
Компоновка токарного станка по дереву
Содержание:
Для работы с деревом может применяться самое различное оборудование, в том числе станки. За счет применения подобного оборудования ускоряет процесс механической обработки деревянных заготовок. Весьма востребован токарный станок по дереву с копиром, который существенно упрощает выполнение поставленных задач: изготовление ножек для мебели, дверных ручек и балясины.
Классификация токарных станков
Токарные станки многие решают выбрать для покупки и установки в собственной мастерской по причине возможного их применения при изготовлении изделий цилиндрической формы. Существует довольно большое количество различных моделей, разделить их можно на несколько групп:

- Классическое оборудование, когда заготовка располагается в патроне или планшайбе. В качестве режущего инструмента применяется резец. Заготовка может вращаться с различной скоростью. Однако оборудование не подходит для массового производства.
- Копировальные станки могут применяться для работы по шаблону. За счет применения шаблона можно упростить задачу по изготовлению однотипных изделий. Для мелкосерийного производства подходит аппарат с ручным управлением, так как он имеет низкую стоимость и прост в применении.
- Фрезеровальные станки сегодня встречаются крайне часто. Это связано с тем, что они получили широкое применение в области производства корпусных и плоских деталей из дерева и металла. Встречается и токарно-фрезерный станок по дереву, который может применяться для выполнения различных операций.
- Модели с числовым программным управлением. При массовом производстве или изготовлении дорогих изделий может применяться оборудование, которое имеет блок ЧПУ. Однако применение копира существенно снижает себестоимость изделия.

Копировальное устройство для токарного станка по дереву обладает весьма привлекательными характеристиками, за счет чего их стали устанавливать в частных и других мастерских.
Классическая конструкция
Промышленные станки обладают достаточно сложной конструкцией, особенно варианты исполнения с ЧПУ, которые могут проводить обработку в автоматическом режиме. Требуемое изделие можно получить и при применении копировального оборудования. Классическая конструкция представлена сочетанием следующих основных узлов:
 Станина выступает в качестве основания и связующего элемента. Конструкция изготавливается при применении металла, отдельные элементы соединяются при помощи сварки. Станина может иметь различную высоту. Каждый мастер при изготовлении самодельной конструкции выбирает свою высоту.
Станина выступает в качестве основания и связующего элемента. Конструкция изготавливается при применении металла, отдельные элементы соединяются при помощи сварки. Станина может иметь различную высоту. Каждый мастер при изготовлении самодельной конструкции выбирает свою высоту.- Передняя и задняя бабка является также неотъемлемой частью станка. Передняя бабка используется для размещения коробки скоростей и привода, а также электрического мотора. Задняя бабка применяется для фиксации заготовки, за счет чего появляется возможность получения больших по длине изделий.
- Основное вращение получает заготовка. Передается оно от электрического мотора через привод.
- Упор для инструмента также позволяет проводить качественную обработку. Стоит обезопасить место резания, чтобы исключить вероятность получения травмы рук или попадания постороннего элемента.
- Ведущий и ведомые центра, применяемые для закрепления заготовки.
Самодельный копир для токарного станка по дереву позволяет также проводить качественную обработку заготовок.
Изготовление своими руками
Промышленные варианты исполнения станков обходятся дорого. Именно поэтому многие рассматривают возможность сборки станка своими руками. Рекомендации по проведению работы следующие:
 Для начала следует разработать или скачать чертеж, по которому будет проводиться сборка. Как правило, берется чертеж обычного токарного станка, который изменяется под установку копира.
Для начала следует разработать или скачать чертеж, по которому будет проводиться сборка. Как правило, берется чертеж обычного токарного станка, который изменяется под установку копира.- Работы начинаются с создания станины. Для этого потребуются уголки, а также листы металла. Соединение отдельных элементов проводится при применении сварочного аппарата. Стоит учитывать, что винтовые соединения характеризуются меньшей жесткостью. Станина должна быть прочной и устойчивой к вибрации.
- Основным узлом считается электрический двигатель. Для того чтобы повысить функциональность оборудования, проводится установка электрического двигателя с мощностью 200−250 Вт при 1500 оборотах в минуту. Если планируется проведение обработки крупных заготовок, то устанавливается более мощный мотор. Следует предусмотреть наличие защиты мотора от воздействия со стороны окружающей среды.
- Для фиксации заготовки на выходной вал крепится планшайба. Она имеет несколько острых элементов, на которые она набивается. За счет острых элементов обеспечивается передача вращения, но фиксация проводится за счет задней бабки с центрами.
Больше всего внимания уделяется производству копира. Именно он отличает токарный станок от копировального.
Создание копира
Копир применяется для производства похожих изделий. За счет его применения существенно повышается показатель производительности. Среди особенностей, связанных с созданием копира, отмечают следующие моменты:
 Основой для этого узла становится ненужный ручной фрезер.
Основой для этого узла становится ненужный ручной фрезер.- Для расположения копира применяется площадка размером 20 на 50 см. Для крепления устройства создаются отверстия и устанавливаются бруски.
- Для обеспечения обработки по всей длине заготовки площадка должна перемещаться вдоль всей станины.
- Крепление брусков проводится при помощи саморезов. Они обеспечивают надежное крепление устройства.
- При выполнении работ следует использовать уровень, так как даже незначительное отклонение от горизонтального положения приведет к существенным погрешностям.
- На токарном станке устанавливается брусок в горизонтальном положении. Именно на нем будет крепиться шаблон. Крепление бруса проводится также при применении саморезов.
- Конструкция создается так, что при необходимости можно отвести копир и использовать станок как обычное токарное оборудования.
Шаблон изготавливается из фанеры, он прикручивается к передней поверхности бруса. Верхняя поверхность ранее установленного бруса совмещается с осью шаблона.
Недостатки рассматриваемого устройства
У самодельного копировального станка есть довольно большое количество существенных недостатков. Примером можно назвать такую информацию:
 Для перемещения поверхности с фрезерным механизмом требуется две руки. Это связано с тем, что подвижный элемент фиксируется плохо, перемещать его приходится обеими руками. При допущении ошибок во время производства конструкции подвижный элемент может перекашиваться и заклинивать.
Для перемещения поверхности с фрезерным механизмом требуется две руки. Это связано с тем, что подвижный элемент фиксируется плохо, перемещать его приходится обеими руками. При допущении ошибок во время производства конструкции подвижный элемент может перекашиваться и заклинивать.- Для повышения точности обработки проводится установка винтовой передачи.
- Копир подходит для изготовления исключительно простых изделий. Примером будет то, что витые узоры на столбиках при применении подобного станка повторить будет невозможно.
- Повысить универсальность устройства можно путем замены фрезы циркулярки.
Именно поэтому для налаживания производства сложных деревянных элементов рекомендуется устанавливать промышленные станки.
Станок по дереву Proma DSL-1200
Рассматриваемая модель предназначена для обработки деревянных изделий, которые могут применяться в качестве декоративных элементов. Отличительной чертой конструкции специалисты называют наличие двух резцов:
 Первый предназначен для обработки заготовок цилиндрической формы, за один проход можно снимать более 10 мм. За счет первого резца можно получить круглую заготовку, как и на обычном токарном станке.
Первый предназначен для обработки заготовок цилиндрической формы, за один проход можно снимать более 10 мм. За счет первого резца можно получить круглую заготовку, как и на обычном токарном станке.- Второй резец предназначен для работы по копиру. Именно он позволяет изготавливать различные изделия по копиру.
Эта модель станка может применяться для работы с большими заготовками. Для этого конструкция оснащается люнетом, который крепится на штанги, выступающие в качестве направляющих. Установленная планшайба позволяет обрабатывать многогранные изделия.
Основные характеристики модели:
 Установленный электрический двигатель работает от трехфазной сети с напряжением 380 В. Именно поэтому станок не приобретается для установки в частной мастерской.
Установленный электрический двигатель работает от трехфазной сети с напряжением 380 В. Именно поэтому станок не приобретается для установки в частной мастерской.- Максимальная длина заготовки составляет 1200 мм.
- Компоновка представлена сочетанием двух колон, между которыми размещается заготовка. Отметим, что станок обладает компактными размерами, за счет чего он не занимает много места в мастерской.
Недостатком этого предложения, как и многих других, можно назвать довольно высокую стоимость.
Копировальная модель CL-1201
Для получения изделий из дерева может применяться станок модели CL-1201 или CL-1500b. Первый вариант исполнения обладает весьма привлекательными эксплуатационными качествами:
 Применяемый шпиндель может изменять направление вращения. За счет этого существенно расширяется область применения модели. Изменение направления вращения шпинделя проводится специальной рукояткой.
Применяемый шпиндель может изменять направление вращения. За счет этого существенно расширяется область применения модели. Изменение направления вращения шпинделя проводится специальной рукояткой.- Станок позволяет с высокой точностью выбирать скорость вращения шпинделя. За счет этого можно обеспечить наиболее благоприятные условия для точения дерева исходя из масс, габаритов и вида древесины.
- Для установки основных параметров есть пульт. Конструкция может устанавливаться на передней или задней бабке в зависимости от предпочтений мастера. Пульт представлен сочетанием нескольких клавиш.
- При изготовлении колонны применяется чугун. Кроме этого, станина изготавливается при применении высококачественной стали. За счет совмещения этих материалов снижается степень вибрации конструкции на момент работы.
 В базовую поставку входит копир, по которому может проводиться обработка. За счет этого снижаются расходы, а станок становится более функциональным в применении.
В базовую поставку входит копир, по которому может проводиться обработка. За счет этого снижаются расходы, а станок становится более функциональным в применении.- Конструкция станка имеет фрезерную приставку, которая может применяться для получения продольных пазов.
- Задняя бабка применяется для более точной фиксации заготовки. Ее положение также может изменяться. В поставку включаются центра, которые подбираются в зависимости от особенностей заготовки.
- Суппорт характеризуется высокой мобильностью. Глубина врезания инструмента может регулироваться рычагом.

Кроме этого, производитель уделил довольно много внимания степени защиты станка от воздействия окружающей среды. Например, двигатель имеет систему защиты от перегрева или перегрузки, все электронные детали также защищены от воздействия влаги и пыли.
Единственным, но существенным недостатком является высокая стоимость предложения. Самодельная конструкция обойдется в несколько раз дешевле.

Всегда хотелось такую штуку. Токарный станок по металлу, это все же, нечто более утилитарное, а с деревом. тоже конечно бывают варианты, но все таки, это приспособление для изготовления чего-то этакого, декоративно-художественного. Когда мы поселились в Пермском крае, в деревне, собрал себе этот агрегат. Хвастаюсь.
Иннокентий глядит на токарный станок,
Восхищенный вращеньем детали.
Искрометная стружка летит между ног,
Раздается визжание стали.
«Иннокентий на заводе» БГ
Мне повезло, знакомый пустил поработать в свой отапливаемый гараж (а дело было зимой) и обещал помочь со сваркой. В гараже был школьный токарный станок для железок и сверлилка. Портреты героев ниже.

По соседству располагалась строительная база торгующая, в том числе металлопрокатом. Прежде всего, изучив ассортимент железок, засел за изучение аналогов и эскизное проектирование. Пришлось повозиться, некоторые части и даже узлы притерпели небольшие изменения в процессе изготовления, но так происходит в любом производстве – сборка по «вылизанным» чертежам, удел серий.
Что было использовано.
Инструменты.
Набор слесарного инструмента, инструменты для нарезания резьбы, очень облегчил дело электроинструмент – дрель, отрезная машинка. Пользовался небольшим (школьным) токарным станком по металлу, несколько больших деталей пришлось точить на стороне – не влезали в патрон. Сварочный аппарат с принадлежностями. Паяльник средней мощности с принадлежностями и набор инструмента для электромонтажа, часто приходилось «прозванивать» цепи — не обойтись без пробника или мультиметра. Ручной инструмент по дереву. Пользовался термоклеем.
Материалы.
Использовался стандартный металлопрокат, резьбовые шпильки, метизы. Был приобретен электромотор. Подшипниковые опоры с валом и еще кое-какие железки из металлолома. Немного войлока для сальников. Листовой текстолит. Подшипники. Фанера для электрических коробок. Элементы электрики для пуска мотора, провода, кабели. Герметик. Немного оцинкованной стали для крепежа кабелей при прокладке по элементам конструкции. Лако-красочные материалы, кисти, ветошь. Лампа для местной подсветки.
Был найден и приобретен подходящий электромотор. Мне повезло – мотор достался старинный, но в заводской смазке, с хранения. 1кВт, 800 об/мин. Почтенный возраст двигателя – тоже хорошо, в «те» времена значительно меньше экономили на стали и меди, габариты мотора это вполне подтверждают. К относительной тихоходности стремился. Приятнее работать без опаски, а чистую поверхность, получать не большими оборотами, а правильной техникой точения. Обороты двигателя можно переключать, перекидывая ремень клиноременной передачи.
Предусмотрено три его положения – обороты шпинделя равны оборотам двигателя, больше и меньше в полтора раза. Практика показала, что для обычных работ этого вполне достаточно. Существенное снижение оборотов нужно только при «оболванивании» очень крупных заготовок, размером с хороший пень. Но такое замедление делается обычно дополнительным шкивом и ремнем. Возможно, придется в будущем их установить.
Раму, хотелось, сделать по возможности более массивную – сталкивался с подобными легкими агрегатами, ничего утешительного. Магазин с прокатом был совсем рядом с местом сборки, так что обошлось без наемных перевозок и такелажных работ. Два кусочка мощной двутавровой балки, из которой сделано основание станка, привез просто на саночках. Остальное и того проще.

Вот на фото рама станка и кое-какие элементы и заготовки помельче. Этакий "снаряд" с железками вокруг, это потенциальная задняя бабка. Сделана, по простейшей схеме из стандартной "магазинской" шпильки с метрической резьбой. Вкручивается в две соответствующие гайки в торцах "снаряда", фиксируется законтриванием еще одной гайкой снаружи с ручкой-маховичком.

Кверху лапами, монтировал натяжитель ремня. Это вон та шпилька на шарнире, торчащая в овальном отверстии. Сверху располагается электромотор на поворотной платформе, шпилька будет эту платформу тянуть за краешек.

Шарнирчик чуть крупнее. Гайка на конце шпильки – для удобства сверления отверстия.
Передняя бабка. Ответственный и пожалуй, самый точный узел станка. Мне пришлось делать из металлолома — нашелся чуток погнутый вал в двух подшипниковых опорах. Похоже, от какого-то комбайна. Узел отмыл-отчистил, вал худо-бедно выровнял, все переделал на конические подшипники, а поскольку они требуют осевого натяжения, потребовался еще ряд вспомогательных деталей и их подгонка. Но осилил.

Сальники-пыльники. Деревянная пыль, куда как более неприятней металлической, ибо, в отличии от первой, значительно легче и ее заносит в самые удаленные уголки механизма. Защите от пыли здесь нужно уделять особое внимание, особенно там, где подшипники и смазка. Вариант первый. Вполне работоспособен, но был отвергнут из эстетических соображений.


Вариант второй, текущий. Само уплотнение, выполнено из плотного войлока пропитанного смазкой, поверхность вала под ним отшлифована.



Блок шкивов. У знакомого нашлось некоторое количество больших шестерён, почему-то из текстолита на металлической втулке. Вот это из них, выкроил, склеил, обточил.
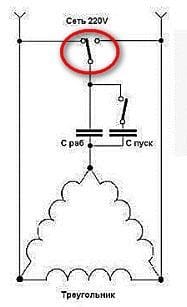
Включение трехфазного электродвигателя в однофазную сеть – хрестоматийное, «конденсаторный пуск».
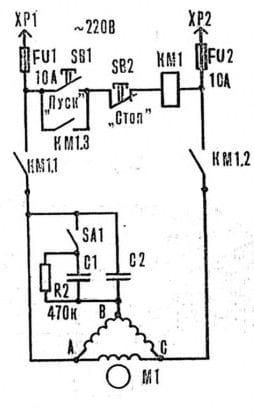
Емкость конденсаторов С1, С2, рассчитываются по известным формулам, в зависимости от данных мотора, у меня получились 100мкФ и 150мкФ.

Заготовка электрического шкафчика. Из фанеры и деревяшек.

Заготовка пультика. Из того-же.

Тесновато, посему, монтаж требуется продумывать довольно тщательно, по шагам, иначе, потом можно до чего-нибудь не добраться.

О. Виктория! Все сложилось.

Кстати, тумблер это для света.


Электрический шкафчик в процессе монтажа. Трансформатор это для галогеновой лампочки «местного освещения», конденсаторы для работы трехфазного мотора от однофазной сети, см. схему. В деревне есть и трехфазная сеть, но фазы здесь частенько с "перекосом" и обрываются, можно недосмотреть, что грозит перемоткой электродвигателя. Нужна громоздкая защита. Опять же, мощности при текущем включении и так хватает.

Окошечко для автомата. Так, чтобы его можно было включать-выключать не снимая передней стенки шкафчика. Ну и просто видеть в каком он положении.

Притупил острые кромки шлифмашинкой и волшебным напильником, прошелся проволочной щеткой а потом шкуркой по заржавленным местам, протер бензином, в два слоя покрасил зеленой эмалью ПФ-115. После сушки, занялся установкой и разводкой электрики.

Вот кстати, почему пришлось делать свой шкафчик для электричества — чтобы элегантно помещался в желоб двутавра.

Сборка механической части – сборка после покраски и установка передней бабки, установка мотора, его электрическое подключение.

А вот чего забыл — кронштейн для лампы! Это мой практически первый опыт сварки – основные сварочные работы мне знакомый помогал, потом ему стало скучно со мной возиться, пришлось осваивать «это дело» самостоятельно.
Лампа галогеновая – из поломанной настольной. 12В. Трансформатор в электрошкафчике рядом. Применять энергосберегающие лампы, в данном случае не следует – при вращении детали под таким освещением может возникнуть стробоскопический эффект, вращающиеся части выглядят неподвижными, это может быть причиной травм, чего не хотелось бы.

Как там пишут в технологическом процессе. "после доработки восстановить лакокрасочное покрытие"

Э-э, второй опыт в сварочном деле. Изготовление подручника. Сразу двух. Из того же стандартного проката.

Вот где то так. Примерка. Следует сказать, что подручник оказался не самым удачным – вертикальная разрезанная трубочка закреплена не слишком надежно и резец при точении вибрирует на краях подручника. Но терпимо. Все не доберусь несколько укрепить – вварить парочку раскосов.

Задумчиво. если покрасить, то не так уж и страшно.
Почти в сборе, последние штрихи — настройка точной соосности упора задней бабки и шпинделя передней, плоскостей вращения шкивов, еще чего по мелочам, словом — тонкая настройка и оптимизация. Применительно к моменту, очаровательно смотрится, попавшая в кадр кувалда, на полу возле лестницы.

Как говорил Юрий Алексеевич — поехали! Вон уже целое корыто замечательных стружек наточил, не зря, не зря делал!

Первые опыты — подставочка для благовоний-пирамидок (к слову, тоже самодельных).
Несколько лет спустя, когда сделал шлифовальный круг на вал станка подтачивать резцы, возникла необходимость в обратном вращении шпинделя. Сделал небольшую доработку электрической части станка, благо, для данного включения, заставить мотор вращаться обратно – пара пустяков.
Кроме безопасной заточки, возможность обратного вращения заготовки, повысила качество шлифовки готовых деталей, особенно при поперечном точении (тарелки, подошвы подсвечников и т.п.).
Наша статья посвящена ностальгии по школьным мастерским трудового обучения. Многие умеют вести токарные работы по дереву, но не каждому по карману покупать и содержать оборудование для этого. Можно ли своими руками собрать станок, отвечающий технологии и требованиям безопасности — разберёмся вместе.

Что говорит ГОСТ
Приятная новость в том, что велосипед изобретать не придётся. Весь процесс сборки и чертежи каждого модуля станка описаны в ТУ3872–477–02077099–2002, и, хотя в открытом доступе этого документа нет, его вполне можно получить по индивидуальному запросу. Хотя и это вряд ли понадобится: устройство станка настолько примитивное, что вы легко сориентируетесь в тонкостях его изготовления даже по изображениям из школьных учебников.
 СТД-120М
СТД-120М
Другой положительный факт — СТД-120М, по всей видимости, проектировался с расчётом на изготовление «по месту», поэтому практически все компоненты для сборки вы сможете либо найти в продаже, либо самостоятельно изготовить и доработать. Естественно, если появится возможность недорого приобрести комплектующие для этого станка или его младшего собрата ТД-120 — так и поступайте. Детали фабричного производства надёжнее, легче юстируются, к тому же унифицированная конструкция рамы позволяет собрать один станок из множества доноров.

Обратите также внимание, что стандартизация модулей во многом определяет безопасность эксплуатации оборудования. Основные принципы производственной безопасности оглашены в ГОСТ 12.2.026.0–93, а правила электрозащиты изложены в ГОСТ Р МЭК 60204–1. Согласуйте с этими нормативами любую изготавливаемую вами деталь или модуль станка.
Изготовление станины
Взамен литой чугунной станины мы предлагаем более лёгкую сварную конструкцию. Она состоит из двух отрезков 72-й угловой стали длиной по 1250 мм. Велик соблазн сделать станину покрупнее для обработки более массивных изделий, но помните, что подобные изменения требуют вмешательства и в прочие узлы станка. Возможно, вам следует взять за образец ТТ-10460 под заготовку метровой длины.

Уголки располагаем на ровной горизонтальной плоскости полками друг к другу. Между ними вставляем калиброванные вкладыши, чтобы направляющие станины располагались строго параллельно с дистанцией 45 мм. Для скрепления направляющих используем два уголка, таких же, как на станине, по 190 мм, которые подкладываем с переднего и заднего краёв. Перед свариванием деталей рекомендуется сдавливать их струбцинами, чтобы не повело металл при остывании.
Направляющие скрепляются ещё одной 190 мм перемычкой, в нижней полке которой есть вырезы под каждый уголок. Устанавливается эта деталь с образованием ячейки, размерами в точности соответствующими посадочному шипу передней бабки, в стандартном варианте это 45х165 мм.

Такая станина может крепиться каким угодно образом к верстаку или колоде, но все элементы крепления рекомендуется наваривать, не нарушая при этом целостность основания. Если для станка выделяется отдельный угол, приварите перпендикулярно уголкам станины ножки из трубы и, для большей устойчивости, сделайте им небольшой «раскос» кувалдой. В конечном итоге вес станины, скреплённой с верстаком, не должен быть меньше 60–70 кг.

Подручник
Этот элемент условно состоит из двух частей. Для обеих нужен один тип заготовки — 50 мм уголок, внутрь которого вложен другой, шириной 30 мм. Свариваются они вдоль кромок, в итоге должно получиться два отрезка по 260 и 600 мм.

Короткая деталь — регулируемое основание подручника. Одна из полок срезается, но не полностью, оставляется отрезок 110 мм длиной с наклонным срезом. Другая полка подрезается под прямым углом в 60 мм от заднего края. Из толстой стальной пластины нужно изготовить ответную рамку, которая будет зажимать направляющую стойки подручника.

Для изготовления направляющей с зажимом возьмите обычную трубу на дюйм и сделайте в ней продольный надрез болгаркой. Получившаяся гильза должна быть длиной около 150 мм, её вкладываем в 25 мм уголок, ориентируя прорезью наружу перпендикулярно одной из полок. Стягиваем детали струбциной и провариваем по всей длине, ближайшей к прорези полки. Накрываем заготовку вторым уголком такой же длины и крепим его к трубке с обратной стороны.

Направляющая приваривается плашмя к выступающей полке регулировочной рейки с внутренней её стороны. Для фиксации используется винт с длинной ручкой и приваренная к рейке гайка. С обратной стороны ответная планка скреплена шплинтованным пальцем или даже приваренным прутком.

Подручник крепится на стержне 20 мм гладкой арматуры, который расположен по центру с внешней стороны угловой заготовки. Стержень плотно входит в трубку направляющей системы, а при затягивании винта его надёжно обжимает со всех сторон. Длинная угловая заготовка длиной 600 мм приваривается к прутку с небольшим наклоном на себя и слегка «заточенной» передней кромкой.


Привод и трансмиссия
Стандартный вариант привода — асинхронный трёхфазный двигатель мощностью до 2 кВт (обычно 1,2 кВт), соединённый с валом передней бабки клиноременной передачей на двухручьевых шкивах. Постель для крепления движка может располагаться между ногами станины, либо на дополнительной подмости за передней бабкой, что усложнит сборку, но сделает более удобным переброс ремня.

Далеко не всегда есть возможность использовать двигатель с нужной частотой вращения вала, поэтому выход на итоговые обороты осуществляется регулировкой диаметра шкивов. Например, если в вашем распоряжении АД на 1480 об/мин, то чтобы выйти на заветные 1100 и 2150 об/мин, диаметры ведущих и ведомых ручьёв должны соотноситься как 1:1,5 и 1,3:1.
При размещении двигателя полезно снабдить станину пластиной, закреплённой на воротных навесах. Двигатель, установленный по такой системе, будет всё время находиться в подвешенном состоянии и обеспечит плотное прижатие ремня собственным весом. А если оснастить площадку педалью, скорость можно будет менять даже на ходу.

По электрической части сложностей тоже нет. Коммутация выполняется стандартной пусковой трёхфазной кнопкой с реверсом, для такого маломощного двигателя нет нужды устанавливать пускатель. Единственный момент — включение торможения постоянным током при удержании стоповой кнопки, для чего понадобится мощный диодный мост (на КД203Д) согласно типовой схеме включения.
Частотно-управляемый двигатель может использоваться в качестве прямого привода, что избавит от необходимости конструировать переднюю бабку. Для этого нужно закрепить двигатель на переходной площадке, в нижней части которой есть продольный установочный шип шириной в 45 мм как штатное средство юстировки для станины СТД120.

Передняя бабка
Забегая вперёд, отметим, что и передняя, и задняя бабка включают детали, изготовить которые можно, только имея доступ к токарному станку по металлу. Иначе есть смысл задуматься о приобретении готовых модулей или, по крайней мере, их литых консолей.
В основании передней бабки лежит два подшипниковых корпуса типов S, V или U, стационарно закреплённых на раме из угловой стали. К сожалению, невозможно предугадать, какие типоразмеры будут доступны, однако в общем итоге высота оси шпинделя над станиной должна быть не менее 120 мм. При том, что диаметр шпиндельного вала составляет около 25 мм, будет наиболее интересен типоразмер подшипникового узла с общим габаритом высоты около 70 мм.

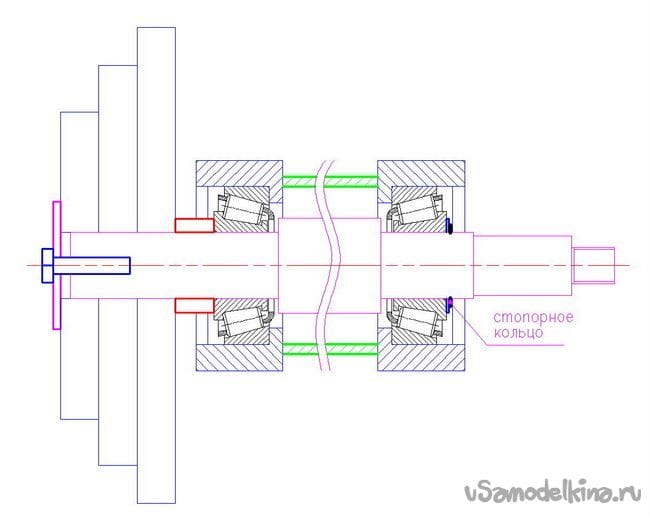
Вал вытачивается из кругляка углеродистой стали диаметром 40 мм с допуском не более 0,05 мм. Основных вариаций вала две. Первая — самая простая: в центре остается целик вала, затем выполняются спуски до посадочного диаметра подшипниковых узлов, далее на концах нарезается резьба. Для осевой фиксации на валу протачивают четыре канавки под стопорные кольца.
 1 — посадочные места для подшипников; 2 — канавки под стопорные кольца
1 — посадочные места для подшипников; 2 — канавки под стопорные кольца
Вторая вариация имеет расширение в виде юбки сразу за резьбой патрона. Оно предназначено для установки фланцевого упорного подшипника, закреплённого на выступе основания передней бабки. Такой подход позволяет сократить износ подшипников, если на станке обрабатываются массивные детали.
Основание бабки — две пары уголков или два швеллера, развёрнутых навстречу друг другу. Сведением-разведением вертикальных полок можно регулировать высоту основы под осевую высоту имеющихся подшипниковых узлов. Снизу к основанию приварена 45 мм полоса, которая выполняет роль юстировочного паза. Важен порядок сборки: сперва на шпиндель напрессовываются подшипники, затем вал крепится на станине с подложкой регулировочных стальных пластин.

Задняя бабка
Изготовить заднюю бабку не в пример проще. Состоит она из четырёх деталей:
- Основание из угловой стали высотой 100 мм по тому же принципу, что и для передней бабки. Сверху поперёк прикручены на болтах два 50 мм уголка, в их полках по центру вырезы квадраты 40 мм шириной.
- Направляющая (внешняя) толстостенная квадратная трубка шириной 40 мм, длиной 150 мм и внутренним просветом 20х20 мм. В задней части нужно установить пробку толщиной 6–8 мм и с отверстием в центре на 8 мм, крепится она на двух винтах через стенки трубки.
- Внутренняя трубка, она же пиноль, изготавливается из 20 мм профильной трубки, желательно толстостенной и фрезерованной точно под просвет направляющей. В задней части пиноли заварена гайка М14, в переднюю вставлен и заварен металлический прут, уширенный до 5 мм для посадки двухрядного подшипника.
- Приводной винт имеет резьбу под гайку в пиноли (желательно сделать трапециевидную), в задней части выполнен переход на 8 мм резьбу для крепления маховика.

Принцип работы и схема сборки пиноли вполне очевидны, но особое внимание нужно уделить юстировке осей. Направляющая трубка, закреплённая сваркой в вырезах уголков, может подниматься выше или ниже за счёт подкладок из трансформаторной стали. Передняя и задняя бабка должны быть абсолютно соосны, допуск составляет всего пару десятых.

Что касается способа крепления к станине, он одинаков и для бабок, и для подручника. Шпильки М14 или М16 привариваются ко дну бабок, а в прорезь подручника вставляется крупный лемешный болт. Снизу модули подтягиваются гайками с приваренными к ним прутьями наподобие рычагов. Для равномерного плотного прижатия снизу в качестве ответной планки подкладывается 50 мм швеллер.


Отправить ответ