
Крепление фрезы на фрезерном станке

Оправки являются оснасткой для фрезерного станка и предназначаются для передачи вращающего момента шпинделя инструменту. Они используются во фрезерных станках всех типов. Конструкция фрезерной оправки зависит от типа станка и используемого инструмента.
Оправка для фрезерного станка имеет такие основные элементы:
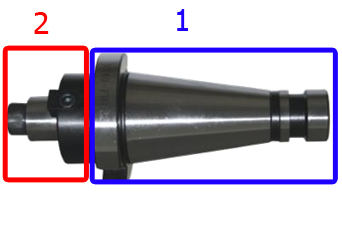
1. Конический хвостовик используется для установки оправки в коническое отверстие соответствующего размера шпинделя станка, в зависимости от типа зажима оправки и типа конуса шпинделя на станке, существует большое количество вариантов исполнения.
Конуса фрезерных оправок стандартизированы для удобства подбора инструмента. Весьма популярные в отечественных станках оправки фрезерные 7:24 выполненные по ГОСТ 24644-81 эти оправки имеют зарубежные аналоги, такие как ISO, CAT, BT и т. д. которые различаются только размерностью и вспомогательными элементами. Также часто используется конус Морзе и HSK. Последний вариант применяется на станках с высокой скоростью вращения шпинделя — 15000 об/мин и выше. Если конус оправки не совпадает с конусом шпинделя, то можно использовать переходные втулки.
2. Часть оправки для закрепления инструмента. В зависимости от типа инструмента, существую различные версии этой части.
Основные виды фрезерных оправок:
Примечание: конструкции оправок могут отличаться от указанных ниже, т.к. здесь приведены лишь наиболее популярные виды.
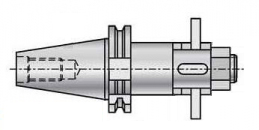
1. Для торцевых фрез

Торцевые фрезы, а также некоторые дисковые, устанавливают на оправках которые имеют короткую цилиндрическую часть. На торце оправки имеются два направляющих сухаря, который защищает фрезу от проворачивания на оправке. Затяжка фрезы производится винтом, вкручиваемым в торец оправки.
2. Для цилиндрических фрез
К фрезам этого типа также относятся дисковые, прорезные, отрезные, фасонные и угловые фрезы, поэтому их крепление выполняется таким же образом. По способу крепления эти фрезы называют насадными, поскольку они надеваются на оправки.
Оправки этого типа могут иметь различную длину части, на которой закрепляются фрезы. В большинстве случаев для защиты инструмента от проворота, посадка на валу оправки осуществляется с помощью шпонки в пазу, который фрезеруют на всю возможную длину установки фрезы. На конце оправки нарезана резьба, на которую накручивается поджимная гайка. Для установки фрезы в нужной части оправки используются втулки, набор которых входит в комплект фрезерного станка. Втулки имеют разную ширину, и путем их подбора фреза размещается в требуемом месте. Для установки удобны регулируемые втулки, которые изменяют свою длину при вращении корпуса.
Длинная оправка для горизонтально фрезерного станка закрепляется вторым концом в серьге хобота. Это обеспечивает достаточную жесткость и позволяет установить на оправку более одного инструмента.
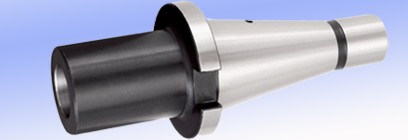
3. Для концевых фрез и сверл
При выборе патрона необходимо определить для каких целей он будет использоваться:
- для зажима концевой фрезы, сверла, метчика или
- для обработки стали, чугуна, нержавейки или цветных металлов
- для черновых, получистовых или чистовых работ
- большой объем производства или небольшими партиями
- без применения СОЖ, наружная подача СОЖ через трубки или подача СОЖ через инструмент под давлением
Концевые фрезы имеют меньший диаметр, чем оправка, поэтому они крепятся не поверх нее, а в отверстии. Закрепление фрез и сверл с цилиндрическим хвостовиком диаметром до 20 мм удобнее всего производить в цанговых патронах ER. При больших нагрузках, у цанговых патронов есть вероятность вытягивания фрезы из патрона, однако достаточно неплохая точность по биению и гибкость делает их универсальным патроном для сверления и чистового и получистового фрезерования.
Для чернового фрезерования используют специальные усиленные цанговые патроны с цилиндрической цангой.

Для сверл с цилиндрическим хвостовиком небольшого диаметра так же применяются универсальные сверлильные патроны, в которые можно зажимать инструмент в очень широком диапазоне диаметров, но только сверла, т.к. данные патроны не воспринимают радиальную нагрузку. Усилие зажима у этих патронов меньше чем у цанговых, вследствие меньшей площади контакта с хвостовиком фрезы, а следовательно и вероятность проворота больше. Для выполнения точных работ применяются прецизионные сверлильные патроны.

Так же существует гидравлический цанговый патрон, в которым зажим цанги осуществляется за счет давления специальной жидкости – гидропласта, необходимое давление достигается путем поджима винтом мембрану внутри оправки. Гидравлическая мембрана обеспечивает высокое усилие зажима и точность по биению. Патрон очень прост в обращении и не требует отдельного оборудования, но имеет довольно высокую стоимость.

Другим вариантом зажима инструмента с цилиндрических хвостовиком является патрон с термообжимом. Отверстие в патроне немного меньше, чем диаметр хвостовика, для смены инструмента патрон нагревают индукционной катушкой, чтобы он расширился. Точность по биению очень хорошая при усилии зажима от среднего до высокого.
Необходимо различное тепловое расширение держателя и хвостовика инструмента, поэтому патроны с термообжимом используются в основном для цельных твердосплавных инструментов. Для смены инструмента необходимо специальное нагревательное оборудование, каждый патрон предназначен только для одного диаметра хвостовика и подвода СОЖ. Поэтому термообжим лучше всего подходит для специального производства с инструментальным участком для смены инструмента.

Для более высоких крутящих моментов используются инструменты имеющие хвостовик с лыской, для их зажима используются два типа патрона: патрон для сверл с хвостовиком ISO9766 и патрон Weldon для инструмента с хвостовиком DIN 6535-HB. Лыски обеспечивают сопротивление крутящему моменту и повышают надежность от вытягивания, но радиальное биение инструмента в данных патронах значительно выше чем в цанговых, что предопределяет их использование в основном для черновых работ.
Патрон для сверл с хвостовиком ISO9766 отличается от патрона Weldon лыской во всю длину хвостовика а не короткой, и шлифованной внутренней поверхностью.

Для зажима концевых фрез и сверл с коническим хвостовиком используются специальные патроны с внутренним Конусом Морзе. Для фиксации сверл в таких патронах используется паз под лапку на торце сверла, а для фиксации фрез используется болт заворачивающийся в торец фрезы.

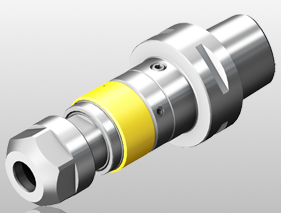
4. Для нарезания резьбы метчиком
Для нарезания резьбы применяются патроны с посадкой под квадратный хвостовик метчика.
Существует довольно много конструкция патронов для нарезания резьбы но можно выделить основные.
На современных фрезерных станках существует два варианта нарезания резьбы метчиком:
А) Обычное резьбонарезание без синхронизации частоты вращения шпинделя с подачей по оси Z
Жесткое нарезание резьбы с синхронизацией частоты вращения шпинделя с подачей по оси Z
При первом варианте нарезания резьбы необходимо использовать специальные компенсирующие погрешность шага по оси Z патроны.
При втором варианте в теории использовать патроны с компенсацией не обязательно, для этого можно применять цанговые патроны с зажимом квадрата метчика четырьмя винтами

но на практике рекомендуют использовать метчиковые патроны типа SynchroFlex, со встроенным гибким элементом
или использованием резиновых цанг

Для нарезания резьбы в глухих отверстиях необходимо использовать патроны с предохранительной муфтой, которая защищает оправку от превышения крутящего момента.
Так же используются оправки с быстросменным держателем, которые идут с набором патронов под каждый размер метчика. В таких оправках обычно предусмотрена осевая компенсация, но так же применяются и предохранительные муфты. Иногда предохранительная муфта предусмотрена в конструкции самого патрона цанги.


Для универсальных фрезерных станков предусмотрены патроны с реверсом, для вывода метчика из отверстия.

5. Для растачивания
Для растачивания на станках применяются два основных вида оправок
А) Модульная или сборная система – представляет собой оправку с фланцем на который крепятся различные расточные головки (с одним резцом, с двумя, для чернового растачивания и т.д.)
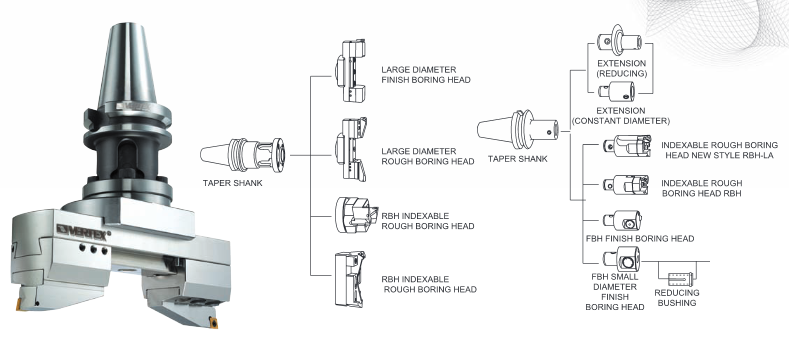
Б) Оправки с интегрированными револьверными головками
Револьверная головка в большинстве случаев представляет из себя оправку с закрепленной на торце, на направляющих, блок (или несколько блоков), с поперечным и продольным креплением резца, который можно смещать в перпендикулярном направлении относительно оси вращения оправки для регулирования вылета резца.

Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Способ закрепления фрезы в шпинделе станка напрямую влияет на чистоту обработки и производительность работы. Сам тип крепления зависит от конструкции фрезы и ее размеров, а также от характера работы. Существует 5 основных способов крепления фрез в шпинделе фрезерного станка:
- фреза надевается на центровую оправку, которая одним концом входит в гнездо шпинделя, а другой конец поддерживает серьга;
- фреза надевается на концевую оправку, которая вставляется в гнездо шпинделя;
- концевая фреза входит хвостовиком в коническое гнездо шпинделя;
- фреза с цилиндрическим хвостовиком закрепляется в специальном патроне или цанге, которые вставляются в отверстие шпинделя;
- фреза надевается на передний выступающий конец шпинделя.
Виды исполнений хвостовиков концевых фрез
На мини фрезерных станках с ЧПУ самый распространенный режущий инструмент — концевые фрезы небольшого диаметра с цилиндрическим хвостовиком. Наиболее распространенный тип крепления концевых фрез в шпинделе – с помощью специального цангового зажима. Он обеспечивает надежное крепление как самой фрезы в себе, так и себя в коническом отверстии шпинделя с помощью конуса Морзе или других инструментальных конусов. Такая конструкция наилучшим образом подходит для автоматической смены инструмента.
Разные виды исполнений концевых фрез могут иметь следующие формы хвостовика:
- гладкий цилиндрический хвостовик;
- цилиндрический хвостовик с лыской (Weldon);
- цилиндрический хвостовик с резьбой;
- конический хвостовик Морзе;
- конический хвостовик 7:24 (для ручной и автоматической смены отдельно).

Концевые фрезы, в зависимости от общей длины, выпускаются двумя сериями:
— с нормальной длиной;
Концевые фрезы ЕТ – безупречный вариант для изготовления детали любой сложности
Миниатюрные фрезы ЕТ тайваньского производства завоевали широкую известность на рынке режущего инструмента многих стран. Они имеют богатый ассортимент не только по видам, диаметру рабочей части, но и по общей длине. Фрезы ЕТ имеют цилиндрический хвостовик, с помощью которого они легко крепятся в цанговом патроне определенного размера. Именно такой тип крепления прекрасно приспособлен для автоматической смены инструмента, что значительно расширяет возможности настольного станочного оборудования с ЧПУ. Набором таких фрез можно удовлетворить потребности многих производств: изготовления эксклюзивной мебели, наружной рекламы, пресс-форм, гравирования надписей и рисунков на камне, стальных табличках и изготовления других сложных изделий.
Но чтобы определиться с правильным выбором фрезы следует учитывать много факторов. Среди них можно выделить самые важные:
- вид обрабатываемого материала и его особенности;
- частота вращения шпинделя;
- скорость подачи, глубина резания;
- заданная точность обработки;
- необходимость использования СОЖ для охлаждения и смазывания рабочего инструмента;
- вид торца концевой фрезы ЕТ (может быть плоским или сферическим).

Режущий инструмент па фрезерных станках базируют и закрепляют при помощи приспособлений — вспомогательного инструмента (центровых и концевых оправок, переходных втулок, установочных колец, цанговых патронов и др.).
Центровые оправки (рис. 3.46) применяют для установки цилиндрических, дисковых, угловых и фасонных фрез па горизонтально-фрезерном станке. Оправку коническим хвостовиком 2 устанавливают в коническом отверстии шпинделя и крепят натяжным винтом (тягой) 1. Для восприятия крутящего момента от сил резания прямоугольные пазы на фланце оправки совмещают с поводковыми шпонками 1 и 2 (рис. 3.47), расположенными в пазах торца шпинделя.
На цилиндрическую часть 4 (рис. 3.46) оправки со шпоночной канавкой насаживают установочные кольца 3 и фрезу. Комплект закрепляется гайкой 6. Второй сводный конец оправки поддерживается подшипником подвески, закрепляемой на хоботе (см. рис. 3.1).

Рис. 3.46. Центровые оправки:
а — с направляющей цапфой; 1 — натяжной винт (тяга); 2 — конический хвостовик (конусность 7:24); 3 — установочные кольца; 4 — цилиндрическая часть; 5 — шпонка; 6 — гайка; 7 — направляющая опора; б — с поддерживающей вращающейся буксой: 1-4, 6 — обозначения те же, что и в части а; 5 — гайка; 7 — поддерживающая букса

Рис. 3.47. Передний конец шпинделя фрезерного станка:
1,2 — поводковые шпонки
В подшипники подвески вводится направляющая опора 7 (см. рис. 3.46, а) или поддерживающая букса 7 (см. рис. 3.46, б).
Диаметр цилиндрической части оправки и отверстия установочных колец (от 13 до 50 мм) выбирают в зависимости от диаметра фрезы. Установочные кольца, прилагаемые к оправке, могут иметь ширину от 1 до 50 мм. Точные установочные кольца с допуском на ширину ±0,01 и ±0,013 мм применяют как промежуточные для установки заданного расстояния между дисковыми фрезами комплекта.
Концевые оправки (рис. 3.48) служат для закрепления насадных торцовых фрез на вертикально- и горизонтально-фрезерных станках. Их закрепляют в шпинделе станка так же, как и центровые оправки. Крутящий момент от сил резания концевая оправка воспринимает продольной призматической шпонкой 2 (см. рис. 3.48, а), торцовой шпонкой (рис. 3.48, б) или вкладышем 5 (см. рис. 3.48, в), который входит в торцовый паз фрезы. Последний вариант применяют для установки торцовых фрез большого диаметра с коническим посадочным отверстием.
Некоторые насадные торцовые фрезы большого диаметра крепят непосредственно на цилиндрическом буртике переднего конца шпинделя (рис. 3.49). Крутящий момент от сил резания воспринимается торцовой шпонкой 3. Шпиндель станка должен иметь четыре резьбовых отверстия (см. рис. 3.47).
Концевые фрезы 1 с коническим хвостовиком устанавливаются в шпиндель 5 станка (рис. 3.50, а), используя переходные втулки 4,

Рис. 3.48. Концевые оправки:
1 — установочный конус; 2 — шпонка; 3 — шейка для фрезы; 4 — винт; 5 — вкладыш; 6 — втулка; 7 — винт
внутренний конус которых соответствует конусу инструмента, а наружный — конусу шпинделя. Крутящий момент передается от шпинделя на ведомый фланец 2 посредством шпонки 3. Комплект закрепляется тягой 6. Концевые фрезы с цилиндрическим хвостовиком закрепляют в патроне, который своим коническим хвостовиком устанавливается в шпиндель станка. Конструкция одного из таких патронов показана на рис. 3.50, б. Фрезу устанавливают в цангу 7 и гайкой 8 закрепляют в корпусе патрона 9.
При фрезеровании пазов, точных по ширине, изношенными фрезами удобно использовать патрон (рис. 3.50, в) с регулируемым эксцентриситетом. Фрезу закрепляют винтами 10 во втулке 13, которую устанавливают в корпус 11 и затягивают колпачковой гайкой 12. Так как ось отверстия в корпусе смещена по отношению к оси его посадочного конуса, а ось отверстия для фрезы во втулке не совпадает с осью втулки, то поворотом втулки можно смещать ось фрезы относительно оси ее вращения, изменяя ширину фрезеруемого паза.

Рис. 3.49. Закрепление фрез на шпинделе фрезерного станка: 1 — фреза; 2, 4 — винты; 3 — шпонка; 5 — шпиндель станка

Рис. 3.50. Установка концевых фрез:
а — с коническим хвостовиком; б — с цилиндрическим хвостовиком; в — с регулируемым эксцентриситетом; 1 — заготовка; 2 — подставка; 3 — тиски; 4 — верхняя плоскость; 5 — шпиндель; 6 — тяга; 7 — цанга; 8, 12 — гайки; 9 — патрон; 10 — винт; 11 — корпус; 13 — втулка

Рис. 3.51. Патрон для закрепления фрез:
Значительные затраты времени связаны с затяжкой тяги при креплении инструмента, особенно на вертикально-фрезерных станках. Для сокращения этих затрат при креплении концевых фрез с коническим хвостовиком применяется патрон, показанный на рис. 3.51. В корпус патрона. установленного в шпинделе станка, вставляют сменную переходную втулку 5 с закрепленной в ней посредством винта 4 фрезой 1. При установке втулки в корпус патрона ее поводки проходят через соответствующие вырезы в гайке 2, навернутой на корпус 3, и входят в пазы, имеющиеся в торце корпуса патрона. Закрепление сменной втулки в корпусе осуществляется поворотом гайки 2 на 45. 115°.
Размерную настройку при фрезеровании плоскостей инструментов выполняют методом пробных проходов (рис. 3.52). Коснувшись боковой плоскости 4 заготовки 1, установленной в тисках 3 на подставке 2, вращающейся концевой фрезой, выводят поперечной подачей заготовку из-под фрезы и поднимают стол на величину у 4
Измерение наружных, внутренних размеров, глубин и высот
Л и 1 гг "П гт-арп
- 0. 160
- 0. 250
- 0,1
- 0,5
Измерение наружных, внутренних размеров. Ширина губок для внутренних измерений — 10 мм. Точное измерение
З.б. Базирование, закрепление и размерная настройка инструмента
Окончание табл. 3.5
Штангеи- глубш io- мер
у// J 0 1 (3 4 5 6) 1 8 9 10 11 12 13 14 15 16 17 18 19 20
- 0,05
- 0,1
- 0,1
Измерение глубины пазов, уступов, канавок
0. 300 с интервалом 25 мм, 300. 600 с интервалом 100 мм
Для точных наружных измерений
- 0. 25
- 25. 50
Для очень точных наружных измерений. Целые и сотые доли миллиметра отсчитываются по нониусу, а тысячные — по шкале скобы
Работа 3. Обработка заготовок фрезерованием
3 _1_jL У УЛ’г’Уз’Л ijiie’lV l’e’19’20_I
- 0. 250
- 40.. .400
- 60.. .630 100. 1000
- 60.. .1600
- 0,05
- 0,1
Измерение высоты, проверка установки заготовки и раз- метка
Измерение длины общей нормали. Точное измерение
Измерение толщины зуба по диаметру делительной окружности.
3.6. Базирование, закрепление и размерная настройка инструмента


Отправить ответ