
Классификация электродов для сварки и наплавки
Содержание:
Классификация и условное обозначение по ГОСТ 9466-75 "Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия" и ГОСТ 10051-75 "Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы"
Условное обозначение электродов для наплавки
ГОСТ 10051-75 определяет типы металлических покрытых электродов для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Стандарт определяет 44 типа наплавочных электродов, не распространяется на электроды для наплавки слоев из цветных металлов и сплавов.
Условное обозначение типа электрода состоит из индексов:
- Э — электроды для ручной дуговой сварки и наплавки;
- буквенных обозначений химических элементов и средней массовой доли элемента в наплавленном металле (в процентах; первая цифра указывает на среднюю массовую долю углерода в наплавленном металле в сотых долях процента).
Полное обозначение включает:
- тип;
- марку электрода;
- диаметр электрода, мм;
- обозначение назначения электродов;
- обозначение толщины покрытия;
- группу индексов, указывающих характеристики наплавленного металла;
- обозначение вида покрытия электрода;
- обозначение допустимых пространственных положений сварки и наплавки;
- обозначение рода применяемого при сварке или наплавке тока, полярности постоянного тока и номинального напряжения холостого ходаисточника питания сварочной дуги переменного тока частотой 50 Гц;
- обозначение стандартов 9466-75 и 10051-75
Пример условного обозначения электродов для наплавки
Электроды типа Э-11Г3 по ГОСТ 10051, марки ОЗН-300У, диаметром 4,0 мм, для наплавки слоев с особыми свойствами (Н), с толстым покрытием (Д), обеспечивающие среднюю твердость наплавленного металла 300 HB ( HRC Э 33;
300 HV : 300/33) без термической обработки после наплавки (1), с основным покрытием (Б), для наплавки в нижнем положении (4) на постоянном токе обратной полярности (0)
| E —300/33—1—Б40 |
где (расшифровка обозначения):
| Расшифровка | См. | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Э-11Г3 | тип электродов по ГОСТ 10051-75 * | ОЗН-300У | марка наплавочных электродов | 4,0 | диаметр электрода, мм | Н | электроды для наплавки | Д | покрытие толстое | Е | индекс — электрод покрытый для ручной дуговой сварки |
| 300/33 | средняя твердость наплавленного металла по Виккерсу |
300 HV , по Роквеллу HRC Э 33

1 — Типы электродов для наплавки
2 — Марка электродов (подразделение электродов на марки — по стандартам или техническим условиям)
3 — Диаметр электрода, мм
4 — Индекс подразделения электродов по назначению
5 — Индекс обозначения толщины покрытия электродов
6 — Индекс средней твердости наплавленного металла
7 — Индекс условия обеспечения твердости наплавленного металла
8 — Индекс вида покрытия электродов
9 — Индекс допустимых пространственных положений сварки или наплавки
10 — Индекс рода применяемого тока, полярности постоянного тока и номинального напряжения холостого хода источника питания сварочной дуги переменного тока частотой 50 Гц
11, 12 — Обозначение стандартов на классификацию, на типы электродов
Чтобы повысить качество обработки металлов и сплавов, рекомендуется подбирать соответствующие электроды для сварки, обеспечивающие оптимальные условия проведения работ.
А для того, чтобы не допустить ошибку при выборе расходника, следует иметь чёткое представление о существующих типах электродов, порядке их маркировки, а также о возможностях применения.
Назначение
Электроды применяют в электродуговой сварке. Благодаря им образуется электрическая разрядная дуга, расплавляющая металл. От качества электродов во многом зависит стабильность дуги, а их состав влияет на прочность и другие важные характеристики шва.

Как обычные, так и универсальные электроды, относящиеся к категории самых лучших образцов, должны быть способны:
- поддерживать стабильную дугу при сварке;
- обеспечивать получение сварочного шва требуемого химического состава;
- равномерно расплавляться (это относится к стержню и покрытию);
- создавать условия для снижения уровня разбрызгивания металла и повышения эффективности сварочных работ;
- обеспечивать лёгкость отделения шлака и гарантированную прочность соединений;
- сохранять в процессе сварки степень токсичности на допустимом уровне.
Для того чтобы правильно выбрать подходящий для каждого конкретного случая электрод, сварщик должен быть знаком с их классификацией, производимой в соответствии с назначением, химическим составом покрытия и способом изготовления.
Классификация
 Все известные типы электродов делятся на изделия, предназначенные для сварки различных марок сталей, чугунных заготовок или цветных металлов и сплавов.
Все известные типы электродов делятся на изделия, предназначенные для сварки различных марок сталей, чугунных заготовок или цветных металлов и сплавов.
Такое деление предполагает учёт не только токовых режимов, но и видов оборудования, посредством которого предполагается варить заготовки. Выделяется также особая категория электродов, применяемых для так называемой «наплавки» металлов.
В зависимости от назначения происходит деление по технологическим особенностям ручных операций. Сварка производится в определённых позициях, с различной степенью проплавления и расположением относительно сварочной ванны.
В соответствии с толщиной покрытия все электроды для ручной сварки подразделяются на изделия тонкие (М), среднего размера (С) и толстые (Д).
А по типу обмазки все они делятся на стержни с кислым (А), так называемым «основным» (Б), рутиловым (Р), целлюлозным (Ц) и комбинированным покрытиями. Последнее имеет двойное обозначение; для всех же остальных случаев предусматривается специальное обозначение «П» (прочие).
Покрытие может содержать примеси, улучшающие качество шва при работе с определенным материалом. Так, сварка рутиловыми электродами помогает создать шов, устойчивый к образованию трещин. Зачастую ими варят низколегированные стали.
Помимо этого, все электроды классифицируются по виду и полярности питающего тока, а также по величине действующего в сети напряжения.
Зависимость длины стержня от его диаметра можно отследить по таблице.

При желании можно сделать стержни для сварки своими руками. Для этого используют отрезки стальной проволоки 1,6…6 мм. Длину каждого отрезка берут приблизительно 35 см.
В качестве обмазки выступает смесь силикатного клея и мела. Но сегодня при обилии продукции лучше приобрести готовые изделия, что сэкономит нервы при сварке и обеспечит надежное соединение.
Состав и характеристики
Электрод по свой сути – это проволока, проводящая электрический ток, или стержень с химическими параметрами, определяющими его свойства. Некоторые типы электродов для сварки состоят из одного металлического стержня (без покрытия), поэтому их принято называть «непокрытыми».
В тех случаях, когда на стержень наносится особый состав, используемый с целью улучшения показателей сварки, он классифицируется как «покрытый».
Плавящиеся и неплавящиеся
Плавящийся металлический стержень в составе сварочного электрода выполняет функцию материала, образующего шов, и изготавливается обычно из стального или медного прутка. В последнем случае их так и называют – медные электроды.
Неплавящиеся изделия для сварки производят на основе порошкообразных и твёрдых веществ (угля, вольфрама). Они предназначаются для повышения качества сцепления свариваемых частей. Соединение образуется без участия стержневого металла, а сам электрод используется как присадочная проволока (пруток).
Исходным веществом для производства таких электродов является особый вид угля (аморфный), изготавливаемый в виде удлинённых стержней овального сечения.
Такие угольные изделия используются с целью получения аккуратных и красивых сварных швов, а также для резки очень толстых металлических заготовок в воздушно-дуговом режиме.
Проверка на соответствие характеристик сварочных электродов действующим нормативам осуществляется специальной комиссией, по результатам работы которой составляется акт на проверку технологических параметров.
| Тип и марка |
ТУ, ГОСТ |
Вид | Назначение и область применения электродов | Механические свойства электродов | Род тока электродов | Пространственные положения сварки | ||
|---|---|---|---|---|---|---|---|---|
| врем. сопр. раз. | отн. удл. | уд. вяз. | ||||||
| Э-46 МР-3 |
ТУ 14-4-1853-2001 ГОСТ 9466-75 ГОСТ 9467 75 |
P | Электроды для сварки ответственных конструкций из углеродистой стали с временным сопротивлением разрыву до 490 Н/мм 2 и содержанием углерода до 0,25 % |
450Н/мм 2 | 18% | 79 Дж/см 2 | Переменный или постоянный обратной полярности |
Любое, кроме вертикального сверху вниз |
| Э-46 МР-ЗМ |
ТУ 14-4 1863-2001 ГОСТ 9466-75 ГОСТ 9467-75 |
АР | Электроды для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 490 Н/мм 2 |
450 Н/мм 2 | 18% | 78 Дж/см 2 | Переменный или постоянный обратной полярности |
Любое, кроме вертикального сверху вниз |
| Э-50А УОНИ 13/55 |
ТУ 144 1856-2001 ГОСТ 9466-75 ГОСТ 9467 75 |
Б | Электроды для сварки особо ответственных конструкций из углеродистых и низколегированных сталей работающих при пониженных температурах, когда к металлу шва предъявляются повышенные требования по пластичности и ударной вязкости |
490 Н/мм 2 , Угол загиба сварного соединения 150 ° | 20% | 128 Дж/см 2 | Постоянный обратной полярности |
Любое кроме вертикального сверху вниз |
| Э-42А УОНИ 13/45 |
ТУ 14-4 1855-2001 ГОСТ 9467-75 ГОСТ 9466-75 |
Б | Электроды для сварки особо ответственных конструкций из углеродистых и низколегированных сталей работающих при пониженных температурах, когда к металлу шва предъявляются повышенные требования по пластичности и ударной вязкости |
410 Н/мм 2 , Угол загиба сварного соединения 180 ° | 22% | 147 Дж/см 2 | Постоянный обратной полярности |
Любое, кроме вертикального сверху вниз |
| Э-46 АНО-4 |
ТУ 14-178-427-2002 ГОСТ 9467-75 ГОСТ 9466-75 |
Р | Сварочные электроды для сварки конструкций из углеродистых марок сталей по ГОСТ 380 и ГОСТ 1050 во всех пространственных положениях, кроме способа «сверху-вниз» |
460 Н/мм 2 , Угол загиба сварного соединения 180 ° | 22% | 98 Дж/см 2 | Переменный или постоянный любой полярности |
Любое, кроме вертикального сверху вниз |
| Э-46 АНО-4И |
ТУ 14-355-99 ГОСТ 9467-75 ГОСТ 9466-75 |
АР | Электроды для сварки конструкций из низкоуглеродистых марок сталей во всех пространственных положениях, кроме способа «сверху-вниз» |
450 Н/мм 2 , Угол загиба сварного соединения 180 ° | 22% | 80 Дж/см 2 | Переменный или постоянный любой полярности |
Любое, кроме вертикального сверху вниз |
| Э-07Х20Н9 ОЗЛ-8 |
ТУ 14-4 1857-2001 ГОСТ 9466-75 ГОСТ 1 0052-75 |
Б | Электроды для сварки коррозионностойких хромоникелевых сталей (08X18Н10, 12Х18Н9, 08Х18Н10Т), когда не предъявляются жесткие требования стойкости межкристаллитной коррозии |
539 Н/мм 2 , Угол загиба сварного соединения 160 ° | 30% | 98 Дж/см 2 | Постоянный обратной полярности |
Любое, кроме вертикального сверху вниз |
| Э-10Х25 Н13Г2 ОЗЛ-6 |
ТУ14-4-1866-2002 ГОСТ 9466-75 ГОа 10052-75 | Б | Электроды для сварки ответственного оборудования из литья проката жаростойких сталей 20Х23Н13 20Х23Н18, работающих в окислительных средах до 1000 °C, сварка хромистых сталей 15Х25Т и сталей 25Х 25Н202, сварка углеродистых и низколегированных сталей с высоколегированными аустенитными сталями |
539 Н/мм 2 | 25% | 88 Дж/см 2 | Постоянный обратной полярности |
Любое, кроме вертикального сверху вниз |
| Э-08Х19 Н10Г2Б ЦТ-15 |
ТУ14-4-1887-2002 ГОСТ 9466-75 ГОСТ 10052-75 | Б | Электроды для сварки ответственных узлов из высоколегированных жаропрочных и жаростойких аустенитных сталей Х18Н9Т-Л, Х20Н12Т-Л, Х16Н13Б, 12Х18Н9Т, 12Х18Н12Т, работающих в окислительных средах при570-650 °C, когда к металлу шва предъявляются требования стойкости против межкристаллитной коррозии |
539 Н/мм 2 | 24% | 78 Дж/см 2 | Постоянный обратной полярности |
Любое, кроме вертикального сверху вниз |
| Э-08Х20 Н9Г2Б ЦЛ-11 |
ТУ 1273-021- 00187240 ГОСТ 9466-75 ГОСТ 10052-75 |
Б | Электроды для ручной дуговой сварки изделий из коррозиенностойких хромоникелевых сталей марок 12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т, 08Х18Н12Б и им подобных, когда к металлу шва предъявляют жёсткие требования стойкости к межкристаллитной коррозии |
539 Н/мм 2 , Угол загиба сварного соединения 150 ° | 22% | 78 Дж/см 2 | Сварка на постоянном токе обратной полярности |
Во всех пространственных положениях, кроме вертикального сверху вниз |
| ЭА-395/9 | ТУ 1273-023- 00187240 ГОСТ 9466-75 |
Б | Электроды для ручной дуговой сварки ответственных конструкций из легированных сталей повышенной и высокой прочности в термически упрочненном состоянии без последующей после сварки термической обработки, в т.ч. сталей типа АК, а также для сварки улеродистых низколегированных сталей с аустенитными сталями |
608 Н/мм 2 | 30% | 117 Дж/см 2 | Сварка на постоянном токе обратной полярности |
Во всех пространственных положениях, кроме вертикального сверху вниз |
Для точечной сварки
Особо надо отметить оборудование для точечной сварки, специфика которой состоит в необходимости сохранения формы в зоне контакта, а также в обеспечении требуемого показателя электропроводности.
Для этих целей используются сварочные аппараты без электродов, функцию которых выполняют специальные контактные наконечники из меди. Такие наконечники могут быть изготовлены самостоятельно, для чего допускается применять отработанные жало от паяльников большой мощности.
Для лучшего понимания отличий между теми или иными типами покрытых электродов сначала придётся ознакомиться с правилами их маркировки, регламентируемыми действующим ГОСТом.
Правила маркировки
 Маркировка всех известных видов рабочих электродов для сварки осуществляется по определенной схеме, приведенной на картинке.
Маркировка всех известных видов рабочих электродов для сварки осуществляется по определенной схеме, приведенной на картинке.
В этой системе обозначения первая позиция соответствует типу электрода, следующая за ней цифра означает марку электрода, а на третьем месте располагается такой важный показатель, как его диаметр.
Четвёртое место в маркировке занимает обозначение, характеризующее назначение электрода, а на пятом указывается толщина его покрытия. На шестой позиции расположен информационный индекс, характеризующий образуемый при сварке шов или наплавляемый металл, в то время как на седьмом месте указывается вид используемого покрытия.
8-е и 9-е места занимают соответственно вид пространственного расположения, допустимый при работе с этим электродом и питающие характеристики, на которые он рассчитан (виды тока и напряжения).
Чтобы стало понятно, надо рассмотреть конкретный пример.

В данном примере в состав обозначения включена маркировка типа электродного стержня (Э46А), которую следует рассмотреть более подробно. «Э» означает, что этот электрод, предназначается только для электродуговой сварки, а 46 – это показатель сопротивления разрыву (согласно ГОСТ 9467-75).
Индекс «А» указывает на то, что этот электрод усовершенствованного класса, а следующий за обозначением типа изделия знак «У» говорит о том, что он может применяться для работы с углеродистыми и низколегированными сталями. Д2 – это рабочая толщина покрытия, соответствующая второй группе.
Цифры в знаменателе означают следующее. 432 (5) являются параметрами типового шовного (наплавленного) металлического соединения, получаемого после расплавления электрода. «Б» говорит о типе покрытия, в данном случае – основное. 1 – это обозначение пространственного положения электрода во время сварки, а 0 – показатель токового режима (постоянный, обратной полярности).
Предусмотрена отдельная буквенная маркировка для односоставного и комбинированного покрытия.
| Тип покрытия | Маркировка по ГОСТ 9466-75 | Международная маркировка по ISO | Маркировка по старому ГОСТ 9467-60 |
| кислое | А | А | Р (руднокислое) |
| основное | Б | В | Ф (фтористокальциевое) |
| рутиловое | P | R | Т (рутиловое (титановое)) |
| целлюлозное | Ц | С | О (органическое) |
| смешанные типы покрытия | |||
| кислорутиловое | АР | AR | |
| рутилово-основное | РБ | RC | |
| смешанные прочие | П | S | |
| рутиловые с железным порошком | РЖ | RR | |
Прокалка (сушка)
Если электроды хранились не в герметичной упаковке и могли отсыреть, то их советуют прокалить. Надо отметить, что прокалка электродов непосредственно перед применением относится к ответственным процедурам, обеспечивающим загорание дуги.
 При этом специалисты не рекомендуют слишком увлекаться ею, поскольку чрезмерный и частый нагрев стержня может привести к повреждению специального покрытия.
При этом специалисты не рекомендуют слишком увлекаться ею, поскольку чрезмерный и частый нагрев стержня может привести к повреждению специального покрытия.
Желательно точно просчитать требуемое количество изделий и просушить с таким расчётом, чтобы по завершении работ их не осталось совсем или оставалось по минимуму.
При следующем обращении к сварочным операциям просушенные ранее электроды должны быть отработаны в первую очередь.
Прокаливание необходимо ещё и для того, чтобы несколько поднять температуру расходного материала непосредственно перед его использованием для сварки труб, например. Немногие образцы изделий способны сразу обеспечить требуемый рабочий режим по причине слишком большого перепада температур в зоне сварки.
Дополнительный прогрев стержней также обеспечивает герметичность соединения, образующегося при так называемой «сварке под давлением». Однако при этом необходим постепенный их нагрев, позволяющий выпарить скопившуюся влагу во избежание появления известкового налёта.
Вопрос прокалки тесно связан с предельным временем и условиями хранения. Согласно действующим нормативам срок годности этих изделий составляет примерно пять лет. Но, по мнению ряда специалистов, они могут эксплуатироваться ещё какое-то время по окончании гарантийного срока.
Как научиться варить
Чтобы научиться обращаться с электродами с нуля, надо постоянно практиковаться в сварке. Процесс несложный, но требующий ловкости. Желательно посмотреть, как это делает специалист, не забыв применить защитные очки.
Надо так взяться за держатель, чтобы обеспечить хороший обзор рабочего места. После этого стержень наклоняется под углом 30 градусов к плоскости детали, а затем делается чиркающее движение об неё, после которого должна зажечься дуга. Сразу вслед за этим электрод максимально приближается к заготовке, так, чтобы обмазочное покрытие коснулось свариваемой поверхности.
Далее, следует дождаться появления в зоне сварки красного пятна, которое образуется в результате расплавления обмазки (флюса). Через какое-то время (примерно через 2-3 секунды) в центре красного образования начнёт проявляться оранжевое пятнышко с большей яркостью и постоянно дрожащей по краям мелкой рябью.
В этой точке расплавленный металл формируется в каплю, дрожащую из-за воздействия электрического тока и высоких температур. Специалисты называют эту каплю сварочной ванной, то есть местом, где плавится металл и образуется шов.
После появления ванны останется лишь плавно сдвигать эту зону по направлению предполагаемого соединения. Так постепенно образуется шов. Умение варить открывает широкие возможности для строительства и творчества. Ведь сварка помогает создавать оригинальные и прочные конструкции.
Под электродом в сварке подразумевается металлический или неметаллический стержень, созданный из электропроводящих материалов, производящий подвод тока к свариваемому металлу. Без данного изделия проведение сварочных работ невозможно. Современная классификация электродов помогает разобраться, где какие использовать. Сегодня выделяют разные виды электродов для сварки, в зависимости от особенностей их параметров.

Электроды для сварки 
Изделия, предназначенные для сварки, изготавливаются из материалов, проводящих электрический ток. Благодаря его подводу к месту сварки, обеспечивается расплавка материалов с последующим образованием сварочного шва. Изделие состоит из проволоки, являющейся его основой, и специального покрытия.
Покрытие является важной составной частью изделия и обеспечивает ряд функций, выполнение которых необходимо для процесса сварки. Длина стержней варьируется от двухсот пятидесяти до семисот миллиметров. Они крепятся в специальном держателе, поэтому последние двадцать-тридцать миллиметров стержня не имеют покрытия.
Вне зависимости от того, какие бывают электроды для сварки, все они должны обеспечивать:
- стабильное горение дуги с равномерной плавкой металла и его переносом в сварочную ванну;
- защиту металла от кислорода;
- образование шва с оптимальными химическими характеристиками и механическими свойствами;
- высокую производительность сварки;
- минимальные потери, связанные с разбрызгиванием, угаром;
- минимальную токсичность выделяемых в процессе сварки газов.
Подобные свойства обеспечиваются покрытием стержней. Важную роль в этом играет их состав. Узнать о свойствах конкретного стержня, его химических, физических и других характеристиках можно по маркировке.
Особенности маркировки изделий
Стержни различаются по своему предназначению, диаметру, типу. Классификация электродов подразумевает их разделение в соответствии с определенными свойствами и обозначение конкретных видов при помощи букв и цифр. Каждый вид имеет свою маркировку, с помощью которой можно узнать о его особенностях.
В маркировке указывается тип изделия, его размеры, марка, особенности покрытия и другие важные параметры.»
В качестве примера для наглядной расшифровки можно взять следующую маркировку «Э46-АНО-21-2,5-У Д Е 43 0/3/ -P-11» под которой распространяются стержни «АНО-21». Она расшифровывается следующим образом:
- «Э46» — тип изделия;
- «АНО-21» — его марка;
- «2,5» — показатель диаметра стержня (в данном случае 2,5 миллиметров);
- «У» — назначение изделия (стержни с индексом «У» применяются для обработки низколегированной или углеродистой стали);
- «Д» — коэффициент, указывающий на толщину покрытия проволоки. В данном случае имеется толстое покрытие. Другие варианты: М – тонкое; С – среднее; Г – особо толстое;
- «Е» — данный индекс является международным обозначением покрытия стержня (плавящегося);
- «43» — обозначение предела прочности (430 МПа);
- «0» – относительное удлинение (менее двадцати процентов);
- «3» — индекс обозначает температуру, в условиях которой параметр ударной вязкости металла не превышает тридцати четырех Дж/см 2 (-20 градусов Цельсия);
- «Р» — вид покрытия (рутиловое);
- «1» — возможные пространственные положения (допустимы все);
- «1» — допустимый сварочный ток и показатель напряжения холостого хода (в данном случае возможна работа с постоянным/переменным током, параметр напряжения холостого хода – около пятидесяти Ватт).
Выделяют разные типы электродов для ручной дуговой сварки. Умение расшифровки маркировки дает возможность приобрести подходящее для работы в определенных условиях изделие.
Покрытие электродов
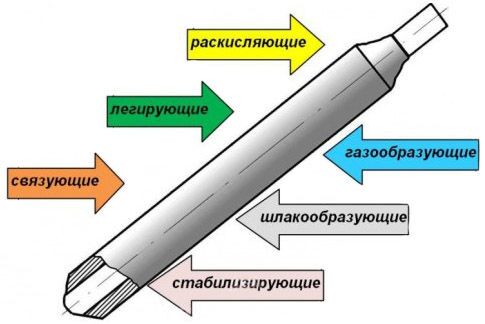
Важным элементом приспособления для сварки является их покрытие. Оно играет существенную роль в нормальном функционировании изделий. Классификация электродов по толщине покрытия подразумевает выделение изделий с тонким, средним, толстым и особо толстым покрытием. Вне зависимости от данного параметра, в его состав входят следующие элементы:
- газообразующие. К примеру, мрамор, магнезит. Кроме неорганических веществ, газообразующими компонентами могут быть следующие органические элементы: мука, крахмал, и т.п.;
- шлакообразующие. Это руды (часто используются такие материалы как марганец и титан) или минералы (кремнезем, гранит, шпат полевой и плавиковый). Шлакообразующие компоненты – основа защитного покрытия;
- легирующие. Возможно использование марганца, титана, никеля, кремния. В качестве раскислителя применяется алюминий в виде порошка;
- связующие. В качестве связующего вещества применяется жидкое стекло;
- формовочные. Отвечают за пластичность покрытия (слюда, бетонит, каолин).
Классификация электродов по покрытию подразумевает выделение следующих видов изделий с соответственным буквенным обозначением:
- «А» — кислое покрытие. Содержит в себе окись железа/марганца/кремния/титана;
- «Б» — основное. В основе лежат два элемента: карбонад кальция, фтористый кальций. Изделия с таким покрытием применяются при необходимости обработки больших сечений;
- «Ц» — целлюлозное. Состоит из целлюлозы, муки и других органических составов. При плавлении создается тонкий шлак. Применимы для сварочных работ с использованием стали небольшой толщины;
- «Р» — рутиловое. Содержит рутил. Характерно небольшое разбрызгивание металла. Можно применять такие электроды для сварки оцинкованных труб. Стержни могут использоваться во всех пространственных положениях.
В маркировке может присутствовать несколько букв. Это значит, что при производстве изделия использовалось смешанное покрытие. Конкретные элементы в таком случае зависят от буквенных обозначений.
Виды изделий по назначению
Все электроды предназначены для обработки отдельных видов металлов и должны использоваться исключительно в соответствии со своим предназначением. Если стержень создан для сварки цветных металлов, использовать его для легированной стали нельзя.
Классификация электродов по назначению подразумевает их разделение на следующие виды:
- «У» — изделия для обработки углеродистой стали и низколегированной стали. Обладают временным сопротивлением разрыву до шестисот МПа;
- «М» — для обработки легированной стали (до 600 МПа). Электроды для наплавки рельс входят в эту группу;
- «Т» — для сварки легированной теплоустойчивой стали;
- «В» — для обработки высоколегированной стали, обладающей особыми свойствами;
- «Н» — для сварки верхних слоев металла.
Разделение осуществляется в согласии с ГОСТом 9466-60. Различные виды сварочных электродов и их применение описаны в данном государственном стандарте.
Классификация по металлу и допустимым пространственным положениям
Стержень, использующийся для сварки, может быть плавящимся (электроды для сварки арматуры) или неплавящимся. В первом случае образование шва происходит за счет плавки самого стержня и обрабатываемого материала. Во втором происходит заполнения шва металлом из свариваемых элементов. Плавящиеся приспособления могут быть сделаны из:
В производстве неплавящихся стержней используются такие материалы, как:
- графит;
- вольфрам (электроды для аргонодуговой сварки).
Выделяют также торированные, лантанированные, итрированные неплавящиеся стержни. Также электроды классифицируют в соответствии с пространственными положениями, в которых их можно использовать. Для обозначения данного параметра в маркировке используются цифры от одного до четырех. Соответственно:
- «1» — допустимы все положения;
- «2» — допустимы все положения, за исключением вертикального (в направлении сверху вниз);
- «3» — допустимо вертикальное (сверху вниз), горизонтальное и нижнее положения;
- «4» — использовать можно только в нижнем положении.
Таким образом, сварочные стержни различаются по своему составу. Классификация сварочных электродов подразумевает выделение нескольких видов стержней по таким характеристикам, как тип покрытия, назначение, допустимые пространственные положения во время сварки. Использовать стержни следует по назначению, в противном случае они могут оказаться бесполезными.
«>
Adblock

detector
Отправить ответ