
Обозначение класса шероховатости на чертежах
Единая система конструкторской документации
ОБОЗНАЧЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ
Designations system for design documentation. Designations of surface finish
____________________________________________________________________
Текст Сравнения ГОСТ 2.309-73 с ГОСТ 2.30 9-68 см. по ссылке.
— Примечание изготовителя базы данных.
____________________________________________________________________
Дата введения 1975-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 9 ноября 1973 г. N 2604 дата введения установлена 01.01.75
Изменение N 3 принято Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 21 от 28 мая 2002 г.)
За принятие изменения проголосовали национальные органы по стандартизации следующих государств: AM, BY, KZ, KG, MD, RU, TJ, UZ, UA [коды альфа-2 по МК (ИСО 3166) 004]
ВЗАМЕН ГОСТ 2.309-68
ИЗДАНИЕ (август 2007 г.) с Изменениями N 1, 2, 3, утвержденными в июне 1980 г., августе 1984 г., декабре 2002 г. (ИУС 11-80, 12-84, 3-2003).
Настоящий стандарт устанавливает обозначения шероховатости поверхностей и правила нанесения их на чертежах изделий всех отраслей промышленности.
Стандарт полностью соответствует стандарту ИСО 1302.
(Измененная редакция, Изм. N 1, 3).
1. ОБОЗНАЧЕНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ
1. ОБОЗНАЧЕНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ
1.1. Шероховатость поверхностей обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
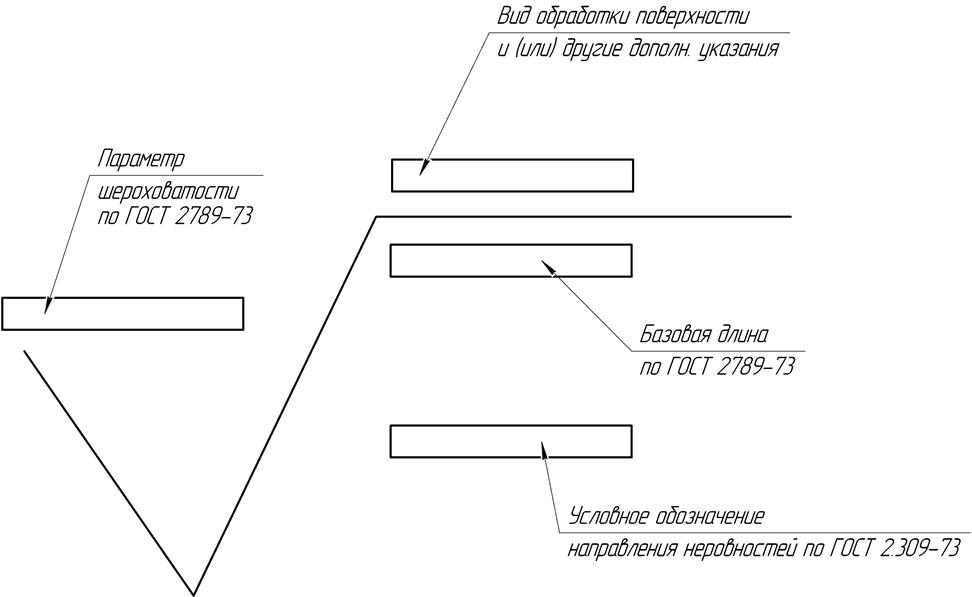
1.2. Структура обозначения шероховатости поверхности приведена на черт.1.
При применении знака без указания параметра и способа обработки его изображают без полки.
1.3. В обозначении шероховатости поверхности применяют один из знаков, изображенных на черт.2.
Высота должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота равна (1,5. 5) . Толщина линий знаков должна быть приблизительно равна половине толщины сплошной основной линии, применяемой на чертеже.
В обозначении шероховатости поверхности, способ обработки которой конструктором не устанавливается, применяют знак (черт.2а).
В обозначении шероховатости поверхности, которая должна быть образована только удалением слоя материала, применяют знак (черт.2б).
В обозначении шероховатости поверхности, которая должна быть образована без удаления слоя материала, применяют знак (черт.2в) с указанием значения параметра шероховатости.
1.2, 1.3. (Измененная редакция, Изм. N 2, 3).
1.4. Поверхности детали, изготовляемой из материала определенного профиля и размера, не подлежащие по данному чертежу дополнительной обработке, должны быть отмечены знаком без указания параметра шероховатости.
Состояние поверхности, обозначенной знаком , должно соответствовать требованиям, установленным соответствующим стандартом или техническими условиями, или другим документом, причем на этот документ должна быть приведена ссылка, например, в виде указания сортамента материала в графе 3 основной надписи чертежа по ГОСТ 2.104-2006.
(Измененная редакция, Изм. N 2).
1.6. При указании диапазона значений параметра шероховатости поверхности в обозначении шероховатости приводят пределы значений параметра, размещая их в две строки, например:
В верхней строке приводят значение параметра, соответствующее более грубой шероховатости.
1.5-1.7. (Измененная редакция, Изм. N 2, 3).
1.8. При указании двух и более параметров шероховатости поверхности в обозначении шероховатости значения параметров записывают сверху вниз в следующем порядке (см. черт.3):
параметр высоты неровностей профиля
параметр шага неровностей профиля
относительная опорная длина профиля
(Измененная редакция, Изм. N 3).
1.9. При нормировании требований к шероховатости поверхности параметрами , , базовую длину в обозначении шероховатости не приводят, если она соответствует указанной в приложении 1 ГОСТ 2789-73 для выбранного значения параметра шероховатости.
(Измененная редакция, Изм. N 2).
1.10. Условные обозначения направления неровностей должны соответствовать приведенным в таблице. Условные обозначения направления неровностей приводят на чертеже при необходимости.

Качество поверхностного слоя определяется совокупностью характеристик: физико-механическим состоянием, микроструктурой металла поверхностного слоя, шероховатостью поверхности. Состояние поверхностного слоя влияет на эксплуатационные свойства деталей машин: износостойкость, виброустойчивость, контактную жесткость, прочность соединений, прочность конструкций при циклических нагрузках и т. д.
Параметры и характеристики шероховатости поверхности установлены ГОСТ 2789–73, требования к другим характеристикам поверхностного слоя назначают по руководящим материалам предприятия.
Для оценки шероховатости поверхности ГОСТ 2789 – 73 предусматривает шесть параметров:
высотные : Ra — среднее арифметическое отклонение профиля; Rz — высота неровностей профиля по десяти точкам; Rmax — наибольшая высота профиля;
шаговые : S — средний шаг неровностей профиля по вершинам; Sm — средний шаг неровностей профиля по средней линии;
высотно-шаговый tp — относительная опорная длина профиля.
Базой для отсчета высот выступов и впадин неровностей, свойства которых нормируются, служит средняя линия профиля (рис. 279) — базовая линия, имеющая форму номинального профиля и проведенная так, что в пределах базовой длины среднее квадратическое отклонение профиля до этой линии минимально.

Через высшую и низшую точки профиля в пределах базовой длины l проводят линии выступов и впадин профиля, эквидистантно средней линии. Расстояние между этими линиями определяет наибольшую высоту неровностей профиля Rmax.
Среднее арифметическое отклонение профиля Ra определяется как среднее арифметическое абсолютных значений отклонений профили в пределах базовой длины:


Высота неровностей профиля по десяти точкам Rz равна средней арифметической суммы абсолютных отклонений точек пяти наибольших минимумов Нi min и пяти наибольших максимумов Hi max профиля в пределах базовой длины:

Вместо средней линии, имеющей форму отрезка прямой, определяют расстояние от высших точек пяти наибольших максимумов hi max и низших точек пяти наибольших минимумов hi min до линии, параллельной средней и не пересекающей профиль.

Средний шаг неровностей S вычисляют как среднее арифметическое значение шага неровностей Smi в пределах базовой длины:

Средний шаг неровностей профиля по вершинам S — среднее арифметическое значение шага неровностей профиля по вершинам Si в пределах базовой длины

Под опорной длиной профиля ηр понимают сумму длин отрезков в пределах базовой длины, отсекаемых на заданном уровне в материале выступов профиля линией, эквидистантной средней линии.
Относительная опорная длина профиля tp определяется как отношение опорной длины профиля ηр к базовой длине:

Требования к шероховатости поверхности по ГОСТ 2789-73 устанавливают указанием числовых значений параметров. В дополнение к количественным параметрам для более полной характеристики шероховатости указывают направление неровностей (условное обозначение — см. рис. 280), вид обработки поверхности или последовательность видов обработки (рис. 281 — 283).

В обозначении шероховатости поверхности, вид обработки которой конструктором не устанавливается, применяют знак, приведенный на рис. 282, а; если поверхность образована с удалением слоя материала — знак, приведенный на рис. 282, б; и для поверхности, образованной без удаления слоя материала, — знак, приведенный на рис. 282, в.



Значение параметра Ra указывают без символа, например, 0,5. Для остальных указывают символы, например, Rmах 6,3.
ГОСТ 2789-71 установлено 14 классов шероховатости поверхности. Причем классы 1—5, 13 и 14 определены через параметр Rz, классы 6—12 через параметр Ra. Каждый класс определен только по одному параметру и базовой длине. Числовые значения параметров заданы в виде диапазонов, верхние пределы которых полностью соответствуют ранее действовавшим.
Требования к шероховатости поверхности устанавливают путем задания значения параметра (параметров) и базовой длины. Причем целесообразно пользоваться предпочтительными значениями параметра Ra (графа 2, табл. 29). Эти значения находятся вблизи середины диапазона, определяющего данный класс шероховатости. В других случаях могут назначать величины параметров по графам 3 или 4.

Требования к шероховатости поверхности определяются условиями работы поверхности в машине. В общем случае, чем выше требования по точности, тем выше требования и по шероховатости поверхности.
Для грубых квалитетов с расширенным полем допусков класс шероховатости можно снижать, что уменьшает стоимость изготовления.
Минимальный класс шероховатости поверхности обработки, необходимый для получения различных квалитетов, можно выбрать по табл. 30.

Классы шероховатости поверхностей, соответствующие различным видам обработки, приведены и табл. 31.


При выборе класса шероховатости должны быть учтены свойства материала и твердость поверхности детали. Высокие показатели для сталей можно получить при твердости не ниже HRC 30—35. Стальные изделия, подлежащие чистой обработке, должны быть по меньшей мере подвергнуты улучшению или нормализации. Термически необработанные низкоуглеродистые стали тонкой обработке поддаются плохо.
По условиям обработки получить чистую отделку и точные размеры в отверстиях труднее, чем на валах. Поэтому, как правило, требование к шероховатости поверхности в отверстиях назначают на 1—2 класса ниже, чем на валах.
В интересах уменьшения стоимости изготовления рекомендуется применять менее высокие требования к шероховатости, совместимые с условием надежной работы деталей.
В некоторых случаях (соединения с натягом, подшипники скольжения) существуют оптимальные параметры поверхности, отклонения от которых в ту или другую сторону снижают работоспособность соединений.
Свободные поверхности (не входящие в соединения или расположенные с зазором по отношению к ближайшим поверхностям) следует в интересах экономичности обрабатывать по низким классам шероховатости. Исключение составляют напряженные циклически нагруженные детали. Для повышения сопротивления усталости такие детали обрабатывают так, чтобы обеспечить высокий класс шероховатости поверхности, полируют и дополнительно упрочняют поверхностным пластическим деформированием.
Ниже приведены ориентировочные значения классов шероховатости поверхностей для типовых машиностроительных деталей, основанные на опыте общего машиностроения.
Источник: ГОСТ 2789-73, ОСТ 92-0080-78
Номинальная поверхность – поверхность, заданная в технической документации без учета допускаемых отклонений.
Базовая линия (поверхность) – линия (поверхность) заданной геометрической формы, определенным образом проведенная относительно профиля (поверхности) и служащая для оценки геометрических параметров поверхности.
Нормальное сечение – сечение, перпендикулярное базовой поверхности.
Ra – среднее арифметическое отклонение профиля.
Rz – высота неровностей профиля по десяти точкам.
Шероховатость поверхностей обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
Рис. 1. Структура обозначения шероховатости поверхности
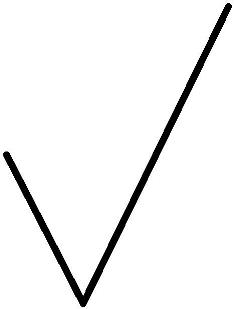 – обозначение шероховатости поверхности, когда вид обработки конструктором не устанавливается. Способ обозначения шероховатости предпочтителен.
– обозначение шероховатости поверхности, когда вид обработки конструктором не устанавливается. Способ обозначения шероховатости предпочтителен.
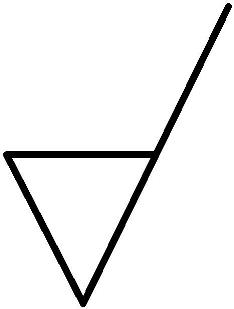 – обозначение шероховатости поверхности, когда поверхностный слой материала необходимо удалить.
– обозначение шероховатости поверхности, когда поверхностный слой материала необходимо удалить.
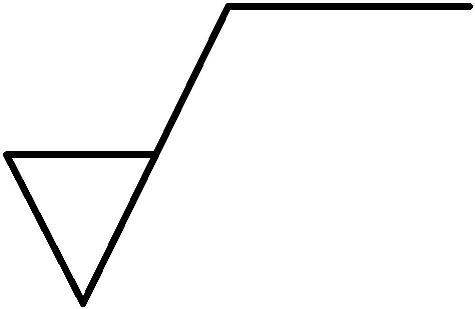
– обозначение шероховатости поверхности, когда конструктору необходимо указать конкретный вид обработки поверхности.
Например: 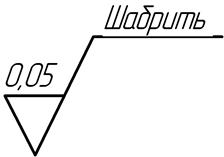
 – обозначение шероховатости поверхностей, необрабатываемых по данному чертежу, а получаемых после проката, волочения и т.п. (величина параметра шероховатости не указывается). В этом случае в графе 3 основной надписи обязательно должна быть ссылка в виде указания сортамента материала.
– обозначение шероховатости поверхностей, необрабатываемых по данному чертежу, а получаемых после проката, волочения и т.п. (величина параметра шероховатости не указывается). В этом случае в графе 3 основной надписи обязательно должна быть ссылка в виде указания сортамента материала.
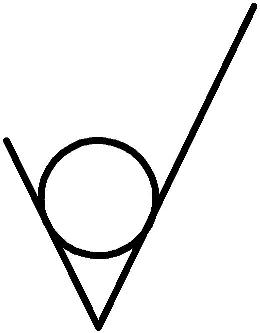
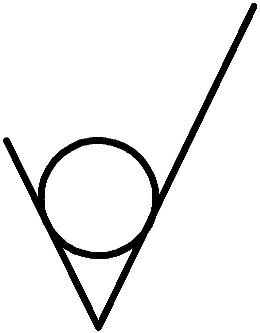 – обозначение шероховатости поверхностей, получаемых по данному чертежу без удаления слоя материала (литьем, объемной штамповкой). В этом случае требуется указывать конкретную величину параметра шероховатости.
– обозначение шероховатости поверхностей, получаемых по данному чертежу без удаления слоя материала (литьем, объемной штамповкой). В этом случае требуется указывать конкретную величину параметра шероховатости.


Отправить ответ