
Какие виды сварки бывают писание и применение
Содержание:
Сварка электротоком делится на 2 принципиальных класса: недуговая и дуговая.
Недуговую сварку чаще называют контактной. В контактной сварке электроды, подающие ток, прикладываются непосредственно к металлу, который сваривают. Сквозь метал, расположенный между поднесенными электродами, подается короткий, но очень мощный разряд тока (тысячи ампер). Сплавление при этом получается только между приложенными электродами. Если электроды расположены прямо друг против друга, то сварное соединение получается точечным. Хотя точечная сварка – не единственный вид контактной сварки, но зато самый распространенный. Поэтому понятия «точечной сварки» и «контактной сварки» часто используют в виде синонимов. Напряжение точечной сварки составляет считанные вольты. Поэтому контактная сварка применяется преимущественно для скрепления тонколистового металла. Например, в автомобилестроении.

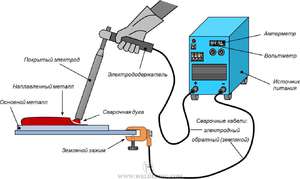
В строительстве гораздо большее распространение получила сварка электродуговая. При электродуговой сварке между источником тока (электродом) и свариваемым металлом находится небольшой промежуток, заполняемый электрической дугой. Ошибочно предполагать, что это промежуток воздуха. Это промежуток ионизированного газа, проводящего ток. Дуговая сварка, как мы ее представляем сегодня, без газа невозможна. Просто газ может подаваться из отдельного баллона, а может образовываться в результате горения обмазки электрода.
Самыми распространенными в строительстве являются следующие технологии:
- ММА (в отечественной классификации – ручная дуговая сварка, или РДС)
- TIG (аргоно-дуговая)
- MIG-MAG (полуавтоматическая, проволокой).
Популярность данного вида сварки предопределена как раз отсутствием необходимости таскать с собой баллон с газом. Обмазка электрода – и есть «застывшее» газовое облако. Как только электрод коснется металла и полученный ток короткого замыкания расплавит металл электрода, расплавится и обмазка вокруг него. Образовавшееся облако газа обеспечит проводящую ионизированную среду для дуги и защиту расплавляемого металла от доступа кислорода.

Электроды подбираются по типу металла и диаметру. Тип металла важен, так как в процессе работы метал стержня электрода капля по капле перетекает в свариваемый метал и сплавляется с ним. Для крепкого соединения металл стержня электрода и свариваемый метал должны быть идентичны. На упаковке электродов всегда указывается, для каких металлов подходят данные электроды.

После того, как определились с типом электрода, необходимо определиться с его толщиной. Вопрос новичка: зачем нужны электроды разных диаметров? Все просто. Чем толще электрод, тем больше сила тока, которая его может расплавить. То же и с кромками свариваемого металла. Поэтому толщина электрода подбирается под толщину свариваемого металла. Для черных металлов рекомендуется:

Технология ММА позволяет работать с большинством распространенных металлов, за исключением алюминия и сплавов на его основе. Хотя теоретически и это возможно при наличии помощника, если добиться, чтобы зачищенные алюминиевые поверхности не успевали покрыться пленкой до расплавления. Но правильнее, конечно, просто использовать подходящие для этого сварочные технологии.
Потребители сварки TIG – сплошь профессионалы и продвинутые пользователи, причем почти поголовно не строительного направления. TIG обеспечивает более аккуратные швы, но сильно уступает ММА в производительности и простоте использования.

Например, многие «любители», отточив свое мастерство на аппаратах ММА, испытывают досаду от неудач при первом опыте с TIG. Оказывается, в отличие от ММА, зажечь дугу аппаратом TIG, если только он не оборудован таким устройством, как осциллятор, непросто. (А практически все аппараты «2 в 1» не оборудованы, конечно). Чиркает сварщик вольфрамовым электродом – искра есть, а дугу поднять не получается. Но вот бывалый сварщик подкладывает под электрод кусочек угля – и дуга пошла без проблем. Не случайно, что в продажах розничных магазинов специализированные аппараты TIG редко превышают долю в 1%.

Отдельного упоминания в сварке TIG заслуживают аппараты с возможностью переключения на режим переменного сварочного тока, т.н. AC/DC. Вот эти аппараты и являются основным оборудованием для сварки алюминия. Именно они преимущественно и составляют этот самый 1% TIG в розничных продажах сварочного оборудования.
MIG-MAG
Полуавтоматическая сварка проволокой применяется в основном для сварки листового металла. Поэтому традиционно ее основная сфера применения – кузовной ремонт, а также строительство конструкций из черного тонколистового металла. Использование проволоки вместо сменных электродов сильно повышает производительность. На бытовых аппаратах используются катушки емкостью 1 и 5 кг, а на профессиональных – 5 или 15 кг.

Проволока может использоваться как обычная (без обмазки), так и с обмазкой (т.н. флюсовая). В первом случае обязательно применение баллона с газом (режим GAS). Во втором баллон не требуется (NO GAS). Несмотря на то, что работать без баллона удобнее, в продажах с большим отрывом лидирует проволока без обмазки. Причина банальна: она гораздо дешевле флюсовой. Кроме того, многие профессионалы считают, что аккуратность швов в среде газа от баллона получается выше.

Несмотря на то, что данный вид сварки тоже относится к электродуговой, принцип устройства у MIG-MAG принципиально отличается от принципов MMA и TIG. В ММА и TIG важно поддерживать стабильность тока, несмотря на колебания электрода, в MIG-MAG важно поддерживать стабильность напряжения дуги. А сила сварочного тока в аппаратах MIG-MAG – показатель условный (хотя по привычке, выработанной в ММА, большинство ориентируется именно на него). Сила сварочного тока в MIG-MAG будет зависеть от выставленного напряжения, диаметра используемой проволоки, применяемого газа и скорости подачи проволоки. Так что сделать из аппарата ММА полуавтомат MIG-MAG путем приделывания блока подачи проволоки и горелки не получится.
 Сварка является популярным видом соединения компонентов из металла. Данный метод стал массово распространенным чуть больше ста лет назад. Но в наши дни применяется во многих отраслях народного хозяйства, от производства современной электроники до возведения крупногабаритных конструкций. Так как состав металлов может быть разным, для получения качественных сварочных швов придумали и реализовали разные типы сварочных агрегатов. Давайте ознакомимся с тем, какие бывают сварочные аппараты, проанализируем достоинства и минусы каждого из них.
Сварка является популярным видом соединения компонентов из металла. Данный метод стал массово распространенным чуть больше ста лет назад. Но в наши дни применяется во многих отраслях народного хозяйства, от производства современной электроники до возведения крупногабаритных конструкций. Так как состав металлов может быть разным, для получения качественных сварочных швов придумали и реализовали разные типы сварочных агрегатов. Давайте ознакомимся с тем, какие бывают сварочные аппараты, проанализируем достоинства и минусы каждого из них.
Типы сварочных аппаратов
 Несомненный плюс электросварки — возможность быстрого и надежного соединения компонентов с незначительными затратами. Некоторые виды сварочных аппаратов дают возможность разрезать металл, даже в труднодоступных местах, к которым невозможно подобраться, используя обычные инструменты. В последние десятилетия в производстве все чаще используется электроника, что позволило существенно уменьшить массу и размеры, способствуя расширению их применения в быту.
Несомненный плюс электросварки — возможность быстрого и надежного соединения компонентов с незначительными затратами. Некоторые виды сварочных аппаратов дают возможность разрезать металл, даже в труднодоступных местах, к которым невозможно подобраться, используя обычные инструменты. В последние десятилетия в производстве все чаще используется электроника, что позволило существенно уменьшить массу и размеры, способствуя расширению их применения в быту.
Трансформаторы
 Устройства, принадлежащие к трансформаторным, считаются наиболее традиционными. Кроме того, их отличает простота конструкции. Главный конструктивный элемент таких сварочников — понижающий трансформатор для преобразования напряжения электросети до значений, необходимых для работы. Сила тока может меняться различными способами, но самый известный — смещение одного уровня обмотки относительно второго. По мере изменений промежутков между обмотками и будет меняться ток.
Устройства, принадлежащие к трансформаторным, считаются наиболее традиционными. Кроме того, их отличает простота конструкции. Главный конструктивный элемент таких сварочников — понижающий трансформатор для преобразования напряжения электросети до значений, необходимых для работы. Сила тока может меняться различными способами, но самый известный — смещение одного уровня обмотки относительно второго. По мере изменений промежутков между обмотками и будет меняться ток.
Особенность аппаратов этого типа — переменный ток около выхода, что приводит к разбрызгиванию металлов и снижению качества швов. Для проведения сваривания цветных металлов, повышения качества горения дуги, к структуре необходимо будет добавить ряд массивных и громоздких компонентов. Сам трансформатор занимает много места, имеет значительный вес. Для проведения работ понадобятся специальные электроды, а сам сварщик должен обладать немалым опытом.
Коэффициент полезного действия около 90%, но значительная часть энергии уходит на нагрев. Охлаждается агрегат посредством нескольких вентиляторов с неодинаковой мощностью, так как необходимо уменьшить температуру аппарата весом в несколько десятков либо сотен килограмм.
Устройства такого типа в наше время используются не настолько часто, как раньше, но определенный спрос имеется, чему способствуют низкая стоимость, надежность и долговечность. Трансформаторы идеально подходят для работы с низколегированными типами стали.
Выпрямители
Выпрямители для сварки можно считать усовершенствованными трансформаторами. В сварочных швах, полученных их посредством, практически отсутствуют недостатки, связанные с использованием переменного тока. В состав таких устройств входят:
 Трансформатор.
Трансформатор.- Диодный блок (выполняет роль выпрямителя).
- Компоненты для регулировки.
- Элементы запуска.
- Защитный блок.
Переменный ток не только меняет уровень напряжения, но и будет преобразован в постоянный. Дуга получится ровной и устойчивой, что приведет к снижению разбрызгивания металла и улучшению качества швов. Работать можно, используя электроды любого типа.
Сфера их применения значительно шире: посредством выпрямителей соединяются не только низколегированные стали, но и цветные металлы, чугун, нержавейка (с применением соответствующих электродов). При подключении электродов не стоит забывать о параметре полярности постоянного тока. Некоторые работы следует выполнять на обратной полярности (к примеру, соединение алюминия).
Большинство производителей сократили изготовление агрегатов подобного вида. Но среди профессионалов сварочного дела они пользуются достаточно активно. К недостаткам можно отнести значительный вес, необходимость опыта работы, заметная «просадка» напряжения при проведении работ. Плюсы — небольшая цена, долговечность, хорошее качество швов.
Полуавтоматы
Сварочные аппараты полуавтоматического типа работают в среде инертных либо активных газов. Устроены более сложно, но на удобности пользования этот факт не отражается. Чаще всего их применяют для ремонта кузовов автомобилей, достаточно широко используются и для бытовых нужд, а также в частных хозяйствах.
В состав конструкции входят:
- Трансформатор.
- Выпрямитель.
- Привод, подающий проволоку.
- Газовый баллон.
- Рукав с горелкой.
Элементы свариваются благодаря проволоке, которая плавится в электродуге и располагается в среде защитных газов. Ток регулируется ступенчато, может регулироваться и скорость подачи самой проволоки. Соотношение данных параметров определяет рабочий режим.

В зависимости от модификации полуавтоматы могут работать:
- Исключительно с газом.
- Как с газом, так и без него (можно переключать).
- Без газа.
Если сварка будет происходить без использования газа, следует приобрести специальную проволоку (флюсовую). Ее отличие от обычной в том, что в составе содержится не только металл, но и флюс. Когда горят составляющие флюса, формируется облако из защитного газа, предотвращающее дальнейшее окисление. Кроме того, флюсовые компоненты способствуют приданию металлу необходимых параметров, дуга обретает повышенную стабильность. Здесь не нужно газовых баллонов, но проволока стоит недешево.
При работе с разными металлами применяют разные газы — углекислый при сваривании железа, аргон с углекислотой — при сварке стали, аргон — для алюминия.
Подобные агрегаты отличает хорошая производительность, на выходе получаются качественные швы при соединении разных металлов. К недостаткам можно отнести разбрызгивание металлических частиц и значительный расход материалов.
Инверторы
 Аппараты этого типа еще называют импульсными. На сегодняшний день инверторы для сварки стали самыми распространенными ввиду своего небольшого веса, размеров и доступности. Если десять лет назад подобные устройства отличались дороговизной и ненадежностью, то сейчас производителями устранены эти недостатки.
Аппараты этого типа еще называют импульсными. На сегодняшний день инверторы для сварки стали самыми распространенными ввиду своего небольшого веса, размеров и доступности. Если десять лет назад подобные устройства отличались дороговизной и ненадежностью, то сейчас производителями устранены эти недостатки.
Использование такой технологии позволило уменьшить размеры трансформатора, повысить качественные свойства дуги, оптимизировать КПД, свести к минимуму разбрызгивание металла.
В состав входят:
- Силовой трансформатор.
- Блок электросхем.
- Дроссель-стабилизатор.
Аппараты для аргонодуговой сварки
Для работы используют специальные вольфрамовые электроды, в качестве защитного газа выступает гелий либо аргон. Устройство составлено из:
 источника, обеспечивающего беспрерывное получение тока;
источника, обеспечивающего беспрерывное получение тока;- приспособления для регулировки тока;
- набора горелок, используемых при разном уровне напряжения;
- управляющей схемы для координации сварочных циклов и защиты;
- стабилизирующего устройства для выпрямлений дуги.
Данные агрегаты используют для соединения цветных металлов.
Знание того, каким бывает сварочный аппарат, виды и типы, можно осуществить правильный выбор. Когда в автомастерских или на больших производствах потребуются профессиональные аппараты, то для домашнего мастера вполне хватит небольшого и недорогого устройства.
1. Физические основы сварки
Сварка — это технологический процесс получения неразъёмного соединения материалов за счёт образования атомной связи. Процесс создания сварного соединения протекает в две стадии.
На первой стадии необходимо сблизить поверхности свариваемых материалов на расстояние действия сил межатомного взаимодействия (около 3 А). Обычные металлы при комнатной температуре не соединяются при сжатии даже значительными усилиями. Соединению материалов мешает их твердость, при их сближении действительный контакт происходит лишь в немногих точках, как бы тщательно они не были обработаны. На процесс соединения сильно влияют загрязнения поверхности — окислы, жировые пленки и пр., а также слои абсорбированных примесных атомов. Ввиду указанных причин выполнить условие хорошего контакта в обычных условиях невозможно. Поэтому образование физического контакта между соединяемыми кромками по всей поверхности достигается либо за счёт расплавления материала, либо в результате пластических деформаций, возникающих в результате прикладываемого давления. На второй стадии осуществляется электронное взаимодействие между атомами соединяемых поверхностей. В результате поверхность раздела между деталями исчезает и образуется либо атомная металлическая связи (свариваются металлы), либо ковалентная или ионная связи (при сварке диэлектриков или полупроводников). Исходя из физической сущности процесса образования сварного соединения различают три класса сварки: сварка плавлением, сварка давлением и термомеханическая сварка (рис. 1.25).
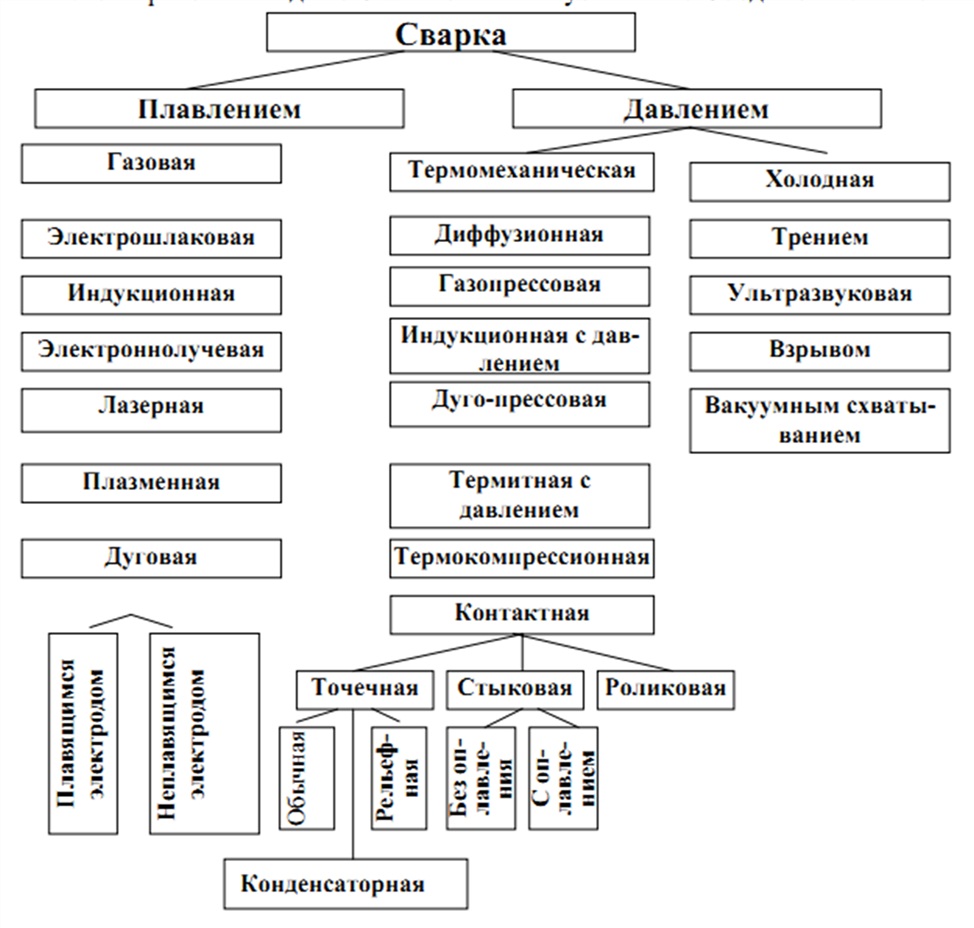
Рис. 1.25. Классификация видов сварки
К сварке плавлением относятся виды сварки, осуществляемой плавлением без приложенного давления. Основными источниками теплоты при сварке плавлением являются сварочная дуга, газовое пламя, лучевые источники энергии и «джоулево тепло». В этом случае расплавы соединяемых металлов объединяются в общую сварочную ванну, а при охлаждении происходит кристаллизация расплава в литой сварочный шов.
При термомеханической сварке используется тепловая энергия и давление. Объединение соединяемых частей в монолитное целое осуществляется за счет приложения механических нагрузок, а подогрев заготовок обеспечивает нужную пластичность материала.
К сварке давлением относятся операции, осуществляемые при приложении механической энергии в виде давления. В результате металл деформируется и начинает течь, подобно жидкости. Металл перемещается вдоль поверхности раздела, унося с собой загрязненный слой. Таким образом, в непосредственное соприкосновение вступают свежие слои материала, которые и вступают в химическое взаимодействие.
2. Основные виды сварки
Ручная электродуговая сварка. Электрическая дуговая сварка в настоящее время является важнейшим видом сварки металлов. Источником тепла в данном случае служит электрическая дуга между двумя электродами, одним из которых является свариваемые заготовки. Электрическая дуга является мощным разрядом в газовой среде.
Процесс зажигания дуги состоит из трех стадий: короткое замыкание электрода на заготовку, отвод электрода на 3-5 мм и возникновение устойчивого дугового разряда. Короткое замыкание производится с целью разогрева электрода (катода) до температуры интенсивной экзо- эмиссии электронов.
На второй стадии эмитированные электродом электроны ускоряются в электрическом поле и вызывают ионизацию газового промежутка «катод-анод», что приводит к возникновению устойчивого дугового разряда. Электрическая дуга является концентрированным источником тепла с температурой до 6000 оС. Сварочные токи достигают 2-3 кА при напряжении дуги (10-50) В. Наиболее часто применяется дуговая сварка покрытым электродом. Это ручная дуговая сварка электродом, покрытым соответствующим составом, имеющим следующее назначение:
1. Газовая и шлаковая защита расплава от окружающей атмосферы.
2. Легирование материала шва необходимыми элементами.
В состав покрытий входят вещества: шлакообразующие — для защиты расплава оболочкой (окислы, полевые шпаты, мрамор, мел); образующие газы СО2, СН4, ССl4; легирующие — для улучшения свойств шва (феррованадий, феррохром, ферротитан, алюминий и др.); раскислители — для устранения окислов железа (Ti, Mn, Al, Si и др.) Пример реакции раскисления : Fe2O3+Al = Al2O3+Fe.
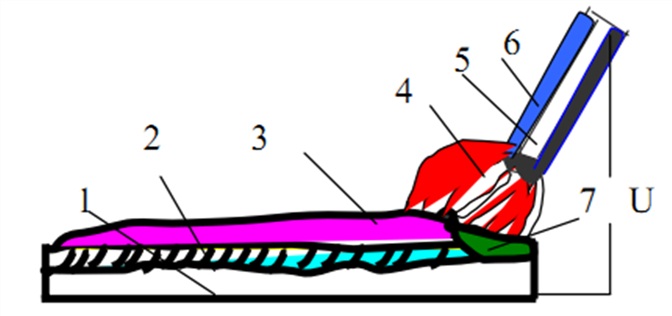
Рис. 1.26. Ручная сварка покрытым электродом: 1 — свариваемые детали, 2 — сварной шов, 3 — флюсовая корочка, 4 — газовая защита, 5 — электрод, 6 — покрытие электрода, 7 — сварная ванна
Рис. 1.26 иллюстрирует сварку покрытым электродом. По указанной выше схеме между деталями (1) и электродом (6) зажигается сварочная дуга. Обмазка (5) при расплавлении защищает сварочный шов от окисления, улучшает его свойства путем легирования. Под действием температуры дуги электрод и материал заготовки плавятся, образуя сварную ванну (7), которая в дальнейшем кристаллизуется в сварной шов (2), сверху последний покрывается флюсовой корочкой (3), предназначенной для защиты шва. Для получения качественного шва сварщик располагает электрод под углом (15-20)0 и перемещает его по мере расплавления вниз для сохранения постоянной длины дуги (3-5) мм и вдоль оси шва для заполнения разделки шва металлом. При этом обычно концом электрода совершают поперечные колебательные движения для получения валиков требуемой ширины.
Автоматическая сварка под флюсом.
Широко применяют автоматическую сварку плавящимся электродом под слоем флюса. Флюс насыпается на изделие слоем толщиной (50-60) мм, в результате чего дуга горит не в воздухе, а в газовом пузыре, находящемся под расплавленном при сварке флюсом и изолированным от непосредственного контакта с воздухом. Этого достаточно для устранения разбрызгивания жидкого металла и нарушения формы шва даже при больших токах. При сварке под слоем флюса обычно применяют силу тока до (1000-1200) А, что при открытой дуге невозможно. Таким образом, пари сварке под слоем флюса можно повысить сварочный ток в 4-8 раз по сравнению со сваркой открытой дугой, сохранив при этом хорошее качество сварки при высокой производительности. При сварке под флюсом металл шва образуется за счет расплавления основного металла (около2/3) и лишь примерно 1/3 за счет электродного металла. Дуга под слоем флюса более устойчива, чем при открытой дуге. Сварка под слоем флюса производится голой электродной проволокой, которая с катушки подается в зону горения дуги сварочной головкой автомата, перемещаемой вдоль шва. Впереди головки по трубе в разделку шва поступает зернистый флюс, который, расплавляясь в процессе сварки, равномерно покрывает шов, образуя твердую корочку шлака.
Таким образом, автоматическая сварка под слоем флюса отличается от ручной сварки по следующим показателям: стабильное качество шва, производительность в (4-8) раз больше, чем при ручной сварке, толщина слоя флюса — (50-60) мм, сила тока — (1000-1200) А, оптимальная длина дуги поддерживается автоматически, шов состоит на 2/3 из основного металла и на 1/3 дуга горит в газовом пузыре, что обеспечивает отличное качество сварки.
Электрошлаковая сварка.
Электрошлаковая сварка является принципиально новым видом процесса соединения металлов, изобретенном и разработанным в ИЭС им. Патона. Свариваемые детали покрываются шлаком, нагреваемом до температуры, превышающей температуру плавления основного металла и электродной проволоки.
На первой стадии процесс идет так же, как и при дуговой сварке под флюсом. После образования ванны из жидкого шлака горение дуги прекращается и оплавление кромок изделия происходит за счет тепла, выделяющегося при прохождении тока через расплав. Электрошлаковая сварка позволяет сваривать большие толщи металла за один проход, обеспечивает большую производительность, высокое качество шва.
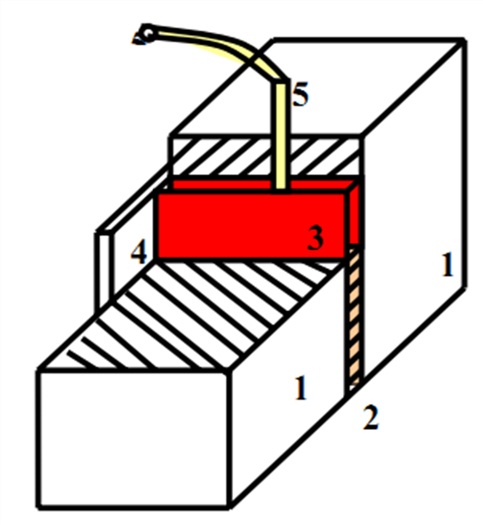
Рис. 1.27. Схема шлаковой сварки:
1 — свариваемые детали, 2 — сварной шов, 3 — расплавленный шлак, 4 — ползуны, 5 — электрод
Схема электрошлаковой сварки показана на рис. 1.27. Сварку ведут при вертикальном расположении деталей (1), кромки которых так же вертикальны или имеют наклон не более 30 o к вертикали. Между свариваемыми деталями устанавливают небольшой зазор, куда насыпают порошок шлака. В начальный момент зажигается дуга между электродом (5) и металлической планкой, устанавливаемой снизу. Дуга расплавляет флюс, который заполняет пространство между кромками свариваемых деталей и медными формующими ползунами (4), охлаждаемыми водой. Таким образом, из расплавленного флюса возникает шлаковая ванна (3), после чего дуга шунтируется расплавленным шлаком и гаснет. В этот момент электродуговая плавка переходит в электрошлаковый процесс. При прохождении тока через расплавленный шлак выделяется джоулево тепло. Шлаковая ванна нагревается до температур (1600-1700) 0С, превышающих температуру плавления основного и электродного металлов. Шлак расплавляет кромки свариваемых деталей и погруженный в шлаковую ванну электрод. Расплавленный металл стекает на дно шлаковой ванны, где и образует сварочную ванну. Шлаковая ванна надежно защищает сварочную ванну от окружающей атмосферы. После удаления источника тепла, металл сварочной ванны кристаллизуется. Сформированный шов покрыт шлаковой коркой, толщина которой достигает 2 мм.
Повышению качества шва при электрошлаковой сварке способствует ряд процессов. В заключение отметим основные преимущества электрошлаковой сварки.
— Газовые пузыри, шлак и легкие примеси удаляются из зоны сварки по причине вертикального расположения сварного устройства.
— Большая плотность сварного шва.
— Сварной шов менее подвержен трещинообразованию.
— Производительность электрошлаковой сварки при больших толщинах материалов почти в 20 раз превышает аналогичный показатель автоматической сварки под флюсом.
— Можно получать швы сложной конфигурации.
— Этот вид сварки наиболее эффективен при соединении крупногабаритных деталей типа корпусов кораблей, мостов, прокатных станов и пр.
Электронно-лучевая сварка.
Источником тепла является мощный пучок электронов с энергией в десятки килоэлектронвольт. Быстрые электроны, внедряясь в заготовку, передают свою энергию электронам и атомам вещества, вызывая интенсивный разогрев свариваемого материала до температуры плавления. Процесс сварки осуществляется в вакууме, что обеспечивает высокое качество шва. Ввиду того что электронный луч можно сфокусировать до очень малых размеров (менее микрона в диаметре), данная технология является монопольной при сварке микродеталей.
Плазменная сварка.
При плазменной сварке источником энергии для нагрева материала служит плазма — ионизованный газ. Наличие электрически заряженных частиц делает плазму чувствительной к воздействию электрических полей. В электрическом поле электроны и ионы ускоряются, то есть увеличивают свою энергию, а это эквивалентно нагреванию плазмы вплоть до 20-30 тыс. градусов. Для сварки используются дуговые и высокочастотные плазмотроны (см. рис. 1.17 — 1.19). Для сварки металлов, как правило используют плазмотроны прямого действия, а для сварки диэлектриков и полупроводников применяются плазмотроны косвенного действия. Высокочастотные плазмотроны (рис. 1.19) так же применяются для сварки. В камере плазмотрона газ разогревается вихревыми токами, создаваемыми высокочастотными токами индуктора. Здесь нет электродов, поэтому плазма отличается высокой чистотой. Факел такой плазмы может эффективно использоваться в сварочном производстве.
Диффузионная сварка.
Способ основан на взаимной диффузии атомов в поверхностных слоях контактирующих материалов при высоком вакууме. Высокая диффузионная способность атомов обеспечивается нагревом материала до температуры, близкой к температуре плавления. Отсутствие воздуха в камере предотвращает образование оксидной пленки, которая смогла бы препятствовать диффузии. Надежный контакт между свариваемыми поверхностями обеспечивается механической обработкой до высокого класса чистоты. Сжимающее усилие, необходимое для увеличения площади действительного контакта, составляет (10-20) МПа.
Технология диффузионной сварки состоит в следующем. Свариваемые заготовки помещают в вакуумную камеру и сдавливают небольшим усилием. Затем заготовки нагревают током и выдерживают некоторое время при заданной температуре. Диффузионную сварку применяют для соединения плохо совместимых материалов: сталь с чугуном, титаном, вольфрамом, керамикой и др.
Контактная электрическая сварка.
При электрической контактной сварке, или сварке сопротивлением, нагрев осуществляется пропусканием электрического тока достаточной иглы через место сварки. Детали, нагретые электрическим током до плавления или пластического состояния, механически сдавливают или осаживают, что обеспечивает химическое взаимодействие атомов металла. Таким образом, контактная сварка относится к группе сварки давлением. Контактная сварка является одним из высокопроизводительных способов сварки, она легко поддается автоматизации и механизации, вследствие чего широко применяется в машиностроении и строительстве. По форме выполняемых соединений различают три вида контактной сварки: стыковую, роликовую (шовную) и точечную.
Стыковая контактная сварка.
Это вид контактной сварки, при которой соединение свариваемых частей происходит по поверхности стыкуемых торцов. Детали зажимают в электродах-губках, затем прижимают друг к другу соединяемыми поверхностями и пропускают сварочный ток. Стыковой сваркой соединяют проволоку, стержни, трубы, полосы, рельсы, цепи и др. детали по всей площади их торцов. Существует два способа стыковой сварки:
— Сопротивлением: в стыке происходит пластическая деформация и соединение образуется без расплавления металла (температура стыков 0,8-0,9 от температуры плавления).
— Оплавлением: детали соприкасаются в начале по отдельным небольшим контактным точкам, через которые проходит ток высокой плотности, вызывающий оплавление деталей. В результате оплавления на торце образуется слой жидкого металла, который при осадке вместе с загрязнениями и окисными плёнками выдавливается из стыка.
Параметры машин для стыковой сварки


Отправить ответ