
Кинематическая схема токарного станка 1к62
Содержание:
04.11.2014 | Анализ кинематики токарно-винторезного станка 1К62
Станок 1К62 предназначен для выполнения всевозможных токарных работ и для нарезания метрических, дюймовых, модульных, питчевых и специальных резьб.
Техническая характеристика станка. Наибольший диаметр заготовки, устанавливаемой над станиной, 400 мм. Расстояние между центрами 710, 1000, 1400 мм (по выбору потребителя). Число скоростей шпинделя – 23. Пределы чисел оборотов шпинделя в минуту 12,5…2000. Пределы продольных подач 0,07…4,16 мм/об. Метрические резьбы: пределы шагов 1…192 мм; дюймовые 24…2 нитки на 1"; модульные 0,5…48 мм. Мощность двигателя 10 кВт. Габариты станка: длина 2520, 2820, 3210 мм (в зависимости от длины станины); ширина 1165 мм; высота 1325 мм. Общий вид станка показан на рисунке 1. 
Рисунок 1 – Общий вид станка
Основными узлами станка являются станина III, передняя бабка I, задняя бабка VI, коробка подач II, суппорт IV, фартук V. Станина III служит основанием для установки и закрепления на ней всех основных узлов станка. Ответственная часть станины – направляющие. По ним перемещаются каретка суппорта и задняя бабка. Станина устанавливается на две тумбы VII и VIII, к ним прикреплено корыто IX для сбора охлаждающей жидкости и стружки. В левой тумбе находится главный электродвигатель, а в правой части станины –электродвигатель ускоренных ходов суп порта. В передней бабке совмещается коробка скоростей станка со шпинделем. На передний конец шпинделя навертывается патрон или планшайба, а в коническое отверстие вставляется передний центр.
Задняя бабка служит для поддержания обрабатываемой заготовки при работе в центрах. При сверлении задняя бабка специальным прихватом соединяется с кареткой суппорта и получает от него механическую подачу. Сверло вставляется в пиноль вместо центра. Механизм подачи позволяет изменять величину подачи, т. е. скорость перемещения суппорта.
Суппорт предназначен для перемещения закрепленного в резцедержателе резца и состоит из каретки, перемещающейся по направляющим станины, поперечных и резцовых салазок, поворотной части. Резцовые салазки перемещаются по направляющим поворотной части, смонтированной в круговой направляющей поперечных салазок. Это позволяет резцовые салазки вместе с резцедержателем устанавливать под любым углом к оси станка при обтачивании конических поверх-ностей. В фартуке размещены механизмы и передачи, предназначенные для преобразования вращательного движения ходового валка и ходового винта в прямолинейно-поступательное движение каретки суппорта, продольных и поперечных салазок. Фартук жестко скреплен с кареткой суппорта.
Рассмотрим кинематическую схему станка, показанную на рисунке 2.
Кинематическая цепь главного движения. От электродвигателя N = 10 кВт; n=1450 об/мин через клиноременную передачу вращается вал I коробки скоростей. На валу I колеса z = 56 и z = 51 служат для прямого вращения шпинделя и z = 50 для обратного. Вращение этих колес осуществляется через двойную многодисковую фрикционную муфту МФ1. Вал II получает две скорости вращений, осуществляемые передаточными отношениями 56/34 и 51/39. При помощи тройного блока между валами II и III осуществляются три передаточных отношения: 29/47, 21/55 и 38/38; с вала III при помощи двойного блока z = 88 – z = 45 на вал VI передаются две скорости 22/88 и 45/45. При помощи следующего блока z = 22 – z = 45 между валами IV и V осуществляются передаточные отношения 22/88 и 45/45. Дальше вращение шпинделя осуществляется либо от вала V через передачу 27/54, либо непосредственно от вала III через передачу 65/43.
Пределы чисел оборотов шпинделя при прямом вращении определяются из уравнений:
nmin = 1450 • 142/254 • 0,985 • 51/39 • 21/55 • 22/88 • 22/88 • 27/54 = 12,5 об/мин,
nmax = 1450 • 142/254 • 0,985 • 56/34 • 38/38 • 65/43 = 2000 об/мин
В результате переключения блоков получаются 24 скорости, но в действительности число скоростей шпинделя 23, так как некоторые числа оборотов совпадают. Обратное (левое) вращение шпинделя осуществляется через передачи 50/24 и 36/38, а далее, как при правом вращении. 
Кинематическая цепь продольных подач суппорта. Продольное перемещение суппорта осуществляется следующим образом: от шпинделя через передачу 60/60, далее через реверс с колесами 42/42 или 28/56 либо 35/28•28/35 и через гитару сменных колес 42/95•95/50 вращается вал IX коробки подач. Подключив муфту, колесо МФ2 начинает вращать конус шестерен 26, 28, 32, 36, 40, 44, 48 и от него накидное колесо 36. Далее через передачу и включенную муфту МФ3 вращается двойной блок z = 18 – z = 28, осуществляющий отношения 18/45 и 28/35, затем через двойной блок 15/48 и 35/28 и через передачу 28/56 вращается ходовой вал, по которому вместе с фартуком перемещается колесо z = 27. Далее движение передается через передаточные отношения колес фартука 27/20 • 20/28 • 4/20 • 40/37 • 14/66 на реечное колесо z = 10 (модуль зацепления m = 3 мм). Колесо 10, находясь в зацеплении с рейкой, прикрепленной к станине, катится по ней и перемещает фартук с суппортом.
Включением муфт МФ8 или МФ9 колесо z = 14 вращается вправо или влево, меняя направление движения суппорта. Общее уравнение кинематической цепи продольных подач определяется исходя из расчетного периода одного оборота шпинделя: 
Пределы величин продольных подач при включении соответствующих блоков составляют 0,07…0,13; 0,14…0,26; 0,28…0,52; 0,57…1,04; 1,14…2,08; 2,28…4,16 мм/об. Последняя группа подач получается включением звена увеличения шага резьбы.
Кинематическая цепь поперечных подач суппорта. До червячной передачи фартука кинематическая цепь не отличается от предыдущей цепи. Далее через колеса 40/37 или 40/45•45/37 включением муфт МФ10 или МФ11 и через передачи 40/61•61/20 вращается винт поперечной подачи суппорта. Шаг резьбы винта 5 мм, резьба левая. Уравнение кинематической цепи аналогичное, как и для продольных подач. Величины подач в 2 раза меньше соответствующих величин продольных и составляют от 0,035 до 2,08 мм/об.
Ручное продольное перемещение суппорта. Маховиком на валу XIX через передачу вращается реечное колесо z = 10. За один оборот маховика суппорт переместится на величину
1 • 14/66 • ? • 10 • 3 = 20 мм
Кинематическая цепь для получения метрической резьбы. При нарезании резьбы для перемещения суппорта участвует ходовой винт с шагом 12 мм. Для этой цели блок колес z = 28 – z = 28 входит в зацепление с муфтой МФ5. Маточная гайка, замкнутая с винтом, перемещается вместе с фартуком и суппортом. Кинематическая цепь не отличается от цепи продольных подач, но передача фартука не участвует. Уравнение кинематической цепи в этом случае определяется исходя из следующего: за один оборот шпинделя суппорт с резцом должен пройти путь, равный шагу нарезаемой резьбы, и напишется в таком виде: 
где Тн.р. – шаг нарезаемой резьбы.
В этой цепи конус шестерен Б10 (26, 28, 32, 36, 40, 44, 48) является ведущим.
Не все колеса, находясь в зацеплении с накидным колесом z = 36, дают гостированные шаги, например для шага ТНш р = 1 мм участвует колесо конуса z = 32, что видно из уравнения кинематической цепи 
В коробке скоростей имеется звено увеличения шага резьбы. Для получения увеличенных шагов резьб необходимо двойной блок z = 60 – z = 45 вала VII переместить вправо до зацепления колеса z = 45 этого блока с колесом z = 45 вала III. Тогда число оборотов вала по отношению к шпинделю будет увеличено в 16 или в 4 раза, при этом шпиндель должен вращаться через передачу 27/54.
Тогда все остальные передачи и ходовой винт будут вращаться ускоренно в 32, в 8 или в 2 раза в зависимости от включения блоков z=88 – z=45 и z=22 – z=45 на валу IV. Наибольший шаг резьбы Тн.р. = 192 мм при передаточном отношении трензеля iTP = 28/56.
Кинематическая цепь для получения модульных резьб. Шаг модульной резьбы пропорционален ? – Тн.р. = ?•m (m – модуль зацепления в мм). Кинематическая цепь осуществляется аналогично цепи для метрической резьбы, но в гитаре сменных колес надо установить колеса 64/95 • 95/97.
Уравнение кинематической цепи напишется в таком виде: 
Для получения крупных модульных резьб применяют звено увеличения шага резьбы и mmах = 48 мм.
Кинематическая цепь для получения дюймовых и питчевых резьб. Дюймовая резьба характеризуется числом ниток на 1". Запись кинематической цепи производится так же, как и для метрической резьбы, но конус шестерен является ведомым, для чего муфта MФ2 отключается от колеса z = 35, а муфты MФ4 и MФ3 выклю-чены.
Общее уравнение кинематической цепи будет иметь вид: 
Пределы чисел ниток нарезаемой резьбы: UН.Р. =2…24 нитки на 1". Очень редко применяется питчевая резьба, которая характеризуется питчами. Величина питча р = 25,4/m. Кинематическая цепь аналогична, как и для дюймовой, но в гитаре сменных колес устанавливаются колеса 64/95 • 95/97. Пределы величин р: 7…96, а для меньших величин применяют звено увеличения шага резьбы.
Кинематическая цепь для нарезания особо точных резьб. Эти резьбы нарезают при помощи включения ходового винта, минуя коробку подач, сокращая этим кинематическую цепь. Для этого необходимо соединить ходовой винт с валом IX коробки подач включением муфт MФ2, MФ4, MФ5 и разъединением блока колес z=25 и z=36 от конуса в коробке подач.
Уравнение кинематической цепи в этом случае напишется так:
1 • 60/60 • 42/42 • x • 12 = Тн.р. ; отсюда х = Тн.р./12
где х – передаточное отношение сменных колес, состоящее из одной или двух пар.
Быстрое перемещение суппорта. Оно производится нажатием кнопки, встроенной в рукоятке управления, и осуществляется от электродвигателя ускоренного перемещения. Скорость перемещения суппорта в продольном направлении определяется из уравнения кинематической цепи 
а в поперечном = 1680 мм/мин.
 В прошедшем веке инженерами был сконструирован винторезный токарный станок, получивший название «1К62». Сначала его маркировали аббревиатурой ДИП. После появления новых обозначений, разработанных НИИ, устройство, обрабатывающее металл, стали называть токарно-винторезный станок 1К62.
В прошедшем веке инженерами был сконструирован винторезный токарный станок, получивший название «1К62». Сначала его маркировали аббревиатурой ДИП. После появления новых обозначений, разработанных НИИ, устройство, обрабатывающее металл, стали называть токарно-винторезный станок 1К62.
Основные преимущества
Сегодня токарный станок 1К62, технические характеристики которого остаются востребованными в самых разных областях промышленности, не утратил своей актуальности. Если внимательно изучить паспорт, становятся очевидными его основные положительные качества:
- Регулировка числа оборотов шпинделя;
- Подача заготовки отличается большим диапазоном;
- Кинематическая схема системы, отдельные конструктивные детали сделаны очень жесткими, имеют повышенную прочность;
- Если пользоваться резцами, оснащенными минералокерамикой или твердосплавными пластинами, аппарат способен резать заготовки практически из любого материала;
- Рама станка сделана с учетом вибрационных нагрузок, создаваемых мощным приводом. Вибрация полностью отсутствует;
- Устройство укомплектовано зубчатыми колесами, передающими движение механизму подач;
- Можно с высокой точностью обрабатывать детали, даже при сильных ударных нагрузках. Высокую точность обеспечивают специальные подшипники;
- Токарно-винторезный станок 1К62 оснащен специальным электродвигателем, мощностью 1Квт. От него зависит передвижение суппорта. Число оборотов выходного вал этого электродвигателя достигает 1410 оборотов в минуту.
- Чтобы можно было обрабатывать детали, имеющие форму полого конуса, предусмотрена возможность поперечного движения задней бабки.
- Электрическая схема оборудована особыми тепловыми реле, установлены плавкие вставки. Они защищают оборудование от возможного короткого замыкания, от больших перегрузок, которые могут возникнуть во время эксплуатации;
- Для надежной и безотказной работы в конструкцию шпиндельного узла включены сверхпрочные подшипники
Подача
 Токарно-винторезный станок 1К62 позволяет заниматься обработкой не очень длинных, но достаточно габаритных заготовок. Кинематическая схема станка 1К62 мало чем отличается от оборудования такого же типа. Роль привода играет асинхронный силовой двигатель короткозамкнутого типа способного развить мощность около 10 кВт. Чтобы проводить регулировку движения суппорта, управлять вращением шпинделя, установлены два отдельных рычага. Именно такая конструкция считается главной особенностью этого станка.
Токарно-винторезный станок 1К62 позволяет заниматься обработкой не очень длинных, но достаточно габаритных заготовок. Кинематическая схема станка 1К62 мало чем отличается от оборудования такого же типа. Роль привода играет асинхронный силовой двигатель короткозамкнутого типа способного развить мощность около 10 кВт. Чтобы проводить регулировку движения суппорта, управлять вращением шпинделя, установлены два отдельных рычага. Именно такая конструкция считается главной особенностью этого станка.
Для создания быстрого движения суппорта, устройство оснащено дополнительным асинхронным электродвигателем, мощностью не превышающей, 1 кВт. Система подачи и устройство токарного станка 1К62 имеет несколько кинематических схем:
- Винторезная;
- Поперечная обработка;
- Продольное отрезание;
- Быстрое движение суппорта.
После включения станка основной двигатель создает движение ведомого шкива. Затем через специальную систему блоков, большого количества установленных муфт, вращение шкива передается передней бабки, оснащенной шпинделем. Начинает вращаться вал трензеля, включается механизм подачи. Смазка подшипников качения может осуществляться несколькими способами:
Для этого конструкция станка оборудована специальным мощным масляным насосом. По специальной направляющей станине передвигается задняя бабка. Чтобы выдвижная пиноль начала двигаться, установлен маховик, оснащенный винтовой парой. Корпус задней бабки имеет возможность поперченного движения относительно плиты. Иногда в пиноль вставляют специальный инструмент, предназначенный для обработки различных отверстий.
Суппорт
В конструкцию входит несколько деталей:
- Салазки нижние;
- Поперечная каретка, оснащенная поворотной плитой.
Крепление плиты может происходить под нужным углом, относительно шпинделя.
Фартук
Его механизм находится внутри каретки суппорта. Через реечное колесо происходит передача суппорту нужного продольного движения. Специальный винт заставляет суппорт двигаться поперек.
Технические характеристики
 Высота заготовки (наибольшая) над суппортом — 224 мм ;
Высота заготовки (наибольшая) над суппортом — 224 мм ;- Максимальная высота обрабатываемой детали, закрепленной над станиной – 430 мм ;
- Наибольшая длина обрабатываемой заготовки — 750- 1500 мм ;
- Масса детали, зафиксированной в центрах, — 460- 900 кг ;
- Вес детали, установленная в шпинделе — 200 кг ;
- Число оборотов вращения шпинделя 2000- 2420 об/мин;
- Вес — 2520 кг ;
- Габариты — 2500х1200х1500 мм.
Параметры подачи суппорта
- Передвижение каретки: 640 – 1330 мм ;
- Поперечный ход —250 мм;
- Количество ступеней продольной подачи — 49 шт.;
- Скорость подачи. При быстром продольном движении – 3,4м/мин, поперечном — 1.7 м/мин;
- Число типоразмеров метрической резьбы – 44 шт.;
- Шаг резьбы —1 -192 мм ;
- Вес суппорта — 2,14 тонны.
Дополнительные приспособления
В качестве дополнительной опоры, позволяющей обрабатывать различны вращающиеся детали, токарно-винторезный станок 1К62 оснащен специальными люнетами. После их установки исключается прогиб детали во время ее обработки. Люнет для токарного станка 1К62 полностью ликвидирует появление вибрации. Конструкция люнетов имеет несколько видов:
 Каждый из таких люнетов отличается своими характеристиками. Неподвижная система обеспечивает поддержку очень длинных деталей. Такой люнет полностью исключает появление вибрации. Он крепится к станине, при помощи плиты, имеющей нижнюю фиксацию.
Каждый из таких люнетов отличается своими характеристиками. Неподвижная система обеспечивает поддержку очень длинных деталей. Такой люнет полностью исключает появление вибрации. Он крепится к станине, при помощи плиты, имеющей нижнюю фиксацию.
Подвижный люнет крепят к продольному суппорту. В результате он начинает двигаться согласно траектории движения токарного резца. Установленные подвижные элементы не позволяют возникнуть упругому зажиму особо длинных деталей небольшого диаметра из-за давления, которое создает токарный резец при обработке.
Как проводится ремонт 1К62
Надо сказать, что технические характеристики данного токарного станка отличаются хорошими показателями. Поэтому 1К62 руководство по эксплуатации гарантирует его стабильную работу очень долгое время. Но за устройством нужно следить и периодически проводить его обслуживание и ремонт. Для этого выполняется:
- Обкатка станка. Проверяются все подачи и скорости;
- Определяется точность станка;
- Очищаются направляющие.
Если имеет место частичная разборка, детали хорошо промывают и протирают. Ремонт токарного станка 1К62 помогает выявить негодные узлы и агрегаты. Если их нельзя восстановить устанавливают новые. Внешние нерабочие поверхности обычно красят яркой краской.
Заключение
Сегодня токарно-винторезный станок 1К62 подвергся значительной модернизации. Станок оснащен числовым программным управлением, работает в автоматическом режиме. Он, как и в прежние времена, остается востребованным на заводах и фабриках. Работать на нем удобно и очень просто.
Назначение токарно-винторезного станка 1К62 и общее устройство
Станок предназначен для выполнения разнообразных токарных работ и в том числе для нарезания различных резьб и используется главным образом в условиях единичного и мелкосерийного производства. Этот станок получил наибольшее распространение в промышленности. Станок удобен в обслуживании и надежен в эксплуатации.
Конструкция и характеристика работы основных узлов станка

Общий вид и компоновка станка 1К62 (рис. 1)
Основные узлы станка: станина 13, которая служит для соединения между собой всех узлов станка; передняя бабка 2, в которой помещены шпиндель 4 станка и коробка скоростей; суппорт 11, на котором закрепляется режущий инструмент; задняя бабка 15; коробка подач 3, передающая вращение ходовому валику 24 и ходовому винту 23; шкаф 20 с электрооборудованием станка; тумбы 22 и 29.
Станина станка 13 (см. рис. 1, а) опирается на левую 29 и правую 22 тумбы, с которыми она жестко скреплена. В левой тумбе помещен электродвигатель главного привода станка. В правой тумбе помещен насос, подающий охлаждающую жидкость по шлангу на режущий инструмент. Во внутреннюю полость тумбы жидкость стекает из корыта 27. Наиболее точное положение подвижных узлов станка обеспечивается комбинированными направляющими станины — призматической а и плоской б (рис. 1, б).
Передняя бабка 2 закреплена болтами на левой стороне станины. Во внутренней части бабки помещены шпиндель 4 и коробка скоростей, сверху закрытая крышкой.
Через сквозное отверстие шпинделя 4 при необходимости можно пропускать обрабатываемый на станке пруток, а в коническое гнездо шпинделя устанавливать передний центр. На правом выступающем конце шпинделя имеются центрирующий поясок, буртик и резьба для точной центровки и крепления планшайбы с патроном 5, в кулачки которого устанавливают обрабатываемые заготовки.
Суппорт 11 предназначен для перемещения закрепленных на нем режущих инструментов и состоит из следующих основных частей: каретки 6, фартука 25, поперечных салазок 7, средней поворотной части 8, верхних салазок 10 и четырехместного резцедержателя 9 для установки и закрепления режущих инструментов.
Каретка 6 перемещается в продольном направлении по призматической а и плоской б направляющим (рис. 1, б). Планки 1 и 2 каретки скользят по нижним направляющим г и в. Перемещение каретки вручную в продольном направлении осуществляется вращением маховика 26 (рис. 1, а).
Фартук 25 жестко закреплен на каретке 6. В нем помещены механизмы, преобразующие вращательное движение ходового валика 24 и винта 23 в поступательное движение суппорта.
Для устранения люфта в винтовой передаче гайка винта состоит из двух частей, которые разводятся клином. Средняя часть 8 вместе с имеющимися на ней направляющими верхних салазок 10, которая может быть повернута относительно оси станка на угол и закреплена на поперечных салазках 7, предназначена для обработки конических поверхностей изделий.
Верхние салазки 10 предназначены для перемещения резца вручную при вращении рукоятки 12. Точный отсчет величины перемещения суппорта вручную производится по лимбам с ценой деления 0,05 мм
Коробка подач 3 служит для передачи вращения ходовому валику 24 либо ходовому винту 23. Коробка подач связана со шпинделем станка передачей, в которую входит и гитара сменных колес, расположенная под щитком 1.
Задняя бабка 15 предназначена для поддержки задним центром обрабатываемых заготовок или для установки и перемещения осевых инструментов. Основные части задней бабки: плита 17, корпус 16, пиноль 14, прижимная планка 1 (рис. 1, в).
Задняя бабка перемещается по призматической а и плоской б направляющим (рис. 1, в) станины станка. Перемещение производится либо вручную, либо с помощью суппорта — в случае соединения с ним задней бабки замком (рис. 1, г). Замок состоит из планки 2, прикрепленной к поперечным салазкам 1, суппорта и планки 4, соединенной с плитой 3 задней бабки. Подводя суппорт к задней бабке и перемещая салазки 1 в поперечном направлении, заводят выступ планки 2 за выступ планки 4. При этом задняя бабка соединяется с суппортом и вместе с ним будет перемещаться в продольном направлении от механизма подач.
Для того чтобы вершина заднего центра была точно расположена на оси станка, корпус 16 (рис. 1, а) перемещают в поперечном направлении относительно плиты 17. Для обработки конических поверхностей деталей задний центр смещают винтом 19 от оси станка в направлении «на себя» или «от себя». Пиноль 14 имеет коническое отверстие для установки заднего центра или осевых инструментов.
Электрооборудование станка расположено в шкафу 20. На передней стенке шкафа помещена панель 18 с амперметром, указывающим ток главного электродвигателя станка, и переключателями, включающими станок в электрическую сеть, освещение станка и электродвигатель насоса, подающего охлаждающую жидкость.
Под крышкой 21 расположен электродвигатель ускоренного перемещения суппорта.
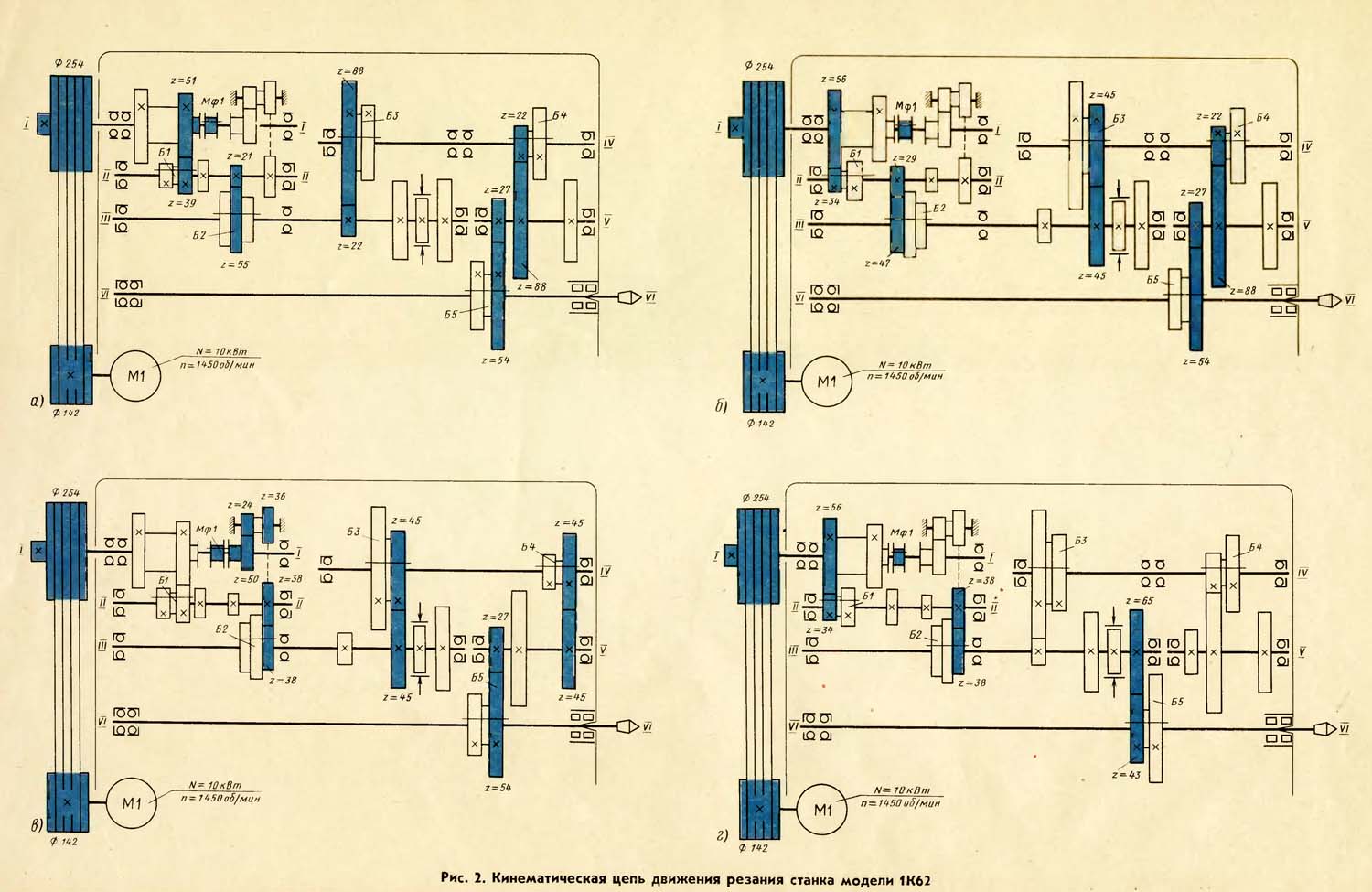
Кинематическая цепь движения резания токарно-карусельного станка 1К62 (рис. 2)
Движения в станке: основные — главное движение, продольные и поперечные подачи суппорта; вспомогательные — быстрые перемещения суппорта, задней бабки и пиноли вручную.
Кинематическая цепь привода главного движения. Эта цепь обеспечивает передачу вращения от электродвигателя M1 шпинделю VI с возможностью включения разных частот его вращения (рис. 2). Шпиндель станка может иметь правое и левое направление вращения. При правом направлении вращения шпинделя уравнение баланса кинематической цепи привода главного движения запишется так (муфта Мф1 включена влево) (рис. 2, а):
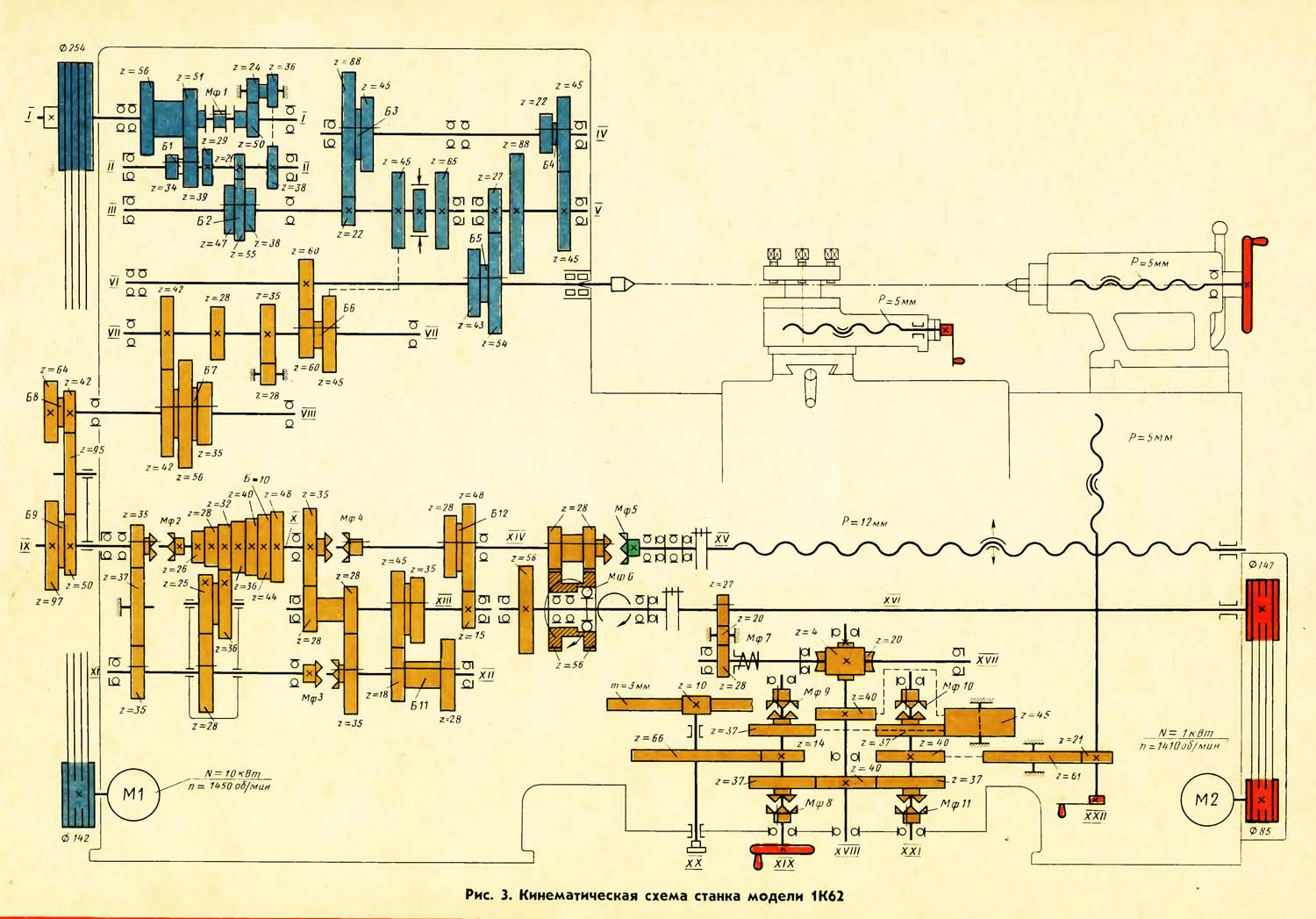
Кинематическая схема токарного станка 1к62 (рис. 3)
Трофимов А.М. Металлорежущие станки. Альбом кинематических схем


Отправить ответ