
Металлографический контроль сварных швов
Металлографический контроль
Металлографический контроль дает возможность установить качество провара и наличие дефектов в шве и зоне сплавления сварного соединения. Металлографический контроль труб целесообразно производить периодически один раз в месяц по одной сварной трубе, выбранной у каждого сварщика. [1]
Металлографический контроль целесообразно производить в одних и тех же контрольных зонах на деталях сосуда, прежде всего на внутренней поверхности корпуса, наиболее подверженной повреждениям в эксплуатации. Постоянство зон контроля позволяет прослеживать изменение состояния металла с течением времени. Металлографический контроль выявляет возникновение усталостных и коррозионных микротрещин и других микроповреждений. Методика такого контроля может быть различной. [2]
Металлографический контроль определяет также величину природного зерна аустенита, для чего изготовляются микрошлифы из образцов металла, подвергнутых цементации или специальному травлению, и под микроскопом определяется номер зерна соответственно восьмибалльной шкале ( см. фиг. [3]
Металлографический контроль состоит в определении структуры и фазового состава металла труб. Этот вид контроля используют также для установления марки стали или сплава и для обнаружения скрытых в металле посторонних включений. [4]
Металлографический контроль в простом поляризованном свете, а также рентгеновский фазовый анализ ( дебаеграммы получены в CuiK а р-излучении диаметр а: меры D 143 3 мм) проводились на всех стадиях приготовления образцов. [5]
Металлографический контроль может производиться на производственных сварных соединениях, вырезаемых из изделия, или на специальных контрольных стыках, сваренных в производственных условиях. Первый способ предпочтителен, хотя и более трудоемок. Он обеспечивает лучшее соответствие структуры и качества контролируемых и производственных стыков. [6]
Металлографический контроль швов состоит в исследовании макро — и микроструктуры и осмотре изломов сварных соединений. [7]
Металлографический контроль сварных швов состоит в исследовании макро — и микроструктуры и осмотре изломов сварных соединений. [8]
Более тщательный металлографический контроль сварных соединений проводят путем исследования макро — и микроструктуры образцов, вырезанных из изделия или контрольных пластин. [10]
Более тщательный металлографический контроль сварных швов наиболее ответственных конструкций проводят путем исследования макро — и микроструктуры образцов, вырезанных из изделия или контрольных пластин. [12]
Металлографическому контролю подвергаются также сварные соединения шипов и ребер с трубами. [13]
Металлографическому контролю подвергают также сварные соединения шипов и ребер с трубами. [14]
Неразрушающий металлографический контроль предполагает подготовку шлифа непосредственно на оборудовании без вырезки образцов. Подготовленный на оборудовании шлиф исследуют посредством портативного ( переносного) металлографического микроскопа или снимают с этого шлифа реплики ( оттиски) и затем полученные реплики исследуют на микроскопе в лабораторных условиях. Однако метод реплик весьма трудоемок. [15]
МЕТАЛЛОГРАФИЧЕСКИЙ МЕТОД ИССЛЕДОВАНИЯ
Цель работы
Ознакомление с методами металлографического анализа металлических материалов и контроля качества конструкционных материалов.
Оборудование и реактивы
Металлографический микроскопы и микроскринер, макрошлифы образцов для механических испытаний, исследований сварных соединений и видов изломов, 4-5% раствор азотной кислоты.
Состав, структура и классификация сталей
Сталь – деформируемый (ковкий) сплав железа с углеродом (и другими элементами), содержание углерода, в котором не превышает 2,14%, но не меньше 0,022%. Главным элементом стали является углерод, и это единственная примесь, которая специально вводится в сталь. С повышением содержания углерода прочность стали существенно возрастает из-за увеличения количества цементита в фазовом составе стали. Стали делятся на конструкционные и инструментальные. Разновидностью инструментальной является быстрорежущая сталь.
Стали, в зависимости от способа их получения, содержат разное количество неметаллических включений. Содержание примесей лежит в основе классификации сталей по качеству: обыкновенного качества, качественные, высококачественные и особо высококачественные.С увеличением содержания углерода в стали возрастает количество фаз, имеющих более высокую твердость (перлит, цементит). Следовательно, и изменяются механические свойства: возрастает твердость, предел прочности, текучести, уменьшается относительное удлинение, относительное сужение и ударная вязкость.
Металлографический анализ
В процессе производства металла формируется структура, но одновременно возникают и частично «залечиваются» дефекты металлургического производства. Металлографический анализ предусматривает выявление дефектов, особенностей структуры и, как следствие, прогнозирование поведения металлов в эксплуатационных условиях.
Дефект – каждое отдельное несовершенство продукции или несоответствие требованиям, установленным нормативной документацией.
Термин «макроисследование» объединяет методы и способы контроля качества материала (детали, узла) невооруженным глазом или с помощью лупы. Понятие «микроисследование» связывает способы анализа микроструктуры материала с помощью оптического микроскопа. В совокупности обе названные группы методов составляют сущность металлографического анализа.
Макроскопическое исследование
Анализ обычно начинается с тщательного визуального осмотра состояния поверхностей детали и часто заканчивается получением макроснимка.
По поверхности излома, например, аварийной детали можно судить о степени однородности ее материала, установить, хрупок он или пластичен, как произошло разрушение – по границам или по телу зерен. Поверхность излома у хрупкого металла кристаллична. По ее плоскостям скола отдельных зерен можно определить размеры и форму зерен.
При упругопластической деформации под действием внешней силы необратимо изменяются форма и размеры изготовленной из металла детали или испытуемого образца. Во время этой деформации, которую обычно называют пластической, зерна металла под действием силы P расслаиваются на пачки скольжения. Образующиеся пачки смещаются друг относительно друга, что приводит к вытягиванию зерен в волокна (рис. 1).
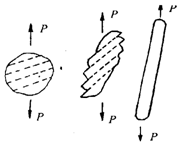
Рис. 1. Схема пластической деформации отдельного зерна металла.
В волокнистой структуре металла между волокнами располагаются различные разделяющие волокна включения. Его прочность на разрыв вдоль волокон оказывается выше, чем поперек.Сильно окисленная поверхность излома может быть у деталей, работающих при высоких температурах (горячий излом).Под действием знакопеременных нагрузок возможно возникновение усталостного излома.
Дефекты сварных швов
По расположению различают дефекты наружные, внутренние и сквозные. По форме компактные и протяженные, плоские и объемные, острые и округлые. По размерам – мелкие, средние и крупные. По количеству – единичные и групповые.
При макроанализе сварных швов выявляются следующие поверхностные дефекты:
а) неравномерность ширины и высоты наплавленного металла, наличие углов, наплывов, седловин у стыковых швов и неравная величина катетов у угловых швов.
б) подрезы, представляющие собой углубления у кромки шва в основном металле, возникают при завышенном режиме дуги и уменьшают расчетное поперечное сечение материала, выступая одновременно в качестве концентраторов напряжений(рис.2.4);
в) кратеры возникают при обрывах дуги. Они снижают стойкость шва против коррозии и локально уменьшают расчетное поперечное сечение. Поэтому часто являются очагами появления трещин и преждевременного разрушения;
г) прижоги – дефекты в виде окалины или пленки окислов на поверхности сварного соединения, появляются от чрезмерного завышения теплового режима сварочной дуги или в результате неравномерного перемещения электрода. При прижогах металл из-за укрупнения зерна становится недопустимо хрупким.
Все названные выше дефекты сварных швов могут быть устранены подваркой, если таковая допускается техническими условиями. Однако факт наличия этих поверхностных дефектов служит обычно основанием для предположения о наличии в металле шва опасных внутренних дефектов схематически представленных на рис. 2.


Рис. 2. Типичные внутренние дефекты: поры и газовые раковины – (а), шлаковые включения – (б), непровары – (в), трещины – (г).
К типичным недостаткам у сварных соединений относятся:
а) газовые раковины и поры
б) шлаковые включения
1) Усадочные напряжения, превышающие предел прочности металла;
2) Жесткое закрепление свариваемых элементов;
3) Структурные напряжения, например, образование мартенсита;
4) Повышенное содержание углерода, серы и фосфора в металле;
5) Сварка при низкой температуре;
6) Дефекты шва, вызывающие местную концентрацию напряжений в металле шва;
7) Сосредоточение нескольких швов на небольшом участке изделия, вызывающее повышенные местные напряжения (концентрация напряжений).
Метод основан на применении оптических микроскопов, работающих по принципу отраженного света. Основные элементы мезоструктуры: зерно, фрагмент зерна, блоки, микровключения (их форма, размеры, количество и взаимное расположение), границы зерен, линии сдвига, полосы скольжения, микротрещины и микропоры.
Анализ мезоструктуры производится с помощью микрошлифов, рабочие поверхности которых в форме ровной площадки после тщательной шлифовки полируются до зеркального блеска. Затем они подлежат промывке чаще спиртом, и сушке обычной фильтровальной бумагой.
Действительную мезоструктуру анализируемого металла можно увидеть лишь после травления поверхности микрошлифа соответствующим реактивом. Реактив растворяет металл, прежде всего, по границам зерен. Дело в том, что здесь в тонком слое, не более 2-3 межатомных расстояний, атомы занимают компромиссное положение относительно кристаллических решеток контактирующих зерен. Меньший порядок взаимного расположения в совокупности с присутствием чужеродных примесных атомов и обусловливает обычно большую скорость растворения границ зерен химическими реактивами. При этом они, естественно, углубляются, как схематически показано на рис. 2.9, а, и световые лучи, попав на них, рассеиваются. Поэтому в поле зрения окуляра границы зерен выглядят в виде ажурного темного контура, окаймляющего сравнительно светлые зерна (рис. 2.9, б).
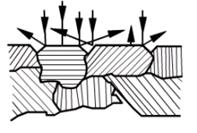
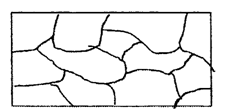
Рис. 2.9. Схема отражения световых лучей от поверхности шлифа (а) и видимой при этом зернистой структуры (б).
Неметаллические включения располагаются в виде тонких вытянутых линз или округлых разрозненных включений.
1.Сульфиды, шлак, окислы, силикаты, графит
2.Шлаковые включения образуются при больших скоростях сварки, при сильном загрязнении кромок и при многослойной сварке в случаях плохой очистки от шлака поверхности швов между слоями.
3.С увеличением содержания углерода в стали возрастает количество фаз, имеющих более высокую твердость (перлит, цементит). Следовательно, и изменяются механические свойства: возрастает твердость, предел прочности, текучести, уменьшается относительное удлинение, относительное сужение и ударная вязкость.
4.Хорошее раскисление, полное расплавление добавок, достаточная выдержка металла в печи, подготовка печи, ковша и изложницы, и хорошее качество огнеупоров уменьшают количество включений.
Вывод
Углерод придаёт сплавам железа прочность и твёрдость, снижая пластичность и вязкость. Стали, в зависимости от способа их получения, содержат разное количество неметаллических включений.
Образование внутренних дефектов при сварке связано с металлургическими, термическими и гидродинамическими явлениями, происходящими при формировании сварного шва.
Трещины – наиболее опасные внутренние дефекты сварки. Они могут быть макроскопическими и микроскопическими, а по происхождению горячими и холодными.
Контрольные вопросы и задачи
1. Микроанализ (микроскопический анализ) представляет собой исследование структуры металла при больших увеличениях с помощью специального металлографического микроскопа, предназначенного для изучения металла.
Макроанализ заключается в изучении строения сплавов невооруженным глазом или с помощью небольших увеличений (до 30 раз) с помощью лупы.
2. Макроанализ: неравномерность ширины и высоты наплавленного металла, подрезы, кратеры, прижоги.
Микроанализ: неметаллические включения, рыхлоты и микротрещины.
3. При наблюдении в светлом поле лучи от источника света проходят через коллектор, теплофильтр, светофильтр, осветительную линзу, диафрагмы, ахроматическую линзу, отражаются от плоскопараллельной полупрозрачной пластины и направляются через объектив на объект. Лучи, отраженные от поверхности объекта, снова проходят через объектив, который проецирует совместно с дополнительной тубусной линзой изображение объекта в плоскость электронного приемника оптического изображения, отражаясь от светоделительной пластинки, а также в фокальную плоскость окуляров. С помощью системы призм изменяется направление оптической оси микроскопа. Призменный блок насадки разделяет пучок лучей и обеспечивает возможность бинокулярного наблюдения объекта.
4. С помощью микрошлифов, рабочие поверхности которых в форме ровной площадки после тщательной шлифовки полируются до зеркального блеска. Затем они подлежат промывке чаще спиртом, и сушке обычной фильтровальной бумагой
5. Реактив растворяет металл, прежде всего, по границам зерен. Дело в том, что здесь в тонком слое, не более 2-3 межатомных расстояний. Меньший порядок взаимного расположения в совокупности с присутствием чужеродных примесных атомов и обусловливает обычно большую скорость растворения границ зерен химическими реактивами. При этом они, естественно, углубляются, и световые лучи, попав на них, рассеиваются. Поэтому в поле зрения окуляра границы зерен выглядят в виде ажурного темного контура, окаймляющего сравнительно светлые зерна.
6. По химическому составу стали делятся на углеродистые и легированные; в том числе по содержанию углерода – на низкоуглеродистые, среднеуглеродистые и высокоуглеродистые; легированные стали по содержанию легирующих элементов делятся на: низколегированные, среднелегированные и высоколегированные.
7. Феррит и цементит
8. Применяющийся обычно для травления стальных микрошлифов 3-5%-ный раствор азотной кислоты в спирте растравливает только границу между ними. Поэтому под микроскопом их пластинки в перлитном зерне выглядят светлыми, а тончайшая граница между ними темной.
9. Структура сталей состоит из феррита и перлита,содержит от 0,15 до 0,8% углерода.С увеличением содержания углерода количество феррита уменьшается, а перлита увеличивается. Количество феррита и перлита можно определить площадям этих составляющих на микрошлифе. Если сталь имеет состав 0,8% углерода, то структура – один перлит, так как 100% площади занято перлитом. Если часть площади занята ферритом (например, 40%), то можно составить пропорцию для определения процента содержания углерода: 100% Пл. – 0,8%с х=40% пл. – Х% С
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: Увлечёшься девушкой-вырастут хвосты, займёшься учебой-вырастут рога 9586 —  | 7565 —
| 7565 —  или читать все.
или читать все.
91.146.8.87 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
Металлографическому исследованию подвергаются стыковые, тавровые и угловые соединения для выявления возможных внутренних дефектов (трещин, непроваров, шлаковых и металлических включений и др.), а также для установления глубины проплавления и структуры металла шва.
Контроль производится путем исследования поверхности шлифа, вырезанного поперек сварного шва. Контролируемая поверхность должна включать в себя сечение шва с зоной термического влияния и прилегающей к ней участком основного металла.
Вырезка заготовок для шлифов производится режущим (фрезеровка, строгание) или абразивным инструментом. Допускается газовая или плазменная резка, если при этом будут исключены структурные изменения металла в исследуемом сечении.
К металлографическим относятся макроструктурные и микроструктурные исследования.
Макроисследование проводится визуально или при увеличении до 30 раз. Макроструктурный анализ выявляет форму и размеры шва, площадь и форму провара основного металла, направленность, рост и размеры кристаллитов, размеры и форму околошовной зоны, наличие в соединении непроваров, трещин, пор, шлаковых включений, химической неоднородности и т. п.
Данные макроструктурного анализа совместно с измерениями твердости дают довольно точное представление о качестве сварного соединения и об изменениях, которые нужно ввести в технологию сварки для улучшения качества швов.
Перед травлением поверхность темплетов шлифуется на плоскошлифовальных станках или вручную. Окончательная обработка макрошлифа осуществляется шлифовальной шкуркой марки К-3 зернистостью 240—280. Для травления шлифов применяют различные реактивы в зависимости от материала сварного соединения и предполагаемых особенностей макроструктуры.
Для выявления структуры сварных швов на углеродистых и легированных сталях применяют реактив из хлористого железа (20 г на 100 г воды) или раствор соляной кислоты (10 мл на 100 мл воды). Травят образцы в растворе, подогретом до 60 °С. После травления шлиф осветляется в 10 %-ном водном растворе азотной кислоты.
Универсальным раствором для выявления структуры сварных швов практически на всех сталях является раствор хлористого железа (200 г) и азотной кислоты (300 мл) в 100 мл воды. Образец травят протиранием ватным тампоном, смоченным в растворе.
Микроструктурный анализ позволяет изучить строение металлов и сплавов с- помощью микроскопа. Он определяет: структуру наплавленного металла, основного металла и зоны термического влияния, примерное содержание углерода в наплавленном металле, перегрев и пережог, выгорание отдельных элементов, микротрещины, микропоры, шлаковые включения и т. п.
Размер поверхности микрошлифа обычно не превышает 20×20 мм. Поверхность микрошлифа обрабатывается более тщательно, чем макрошлифа, и заканчивается полировкой на сукне алмазными пастами или растворами окиси хрома или окиси алюминия.
Для травления сталей применяют 4 %-ный раствор азотной кислоты в этиловом спирте — травят до 1 мин, 4 %-ный раствор пикриновой кислоты в этиловом спирте — травят от 20 с до 15 мин. После травления микрошлифы обследуют под микроскопом при увеличении от 150 до 1000 раз и более.


Отправить ответ