
Как заварить чугун простым электродом
Содержание:
 Когда лопается автомобильный коллектор или появляются трещины в чугунных трубах, приходится вспоминать о сварочных работах. Однако сварить чугунные детали намного сложнее, чем обычные низкоуглеродистые стали.
Когда лопается автомобильный коллектор или появляются трещины в чугунных трубах, приходится вспоминать о сварочных работах. Однако сварить чугунные детали намного сложнее, чем обычные низкоуглеродистые стали.
Основными дефектами такой сварки становятся поры, образующиеся на поверхности сварочного шва. После сварки часто можно услышать, как изделие начинает слегка потрескивать. Это говорит о том, что в районе сварочного шва началось образование микротрещин.
На производстве, прежде чем начать варить чугун, в состав которого входит очень много углерода, проводят предварительные работы. Сначала заготовку нагревают индукционными токами. Затем ее оставляют остывать естественным путем.
Чугунные изделия часто встречаются в быту. Как варить чугун электросваркой, как заварить трещину у себя дома? На помощь приходит обыкновенный инвертор. Чтобы соединение получилось прочным и качественным, необходимо подготовить изделие к сварке и установить ее правильные режимы.
Варим чугун не выходя из дома
Как уже было сказано, варить чугун можно инвертором, который способен нормально работать на постоянном токе. Для сварки возможно также использовать сварочный трансформатор. Его оборудуют дополнительным преобразователем, способным удерживать постоянный ток. В результате основной металл хорошо проплавляется, получается качественное соединение. Когда горит дуга и проводится сварка, практически отсутствуют брызги.
Способы сварки
 Существует несколько способов сварки чугунных изделий в бытовых условиях. Когда необходимо в своем гараже заварить трещину коллектора или удалить раковину, возникшую на детали, можно использовать холодный вариант.
Существует несколько способов сварки чугунных изделий в бытовых условиях. Когда необходимо в своем гараже заварить трещину коллектора или удалить раковину, возникшую на детали, можно использовать холодный вариант.
Речь идет о сварочных работах, которые выполняются на холодную, то есть чугун сваривают без предварительного нагрева. Область заготовки, пришедшей в негодность, тщательно очищают. Удаляются все окислы, скопившуюся грязь. Когда ширина трещины меньше 1 мм, ее предварительно расширяют с помощью болгарки, на которой установлен тонкий диск. Расплавленный металл зальет трещину на полную глубину, произойдет усиление сварочного шва. Такая холодная сварка в основном используется для соединений деталей, которые не подвергаются серьезным нагрузкам.
Когда необходимо наплавить зубья чугунной шестеренки или соединить чугунные изделия, требуется обязательный подогрев деталей до температуры 350 градусов. Такой способ чугунной сварки стали называть «полугорячим». Свариваемые чугунные детали можно нагреть в горне, в котором жар создается твердым топливом. Заготовки из чугуна выдерживают в горне примерно 20 минут. Затем их извлекают специальными щипцами и выполняют сварочные работы.
Нагреть детали можно и другим способом. Для этого пригодится:
- Паяльная лампа;
- Пропановая горелка.
 Такой предварительный подогрев заготовки помогает сделать более гладким перепад температур, возникающим между свариваемым материалом и расплавленными присадками. В результате появление трещин становится минимальным. Практически не образуется цементит, который становится препятствием для шлифования шва. Такая методика применяется для создания высококачественного соединения, которое способно работать при больших нагрузках.
Такой предварительный подогрев заготовки помогает сделать более гладким перепад температур, возникающим между свариваемым материалом и расплавленными присадками. В результате появление трещин становится минимальным. Практически не образуется цементит, который становится препятствием для шлифования шва. Такая методика применяется для создания высококачественного соединения, которое способно работать при больших нагрузках.
Чтобы получить максимальный эффект от предварительного подогрева заготовки, требуется, чтобы детали после сварки медленно остывали. Обычно такие чугунные детали засыпают у себя дома обычным песком и ждут полного остывания.
Выбор электродов
Чтобы варить чугунные детали инвертором, необходимо иметь специальные электроды. Они изготовлены из особой проволоки, не позволяющей выделяться большому количеству углерода. Электрод из такой проволоки предотвращает появление пор. Самыми популярными марками электродов стали:
 ЦЧ-4;
ЦЧ-4;- МНЧ-2;
- ОЗЧ-2;
- ОЗЖН-1.
Сварочный электрод для чугуна несколько отличается от обычных марок. Чтобы не происходило высвобождение углерода, в них специально добавлена медь, совместно с никелем. Эти примеси обладают растяжимыми свойствами. В результате получается очень прочный шов, который может противостоять большим нагрузкам.
Когда под рукой нет специальных электродов для сварки чугуна, а выполнить ремонтные работы необходимо очень срочно, электрод можно сделать своими руками.
Берутся обычные электроды, например, Э-46, на которые просто туго наматывается проволока из меди. Должен получиться один плотный слой. Намотку нужно начинать с конца электрода, предназначенного для горения. Сечение медной проволоки должно находиться в диапазоне 0,5 — 1,0 мм.
Технологический процесс сварочных работ
Чтобы у себя в гараже получить качественное сварное соединение чугунных деталей, необходимо соблюдать все требования которые предъявляет технология сварки чугуна.
 Если толщина деталей очень большая, технология требует предварительно провести разделку кромок, выдержав угол 45 градусов. Такая операция легко выполняется обычной болгаркой.
Если толщина деталей очень большая, технология требует предварительно провести разделку кромок, выдержав угол 45 градусов. Такая операция легко выполняется обычной болгаркой.
Когда необходимо заварить трещину, ее углубляют тонким диском. Засверливаются концы поврежденного участка.
Если толщина материала меньше 3 мм, под деталь кладется графитовое основание. Оно предотвратит вытекание расплавленного металла с противоположной стороны.
Перед началом сварочных работ, заготовку необходимо хорошо почистить. Удалить весь мусор и скопившуюся грязь. Затем деталь нужно разогреть любым подходящим способом. После достижения соответствующей температуры, проводится сварка деталей. Тяжелые детали фиксируются прихватками, удерживающими всю конструкцию.
Когда делается первый шов, движение электрода, согласно технологии должно быть быстрым и плавным. Не допускаются его поперечные колебания. При длине соединения больше 100 мм, лучше наложить шов в два-три захода, начиная с противоположной стороны. В результате получится равномерный прогрев детали, не произойдет перекалка отдельных частей заготовки.
 Когда приходится сваривать толстый чугун, накладываются многопроходные швы. Когда сделан первый слой, электрод может совершать колебательные движения. Таким образом, происходит более надежная связка металла и расширение размеров шва.
Когда приходится сваривать толстый чугун, накладываются многопроходные швы. Когда сделан первый слой, электрод может совершать колебательные движения. Таким образом, происходит более надежная связка металла и расширение размеров шва.
Шлак должен отделяться постоянно. Его сбивают после нанесения каждого слоя. В результате исключается появление непроваров, происходит перекрытие пор, которые могут образовываться в нижнем слое. Когда сварочные работы закончены, детали засыпаются песком. Остается только подождать их полного остывания.
Заключение
Варить чугун инвертором, вырабатывающим постоянный ток, можно и у себя в гараже. Нужно только приобрести специальные электроды, сделать грамотную настройку всех параметров.
Сварка должна проводиться осторожно, не допуская перегрева отдельных участков. Так как чугун очень текучий материал, для его сварки необходим определенный опыт. Поэтому прежде чем начинать такую работу, нужно немного потренироваться на других чугунных деталях.
 Чугун в бытовых условиях применяют очень часто: начиная с батарей и других элементов сантехники, заканчивая компонентами заборов, запчастями машин, станков, коллекторов, промышленного оборудования. Сложности возникают, когда дело доходит до варки этого металла. Сварка чугуна электродами — задача непростая. Если при обработке других видов стали не требуется особой подготовки, то наварить швы на чугунные детали без навыков невозможно.
Чугун в бытовых условиях применяют очень часто: начиная с батарей и других элементов сантехники, заканчивая компонентами заборов, запчастями машин, станков, коллекторов, промышленного оборудования. Сложности возникают, когда дело доходит до варки этого металла. Сварка чугуна электродами — задача непростая. Если при обработке других видов стали не требуется особой подготовки, то наварить швы на чугунные детали без навыков невозможно.
Особенности работы с чугуном
Рабочие со стажем определят свариваемость металла всего лишь по единому разрезу. Если структура является мелкодисперсной, а оттенок близок к серому, то такой чугун сваривать намного проще, чем темные крупнозернистые породы. Если говорить о соединении деталей, находящихся длительное время в масле, или тех, что постоянно подвергались окислениям в воде, грунте либо других средах, то такие сварочные материалы не являются подходящими. Следует принимать во внимание, что чугун принадлежит к материалам с ограниченной свариваемостью, и учитывать ряд его особенностей:
 металл относится к жидкотекучим, потому единственным допустимым рабочим положением является нижнее;
металл относится к жидкотекучим, потому единственным допустимым рабочим положением является нижнее;- при несоблюдении температурных режимов и перекаливании металла углерод выгорит, образуются поры;
- отсутствие необходимой температуры и минимальная пластичность — главные причины напряжений в местах соединения швов;
- расплавленным чугуном могут создаваться окислы с температурой плавления выше, чем у исходного материала.
Главный недостаток, с которым сталкиваются молодые мастера, — когда детали остывают, в местах сварки образовываются трещинки. Предотвратить такие последствия возможно только при строгом соблюдении технологии холодного сваривания.
Технологии соединения деталей
Существует три широко известные методики соединения чугунных деталей. Речь идет о таких работах:
 Горячая сварка. Ее считают самой распространенной и правильной. Суть в том, что перед началом использования электрода заготовка должна прогреться до 600 градусов, давая возможность избегать появления соединений с завышенной температурой, перекалок и напряженностей в местах сваривания.
Горячая сварка. Ее считают самой распространенной и правильной. Суть в том, что перед началом использования электрода заготовка должна прогреться до 600 градусов, давая возможность избегать появления соединений с завышенной температурой, перекалок и напряженностей в местах сваривания.- Полухолодное сваривание. От первого способа отличается только температурой нагрева. В этом случае температура нагрева изделий не должна превышать 350 градусов.
- Холодная сварка. Нагрев заготовок исключается, но в пределах технологии есть многочисленные нюансы, без которых нельзя получить шов высокого качества. Сварка чугуна электродом в домашних условиях инвертором выполняется именно таким методом.
Как подготовить материал
Чугуну требуется предварительная подготовка перед началом сваривания. Сначала нужные места защищают, используя болгарку с кругом в виде лепестка либо другие подходящие насадки. Верхний слой защищают до уровня не окисленного металла, обезжиривая бензином или растворителем. Если нужно избавиться от трещин, металл чистят, пока не покажутся их окончания, строго в тех точках насверливают отверстия с диаметром 10 мм.
Говоря о том, как сварить чугунные детали, стоит выделить и некоторые особенности подготовительного этапа:
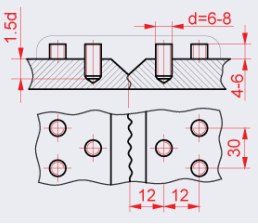
 Шпильки. Работы могут выполняться как послойно (опорные элементы не задействуются), так и со шпильками. Они полностью стальные. Размеры подпадают под строгий регламент, к примеру, их диаметр не должен занимать более 40% объема чугуна при максимальном расстоянии 6 диаметров и выступлении над основанием в 4−6 мм. На используемое количество влияют только величины соединений, но не более четверти от площади изломов.
Шпильки. Работы могут выполняться как послойно (опорные элементы не задействуются), так и со шпильками. Они полностью стальные. Размеры подпадают под строгий регламент, к примеру, их диаметр не должен занимать более 40% объема чугуна при максимальном расстоянии 6 диаметров и выступлении над основанием в 4−6 мм. На используемое количество влияют только величины соединений, но не более четверти от площади изломов.- Проведение разделки кромок. Нельзя допускать острых краев в местах сопряжений металла, их следует сделать сферическими.
- Нужно пользоваться специальными электродами. Давая ответ на вопрос относительно того, как заварить чугун обычным электродом, нужно отметить, что это практически нереально. Специалисты советуют приобретать присадки, среди компонентов которых хром, медь, никель и другие лигатуры, упрощающие наплавление на чугун аргоном.
Сварочный процесс
После ознакомления с этапом предварительной подготовки сварки чугуна в домашних условиях необходимо должное внимание уделить описанию основных технологических моментов:
 придерживаться обратной полярности при подключении;
придерживаться обратной полярности при подключении;- выставлять мощность на минимум для заданной толщины электродов;
- один непрерывный шов может иметь длину до 50 мм;
- необходимо делать частые перерывы для исключения перегрева стали;
- первые и последние слои при многослойной варке обязательно подковывают молотком с незначительным усилием.
Итак, главные моменты рассмотрены, остается понять, как варить чугун инвертором. Есть два способа.
Применение шпилек и многослойности
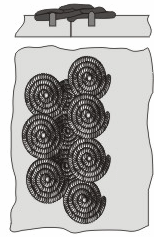
 После завершения фиксации шпилек можно приступать непосредственно к наварке швов полуавтоматом. Вокруг каждой из них послойно кладется металл, из которого и формируются заплатки. Не допускать нагрева свыше 80 градусов можно, придерживаясь шахматного порядка или выполняя действия по очереди с противоположных сторон изделий.
После завершения фиксации шпилек можно приступать непосредственно к наварке швов полуавтоматом. Вокруг каждой из них послойно кладется металл, из которого и формируются заплатки. Не допускать нагрева свыше 80 градусов можно, придерживаясь шахматного порядка или выполняя действия по очереди с противоположных сторон изделий.
Завершающий момент для такого рода сварочных работ — нанесение верхнего соединительного шва из нержавеющей проволоки, предназначение которого — прочное объединение наваренной стали в пространстве, полученном вокруг шпилек.
Сначала следует убедиться в том, насколько правильно созданы фаски. После этого посредством специального электрода, выдерживая оптимальный температурный режим, начинают аккуратно наплавлять первый слой электросваркой. Он будет главным и определит качество дальнейших работ. Каждый из слоев еще в горячем состоянии должен тщательно проковываться молотком. Когда есть свободный доступ к обратной стороне изделий, то после нанесения первого слоя его нужно перевернуть, наплавить такой же шов, после чего завершить многослойную варку сверху, а потом снизу. После проковки швов поверхность поддается шлифовке.
Чугун в быту применяется повсеместно, начиная от батарей и других сантехнических элементов, заканчивая конструкциями заборов, деталями автомобилей и станочного оборудования. Трудности начинаются, когда речь заходит о сварке этого металла. Сварка чугуна электродом в домашних условиях – работа не из легких. Если с обычными сталями можно работать без особо тщательной подготовки, то просто наварить шов на чугунную деталь, без предварительной подготовки, очень сложно. Несоблюдение основных технологий может привести к перекалке металла, а значит повышению хрупкости и другим проблемам. Давайте разберем как заварить чугун дома, с помощью инвертора.
Особенности сварки чугуна, виды чугуна
Опытные сварщики могут определить свариваемость чугуна всего по раз
резу. Считается, что если структура металла мелкодисперсная и приближенная к серому цвету, то такой чугун можно сварить намного легче, чем крупнозернистый металл темных оттенков. Если мы говорим про сварку деталей, которые находились в масляной среде или были подвержены регулярному окислению в водной среде, грунте или других подобных условиях, то такой сварочный материал не подойдет.Так, как чугун – метал с ограниченно свариваемый материал, то стоит принять во внимание следующие его особенности:
- Металл – жидкотекучий, поэтому основное и единственно верное сварное положение – нижнее.
- Если не соблюдать температурные режимы и перекалывать металл, то при выгорании углерода будут образовываться поры.
- Низкая пластичность и несоблюдение температурных режимов – основные причины возникновения напряжения, в местах сварных соединений.
- Расплавленный чугун может создавать окислы, которые будут иметь более высокую температуру плавления, чем исходный металл.
Главная проблема, с которой вы можете столкнуться – образование трещин в местах сваривания при остывании детали.
Решить это можно только если полностью соблюдать технологию, в нашем случае – холодной сварки.
Методы сварки чугуна
Существует три способа сварить чугун:
- Горячая сварка. Основной и наиболее правильный метод. Он заключается в том, что перед работой электродом, заготовку прогревают до 600 – 650 градусов. Это позволяет избежать образования соединений с повышенной температурой плавления, перекалки и напряженности метала в месте соединения. Нагрев осуществляется в печах, газовыми или другими горелками. Для домашних условий такой метод подходит с натяжкой, ведь помимо нагревающего прибора, нужно знать в какие моменты можно работать в месте сварного соединения, как остудить металл и много других нюансов.
- Полугорячая сварка. Практически ничем не отличается от предыдущего способа, за исключением температуры нагрева. Здесь изделие прогревают до 300 – 350 градусов.
- Холодная сварка. Способ – не предусматривает нагрев заготовки, но в его основе лежит множество других технологических моментов, несоблюдение которых приведет к невозможности выполнить качественный шов. Сварка чугуна в домашних условиях электродом осуществляется именно таким образом.
Подготовка чугуна для сварки инвертором холодным методом
Прежде, чем сваривать чугун, его нужно подготовить. Сперва нужное место зачищается болгаркой с лепестковым кругом или другой подходящей насадкой. После зачистки верхнего слоя до не окисленного металла нужно провести обязательное обезжиривание бензином или любым другим растворителем. Если вы решили заделать трещину, то металл нужно расчистить до ее окончания, и в этом месте засверлить отверстие диаметром 10 мм.
Отдельно стоит поговорить про следующие особенности подготовки:
1. Шпильки. Дуговая сварка чугуна может осуществляется как послойно без применения опорных элементов, так и с
использованием шпилек. Шпильки состоят из стали. Их размеры строго регламентируются, так например диаметр не должен превышать 40% от толщины чугуна. Выступ шпильки над металлом ограничен 4-6 мм, а расстояние между шпильками не должно быть больше, чем 6 диаметров. Количество зависит только от размеров соединения, но не больше 25% от площади излома
2. Разделка кромок.
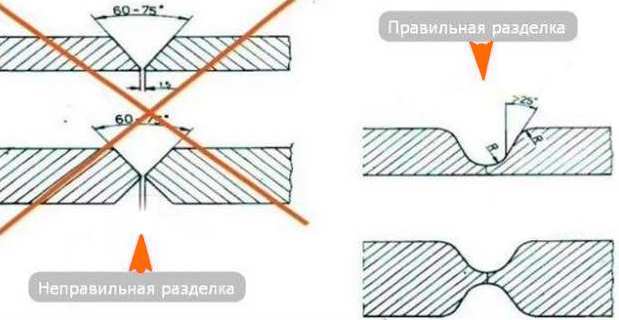
Обратите внимание! Кромки не должны иметь острый срез в месте соединения двух частей метала, оптимальная форма – сферическая.
3. Электроды должны быть специальными. Заваривать такой металл обычными электродами по стали практически невозможно, поэтому стоит приобрести электрод с добавлением меди, хрома, никеля и других лигатур, способствующих наплавлению на прихотливый чугун.
Процесс сварки
В предыдущем пункте мы разобрали предварительную подготовку, а перед началом сваривания нужно рассмотреть основные технологичные моменты:
- Полярность подключения – обратная;
- Мощность сварочного аппарата – минимальная, для данной толщины электрода;
- Длина одного непрерывного сварочного шва не должна превышать 30 – 50 мм;
- Нужно исключить перегрев металла, за счет частых перерывов;
- Первый и последний слой многослойных проковываются молотком с минимальным усилием.
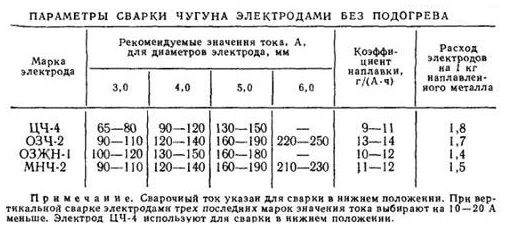
Определиться с режимом сварки поможет приведенная ниже таблица:
Основные предварительные моменты мы рассмотрели, остался основной вопрос: «Как варить чугун электросваркой?». Здесь есть два способа: по шпилькам или послойно. Давайте разберем отдельно каждый из вариантов.
Сварка чугуна инвертором по шпилькам
После установки шпилек можно начинать наваривать шов. Вокруг каждой шпильки слой за слоем кладется металл, который и формирует заплатку. Не допустить нагрева свыше 80 градусов можно если выполнять работу в шахматном порядке или поочередно в противоположных концах. Завершающим моментом при таким виде сварки является соединительный шов, который соединяет наваренный металл между шпильками.
Многослойная сварка
Для начала нужно убедиться в правильности создания фасок. Затем специальным электродом, с соблюдением температурного режима начинаем наплавлять первый слой. Он является основным и задаст успех дальнейшей работы. Каждый слой, еще на горячую, нужно проковывать молотком. Если есть доступ к обратной стороне детали, то после первого слоя с одной стороны следует перевернуть изделие и наплавить аналогичный шов на его обратной стороне и уже потом приступать к завершению многослойной сварки верхней, а затем нижней части.

Наплавку нужно обязательно выполнять с краев, и создавать постепенно множество слоев. Главное, не забывать проковывать каждый слой. Если не знаете как проверить температуру детали, то примените технику вразброс. Она заключается в формировании шва поочередно в разных местах соединения. Когда сварной шов будет полностью готов, поверхность наплавленная на чугун, необходимо отшлифовать.
Если вы столкнулись с необходимостью сварить чугун и у вас есть только инвертор, то в домашних условиях можно заделать трещины или наложить заплатки на ненесущие элементы конструкции. Практически все необходимое у вас уже будет, это маска, защитные рукавицы и одежда. Придется докупить только специальные чугунные электроды, или сделать их самостоятельно. В этой статье описано два способа, как сварить чугун дома. Какой из них вам больше подходит – решайте сами. Но запомните – когда возникает потребность восстановить изделие предполагающее сильные нагрузки, то лучше обратиться к профессионалам.


Отправить ответ