
Можно ли сварить нержавейку полуавтоматом
Содержание:
- 1 Свойства нержавеющего сплава
- 2 Сварка полуавтоматом
- 3 Виды нержавеющих сталей
- 4 Свойства и свариваемость нержавейки
- 5 Расходные материалы
- 6 Некоторые особенности технологии
- 6.1 Подготовка к сварочным работам
- 6.2 Правила и методы сварки
- 6.3 Устранение деформаций
- 6.4 Содержание
- 6.5 Что представляет из себя метод сварки нержавеющей стали полуавтоматом
- 6.6 Где чаще всего применяется этот метод
- 6.7 Обязательно ли использовать защитный газ
- 6.8 Какие достоинства и недостатки есть у данного метода в отличие от MMA и TIG сварки
- 6.9 Сварочные материалы и оборудование для сварки нержавейки полуавтоматом
- 6.10 Какие типы металлов (стали) можно сваривать с нержавейкой
- 6.11 Особенности процесса сварки и рекомендации
- 6.12 Обработка нержавейки после сварки полуавтоматом
- 6.13 Какие модели полуавтоматов лучше всего подойдут для сварки нержавейки
 Употребляемое в разговорной речи слово «нержавейка» представляет собой низкоуглеродистую сталь с добавлением хрома. В результате взаимодействия с кислородом хром создает защитную оксидную пленку, которая противодействует ржавлению металла.
Употребляемое в разговорной речи слово «нержавейка» представляет собой низкоуглеродистую сталь с добавлением хрома. В результате взаимодействия с кислородом хром создает защитную оксидную пленку, которая противодействует ржавлению металла.
Если в составе металлического сплава находится от 12% хрома, то он уже относится к категории нержавеющих и обладает устойчивостью к коррозии. В то же время работа с этим материалом требует определенной подготовки металла перед проведением сварочных работ. На качество сварочных работ влияет выбор рабочего сварочного режима и правильный подбор расходных материалов.
Поверхностный антикоррозийный слой металла обладает устойчивостью к восстановлению. В составе современных антикоррозийных сплавов могут присутствовать в незначительных количествах: углерод, титан, никель, молибден, ниобий. Все эти элементы также повышают стойкость к коррозии и улучшают качество стали.
В зависимости от микроструктуры нержавеющая сталь может иметь различные свойства и применяться в разной среде:
- Сталь с содержанием хрома и никеля относится к классу аустенитной. Ее отличают высокие показатели устойчивости к ржавлению, пластичностью, прочностью и немагнитностью.
- Сплав с содержанием хрома и железа называется ферритным. Он устойчив к термической закалке и может использоваться в агрессивной среде.
- Сплав с содержанием углерода и хрома называется мартенситным и используется в слабоагрессивной среде. Объясняется такое применение высокой твердостью и одновременно хрупкостью сплава.
Свойства нержавеющего сплава
Начинающему сварщику рекомендуется учитывать некоторые свойства химического состава стального сплава, чтобы выполнить работу качественно. Среди основных параметров обычно выделяют:
- Низкую теплопроводность. Теплопроводность нержавеющей стали ниже в два раза по сравнению с другими металлами. В процессе сварочных работ металл может расплавиться больше, чем это необходимо. Устойчивость к коррозии в результате этого снизится. Для устранения негативных последствий мастера уменьшают силу тока на 20% и дополнительно охлаждают шов.
- Минимальный уровень температуры плавления. Для сохранности устойчивости к ржавлению в процессе работ сохраняют оптимальный режим температуры.
- Межкристаллитную коррозию. Является результатом образования карбидного соединения хрома и железа. Растекание, приводящее к коррозии металла, происходит при повышении температуры более 500 градусов. Для устранения нежелательных эффектов применяются различные способы охлаждения свариваемых конструкций.
- Высокий уровень линейного расширения стали. Литейная усадка стали происходит благодаря высоким температурам. Превышение температурного режима может привести к деформации металла и появлению между свариваемыми деталями трещин. С этой целью при работе с нержавейкой рекомендуется оставлять небольшие зазоры на расширение.
- Высокий показатель электрического сопротивления. Этот показатель может послужить причиной нагрева электродов из стали высоколегированного типа. Для предупреждения высокого нагревания длина электродов из никеля и хрома не превышает 350 мм.
Сварка полуавтоматом

При использовании различных способов сваривания нержавеющей стали можно получить различные по качеству результаты. Для сварки в безгазовой среде применяют порошковую проволоку. Этот метод обеспечивает получение ровного и красивого шва. Но такой шов в процессе эксплуатации изделия может поржаветь.
Для предотвращения таких последствий и получения качественного результата сварщики используют полуавтомат с применением стальной проволоки и углекислоты. Идеальным является состав газа из 2% углекислоты и 98% аргона. Для снижения стоимости производимых работ пропорции газа меняют в соотношении 30% углекислоты и 70% аргона.
Применение полуавтомата позволяет подавать проволоку в сварочную область механизированным путем. Полуавтомат позволяет охлаждать горелку, осуществлять высококачественные соединения в аргоновой среде, регулировать скорость подачи присадочной проволоки и производить сварку в труднодоступных местах.
Перед осуществлением сварочных работ поверхность свариваемых деталей подготавливают:
- Зачищают поверхность с помощью металлической щетки и обезжиривают при помощи специальных средств: уайт-спирита, ацетона или авиационного бензина.
- Прогревают свариваемые детали до 100 градусов, чтобы сварочная зона просохла и не имела влаги.
 Самой надежной и результативной является сварка с применением аргона и углекислоты. Такой метод сварки металла позволяет сохранить все свойства стали. В процессе сварки проволока из никелевого сплава сгорает интенсивнее, что улучшает показатели сварки.
Самой надежной и результативной является сварка с применением аргона и углекислоты. Такой метод сварки металла позволяет сохранить все свойства стали. В процессе сварки проволока из никелевого сплава сгорает интенсивнее, что улучшает показатели сварки.
При использовании обычной проволоки показатели могут быть хуже. Методы современной сварки нержавеющих металлов:
- Тонколистовые металлы соединяют методом короткой дуги.
- Толстолистовые металлы соединяют методом струйного переноса.
- Экономия ресурсов высокой производительности осуществляется методом сварки импульсного характера. Этот метод позволяет подавать проволоку короткими импульсами.
В среде аргона
Полуавтоматическая сварка в среде аргона позволяет увеличить производительность. Технология такой сварки позволяет осуществлять не только сваривание толстых металлов, но и получать надежные высококачественные соединения, привлекательные по внешнему виду.
В состав сварочной проволоки должен быть включен никель для повышения качества производимых работ. Для сваривания толстостенных металлов применяют смесь аргона и углекислого газа.
Сварщику следует помнить, что изделия в процессе работы могут деформироваться из-за длительного нагрева. Решить эту проблему можно простукиванием и прогревом деталей. С этой целью можно применять бытовую газовую горелку.
В среде углекислого газа
При проведении сварочных работ в среде углекислого газа полуавтоматом должны выполняться следующие требования:
 Применение обратной полярности.
Применение обратной полярности.- Выдержка угла наклона электрода. Тонкие металлы можно проваривать наклоном проволоки вперед. Этот метод делает шов шире, а глубину провара меньше.
- Величина вылета проволоки не должна превышать 12 мм.
- Обеспечение контроля за расходом газа. Слишком маленький или очень большой расход газа может отрицательно сказаться на итоговом результате.
- Применение осушителя. В процессе сварки металла при высоких температурах из баллонов с газовой смесью выделяется вода, которая при взаимодействии с углекислотой снижает прочность шва. Медный купорос, применяемый в качестве осушителя, позволяет сохранить качество сварного шва.
- Не следует начинать и заканчивать сварку по краю детали. Это может привести к появлению водородных трещин. Рекомендуется отступать от края изделия не менее 5 см.
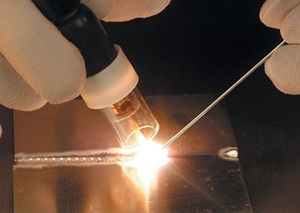
Сварка нержавейки полуавтоматом может представлять достаточно высокую сложность не только для новичка, но и для опытного специалиста. Такие сложности в первую очередь связаны с особенностями самого металла, для качественной сварки которого необходимо правильно подобрать рабочие режимы сварки и соответствующие расходные материалы.

Полуавтомат для сварки металла в среде защитного газа
Виды нержавеющих сталей
Основным легирующим элементом сталей, относящихся к категории нержавеющих, является хром. Именно благодаря данному элементу, которого в нержавейке должно содержаться не менее 12%, на ее поверхности создается оксидная пленка. Несмотря на очень незначительную толщину такой пленки, иногда не превышающую размеров нескольких атомов, она обеспечивает надежную защиту металла от воздействия коррозии. Кроме того, если случайно или преднамеренно повредить эту защитную пленку методом механического воздействия, то через некоторое время она восстановит свою целостность.
В химическом составе преимущественного большинства марок нержавеющих сталей, кроме железа, углерода и хрома, могут содержаться такие химические элементы, как никель, титан, ниобий и молибден. Эти элементы, находящиеся в составе нержавейки в достаточно незначительных количествах, улучшают как антикоррозионные, так и механические характеристики сплава.
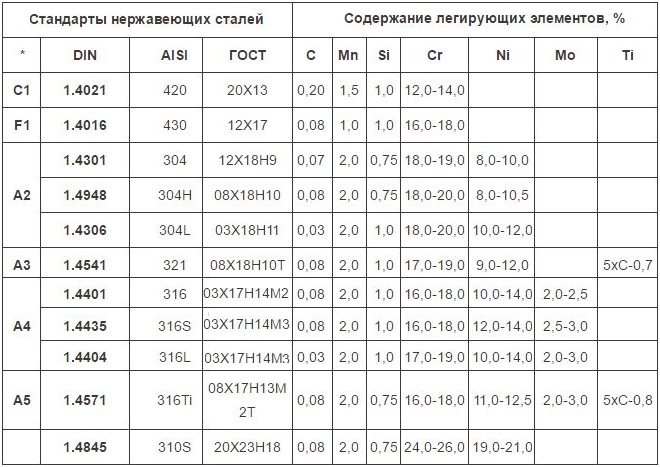
Химический состав основных марок нержавеющей стали
Нержавеющие стали в зависимости от особенностей своей внутренней структуры могут относиться к одному из следующих типов.
Это сплавы, содержащие в своем составе 17% хрома и 0,5% углерода. Нержавейка с такой структурой отличается твердостью и высокой хрупкостью и может успешно эксплуатироваться только в слабоагрессивных средах.
В химическом составе таких сталей, кроме хрома и углерода, также содержится никель, который и увеличивает аустенитную область в их структуре. Отличительными качествами таких сплавов, относящихся к категории немагнитных, являются высокая коррозионная устойчивость, прочность, оптимально сочетающаяся с хорошей пластичностью.
Сюда относятся нержавеющие стальные сплавы, содержащие в своем составе не более 0,12% углерода и до 30% хрома. Такая нержавейка, отличающаяся хорошим соотношением высокой прочности и пластичности, устойчива к термической закалке и может успешно эксплуатироваться в условиях воздействия агрессивных сред.

Сварка нержавеющей стали в защитной среде полуавтоматом обеспечивает качественное соединение изделий
Свойства и свариваемость нержавейки
Стали, относящиеся к категории нержавеющих, являются трудно свариваемым материалом, что объясняется рядом их физических и химических характеристик. Решив варить нержавейку полуавтоматом, вы должны учитывать ряд важных параметров. Только в таком случае можно рассчитывать на то, что полученное сварное соединение будет отличаться требуемым качеством и надежностью.
По сравнению со сталями других категорий, нержавейка отличается достаточно низкой (в среднем в два раза) теплопроводностью. Из-за этого тепло из сварочной зоны отводится очень плохо, в результате металл подвергается значительному перегреву, что отрицательно сказывается на его коррозионной устойчивости. Чтобы избежать таких негативных последствий, сварка нержавейки с помощью полуавтомата выполняется на пониженном токе (на 15–20%), а соединяемые детали подвергают дополнительному охлаждению.
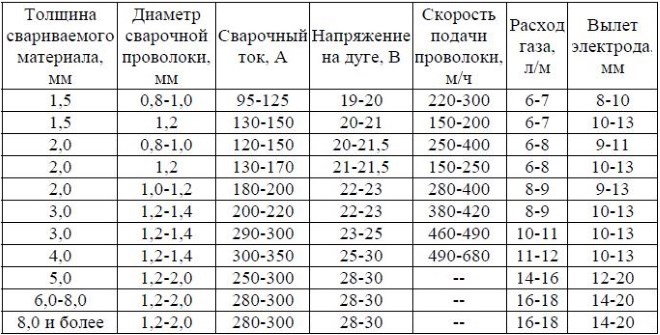
Ориентировочные режимы полуавтоматической сварки в среде защитного газа
При значительном нагреве (свыше 500°) на границах кристаллической решетки нержавеющего металла формируются карбидные соединения, которые становятся причиной возникновения такого явления, как межкристаллитная коррозия. В результате происходит расслоение внутренней структуры металла и развиваются коррозионные процессы. Чтобы избежать этого, прибегают к более интенсивному охлаждению соединяемых изделий, для чего может использоваться обычная вода.
Варить нержавейку (в том числе и в среде защитного газа) сложно еще и потому, что она имеет склонность к тепловому расширению. Значительное расширение соединяемых изделий, происходящее в процессе сварки полуавтоматом, приводит к образованию трещин как в сварном шве, так и в основном металле. Между тем можно избежать такого явления, если между свариваемыми деталями оставлять более широкий зазор.

Качественный сварной шов нержавейки может быть слегка сероватым, но не темным
Нержавеющая сталь из-за особенностей своего химического состава отличается достаточно высоким электрическим сопротивлением, что становится причиной значительного нагрева электродов, используемых для выполнения сварки полуавтоматом. В связи с этим для сварки нержавейки применяют электроды, изготовленные из проволоки с определенным химическим составом, а длина прутков, если в их состав входят хром и никель, не должна превышать 350 мм.
Расходные материалы
Хороших результатов соединения деталей из нержавейки позволяет добиться сварка, выполняемая в среде защитного газа. Чтобы варить по такой технологии, естественно, потребуется как специальное оборудование, так и соответствующие расходные материалы, в качестве которых выступают присадочная проволока и сам газ.
Назначением газа при сварке полуавтоматом является защита расплавленного металла в сварочной ванне от окисления. Газ, используемый для такой защиты, сам не должен вступать в реакцию с расплавленным металлом, чтобы не оказывать на него вредного влияния. Именно поэтому в качестве защитной среды преимущественно используют инертный аргон, смешанный с небольшим количеством углекислого газа.

Слева сварной шов, выполненный в среде углекислого газа. Справа – в аргоне (98%)
Стандартный состав газовой смеси, используемой при сварке нержавейки полуавтоматом, включает в себя 98% аргона и 2% углекислого газа. В отдельных случаях, чтобы снизить себестоимость выполнения сварки, допускается применять газовую смесь, состоящую из 70% аргона и 30% углекислого газа.
Чтобы варить нержавейку, получая при этом качественный и надежный сварной шов, очень важно правильно подобрать присадочную проволоку, которая также должна быть изготовлена из нержавеющей стали. В тех случаях, когда нет возможности воспользоваться защитным газом, сварку полуавтоматом проводят в обычной среде, но для ее выполнения используют специальную порошковую проволоку. Между тем использование последней приводит к тому, что сварные швы со временем могут покрыться слоем ржавчины.
Некоторые особенности технологии
Значительно повысить качество сварки нержавейки, а также упростить процесс ее выполнения позволяет использование специальных сварочных полуавтоматов, упомянутых выше. Использование такого оборудования позволяет решить сразу несколько технологических задач, к числу которых относятся:
- подача присадочной проволоки в зону формирования соединения;
- подача в зону сварки защитного газа;
- охлаждение сварочной горелки;
- обеспечение удобства выполнения сварных соединений в труднодоступных местах.
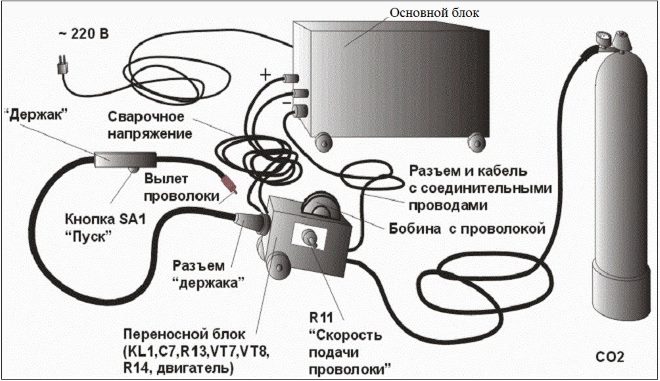
Оборудование для сварки полуавтоматом
В изделиях из нержавеющих сталей в процессе сварки образуются значительные внутренние напряжения, которые снимаются их дальнейшей термической обработкой – нагревом до температуры 660–760° и медленным охлаждением на открытом воздухе.
Подготовка к сварочным работам
Прежде чем варить с помощью полуавтомата изделия, изготовленные из нержавейки, их необходимо правильно подготовить, чтобы получить качественное и надежное соединение. Процесс такой подготовки заключается в следующем.
- Поверхность соединяемых деталей тщательно зачищается с применением металлической щетки, а затем обезжиривается, для чего можно использовать наиболее распространенные растворители.
- Чтобы удалить с поверхности изделия остатки влаги, его нагревают до температуры 100°.
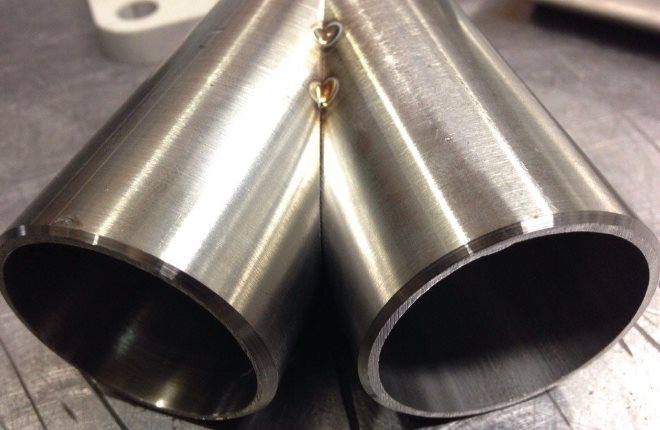
Подготовка нержавейки для сварки коллектора
Правила и методы сварки
Как уже говорилось выше, чтобы качественно варить нержавейку с помощью полуавтомата, необходимо правильно подобрать присадочную проволоку, из которой и будет формироваться сварной шов. Оптимально, если степень легирования проволоки превышает аналогичный параметр основного металла. Объясняется это тем, что легирующие элементы, содержащиеся в химическом составе проволоки, будут выгорать из металла в процессе его плавления, поэтому их содержание и должно быть учтено с запасом.

Для полуавтоматической сварки нержавейки используется проволока со сверхнизким содержанием углерода и высоким содержанием кремния, устойчивая к окисляющим средам
Для сварки изделий, изготовленных из нержавейки, используются три основные метода:
- метод короткой дуги (применяется в тех случаях, когда свариваются изделия небольшой толщины);
- метод струйного переноса (позволяет выполнять сварку деталей даже очень значительной толщины);
- импульсный (наиболее универсальная технология, позволяющая выполнять сварочные работы с высокой производительностью и при этом экономить затрачиваемые ресурсы).
Каждый из перечисленных методов отличается определенными особенностями, но есть и общие правила, которых следует придерживаться, используя каждый из них. Рассмотрим эти правила.
- Корпус горелки располагается под противоположным углом к ходу шва, чтобы обеспечить качественный обзор последнего.
- Сопло горелки, через которое подаются защитный газ и сварочная проволока, располагают на расстоянии приблизительно 12 мм от поверхности изделий.
- Присадочная проволока, расплавленная в результате горения электрической дуги, подается в зону формируемого сварного шва небольшими каплями.

Положение горелки – примерно на 11 часов
Кроме того, существуют общие рекомендации по выполнению сварочных работ, для осуществления которых используется защитный газ.
- Варить нержавейку следует только на обратной полярности.
- Угол, под которым располагается сопло сварочного аппарата, должен обеспечивать хороший провар места соединения и небольшую ширину формируемого шва.
- Вылет проволоки из сопла сварочного аппарата не должен превышать 12 мм.
- Расход газа, который формирует защитную среду, должен находиться в интервале 6–12 м 3 /мин.
- Газ, который подается в зону сварки, должен предварительно пропускаться через осушитель, в качестве которого используется медный купорос.
- Чтобы минимизировать разбрызгивание расплавленного металла из зоны выполнения сварки, поверхность соединяемых изделий обрабатывают водным раствором мела.
- Чтобы получить красивый и качественный сварной шов, его не следует начинать и заканчивать на самом краю соединяемых деталей. Лучше отступить на некоторое расстояние. Сама сварка, что важно, выполняется без колебательных движений в стороны от формируемого шва.
Устранение деформаций
В процессе сварки изделия из нержавейки могут деформироваться, что связано с их значительным нагревом в процессе выполнения этой процедуры. Для того чтобы исправить такие дефекты, можно воспользоваться одним из двух способов.
- Используя молоток и гладилку, образовавшийся на поверхности нержавейки «пузырь» просто простукивают, двигаясь от края детали.
- Выправление сформировавшегося коробления при помощи простукивания будет более эффективным, если совместить его с прогревом деталей, для чего можно использовать обычную газовую горелку.
Для того чтобы качественно варить нержавеющую сталь с помощью полуавтомата, недостаточно просто познакомиться с теоретической базой, очень желательно посмотреть и обучающее видео на эту тему.
Сварка нержавейки полуавтоматом – является наиболее популярным способом сваривания в среде защитного газа, к которому прибегают и в авторемонтных мастерских, и на крупных промышленных производствах. Из нашей статьи вы узнаете, в чем заключается технология метода полуавтоматической сварки нержавеющих сталей, какие она имеет особенности, и о чем стоит помнить в процессе сварки, чтобы добиться идеального качества сварного шва.
Содержание
Что представляет из себя метод сварки нержавеющей стали полуавтоматом
Сварка нержавейки полуавтоматом (MIG) в среде защитного газа представляет собой высокотехнологический процесс, во время которого в зону сварки автоматически подается проволока, которая одновременно выполняет роль электрода, и присадочного металла, затем она расплавляется под воздействием тепла дуги. На качество дуги во многом влияет правильный выбор режимов работы полуавтомата: ток, скорость подачи проволоки, выбор защитного газа и его расход. Сварной шов образуется быстро и отличается ровностью. Как правило, в процессе сварочных работ этим способом используется защитная газовая смесь аргона и углекислоты. Вместо углекислоты иногда применяют кислород, в этом случае смачиваемость по краям сварочного шва увеличивается (то есть краевой угол становится более острым). Технология сварки полуавтоматом учитывает особенности строения металла, его структуру и химические свойства. Вопрос, как варить нержавейку полуавтоматом может иметь несколько ответов. Работать с полуавтоматом можно тремя различными способами:
- Короткой дугой (для нержавейки толщиной равной или менее 0,8 мм);
- При помощи струйного переносатолщина нержавейки в пределах от 0,8 мм до 3 мм);
- Импульсной сваркой (толщина нержавеющей стали более 3 мм. Но можно применять и для более тонколистовой стали).
Где чаще всего применяется этот метод
Нержавеющая сталь активно используется во многих сферах нашей жизни, и, конечно, в процессе работы с этим металлом, а также в ходе выполнения тех или иных деталей из него приходится обращаться к сварке. Метод MIG по праву считается универсальным. Высокая эффективность способа позволяет применять его и в гаражных условиях, и при изготовлении бытовых приборов, посуды, например, в случае монтажа и сваривания различных оград, металлических баков на даче, и на крупных производствах в автомобильной промышленности при серьезных требованиях к качеству сварочного шва и оперативности свариваемого процесса.
Обязательно ли использовать защитный газ
Возможна сварка нержавейки полуавтоматом без использования газа. Такой способ сваривания характеризуется тем, что в процессе участвует специальная порошковая проволока. Результатом становится качественный шов. Но недостаток такого способа заключается в том, что шовный материал с течением времени будет покрываться ржавчиной. Поэтому для работ с нержавейкой лучше применять проволоку из нержавеющей стали и с подачей защитного газа в сварную ванну.
Какие достоинства и недостатки есть у данного метода в отличие от MMA и TIG сварки
Если сравнивать с другими способами сваривания, такими как сварка ТИГ, ручная сварка нержавейки ММА метод сварки нержавейки полуавтоматом (MIG) (c газом) имеет следующие преимущества:
- Высокая производительность;
- Небольшое количество дыма.
К неудобствам данного метода причисляют:
- Необходимость приобретения газового баллона;
- Ограниченное применение на открытом воздухе.
Для метода MIG без газа при помощи порошковой проволокой выделяют свои плюсы и минусы. Так к достоинствам этого способа относится
- Отсутствие газовых баллонов;
- Идеально для процесса сваривания на открытом воздухе.
А из недочетов выделяют:
- Необходимость удаления шлаков;
- Затраты на порошковую проволоку.
Вывод: Высокая производительность перекрывает неудобство от необходимости использования газового баллона, именно поэтому метод с газом является наиболее популярным, в особенности в помещениях.
Сварочные материалы и оборудование для сварки нержавейки полуавтоматом
Для того чтобы сваривать нержавейку полуавтоматом вам понадобятся:
- сварочный полуавтомат;
- присадочная проволока для сварки нержавейки полуавтоматом (выполняется по ГОСТу 2246-70): BRIMA ER-308L, Lincoln Electric MIG 308 LSi d1,6, БАРС ER-309LSi, ESAB OK Autrod 347 Si d0,8 и др.;
- баллон с газом;
- стальная щетка;
- растворитель.
Хотя можно, как говорилось выше, варить и без газа, тогда необходимым станет приобретение самозащитной порошковой проволоки.
Многие интересуются, какой проволокой варить нержавейку. Электродная проволока выбирается в зависимости от толщины свариваемых деталей (таблица 1). Тонкая проволока обеспечивает устойчивое горение дуги для достижения большей глубины провара. Толстая проволока нуждается в значительных величинах сварочного тока, в среднем по 100 А на каждый дополнительный мм диаметра.
| Толщина листа, мм | Диаметр проволоки, мм | Сила тока, А |
| 1 | 0,8 | 65 |
| 1,5 | 0,8 | 115 |
| 2 | 0,8 | 130 |
| 3 | 1 | 215 |
| 3 | 1 | 210 |
| 4 | 1 | 220 |
| 4 | 1,2 | 280 |
| 5 | 1,2 | 300 |
| 5 | 1,2 | 190 |
| 6 | 1,2 | 300 |
| 6 | 1 | 115 |
| 8 | 1,2 | 300 |
| 8 | 1 | 130 |
| 10 | 1,2 | 300 |
Какие типы металлов (стали) можно сваривать с нержавейкой
Метод MIG-MAG применяется, когда необходимо сварить низко-, так и высоколегированные (нержавеющие) стали, а также алюминий и его сплавы. Достаточно новым использованием метода является пайка полуавтоматом MIG-Brazing в среде защитного газа. Причем возможны различные комбинации свариваемых материалов: медь-медь, сталь-сталь, медь-сталь и пр.
Особенности процесса сварки и рекомендации
К особенностям процесса сваривания методом MIG относится несколько моментов, которые необходимо учитывать с целью достижения наилучшего результата. Приводим рекомендации опытных сварщиков:
- Газовая смесь для сварки должна включать: 30% аргона и 70% специальной сварочной углекислоты (можно применять пищевую).
- Вылет электродной проволоки должен находиться в пределах 6-12 мм. При сварке расстояние от сопла должно равняться 5-15 мм. Рабочий расход газовой сварочной смеси будет составлять 6-12 м³/мин при давлении в 0,05-0,2 атм. При уменьшении количества газа сварочный шов будет низкого качества.
- При работе используется обратная полярность. Прямая полярность возможна лишь при сваривании под флюсами.
- Соблюдать угол сварки надо таким образом, чтобы он смотрел назад, то есть сварщик двигается слева направо. Наклон должен составлять примерно 5-10 градусов. Это дает хорошую глубину проплавления, шов получается более ровным и качественным. При наклоне угла вперед, получается широкий шов, а глубина проплавления уменьшается. Такой вариант является более подходящим для тонких листов металла.
Вывод: Внимательное отношение к деталям сварочного процесса напрямую влияет на его результат, другими словами, на качество сварочного шва.
Обработка нержавейки после сварки полуавтоматом
В процессе сварки нержавейки любым методом, включая и МIG/MAG способ, возникает пористый слой окиси, а хром, содержащийся в стали, послабляет металл, увеличивая его способность ржаветь. Поэтому необходимо тщательно обработать изделие после сварочных работ.
Какие модели полуавтоматов лучше всего подойдут для сварки нержавейки
Сегодня на рынке сварочного оборудования представлен широкий ассортимент полуавтоматических агрегатов российского, так и зарубежного производства,
В зависимости от требуемого напряжения можно выбрать:
- Модели сварочных полуавтоматов (MIG/MAG) под напряжение сети в 220В:
Недорогие модели — Сварог EASY MIG 160 (N219), ФЕБ НОРМА-205МП, Это достаточно компактные сварочники, которые несмотря на демократичную стоимость могут использоваться для сварки MIG как с газом так и без.
Модели премиум класса — EWM Picomig 180 Puls, KEMPPI MinarcMIG EVO 170, KEMPPI MinarcMIG EVO 200, Lincoln Electric Speedtec 200C. Это аппараты последнего поколения сварочной техники, созданные для профессиональной сварки, обеспечивающие решение широкого круга задач. Инверторы сохраняют функциональность даже при падениях и толчках.
- Модели сварочных полуавтоматов (MIG/MAG) под напряжение сети в 380В:
Среди бюджетных вариантов BRIMA MIG 250, TRITON MIG 300, отличающимися высокими производительными характеристиками, несмотря на компактные размеры.
И премиальные модели для профессиональной сварки, характеризующиеся многофункциональностью и высоким качеством солидных европейских производителей EWM Phoenix 351 Puls, KEMPPI FastMig Pulse 450.
Вывод: Выбор конкретной модели сварочника зависит от преследуемой задачи, условий работы и материальных возможностей сварщика. В Тиберис вы с легкостью подберете тот агрегат, который устроит по всем показателям. Здесь же вы сможете получить профессиональную консультацию опытных специалистов по всем вопросам, касающимся метода MIG сварки.


Отправить ответ