
Назовите способы правки металла
Содержание:
Назначение правки
Правкой называется операция по выправлению листового металла и изготовленных из него заготовок и деталей, имеющих выпучины, волнистость, коробление и др. Эти недостатки на деталях и заготовках из металла могут образоваться после термической обработки, сварки, пайки, а также после вырезки заготовок из листового металла.
Листовой металл и вырезанные из него заготовки могут быть покороблены как по краям, так и в середине, иметь изгибы и местные неровности в виде вмятин и выпучин различных форм.

Рис. 17. Искажение листовых заготовок:
а — волнистость,
б — серповидность
При рассмотрении заготовок (рис. 17) можно отметить, что вогнутая сторона их короче выпуклой стороны, т. е. дуга l короче дуги l1. Волокна на выпуклой стороне растянуты, а на вогнутой сжаты.
Для того чтобы выровнять заготовку, нужно уравнять длину вогнутой и выпуклой сторон заготовки, т. е. сделать l = l1. Этого можно достигнуть двумя путями: растяжением вогнутой стороны заготовки l или сжатием выпуклой стороны заготовки l1. На практике операция правки осуществляется посредством растяжения, так как это значительно проще.
При изготовлении некоторых деталей их приходится править несколько раз. Правку листового металла и изготовляемых из него заготовок, а также сварных и паяных изделий выполняют либо вручную, либо на специальных станках.
В особых случаях (при изготовлении стальных деталей сварных или большого размера) правку выполняют при помощи местного нагрева поверхности пламенем газовой горелки.
Правкой называется операция по устранению дефектов заготовок и деталей в виде вогнутости, выпуклости, волнистости, коробления, искривления и т. д. Ее сущность заключается в сжатии выпуклого слоя металла и расширении вогнутого.
Металл подвергается правке как в холодном, так и в нагретом состоянии. Выбор того или иного способа правки зависит от величины прогиба, размеров и материала заготовки (детали).
Правка может быть ручной (на стальной или чугунной правильной плите) или машинной (на правильных вальцах или прессах).
Для правки, гибки металла, для нанесения ударов по рубящим инструментам в мастерской должны присутствовать ударные инструменты -различные молотки.
Прежде всего молоток со стальной рабочей частью; используется он в основном для нанесения ударов по зубилу при операции рубки металла; вес такого молотка может колебаться от 50 до 1000 г (молоток весом 50–200 г применяется при разметке; весом свыше 200 г – при рубке, причем на каждый миллиметр рабочей поверхности зубила должно приходиться по 30–40 г веса молотка, а крейцмейселя – по 80 г).
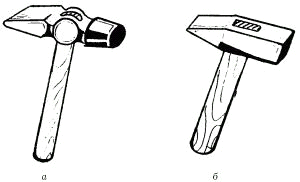
Слесарные молотки: а – молоток с круглым бойком; б – молоток с квадратным бойком.
Правильная плита, так же как и разметочная, должна быть массивной. Ее размеры могут быть от 400X400 мм до 1500Х Х3000 мм. Устанавливаются плиты на металлические или деревянные подставки, обеспечивающие устойчивость плиты и горизонтальность ее положения.

Для правки закаленных деталей (рихтовки) используют рихтовальные бабки. Они изготовляются из стали и закаливаются. Рабочая поверхность бабки может быть цилиндрической или сферической радиусом 150—200 мм.

Ручную правку производят специальными молотками с круглым, радиусным или вставным из мягкого металла бойком. Тонкий листовой металл правят киянкой (деревянным молотком).

Кроме молотков, применяются деревянные и металлические гладилки и поддержки.
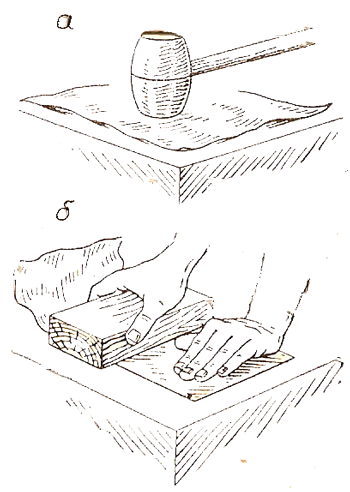
а- деревянный молоток; б- гладилка из твердых пород;
Так как ручная правка является малопроизводительной операцией и ее применяют при небольших партиях деталей. В основном на предприятиях применяется машинная правка, осуществляемая на правильных вальцах, прессах и специальных приспособлениях.
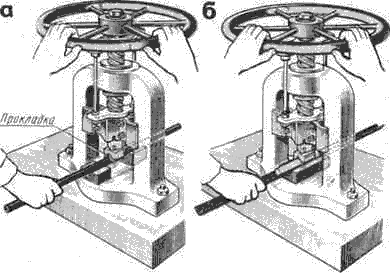

Правка на винтовом прессе: а — трубы, б — углового проката
При правке металла очень важно правильно выбрать места, по которым следует наносить удары. Силу удара необходимо соизмерять с величиной кривизны металла и уменьшать по мере перехода от наибольшего прогиба к наименьшему.
При большом изгибе полосы на ребро удары наносят носком молотка для односторонней вытяжки (удлинения) мест изгиба.
Полосы, имеющие скрученный изгиб, правят методом раскручивания. Проверяют правку «на глаз», а при высоких требованиях к прямолинейности полосы — лекальной линейкой или на проверочной плите.
Металл круглого сечения можно править на плите или на наковальне. Если-пруток имеет несколько изгибов, то правят сначала крайние, а затем расположенные в середине.
Наиболее сложной является правка листового металла. Лист кладут на плиту выпуклостью вверх. Удары наносят молотком от края листа по направлению к выпуклости. Под действием ударов ровная часть листа будет вытягиваться, а выпуклая выправляться.
При правке закаленного листового металла наносят несильные, но частые удары носком молотка по направлению от вогнутости к ее краям. Верхние слои металла растягиваются, и деталь выпрямляется.
Валы и круглые заготовки большого сечения правят с помощью ручного винтового или гидравлического пресса.
Техника безопасности при правке листового материала
1. Проверить исправность молотка:
а) надежно ли молоток насажен на ручку и прочно ли на ней закреплен;
б) не имеют ли бойки молотка выбоин или трещин.
2 При проверке стальных листов и изделий больших и средних толщин на руки обязательно надевать рукавицы во избежание пореза рук об острые края листа.
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: Только сон приблежает студента к концу лекции. А чужой храп его отдаляет. 8657 —  | 7435 —
| 7435 —  или читать все.
или читать все.
91.146.8.87 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
С правки металла начинаются, практически, все «металлические работы». Счастливым исключением является тот случай, когда вы получаете со склада совершенно новый лист или кусок профиля.
- стальные листы из цветных металлов и их сплавов;
- стальные полосы;
- трубы;
- прутковый материал и проволока.
Правке подвергаются, также, металлические сварные конструкции.

Станок «GOCMAKSAN STORM 1601».
Определение термина «правка металла»
Правка металла — это операция, которая заключается в устранении дефектов деталей и заготовок: кривизны (выпуклости или вогнутости), неровностей (искривления, коробления и т. п.) и т. п. Она заключается в сжатии выпуклого слоя металла или расширении вогнутого и осуществляется действием давления на какую-либо часть заготовки или детали.
Способы и методика правки
Различают два основных метода правки любых металлов:
- вручную. Выполняется с помощью молотка на наковальнях, стальных правильных плитах и т. п.
- машинный. Производится на правильных машинах (прессах или вальцах).
Металл правят в холодном или нагретом состоянии. Выбор определяется величиной прогиба и его размером и материалом заготовки.
При правке металла большое значение имеет:
- правильность выбора места, по которому следует наносить удары;
- соизмерение силы удара с величиной кривизны металла. Её следует уменьшать по мере перехода от максимального изгиба к минимальному.
При большом изгибе полосы «на ребро» удары следует наносить носком молотка. Это приведёт к односторонней вытяжке (удлинению) места изгиба. Полосы, представляющие собой «скрученный изгиб», правят по направлению раскручивания. Проверка осуществляется на начальной стадии «на глаз», а по окончании – на поверочной плите или лекальной линейкой. Металлические прутки следует править на наковальне или плите от края к середине.
Задержимся на рассмотрении правки листового металла, т. к. это — самая сложная операция. Лист металла следует положить на плиту выпуклостью вверх. Удары молотком будем наносить от края листа в сторону деформированной его части. Под действием направленных ударов ровная часть листа будет вытягиваться, а выпуклая — выправляться. При правке листов закаленного металла следует наносить частые, но несильные удары носком молотка по направлению от вогнутости к ее краям. При этом верхние слои металла будут растягиваться, и дефект детали будет устранён.

Применяемое оборудование и инструмент
Для правки металла используется следующее оборудование:
- правильная плита;
- рихтовальные бабки.
В качестве инструмента используются молотки, имеющие круглые, радиусные или вставные из мягкого металла бойки. Тонкий листовой металл правят деревянным молотком (киянкой).
Правильная плита должна быть массивной. Поэтому, она может иметь размеры, мм: 400 х 400… 1500 х 3000. Устанавливается этот инструмент на деревянные или металлические опоры, обеспечивающие устойчивость и горизонтальность ее положения.
Для правки деталей, прошедших закалку, используют рихтовальные бабки, которые изготавливаются из стали с последующей закалкой. Бабки имеют рабочую поверхность сферической или цилиндрической формы, радиус которой 150…200 мм.

Станок «VPK PRO-14 KOMPAKT».
Популярные бренды и модели станков
Большой популярностью пользуются следующие модели:
- правильно-отрезной станок бренда «Промтехоснастка» модель «GT 4-14»;
- правильно-отрезной автомат бренда «Антарес» модель «ВПК ПРО-14 КОМПАКТ»;
- правильно-отрезной станок бренда «GROST» модель «SCM6-12C».
Где купить
Компания «Промтехоснастка»;
Компания производит и продаёт правильно-отрезной станок GT 4-14.


Отправить ответ