канифоль. На древесину наливаю флюс и ложат немного припоя. Как только на жале появляется окалина, натирают его о дерево. Во время этого процесса основание очищается и облуживается.
Губка из металла
 Способ моментального лужения основания паяльника. Заводские паяльные установки оснащены подобным устройством в виде губки из стали в контейнере.
Способ моментального лужения основания паяльника. Заводские паяльные установки оснащены подобным устройством в виде губки из стали в контейнере.
Мастеру удобно пользоваться подобным методом, но его можно улучшить. Низ губки измазывают флюсом — паяльным салом. При неглубоком погружении жала оно будет просто очищаться. А если на основание нанести припой и макнуть его глубоко, до основания губки, то очистка будет совмещена с лужением.
Метод оптимален для современных наконечников с керамическим или никелевым напылением. Даже паяльники с тонким жалом из меди можно так очищать и залуживать. Повреждения устройству сложно нанести даже при сильном нажатии.
Использование канифоли
Способ для традиционного инструмента с простым жалом из меди. Металл быстро окисляется и через 10−15 минут припой уже не подцепить. Если почистить отдельно от флюса, то мастер не успеет донести паяльник — так быстро проходит окисление.
Чистят инструмент из-за этого в канифоли. Под паяльник ложат надфиль, можно воспользоваться стальной проволокой. Затем жалом трут до того момента, пока флюс не расплавится. Припоя не должно быть.
Классический метод и профилактика
Предыдущие способы придумали мастера относительно недавно. Наши предки, даже ещё отцы, делали лужение несколько иначе. Для этого требовался напильник с мелкой насечкой, верстак для работы (можно заменить доской), канифоль и максимально тугоплавкий припой.
Порядок действий:
 Зачищают одну грань основания.
Зачищают одну грань основания.- Глубоко погружают инструмент в канифоль и натирают грань о дерево.
- Контакт о дерево проводят на месте, где предварительно заготовлен припой. Процедуру повторяют несколько раз.
- Занимаются второй гранью.
- Залуживают круглую поверхность прута.
Процедура отнимет минут 10, не меньше. Большое количество времени на подготовку окупается тем, что с инструментом можно работать несколько дней без особой подготовки.
Работа продолжительное время спровоцирует перегрев. Повышение температуры усиливает окисление и прут приходится готовить к работе чаще. Дабы избежать лишних процедур следует придерживаться некоторых правил.
Профилактические меры от окисления:
 Максимальную мощность нельзя использовать постоянно.
Максимальную мощность нельзя использовать постоянно.- Регулятор температуры в паяльной станции следует выставлять на минимально возможное значение.
- Опытные мастера оснащают подставку для паяльника выключателем с ограничителем напряжения — при неиспользовании инструмента нагрев сохраняется, а покрытие не окисляется.
- После каждой пайки следует восстановить покрытие.
Инструмент всегда нужно держать наготове. После продолжительного простоя жало паяльника не лудится из-за сильного окисления. Восстановление адгезии покрытия, особенно из меди, проводят канифолью. После погружения в неё жало натирают тканью х/б. Во время работы паяльник тоже периодически нужно очищать.
Подготовка и уход за паяльником

Если на эту страничку попали те, кто уже умеет правильно паять, то информация Вам вряд ли пригодится, это мануал для новичков.
Радиоэлектроника для начинающих начинается с пайки. Это аксиома. Научиться паять довольно просто, как и в любом деле, нужна практика. Если паяльный набор готов, то пора приступить к подготовке инструмента.
Заточка жала паяльника.
Прежде чем паять необходимо подготовить новый паяльник к работе, а точнее, заточить жало под определённую форму и покрыть тонким слоем припоя.

Жало необходимо заточить напильником под углом в 30-40 градусов, так, чтобы получился клин. Острый край жала следует затупить, чтобы получился плоский край шириной около 1 мм. Обычно, у новых паяльников жало уже заточено клином, но оно покрыто слоем патины – зеленоватым окислом меди и кислорода. Этот окисел надо убрать напильником по металлу или мелкозернистой шкуркой.

Кроме "классической" клиновидной формы жалу можно придать и другую, всё зависит от того, что вы будете паять. Для пайки мелких деталей можно сделать его форму наподобие вытянутого конуса с шириной края 2 — 3 мм. Или же сделать пропил в краю, чтобы можно было одним касанием выпаивать SMD-резисторы.
Сразу после того, как заточили жало, нужно установить его в паяльник и залудить. Если не сделать этого, медная поверхность жала окислиться на воздухе и его придётся затачивать заново!
Залуживаем жало паяльника.
Далее необходимо залудить жало, т.е покрыть его тонким слоем припоя. Для этого включаем электрический паяльник в сеть и ждём, когда медный стержень прогреется до определённой температуры. Когда жало прогреется, это станет заметно по красноватому оттенку, медь станет красновато-оранжевого цвета. Затягивать прогрев не стоит, иначе жало обгорит. Как только жало приобретёт чуть красноватый оттенок, его необходимо прислонить к кусковой канифоли или смоле.

При этом будет обильное выделение дыма. Расплавленной канифолью покрываем всё жало. Далее расплавляем небольшой кусочек припоя так, чтобы он равномерно растёкся по поверхности. Можно потереть жало о деревянную дощечку, так припой лучше распределиться по медной поверхности.
Медное жало должно быть покрыто ровным слоем припоя. Если на поверхности остались непокрытые припоем участки, процесс лучше заново повторить.

Вот так происходит подготовка паяльника к работе. По мере необходимости процесс надо будет повторять, но делать это часто совсем необязательно.
Писал всё довольно подробно, чтобы новичкам было как можно легче.
Уход за паяльником.
Как и любой другой инструмент, паяльник требует ухода. Время от времени жало у паяльника выгорает, на нём появляются рытвины и неровности. Устраняется выгорание затачиванием жала и его лужением. Также следует обратить внимание на то, что при длительном использовании стержень покрывается окалиной, что препятствует быстрому прогреву.

Почему жало паяльника выгорает? Дело в том, что при нагреве медь частично растворяется в припое, а сам край жала подвергается пусть и небольшому, но механическому воздействию. Также стоит понимать, что когда паяльник не используется, жало сильно разогревается и это способствует окислению меди. Поэтому при холостом простое рекомендуют либо выключить паяльник, либо уменьшить температуру. У обычного электрического паяльника типа ЭПСН температурной регулировки нет, поэтому при простое его лучше выключить.
Окалину удаляют следующим образом.
Пассатижами вытаскивают медный стержень из паяльника. Убирают окалину со стержня с помощью мелкозернистой шкурки. Можно покрыть стержень небольшим слоем графита, потерев его о грифель обычного карандаша. Это предотвратит быстрое образование окалины в будущем. Лёгким постукиванием по нагревательному элементу паяльника добиться извлечения окалины из нагревательного элемента, где был установлен медный стержень. Устанавливают медный стержень на прежнее место.

Следует время от времени проверять состояние изоляции электрического паяльника. Для этого замеряют сопротивление между сетевой вилкой паяльника и жалом. О том, как измерять сопротивление я уже рассказывал. На омметре следует выставить мегаомный предел измерения (1 — 10Мом). Помните, что касаться руками металлических щупов мультиметра при замере сопротивления нельзя. Иначе, прибор покажет общее сопротивление Вашего тела и замеряемой цепи. Прибор должен показать бесконечно большое сопротивление. Это будет свидетельством добротной изоляции между жалом паяльника и электрической сетью.
Для тех, кто уже обзавёлся паяльной станцией, подойдут сменные жала 900М из меди. Они также требуют подготовки перед работой.


Отправить ответ