
Материалы для полировки нержавеющей стали
Содержание:
Обработка нержавейки, которая может выполняться с использованием различных методик и технологий, позволяет не только наделить изделия из данного металла требуемыми параметрами и качественными характеристиками, но и придать их поверхности привлекательный внешний вид. Правильно подбирая и используя различные методы обработки, из нержавеющих стальных сплавов производят изделия различного назначения, которые полностью отвечают предъявляемым к ним требованиям.

Механическая обработка нержавейки элетроинструментом позволяет быстро убрать с поверхности шероховатости
Шлифование и полировка (сатинирование)
Нержавеющая сталь благодаря целому перечню достоинств одинаково успешно применяется для изготовления изделий как практического, так и чисто декоративного назначения. Чтобы придать их поверхности привлекательный внешний вид, а также добиться достижения требуемого уровня шероховатости, их часто подвергают шлифованию и полировке, которые обозначаются одним общим термином – сатинирование. Такое название данные методы обработки получили из-за того, что после их выполнения поверхность нержавейки напоминает по своей текстуре ткань атлас или сатин.
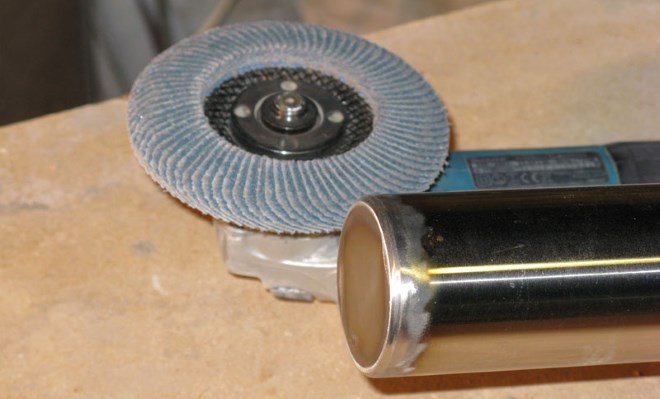
Обработка сварочного шва на нержавейке начинается с выведения поверхности до мелких рисок посредством болгарки с лепестковым кругом
Кроме придания поверхности изделия из нержавеющей стали привлекательного внешнего вида, шлифование позволяет устранить поверхностные дефекты металла или сделать их практически незаметными. Как шлифование, так и полировка нержавеющей стали может выполняться вручную или при помощи специальных устройств, работающих на электрическом или пневматическом приводе. Из наиболее распространенных аппаратов, применяемых для шлифования, следует выделить:
- пневмонапильник ленточного типа;
- шлифовальную машинку барабанно-ленточного типа;
- другие устройства, предполагающие использование шлифовальных лент.
В домашних условиях шлифование чаще всего выполняется вручную, для чего могут потребоваться шлифовальные листы или инструменты, которые называются шлифками. В отличие от условий домашних мастерских, на производственных предприятиях шлифование нержавейки выполняется с использованием специального оборудования.

Шлифовку нержавейки начинают с зерна 180, затем 320 и 600, а заканчивают полировкой войлочным кругом
Когда для шлифования нержавеющей стали применяется ручной инструмент шлифок, такая обработка выполняется в следующей последовательности.
- Если детали из нержавейки были соединены при помощи сварки, то с их поверхности удаляют прижоги и сварной шов.
- Ту часть поверхности, которая первой будет подвергнута шлифованию, следует ограничить, используя для этого клейкую алюминиевую ленту (она наклеивается в два-три слоя).
- Область поверхности, которая не заклеена защитной лентой, обрабатывается при помощи возвратно-поступательных движений шлифка, при этом давление, оказываемое на инструмент, не должно быть слишком сильным.
- После достижения требуемого результата шлифовки алюминиевой лентой заклеивается уже обработанная часть, а обработке подвергается тот участок, который с ней граничит.
В тех случаях, когда использование шлифка является нецелесообразным, для обработки нержавейки используют шлифовальные листы. Чтобы правильно подобрать такой шлифовальный инструмент по его зернистости, используют пробные черновые детали.
Для шлифования и полировки нержавейки также могут использоваться токарные станки, на которые устанавливаются специальные круги. Выполнять такие отделочные операции с применением токарного станка можно как в производственных, так и в домашних условиях, если такое оборудование имеется в оснащении вашей домашней мастерской. Для эффективного выполнения этих технологических операций могут быть использованы даже простейшие модели токарных станков.
Метод травления
Травление является достаточно распространенным методом обработки изделий из нержавеющих сталей. Такую технологическую операцию, которая позволяет удалить с поверхности изделия из нержавеющей стали различные дефекты, используют для устранения следов сварки, после выполнения термической обработки, а также обработки деталей методами пластической деформации. Кроме того, травление позволяет удалить с нержавейки цвета побежалости, а также обновляет на ней пассивный слой, защищающий металл от последствий воздействия повышенной температуры.
Для выполнения травления в производственных условиях применяются водные растворы кислот или расплавленные щелочные среды. При использовании кислотных сред травление выполняется в два этапа, первый из которых предполагает обработку нержавеющей стали сернокислым раствором, а второй – раствором на основе азотной кислоты. Чтобы выполнить щелочное травление, изделие из нержавейки помещают в расплав каустической соды, которая, не изменяя структуру стали, эффективно разрушает оксидную пленку, сформировавшуюся на ее поверхности.

Вернуть нержавеющей поверхности металлический блеск и восстановить потерю хрома после сварки можно с помощью травильной пасты
В домашних условиях травление выполняют при помощи специальных паст, имеющих желеобразную консистенцию. Используя такие пасты, следует иметь в виду, что в их состав, кроме плавиковой и азотной, входит соляная кислота, а также хлориды, представляющие опасность для здоровья человека, поэтому обращаться с ними следует крайне осторожно.
Пасту для травления нержавейки следует наносить только на тщательно очищенную и обезжиренную деталь, для чего ее промывают теплой водой и обрабатывают любым доступным моющим средством. После непродолжительной выдержки (от 10 до 60 минут) травильная паста смывается, для чего также используют обычную проточную воду. Наносят пасты для травления нержавейки кислотостойкими кистями и специальными пластиковыми лопатками.

Большие площади нержавеющих поверхностей обрабатывают травильными спреями с помощью струйного напыления
На сегодняшний день большой популярностью пользуются травильные пасты следующих торговых марок, уже успевшие доказать свою высокую эффективность.
Такая паста обеспечивает надежную защиту нержавейки от негативного влияния температурных воздействий, а также нивелирует все поверхностные дефекты сварных соединений. Что удобно, эту пасту, которая эффективно обрабатывает стальное изделие всего за 10 минут, можно использовать для травления и вертикально расположенных поверхностей.
При помощи такой пасты, время воздействия которой на поверхность изделия должно составлять около 45 минут, можно не только устранить мелкие дефекты сварных соединений, но и очистить нержавейку от следов коррозии, придать ей красивый металлический блеск. Выбирая такой состав, следует иметь в виду, что использовать его для обработки нержавейки можно лишь при температуре окружающей среды не ниже +50.
Stain Clean (ESAB)
Это полностью готовая к использованию травильная паста, которая не требует особых условий применения и отличается высокой эффективностью.
Другие способы обработки изделий из нержавейки
Изделия, изготовленные из нержавеющих сталей, часто подвергают хромированию, что позволяет:
- придать им привлекательный внешний вид;
- повысить устойчивость к механическим воздействиям (трение, удары и др.);
- значительно увеличить их коррозионную устойчивость.
Между тем качественно выполнить операцию хромирования можно только в производственных условиях, так как для ее осуществления необходимы не только особые расходные материалы и специальное оборудование, но и наличие соответствующих знаний и навыков.
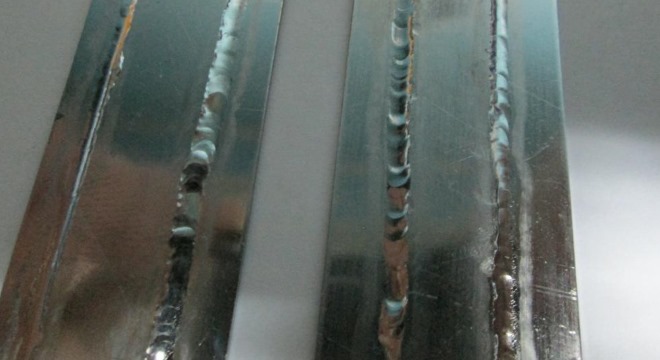
На фото показаны сварные швы нержавейки после обработки 85 % ортофосфорной кислотой – результат травления выглядит не хуже механической полировки
В домашних условиях можно выполнить другую операцию, позволяющую придать поверхности изделия из нержавейки привлекательный внешний вид, – воронение. Такая обработка может выполняться по одной из следующих методик:
- кислотное воздействие;
- использование щелочей;
- применение теплового воздействия.
Конечно, наиболее простым и доступным методом отделочной обработки стальных изделий является их покраска, которая также может выполняться с использованием различных технологий и расходных материалов.
Полировка изделий из нержавейки делает их абсолютно гладкими и придает зеркальный блеск. Этот вид обработки металлов относится к финишным операциям и выполняется только после устранения всех мелких царапин, вмятин и других видимых дефектов. В процессе полирования с поверхности нержавеющей стали срезаются мельчайшие неровности, оставшиеся после предшествующего ей шлифования. При этом геометрические размеры детали практически не изменяются, т. к. удаляемый слой металла имеет толщину менее микрона.
Нержавеющая сталь — один из самых распространенных конструкционных материалов. При этом ее, как правило, используют без антикоррозионных или декоративных покрытий — просто шлифуют или полируют. Зеркальные панели кабин лифтов, блестящие конструкции ограждений лестниц, каркасы стеклянных витражей, металлические детали эскалаторов, сверкающее медицинское оборудование, кухонная посуда и корпуса бытовой техники — все это отполированная «до зеркала» нержавейка.

Способы полировки нержавеющей стали
Существует несколько технологий полирования нержавейки, среди которых самые распространенные — это механическая, химическая и их разновидности. Механическая используется при восстановлении зеркальности нержавеющей стали непосредственно на местах, а также при цеховом ремонте и обработке небольших партий изделий. При поточной обработке деталей из нержавейки на промышленных предприятиях, как правило, применяется метод электрополирования в химических растворах. Довести до блеска нержавейку можно и в домашних условиях доступными каждому способами и средствами.
При небольших повреждениях или окислении поверхность изделия из нержавеющей стали легко доводится до блеска с помощью полировальной пасты или реагентов для химической полировки. Если же царапины и выбоины на нержавейке имеют значительный размер, то вначале необходимо выполнить механическую шлифовку.

Механическая полировка
При механической полировке нержавеющей стали производится срезание микровыступов металла с помощью абразивных зерен. В качестве инструмента в этом случае выступают круги, диски, валики и ленты, а в роли абразивных материалов выступают полировочные пасты и суспензии. В состав некоторых из них добавляют химические компоненты, которые вместе с абразивом воздействуют на микронеровности. Такой вид обработки называется химико-механической полировкой нержавеющей стали.
После механообработки или прокатки на поверхности изделий из нержавеющей стали остаются продольные полосы и канавки. Эти неровности в самом лучшем случае имеют 6–7 класс шероховатости, поэтому шлифовка нержавейки до 8–10 класса является обязательным условием подготовки к операции полирования, т. к. этому виду обработки соответствуют 11–14 классы.
Механическая полировка нержавейки может выполняться вручную, без применения приводного инструмента и специальных приспособлений. Такая обработка наиболее распространена в быту и при небольших объемах ремонтно-восстановительных работ. На производственных предприятиях для полирования нержавеющей стали используют следующие виды производственного оборудования:
- ручной электро- и пневмоинструмент;
- полировальные станки;
- барабанные и вибрационные аппараты;
- магнитно-абразивные установки.

Самые распространенные абразивные материалы для полировки нержавеющей стали — это различные жидкие полироли, суспензии и пасты, которые позволяют добиться наилучших результатов по шероховатости. У большинства из них основой являются технические масла, жиры и вещества типа парафина и стеарина, которые приходится удалять с поверхности нержавейки с помощью органических растворителей.
Электрохимический способ
В основе технологии электрохимической полировки (ЭХП) нержавеющей стали лежит процесс движения ионов металла от анода к катоду. В общем виде такая установка состоит из металлической ванны с электролитом, подключенной к отрицательному полюсу источника постоянного тока (катоду). В нее погружается изделие из нержавеющей стали, на которое подается положительный потенциал, т. е. оно является анодом. При пропускании через электролит постоянного тока с поверхности нержавейки начинается отрыв положительных ионов металла. В большей степени это происходит с вершин микровыступов, которые таким образом сглаживаются (см. рис. ниже). Глубина удаления металла при такой химической полировке нержавеющей стали в электролите регулируется величиной тока и продолжительностью процесса.

ЭХП позволяет обрабатывать любые труднодоступные полости и сложные фигурные элементы со снятием одинакового слоя металла по всей поверхности изделия. Установки, на которых выполняется химическая электрополировка нержавейки, работают при температуре электролита 70÷90 °C и плотности токов от 0.3 до 0.5 А/см². В качестве электролитов в них используют растворы на основе смеси неорганических кислот. По этой причине ЭХП иногда путают с химическим травлением металлов и даже упоминают в статьях о них азотную кислоту, хотя основные компоненты электролита для нержавеющей стали — это ортофосфорная и серная кислоты.
Электролитно-плазменное полирование
Электролитно-плазменное полирование (ЭПП) нержавеющей стали также основано на процессе перемещения положительных ионов металла от анода к катоду. Но в этом случае используется другое физическое явление — образование вокруг анода (изделия из нержавеющей стали) парогазовой плазменной рубашки, в которой и происходит процесс выравнивания микровыступов на ее поверхности. Электролитно-плазменные установки функционируют на постоянном токе напряжением до 400 В и с температурой электролита от 60 до 90 °C. Несмотря на высокое напряжение они работают на тех же плотностях токов, что и при электрохимическом полировании. При этом обработку деталей из нержавейки они выполняют в несколько раз быстрее: на промышленной установке удаление слоя нержавеющей стали происходит со скоростью 3 мкм/мин.

Еще одним достоинством этой технологии является дешевизна и экологическая безопасность химических веществ, применяемых для приготовления электролитов. В частности, при электролитно-плазменном полировании изделий из нержавейки используются безопасные растворы солей аммония с концентрацией 3÷6%.
Средства для полировки
Большинство работ по полированию штучных изделий и металлоконструкций из нержавеющей стали выполняются либо вручную, либо с применением разнообразного электроинструмента. При этом применяется большое количество полировальных приспособлений, среди которых самые распространенные — это:
- салфетки, диски и круги из нетканого полотна, войлока и фетра;
- валики и пакеты дисков;
- веерные круги;
- полировальные абразивные листы и диски на бумажной и полимерной основе;
- нетканые материалы с абразивом;
- полировальные ленты.

Ручной электроинструмент для полировки нержавейки, кроме обычных полировочных насадок, оснащается приспособлениями для обработки труднодоступных мест и криволинейных поверхностей. Основные виды инструмента с электрическим приводом, применяемого при обработке нержавеющей стали:
- орбитальные шлифовальные машинки;
- болгарки с различными насадками и приспособлениями;
- ленточные шлифмашинки;
- прямошлифовальный электроинструмент;
- переносные ленточно-шлифовальные станки;
- ленточные напильники с поворотными насадками.
В качестве полирующего материала для нержавейки чаще всего используют различные виды паст, которые в общем случае делятся на материалы для черновой и финишной полировки. По составу своей основы они делятся на водные и жировые. Последние лучше удерживают абразивный материал, но их сложнее удалять с нержавеющей стали. К вспомогательным материалам относятся микрофибровые салфетки, которые применяют для очистки поверхности нержавейки после полировки.
Простой способ полировки нержавейки в домашних условиях
Отполировать нержавейку в домашних условиях несложно. Все зависит от того, насколько поврежден и окислен полируемый предмет, а также от наличия у него труднодоступных мест. В случае, если поверхность нержавейки просто потеряла блеск от окисления, можно использовать химическое полирование уксусом, оливковым маслом или специальными фирменными средствами. Для этого нужно просто нанести одно из этих веществ на салфетку из микрофибры, после чего плавными круговыми движениями обработать ее со всех сторон. Таким образом можно восстановить блеск кухонного оборудования, посуды, а также нержавеющих труб в ванной комнате.
Для полировки изделий из нержавейки до зеркального блеска в домашних условиях обычно используют пасту ГОИ. Полирование выполняется с помощью войлока или фетра. После его окончания все поверхности необходимо очистить с помощью салфетки из микрофибры, смоченной небольшим количеством растворителя.
Оба эти метода пригодны в тех случаях, когда нержавеющая сталь не имеет значительных повреждений. При наличии царапин, выбоин и большого количества налета перед полированием придется произвести механическую шлифовку нержавейки (вручную или с использованием электроинструмента).
Периодичность и способы ухода за нержавеющей сталью
Для того чтобы поверхность изделий из нержавеющей стали как можно дольше оставалась ровной и глянцевой, при ее очистке необходимо избегать использования абразивных паст, металлических мочалок, жестких губок и щеток, а также хлорсодержащих веществ. При отсутствии значительных повреждений на поверхности нержавейки образуется ровная матовая пленка из оксида хрома, которая защищает основной металл от коррозии и не дает налипать на него накипи. Потребность в периодической полировке возникает по мере износа и появления наружных повреждений на нержавейке, а ее необходимость определяется методом визуального осмотра.
В Интернете встречаются статьи о чистке изделий из нержавейки (в частности термосов, посуды и пр.) с помощью кока-колы. Известно, что в состав этого напитка входит ортофосфорная кислота. Но ее в кока-коле настолько мизерное количество, что сама возможность такой обработки нержавеющей стали вызывает закономерные сомнения. А что вы думаете по этому поводу? Приходилось ли вам чистить изделия из нержавейки кока-колой или чем-либо подобным? Поделитесь, пожалуйста, своим мнением и опытом в комментариях к этой статье.



— Доставка по всей территории России, а также в Казахстан
— Прямые отгрузки со склада
— Довоз до транспортной бесплатно
— Отгрузки каждый день
Сохранить в соц. сетях
Набор для полировки сварных швов на нержавеющей стали
Описание
Набор собран специально для полировки сварных швов на нержавеющей стали до идеального зеркального блеска.
В набор входят:
Артикул: 20044 Наименование товара: Круг лепестковый торцевой 125х22 мм CR P60 — 1 штука
Артикул: 20045 Наименование товара: Круг лепестковый торцевой 125х22 мм CR P80 — 1 штука
Артикул: 20157 Наименование товара: Доводочный круг 125х22 мм 5A MED — 1 штука
Артикул: 20158 Наименование товара: Доводочный круг 125х22 мм 2S FIN — 1 штука
Артикул: 21020 Наименование товара: Полировальный круг на липучке из войлока диам. 125 мм, 115 руб., 2 штуки
Артикул: 22008 Наименование товара: Опорная тарелка для кругов на липучке диам. 125 мм мягкая
Артикул: 21073 Наименование товара: Полировальная паста розовая 150 г — 1 штука
Артикул: 21011 Наименование товара: Паста для полировки нержавеющей стали, 75 мл — 1 штука
Специалисты компании "ТехноАрмада", за несколько лет работы накопили большой технический опыт в обработке нержавеющей стали. Поэтому мы готовы представить вашему вниманию "Технологию полировки сварных швов".
Видео-инструкция по полировке сварных швов
1. Для шлифовки и полировки сварных швов нужна мощная УШМ 125 мм с электронной регулировкой оборотов. Мы всегда предлагаем идеальное решение, которое закрывает все задачи по обработке нержавейки — мощная, сверхнадежная УШМ FEIN WSG 15-70 Inox. УШМ обязательно должна быть с регулировкой оборотов.

2. Рассмотрим заготовку, на которой нужно отполировать сварной шов.

3. Для начала нужно удалить сварной шов, т.е. непосредственно снять лишний металл, образовавшийся в результате сварки. Лучшим решением для этой задачи будет лепестковый круг из керамического материла. Он так быстро шлифует нержавейку, что она даже не успевает сильно нагреваться. На сегодняшний день это лучший круг, при всём этом он недорогой.
ВАЖНО! Скорость обработки 8000-12000 об./мин.

4. Удаляем сварной шов. Смотрим результат.

5. После удаления сварного шва, нам необходимо убрать большие риски, после шлифовального круга и сделать однородную матовую поверхность. Для этого нам понадобится доводочный круг 5A MED
ВАЖНО! Скорость обработки 3000-4000 об./мин.

6. Делаем доводку поверхности, смотрим результат.

7. Видно что поверхность в области сварного шва стала матовая — и уже можно полировать до зеркала. И тогда у вас будет полировка сварного шва в 3 этапа, но если вам нужно отполировать до идеального зеркала, то проходим еще доводочным кругом 2SF.
ВАЖНО! Скорость обработки 3000-4000 об./мин.

Он приближает шероховатость к значению P600 и убирает все риски, делая подготовку к полировке идеальной.

8. Поверхность подготовлена идеально и теперь можно полировать. Делаем это самым дешевым и простым средством: опорная тарелка жесткая, войлочный диск на липучке и розовая паста.
ВАЖНО! Скорость обработки 2000-3000 об./мин.



9. Полируем и оцениваем результат, как видно, у нас зеркало, многих такой результат устраивает, видно и телефон и руку оператора, но сохраняются маленькие разводы и, если нам нужно сделать идеально — то можно добавить еще один этап полировки.

ВАЖНО! Скорость обработки 2000-3000 об./мин.

11. Полируем и оцениваем результат.

12. Как видно по фотографии — зеркало у нас идеальное, лучше уже просто не бывает. В итоге: получается, что для полировки нержавеющей стали применяются технологии от 3 до 5 этапов. Если Вас заинтересовала эти технологии — то для дополнительной консультации или заказа — позвоните в офис +7 (863) 296-96-31 или отправьте запрос на почту info@technoarmada.ru
P.s. для полировки угловых сварных швов и труднодоступных мест, используются доводочные торцевые круги диам. 150 мм, все круги сделаны из этих же материалов, которые представлены выше, они только имеют другую форму. Их форма позволяет проникать в труднодоступные места.




И последнее, если вам нужно просто осветлять сварной шов, без снятие самого металла, то просто обработайте его "Эмульсией для снятия следов побежалости"


Отправить ответ