
Намотка якоря своими руками
Содержание:
- 1 Виды электродвигателей и особенности их ремонта
- 2 Особенности ремонта асинхронной машины
- 3 Проверка обмотки
- 4 Особенности ремонта коллекторных приводов
- 5 Обмоточные данные электродвигателей
- 6 Пошаговая инструкция перемотки электродвигателя своими руками
- 7 Перемотка якоря
- 8 С чего начать?
- 9 Порядок разборки, ремонта, сборки ротора перфоратора
Намотка якорей мелких машин
Обмотки якорей мелких машин укладываются непосредственно в пазы якоря без предварительной заготовки секций. Достоинства такой обмотки следующие:
минимальные размеры вылетов лобовых частей обмотки, что дает значительную экономию обмоточного провода (для двухполюсных машин);
намотка ведется одним концом, что представляет известные удобства при работе и не дает отходов.
Подготовка якоря к обмотке
Подготовка якоря к обмотке заключается в осмотре исправности стали якоря и в его изолировке.
Изолировка якоря состоит из трех основных процессов:
1) изолировки пазов; 2) изолировки вала; 3) изолировки лобовых частей стали якоря.
Пазовая изоляция состоит обычно из лакоткани, электрокартона, синтокартона или гибкого миканита толщиной 0,1—0,2 мм и бывает одинарная, двойная или тройная. Одинарная изоляция состоит из одного слоя электрокартона, двойная — из одного слоя лакоткани и одного слоя электрокартона, тройная — дополнительно из одного слоя лакоткани.
Одинарная изоляция применяется для якорей с небольшим рабочим напряжением (12—24 в). Двойная и тройная изоляция используется для якорей с рабочим напряжением 110—220 в.
Нарезка пазовой изоляции (коробочек) производится с таким расчетом, чтобы вставленная в пазы якоря изоляция выступала за пределы стали на 1—2 мм в каждую сторону.
Наружная электрокартонная коробочка, обычно называемая проходной, нарезается шире лакоткани на 8—10 мм, для того
чтобы удобнее было вкладывать проводники обмотки через шлиц стали, предотвращая этим порчу изоляции проводника. Вложенные в пазы изоляционные коробочки обжимаются на месте при помощи деревянных оправок, после чего стороны их плотно, прилегают к стенкам пазов. Этим устраняется возможность порвать коробочки, в особенности на углах, при осаживании обмотки клиньями.
. Для изолировки задней стороны вала со стороны, противоположной коллектору, где с ним может соприкасаться обмотка, на вал надевается изоляционная трубка из бакелизированной бумаги. Вал со стороны коллектора должен быть изолирован двумя-тремя слоями лакоткани.
Для защиты лобовых частей обмотки их закрепляют при помощи куска батиста, разрезанного так, как показано на рис. 11-1. Батист надевают на вал, обертывают вокруг него и закрепляют шнуром. По окончании намотки якоря концами батиста (1, 2, 3 и т. д.) обертывают лобовые части обмотки и укладывают их в пазы под клинья, которыми крепится обмотка.
После изолировки пазов и вала приступают к намотке якоря.
При ручной намотке малых якорей их держат в одной руке, а другой ведут намотку по часовой стрелке. Катушка с проводником устанавливается возле обмотчика на деревянной подставке, на которой она может вращаться.
По мере заполнения пазов проводником необходимо обмотку в пазу осаживать фибровым клином. Чтобы при этой осадке не повредить обмотки, фибровый клин натирают парафином.
Намотку следует вести с натяжением и избегать перекрещивающихся витков как в пазах, так и в лобовой части, чтобы обмотка не занимала слишком много места.
При намотке необходимо следить за целостью изоляции проводника, а также за тем, чтобы вложенная в пазы изоляция не сдвинулась с места и не завернулась внутрь паза. Впоследствии, при испытании на корпус, это может вызвать пробой.
Для изолировки верхних секций от нижних в пазы помещают электрокартонные прокладки толщиной от 0,1 до 0,15 мм.
Рассмотрим для примера намотку якоря двухполюсной машины, имеющей следующие электрические данные:
число сторон секций в пазу 6;
число секций в якоре 30;
число витков в секции 37;
шаг по стали 4 (из 1-го в 5-й);
шаг по коллектору 1 (из 1-го во 2-й);
число коллекторных пластин 30;
число проводников в пазу 6-37=222.
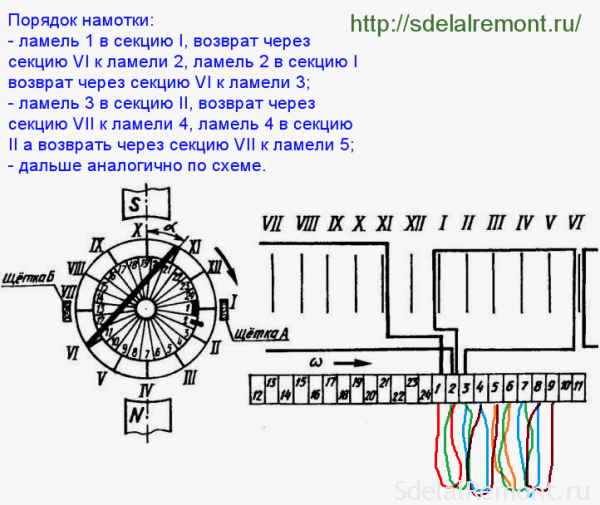
Согласно этим данным, в пазу имеется 6 секций, которые можно разделить на 3 верхние и 3 нижние. Приступая к обмотке, начальный конец проволоки оставляют удлиненным и закрепляют на валу. Обмотка ведется одним проводом следующим образом (см. рис. 11-2):
Намотав из 1-го в 5-й паз одну секцию, состоящую из 37 витков, следует выпустить первую петлю длиной примерно 40 мм. Из второй секции выпускают
петлю длиннее первой на
20—30 мм, а из третьей секции выпускается петля длиннее второй на 20—30мм. Вид выпущенных петель показан на рис. 11-2. Таким же способом наматываются 12 секций. 13-ю, 14-ю секции приходится наматывать из 5-го паза в 9-й. В 5-й паз на нижние стороны секций кладется электрокартонная прокладка, чтобы отделить верхние стороны секции во избежание витковых соединений. После намотки 13-й, 14-й и 15-й секций 5-й паз целиком заполнен, а 10-й паз совершенно свободен, остальные же пазы заполнены наполовину. Затем накладываются остальные 15 секций в указанном выше порядке, начиная с 6-го паза.
После намотки 30 секций конец провода обрезается и свертывается вместе с начальным выпущенным концом первой секции. Все выпущенные петли являются по существу началом одной секции и концом другой. Далее петли очищают от изоляции, надевают на них трубочки из лакоткани и вкладывают их в соответствующие шлицы коллекторных пластин.
Электрокартонные проходные коробки обрезают по высоте паза и с помощью фибрового клина осаживают обмотку, затем коробочки загибают вперекрой. Поверх загнутых коробок для укрепления обмотки в пазы забивают деревянным ручником фибровые клинья. На лобовую часть задней стороны якоря надевают чехол из батиста и укрепляют его путем подсовывания под забиваемые клинья по окружности якоря.
В некоторых типах якорей считают удобным насадку коллектора производить после намотки якоря. Коллектор до насадки на вал подвергается электрическому испытанию на корпус и на соединения между пластинами.
Соединение концов обмотки с коллектором и пайка их
Для удобства закладки концов обмотки якоря в шлицы коллекторных пластин якорь устанавливается на деревянную подставку. Промежуток между лобовой частью обмотки и коллектором заполняется тафтяной или киперной лентой с таким расчетом, чтобы высота переходов концов не получилась выше коллектора.
Лента берется такой длины, чтобы, обернув ее вокруг вала необходимым количеством оборотов, получить конец ленты, достаточный для закрепления сверху концов обмотки.
Перед вкладкой концов обмотки в шлицы следует расправить все петли так, чтобы они ложились в том порядке, в котором производилась намотка секций.
Приступая к соединению концов обмотки с коллектором, следует руководствоваться данными обмотки. Нам известно, что шаг по пазам равен 4, обмотка петлевая, шаг по коллектору 1—2. Схема соединения концов обмотки дана на рис 11-3, где отмечены также номера пазов и пластин коллектора.
Первая коллекторная пластина берется следующим образом. Проводим прямую линию посредине первой вложенной секции (эта линия проходит через паз 3) до пересечения с коллектором. Пересекаемая этой линией коллекторная пластина и будет первой. Если же линия попадает между пластинами, то первой считается левая. В эту пластину и должны быть вложены конец 30-й и начало 1-й секции. Во 2-ю пластину вкладывается, соответственно, конец 1-й и начало 2-й секции (петля между 1-й и 2-й секциями) и т. д.
Концы обмотки вкладывают в шлицы коллектора при помощи фибрового клина или тонкой деревянной лопаточки. На вложенные концы надевается резиновое кольцо, чтобы удержать их от выпадения.
При закладывании в шлицы каждый конец у коллектора змеевидно переплетается хлопчатобумажной лентой. Поверх переплетенных концов делается один оборот той же лентой. Поверх ленты ставится бандаж из крученого шнура толщиной 0,5—1 мм. Шнур накладывается сначала петлей А (рис. 11-4), на которую затем наматывается бандаж из того же шнура.
Начиная намотку, бандаж удерживают пальцем, пока не наложат 2—3 оборота шнура в направлении, указанном стрелкой. Затем конец Б пропускается в петлю А и концом В подтягивается под наложенный бандаж. Затянув петлю, концы Б и В отрезают и весь бандаж скрепления покрывают быстросохнущим лаком. Далее якорь передают на запайку концов обмотки в шлицах.
Механизированная укладка обмотки
Значительное повышение производительности труда при укладке обмотки якорей достигается применением специальных автоматических и полуавтоматических станков. Так как конструкция этих станков довольно сложна, а производительность велика, то их применение становится целесообразным при массовом производстве однотипных якорей. Имеющиеся станки позволяют механизировать процесс укладки обмотки якорей диаметром до 100— 160 мм и длиной до 400 мм с обмоткой из провода круглого сечения диаметром до 1,5 мм. При механизированной укладке обмотки последовательные операции производятся различными станками. Имеются станки для изолировки паза перед укладкой обмотки, станки для самой укладки обмотки и станки для крепления обмотки в пазах после укладки.
Наиболее сложными являются станки для укладки обмотки. Механизация этого процесса в имеющихся станках осуществляется тремя различными способами.
По первому способу вращается якорь, при этом провод сматывается с неподвижной катушки и укладывается в соответствующие пазы с шагом, равным полюсному делению. После укладки необходимого числа витков одной катушки якорной обмотки концы проволоки отрезаются, якорь поворачивается в следующее положение и процесс повторяется до окончания обмотки всего якоря, По второму способу вокруг неподвижного якоря вращается устройство, направляющее провод и укладывающее витки катушки якорной обмотки в пазы.
По третьему способу провод подается в паз неподвижного якоря челноком, движущимся вдоль паза. После каждого хода челнока якорь поворачивается на одно полюсное деление, совершая колебательное движение. Таким образом, при прямом ходе челнока укладывается провод одной стороны катушки, а при обратном ходе — провод второй стороны той же катушки.
Как сказано выше, станки для укладки обмотки обладают высокой производительностью. Станок для укладки обмотки якоря с полузакрытым пазом имеет производительность в 10—12 раз больше, чем производительность при ручной укладке.
Значительно более простыми являются станки для изолировки паза и для крепления обмотки в пазу. На рис. 11-5 показана схема работы станка для изолировки паза. Изоляционная лента, ширина которой равна длине паза, заправляется в паз пуансоном 1, удерживаясь в соседних пазах прижимом 2. После заправки ленты в паз якорь автоматически поворачивается на одно пазовое деление. Станок более сложной конструкции производит разглаживание заложенной ленты и придает ей форму паза.
Схема работы станка для укрепления обмотки в пазу показана на рис. 11-6. Вместо клина применяется шнур, свернутый из
бумажных лент. Шнур сдавливается между губками 1 и вдавливается в паз пуансоном 2. Внутри паза шнур расправляется вследствие своей упругости и хорошо уплотняет обмотку в пазу. Операция производится последовательно во всех пазах, после чего станок автоматически останавливается. По описанному принципу работают станки для изолировки и крепления обмотки в пазу Московского машиностроительного завода.
Во многих бытовых устройствах и самодельных конструкциях в качестве привода используются электрические машины небольшой мощности. Несмотря на высокую надежность электромоторов, их выход из строя по ряду причин – не редкость. Учитывая относительно высокую стоимость этих устройств, практичнее осуществлять их ремонт, а не замену. Предлагаем рассмотреть возможность перемотки электродвигателей в домашних условиях.
Виды электродвигателей и особенности их ремонта
Как правило, в быту используются коллекторные моторы постоянного тока и бесколлекторные асинхронные двигатели переменного тока. Именно ремонт этих приводов мы и будем рассматривать. Информацию о принципе действия и конструктивных особенностях асинхронных и коллекторных машин можно найти на нашем сайте.
Что касается синхронных приводов, то в быту они практически не используются, поэтому в данной публикации эта тема не затрагивается.
Особенности ремонта асинхронной машины
Проблемы с двигателем любого типа могут иметь механический или электрический характер. В первом случае свидетельствовать о неисправности может сильная вибрация и характерный шум, как правило, это говорит о проблемах с подшипником (обычно в торцевой крышке). Если вовремя не устранить неисправность, вал может заклинить, что неминуемо приведет к выходу из строя обмоток статора. При этом тепловая защита автоматического выключателя может не успеть сработать.
 «Сгоревшие» провода обмотки статора
«Сгоревшие» провода обмотки статора
Исходя из практики, в 90% выход из строя асинхронных машин возникают проблемы с обмоткой статора (обрыв, межвитковое замыкание, КЗ на корпус). При этом короткозамкнутый якорь, как правило, остается в рабочем состоянии. Поэтому даже при механическом характере повреждений необходимо произвести проверку электрической части.
Проверка обмотки
В большинстве случаев проблема может быть обнаружена по внешнему виду и характерному запаху (см. рис. 1). Если эмпирическим путем неисправность установить не удается, переходим к диагностике, которая начинается с прозвонки на обрыв. Если таковая обнаруживается, выполняется разборка двигателя (этот процесс будет описан отдельно) и тщательный осмотр соединений. Когда дефект не обнаружен, можно констатировать обрыв в одной из катушек, что требует перемотки.
Если прозвонка не показала обрыва, следует переходить к измерению сопротивления обмоток, при этом учитывать следующие нюансы:
- сопротивление изоляции катушек на корпус должно стремиться к бесконечности;
- у трехфазного привода обмотки должны показывать одинаковое сопротивление;
- у однофазных машин сопротивление пусковых катушек превышает данные показания рабочих обмоток.
Помимо этого следует учитывать, что сопротивление статорных катушек довольно низкое, поэтому для его измерения бессмысленно использовать приборы с низким классом точности, к таковым относятся большинство мультиметров. Исправить ситуацию можно собрав несложную схему на потенциометре с добавлением дополнительного источника питания, например автомобильной аккумуляторной батареи.
 Схема для измерения сопротивления обмоток
Схема для измерения сопротивления обмоток
Методика измерений следующая:
- Подключается катушка привода к схеме, представленной выше.
- Потенциометром устанавливается ток 1 А.
- Производится расчет сопротивления катушке по следующей формуле: , где RК и UПИТ были описаны на рисунке 2. R – сопротивление потенциометра, – падение напряжения на измеряемой катушке (показывает вольтметр на схеме).
Стоит также рассказать о методике, позволяющей определить место межвиткового замыкания. Это делается следующим образом:
Статор, освобожденный от ротора, подключается через трансформатор к пониженному питанию, предварительно поместив к нему стальной шарик (например, от подшипника). Если катушки рабочие, шарик будет циклически двигаться по внутренней поверхности безостановочно. При наличии межвиткового КЗ, он «прилипнет» к этому месту.
Особенности ремонта коллекторных приводов
У данного типа электромашин чаще возникают механические неисправности. Например, стирание щеток или засорение контактов коллектора. В таких ситуациях ремонт сводится к чистке контактного механизма или замене графитовых щеток.
Тестирование электрической части сводится к проверке сопротивления обмотки якоря. В этом случае щупы прибора двум соседним контактам (ламелям) коллектора, после снятия показаний производится измерение далее по кругу.
 Проверка обмотки якоря коллекторного электродвигателя
Проверка обмотки якоря коллекторного электродвигателя
Отображенное сопротивление должно быть примерно одинаковым (с учетом погрешности прибора). Если наблюдается серьезное отклонение, то это говорит, что имеет место быть межвитковое КЗ или обрыв, следовательно, необходима перемотка.
Обмоточные данные электродвигателей
Это справочные данные, поэтому самый надежный способ получить такую информацию – обратиться к соответствующим источникам. Эти данные также могут приводиться в паспорте к изделию.
В сети можно встретить советы, в которых рекомендуют при перемотке вручную пересчитать витки и измерить диаметр провода. Это трата времени. Значительно проще и надежней по маркировке двигателя найти всю необходимую информацию, в которой будут указаны следующие параметры:
- номинальные рабочие характеристики (напряжение, мощность, потребляемый ток, число оборотов и т.д.);
- количество проводов для одного паза;
- Ø проволоки (как правило, в данном показателе изоляция не учитывается);
- информация о внешнем и внутреннем диаметре статора;
- количество пазов;
- с каким шагом выполняется обмотка;
- размеры ротора и т.д.
Ниже представлен фрагмент таблицы с намоточными данными для электромашин типа 5A.
 Пример таблицы с намоточными данными
Пример таблицы с намоточными данными
Пошаговая инструкция перемотки электродвигателя своими руками
Необходимо сразу предупредить, что без спецоборудования и навыков работы перемотка катушек будет, скорее всего, бесполезным занятием. С другой стороны отрицательный опыт это тоже опыт. Понимание сложности процесса является лучшим объяснением его стоимости.
Первый этап – демонтаж
Мы приводим алгоритм действий для асинхронных машин, он следующий:
- Отключаем привод от сети (380 или 220 В).
- Демонтируем электромотор с конструкции, где он был установлен.
- Снимаем задний защитный кожух охлаждающего вентилятора.
- Демонтируем крыльчатку.
- Откручиваем крепление торцевых крышек, после чего снимаем их. Начинать желательно с фронтальной части, после ее демонтажа ротор легко «выйдет» с тыловой крышки.
- Вытаскиваем ротор.
Данный процесс можно существенно облегчить, если использовать специальное устройство – съемник. С его помощью легко освободить вал двигателя от шкива или шестерни, в также снять торцевые крышки.
 Съемник для демонтажа
Съемник для демонтажа
Мы не будем приводить инструкцию по разборке коллекторного двигателя, поскольку особо не отличается. Строение электромашины данного типа можно найти на нашем сайте.
Этап второй – снятие обмотки
Очередность действий следующая:
- При помощи ножа снимаем бандажный крепеж и изоляционное покрытие с мест соединений проводов. В некоторых инструкциях рекомендуется зафиксировать схему соединений, например, сделав фотоснимок. Делать это особого смысла нет, поскольку это справочная информация и узнать ее по марке двигателя не составляет проблемы.
- Используя зубило, сбиваем верхушки проводов с каждого торца статора.
- Освобождаем пазы, используя пробойник соответствующего диаметра.
- Очищаем статор от грязи, копоти, лака пропитки.
 Статор, освобожденный от обмотки
Статор, освобожденный от обмотки
На этом этапе мы рекомендуем остановиться, взять корпус и отвезти его специалистам. Самостоятельный демонтаж позволит снизить стоимость восстановительных работ. Как уже упоминалось выше, без спецоборудования качественно перемотать катушки довольно сложно. Для понимания сложности процесса опишем его технологию, что позволит облегчить выбор.
Перемотка статора (финальная фаза)
Процесс состоит из следующих действий:
- Установка изоляторов в каждый паз (гильзование).
- Толщина материала и его характеристики подбираются по справочнику.
- Определяются обмоточные данные по марке двигателя.
- На специальном станке производится намотка необходимого количества витков всыпных катушек. В сети можно найти фото и параметры самодельных ручных станков, но качество их работ довольно сомнительное.
 Станок для намотки всыпной обмотки
Станок для намотки всыпной обмотки - Катушечные группы укладываются в пазы, после чего производится их обвязка и соединение. Эти процессы довольно сложные и выполняются вручную.
- Осуществляется пропитка. Для этого корпус нагревается до температуры 45°С – 55°С и полностью погружается в емкость с пропиточным лаком. Заливать лаком провода не имеет смысла, поскольку в этом случае все равно останутся пустоты.
- После пропитки корпус помещают в специальную камеру, где осуществляется сушка при температуре 130-135°С.
- Финальное тестирование катушек омметром.
- Сборка и пробный запуск (если в ремонт передавались на только корпус, а и остальные детали и крепления).
Если на восстановление сдавался только корпус, рекомендуем перед тем, как включать мотор, проверить катушки.
Перемотка якоря
Процесс замены обмотки коллекторного двигателя несколько похож за исключением небольших нюансов, связанных с особенностью исполнения. Например, на перемотку отправляют якорь, а не корпус, при условии, что проблема возникла не с катушками возбуждения. Помимо этого имеются следующие отличия:
- Для намотки применяется специальный станок, более сложной конфигурации.
- Обязательно необходима проточка, балансировка якоря (в финальной части процесса), а также его чистка и шлифовка.
- При помощи специального фрезерного станка производится нарезка коллектора.
Для перечисленных процессов требует спецоборудование, без него перемотка электродвигателей – пустая трата времени.
Если вы определили, что в вашем перфораторе вышел из строя ротор, а средств на новый у вас нет, или есть желание воскресить деталь своими руками, то эта инструкция для вас.
Устройство перфоратора Макита настолько простое, что ремонт Makita 2450, 2470 не вызывает особых затруднений. Главное, придерживаться наших советов.
Кстати, ремонт перфоратора своими руками может выполнить практически каждый пользователь, имеющий начальные навыки слесаря.
С чего начать?
Поскольку устройство перфоратора несложное, то ремонт перфоратора makita надо начинать с его разборки. Разборку перфоратора лучше всего выполнять по уже проверенному порядку.
Алгоритм разборки перфоратора:
- Снимаете заднюю крышку на ручке.
- Извлекаете электрические угольные щетки.
- Отсоединяете корпус механического блока и корпус статора.
- От механического блока отсоединяете ротор.
- Из корпуса статора извлекаете статор.
Запомните, корпус статора зеленого цвета, корпус механического блока с ротором черного цвета.
Отсоединив ротор от механического блока, переходим к определению характера неисправности. Ротор Makita HR2450 поз.54; артикул 515668-4.
Как найти короткое замыкание в роторе
Поскольку вы производите самостоятельный ремонт перфораторов, вам необходима
электрическая схема перфоратора Makita 2450, 2470.
В перфораторах Макита 2470, 2450 применяются коллекторные электродвигатели переменно тока.
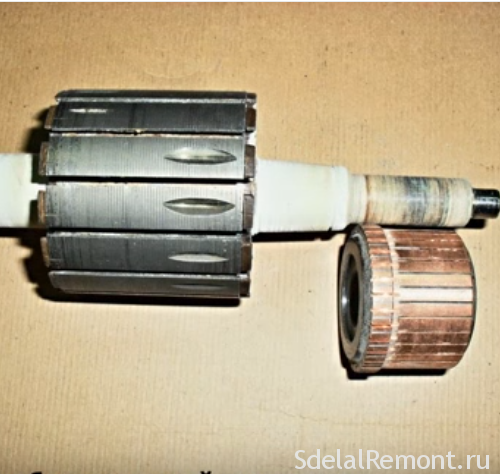
Определение целостности коллекторного двигателя начинается с общего визуального осмотра. У неисправного ротора поз.54 видны следы подгорелой обмотки, царапины на коллекторе, следы гари на ламелях коллектора. Короткое замыкание можно определить только у ротора, в цепи которого отсутствует обрыв.
Для определения короткого замыкания(КЗ) лучше всего воспользоваться специальным прибором ИК-32.
 Проверка якоря на КЗ при помощи самодельного индикатора
Проверка якоря на КЗ при помощи самодельного индикатора
Убедившись, с помощью указанного прибора или прибора самодельного, в том, что у ротора между витками короткое замыкание, приступайте к его разборке.
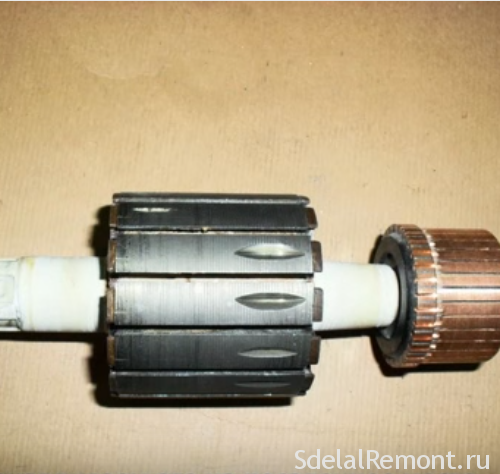
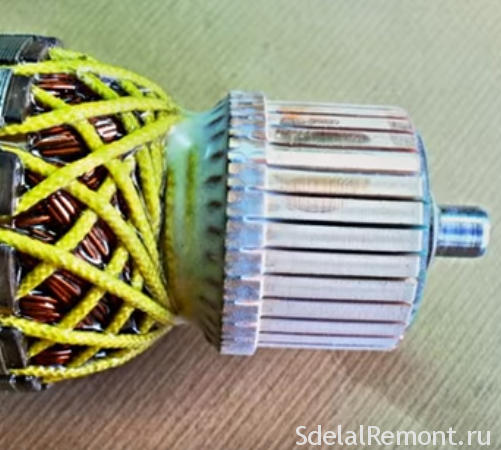
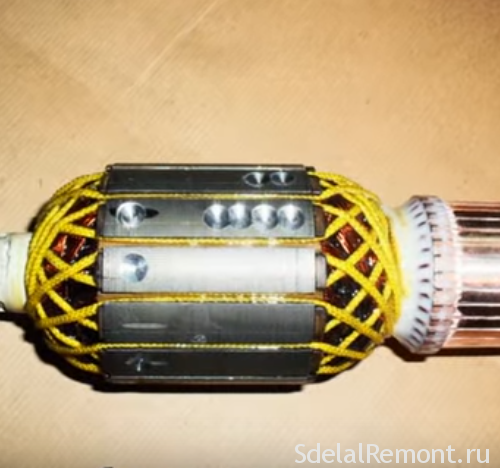
 Роторы перед разборкой
Роторы перед разборкой
Перед разборкой обязательно зафиксируйте направление намотки. Это делается очень просто. Взглянув в торец ротора со стороны коллектора, вы увидите направление намотки. Направлений намотки бывает два: по часовой и против часовой стрелки. Зафиксируйте и запишите, эти данные вам обязательно понадобятся при самостоятельной намотке. У ротора перфоратора Makita направление намотки по часовой стрелке, правое.
Порядок разборки, ремонта, сборки ротора перфоратора
Вот последовательность ремонта ротора с коротким замыканием обмоток:
- Обрезка лобовой части обмоток.
- Снятие коллектора и лобовых частей и измерение диаметра снимаемого провода.
- Удаление и чистка изоляции пазов с подсчетом количества витков по срезам.
- Подборка нового коллектора.
- Установка нового коллектора.
- Изготовление заготовок из изоляционного материала.
- Установка гильз в пазы.
- Намотка якоря.
- Распайка выводов.
- Процесс термоусадки.
- Бронирование оболочки.
- Пропитка оболочки.
- Пропитка коллектора
- Фрезерование пазов ламелей коллектора
- Балансировка
- Зачистка и шлифовка ротора.
Теперь рассмотрим все по порядку.
Этап I
На первом этапе с якоря надо снять коллектор. Коллектор снимается после расточки или распиловки лобовых частей обмотки.
 Разрезка лобовых частей обмотки
Разрезка лобовых частей обмотки
Если вы производите самостоятельный ремонт перфоратора, то распилить лобовые части обмотки можно при помощи ножовки по металлу. Зажав ротор в тисках через алюминиевые прокладки, распилите по кругу лобовые части обмотки, как показано на фото.
Этап II
Для освобождения коллектора, последний надо зажать газовым ключом за ламели и провернуть вместе с обрезанной лобовой частью обмотки, проворачивая ключ в разные стороны.
 Второй способ снятия коллектора и лобовых частей
Второй способ снятия коллектора и лобовых частей
Ротор при этом зажмите в тиски через прокладки из мягкого металла.
 Коллектор снят
Коллектор снят
Аналогично снимаете и вторую лобную часть, используя газовый ключ.
Всегда контролируйте усилие фиксации ротора в тисках, постоянно подтягивая зажим.
Этап III
Когда вы снимите коллектор и боковины обмотки, переходите к удалению из пазов остатков проволоки, следов изоляции. Лучше всего для этого использовать молоток и алюминиевое или медное зубило. Изоляция должна быть удалена полностью, а поверхность канавок зачищена наждачкой.
 Зачищаем пазы от изоляции
Зачищаем пазы от изоляции
Но перед тем, как удалить следы обмотки из паза, постарайтесь посчитать количество витков, уложенных в нескольких пазах. При помощи микрометра замерьте диаметр используемого провода. Обязательно проконтролируйте, насколько процентов заполнены пазы ротора проводом. При малом заполнении можно использовать при новой намотке провод большего диаметра.
 Замер диаметра провода перед удалением проводов из пазов
Замер диаметра провода перед удалением проводов из пазов
Кстати, зачищать изоляцию можно, обернув наждачной бумагой кусок деревяшки нужного профиля.
Подберите новый коллектор нужного диаметра и конструкции. Установку нового коллектора лучше всего выполнять на деревянном бруске, установив на него вертикально вал ротора.
Засунув коллектор на ротор, мягкими ударами молотка через медную наставку запрессовать коллектор на старое место.
 Насаженный новый коллектор
Насаженный новый коллектор
Подошла очередь к установке гильз изоляции. Для изготовления гильз изоляции используйте электрокартон, синтофлекс, изофлекс, лакоткань. Короче, то, что легче всего приобрести.
 Установка новых гильз в зачищенные пазы
Установка новых гильз в зачищенные пазы
Теперь самое сложное и ответственное.
Как намотать ротор своими руками.
Намотка ротора представляет собой трудоемкий и сложный процесс и требует усидчивости и терпения.
Вариантов намотки два:
- Самостоятельно вручную без приспособлений намотки;
- С применением простейших приспособлений.
Вариант I
По первому варианту, надо брать ротор в левую руку, а заготовленный провод нужного диаметра и нужной длины с небольшим запасом в правую и наматывать, постоянно контролируя количество витков. Вращение намотки от себя по часовой стрелке.
Порядок намотки простой. Закрепите начало провода за подшипник, проденьте в паз ламели и начинайте намотку в пазу ротора напротив паза ламели.
Вариант II
Для облегчения процесса намотки можно собрать простое приспособление. Приспособление целесообразно собирать при намотке якорей более одного.
Вот видео простого приспособления для намотки роторов коллекторного двигателя.
 Приспособление для намотки якоря со счетчиком количества витков
Приспособление для намотки якоря со счетчиком количества витков
Но начинать намотку надо с подготовки данных.
В перечень данных должны входить:
- Длина ротора=153 мм.
- Длина коллектора=45 мм.
- Диаметр ротора=31,5 мм.
- Диаметр коллектора=21,5 мм.
- Диаметр провода.
- Количество пазов= 12.
- Шаг катушки =5.
- Количество ламелей на коллекторе=24.
- Направление намотки катушек ротора=правое.
- Процент заполнения пазов проводом=89.
Данные длинны, диаметра, количество пазов и количество ламелей вы сможете получить во время разборки ротора.
Диаметр проволоки измеряйте микрометром, когда достанете обмотку из пазов ротора.
Все данные вам надо собрать во время разборки ротора.
 Алгоритм намотки якоря Макита
Алгоритм намотки якоря Макита
Алгоритм перемотки ротора
Порядок намотки любого ротора зависит от количества пазов в роторе, количества ламелей коллектора. Направление намотки вы установили перед разборкой и зарисовали.
На коллекторе выберите ламель отсчета. Это будет начало намотки. Обозначьте начальную ламель точкой при помощи лака для ногтей.
 Начало намотки
Начало намотки
При разборке ротора мы установили, что у ротора пазов 12, а у коллектора 24 ламели.
А еще мы установили, что направление намотки по часовой стрелке, если смотреть со стороны коллектора.
Установив в пазы изоляционные гильзы из электрокартона или его аналога, припаяв конец обмоточного провода к ламели №1, начинаем намотку.
Провод укладывается в паз 1 напротив, и возвращается через шестой паз(1-6), и так до нужного количества витков с шагом z=5. Середина обмотки припаивается к ламели №2 по часовой стрелке. В эту же секцию наматывается такое же количество витков, а конец провода припаивается к ламели №3. Одна катушка намотана.
Начало новой катушки производится с ламели №3, середина распаивается на ламели №4, намотка в те же пазы(2-7), а конец на ламели №5. И так до того состояния, когда последняя катушка не закончится на ламели №1. Цикл замкнулся.
 Ротор намотан
Ротор намотан
Пропаяв концы обмоток к ламелям коллектора, переходим к бронированию ротора.
Процесс бронирования оболочки ротора
Бронирование ротора производится для закрепления обмоток, ламелей и обеспечения сохранности ротор и его частей при работе на высоких оборотах.
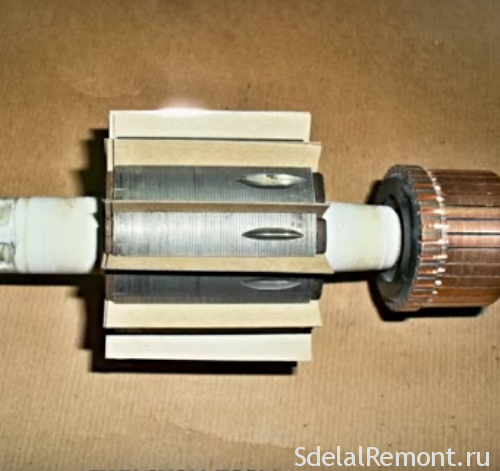
 Правильное закрепление обмотки перед пропиткой
Правильное закрепление обмотки перед пропиткой
Бронированием называется технологический процесс закрепления катушек ротора при помощи монтажной нити.
Процесс пропитки катушек ротора
Пропитку ротора следует выполнять с подключением к сети переменного тока. Это делается при помощи ЛАТРа. Но лучше такую процедуру делать с использованием трансформатора, на обмотку которого подается переменное напряжение через ЛАТР.
Фото пропитки с ЛАТРом
Задача состоит в том, что при подаче переменно напряжения витки намотанных катушек вибрируют, нагреваются. А это способствует лучшему прониканию изоляции внутрь витков.
В качестве изолирующего материала рекомендуется использовать эпоксидный клей.
 Эпоксидный клей
Эпоксидный клей
Разводится клей в теплом состоянии согласно инструкции. Наносится эпоксидный клей на разогретую обмотку ротора при помощи деревянной лопатки.
Пропитка ротора перфоратора Makita 2470 в домашних условиях
После тщательной пропитки дайте ротору остыть. В процессе остывания пропитка затвердеет и станет сплошным монолитом. Вам останется удалить ее потеки.
Процесс зачистки коллектора от излишков пропитки
Как бы вы тщательно и аккуратно не наносили пропитку, ее частицы попадают на ламели коллектора, затекают в пазы.
На следующем этапе и надо все пазы и ламели тщательно зачистить, заполировать.
Пазы можно зачищать куском ножовочного полотна, заточенным как для резки оргстекла. А зачистку ламелей можно производить мелкой наждачной бумагой, зажав ротор в патрон электродрели.
Сначала зачищается поверхность ламелей, затем фрезеруются пазы коллектора.
 Фрезерование пазов
Фрезерование пазов
Переходим к балансировке якоря.
Процесс балансировки якоря
В обязательном порядке балансировка якорей производится для высокооборотистого инструмента. Перфоратор Макита таковым не является, но проверить балансировку не лишне.
Правильно отбалансированный ротор значительно увеличит время работы подшипников, уменьшит вибрацию инструмента, снизит шум при работе.Балансировку выполнят на ножах, двух направляющих выставленных, в горизонт при помощи уровня. Ножи устанавливаются на ширину, позволяющую уложить собранный ротор на вал. Ротор должен лежать строго горизонтально.
 Балансировка путем высверливания излишков металла
Балансировка путем высверливания излишков металла
Если нарушен баланс ротора, то он всегда будет занимать положение, при котором лишний вес будет внизу. Для компенсации надо с противоположной стороны всунуть груз под прокладку катушек, так чтобы он не выходил за пределы диаметра ротора. А можно засверлить излишки металла со стороны лишнего веса.
Так, перекатывая ротор на ножах, вы сможете его тщательно отбалансировать.


Отправить ответ