
Колумбус инструмент отличие от штангенциркуля
Содержание:
- 1 Штангенциркуль или колумбик?
- 2 Измерение деталей штангенциркулем. Как пользоваться?
- 3 Как пользоваться штангенциркулем.
- 4 Схемы измерения деталей штангенциркулем.
- 5 Устройство и применение штангенциркулей
- 6 Как снять показания с помощью штангенциркуля
- 7 Виды штангенциркулей
- 8 Техническое состояние и поверка штангенциркуля
- 9 Действующие ГОСТы
Здравствуйте! Сегодня мы поговорим с вами про измерение деталей штангенциркулем или как многие его называют «колумбиком». К стати говоря а вы знаете почему штангенциркуль называют колумбиком. НЕТ? Тогда читайте мою статью и все станет понятно 🙂
p, blockquote 1,0,0,0,0 —>

p, blockquote 2,0,0,0,0 —>
p, blockquote 3,0,0,0,0 —>
Штангенциркуль или колумбик?
Многие из вас на производстве при измерении деталей столкнулись наверное с самым (по моему) популярным видом измерительного инструмента — штангенциркулем или как часто его называют бывалые работники колумбик. Честно я вам скажу когда я пришел на завод в 2004 году я часто слышал как его так называют да и сам стал произносить это название, чтобы не выглядеть неучем среди опытных коллег ИТР 🙂 .
p, blockquote 4,0,0,0,0 —>
Шли годы и так ни кто и не спросил — А ПОЧЕМУ КОЛУМБИК.
p, blockquote 5,0,0,0,0 —>
Мне стало интересно узнать про чудное даже немного заморское название штангенциркуля и вот, что я выяснил, оказывается штангенциркуль стал называться колумбиком потому, что в советское время основным поставщиком данного мерителя была американская фирма COLUMBUS вот название и прилипло :).
p, blockquote 6,0,0,0,0 —>
А еще интересно то, что в авиационной промышленности штангенциркули называли МАУЗЕР, как вы уже догадались это и был поставщик туда измерительного инструмента.
p, blockquote 7,0,0,0,0 —>
Ну думаю было познавательно и интересно. Ну да ладно отвлеклись немного на историю 🙂 Теперь по теме.
p, blockquote 8,0,1,0,0 —>
Как устроен штангенциркуль, он же колумбик, все в этом видео:
p, blockquote 9,0,0,0,0 —>
p, blockquote 10,0,0,0,0 —>
Измерение деталей штангенциркулем. Как пользоваться?

p, blockquote 11,0,0,0,0 —>
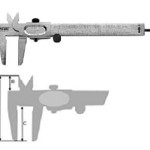
И так на рисунке выше предоставлен штангенциркуль ШЦ -1 в его классическом исполнении. Разберем его конструкцию подробнее:
Как пользоваться штангенциркулем.

p, blockquote 13,0,0,0,0 —>
Чтобы понять как пользоваться штангенциркулем обратим внимание на рисунок выше. На нем мы видим две шкалы я специально обозначил их разными цветами шкалу штанги салатовым цветом, а шкалу рамки которая по ней перемещается голубым. Если мы видим такую картину то это значит, что измеренная деталь равна 42,7 мм. Как я определил.
p, blockquote 14,0,0,0,0 —>
Да очень просто. Видите риска рамки под которой находится «0» стоит дальше 42 мм (забыл сказать цена деления штанги 1 мм) но в тоже время не доходит до 43 мм. Это значит наш реальный размер находится между 42 и 43 мм.
p, blockquote 15,0,0,0,0 —>
Теперь смотрим на шкалу рамки (нониус) его размер от «0» до окончания 19 мм которые разделены на равные 10 частей. Получается цена деления равна 1,9 мм (но по этому поводу не заворачивайтесь 🙂 ). Я и для того пишу этот пост, чтобы все было предельно ясно. И так, целое число миллиметров мы знаем, а для определения дробной части обратите внимание какая риска шкалы рамки штангенциркуля совпадает с рисской штанги.
Как отчетливо видно с рисунка это риска под номером «7» если посчитать от нулевой риски нониуса и это говорит о том, что размер который вы измерили штангенциркулем равен 42 целых и 7 десятых миллиметра. Вот и все 🙂 По моему уже проще объяснить не удастся 🙂 . Да и вроде и так понятно.
p, blockquote 17,1,0,0,0 —>
Схемы измерения деталей штангенциркулем.
При контроле деталей необходимо правильно держать штангенциркуль для получения наиболее точных результатов. И от того на сколько вы овладеете данным искусством будет зависеть как вы будете измерять детали и получать достоверные данные о качестве получаемой заготовки. Мы рассмотрим четыре наиболее часто применяемые схемы измерения деталей штангенциркулем. На самом деле их намного больше но это как говорится классика жанра.
p, blockquote 18,0,0,0,0 —>
1. Измерение валов штангенциркулем.
p, blockquote 19,0,0,0,0 —>

p, blockquote 20,0,0,0,0 —>
И так как мы видим из предоставленной схемы мы видим, что при помощи штангенциркуля можно измерять наружный диаметр вала и его общую длину.Сразу поясню, линия измерения это прямая между двумя точками касания измеряемой заготовки с губками колумбика. Когда проводите измерение деталей штангенциркулем сконцентрируйтесь и будьте внимательны.
p, blockquote 21,0,0,0,0 —>
Линия измерения 1 — показывает как необходимо установить штангенциркуль для корректного измерения диаметра вала. То есть линия измерения должна быть перпендикулярна оси измеряемого вала. Хотя в принципе если вы все делаете аккуратно то все получится без особых усилий.
p, blockquote 22,0,0,0,0 —>
Линия измерения 2 — при таком виде контролируется длина вала. Линия измерения параллельна оси заготовки но в тоже время перпендикулярна губкам штангенциркуля.
2. Измерение внутреннего отверстия штангенциркулем.

p, blockquote 24,0,0,0,0 —>
При таком измерении губки штангенциркуля (специально для этого предназначенные) вставляются в отверстия таким образом, чтобы линия измерения проходила через центр отверстия и в тоже время была перпендикулярна его оси. Вроде ясно, а то как то круто загнул 🙂 .
p, blockquote 25,0,0,1,0 —>
3. Измерение деталей штангенциркулем, внутренних прямолинейных поверхностей.

p, blockquote 26,0,0,0,0 —>
При измерение внутренних прямолинейных поверхностей необходимо вставить губки колумбика таким образом, чтобы угол между линией измерения и поверхностью заготовки был равен 90 градусов. Если же вы при измерении будете держать колумбик с перекосом, то не получите достоверных результатов. По этому я рекомендую проводить измерения несколько раз, дабы исключить возможные ошибки.
p, blockquote 27,0,0,0,0 —>
4.Измерение глубины линейкой глубиномера штангенциркуля.

p, blockquote 28,0,0,0,0 —>
При таком измерении необходимо установить ваш штангенциркуль таким образом, чтобы линейка глубиномера была строго перпендикулярна двум поверхностям между которыми измеряется расстояние. Можно сказать, что для измерения глубины различных деталей штангенциркуль подходит не совсем идеально и есть другие приборы более точные.
p, blockquote 29,0,0,0,0 —>
Подробная видео инструкция как пользоваться штангенциркулем (Советую к просмотру) :
p, blockquote 30,0,0,0,0 —>
p, blockquote 31,0,0,0,0 —>
Пожалуй на сегодня хватит информации :). Подытожим сегодня мы с вами поговорили про измерение деталей штангенциркулем в условиях производства и я надеюсь, что моя статья поможет вам в самообразовании и вы поняли, что проводить измерение деталей штангенциркулем не так уж и сложно. Ожидайте новых постов. ПОКА ДРУЗЬЯ.
p, blockquote 32,0,0,0,0 —>
С вами был Андрей !
p, blockquote 33,0,0,0,0 —> p, blockquote 34,0,0,0,1 —>
Содержание: Скрыть Открыть

Штангенциркуль – это универсальный измерительный прибор для определения линейных размеров деталей с установленной точностью. С его помощью можно производить измерения наружных и внутренних размеров деталей, а также глубины отверстий при условии наличия выдвижной штанги.
Устройство и применение штангенциркулей
Наиболее популярными областями применения штангенциркуля является строительство, ремонт машин и оборудования, обработка металлических и деревянных изделий. Сфера применения фактически не имеет ограничений – он может быть использован для определения размеров с точностью 0,1 или 0,05 мм (в зависимости от типа инструмента) в любой сфере деятельности – и в быту, и в аэрокосмической отрасли. Возможности применения ограниченны лишь размером шкалы и требованиями точности (до 0,01 мм для электронных штангенциркулей).

Устройство штангенциркуля достаточно простое. Основным элементом является неподвижная штанга со шкалой и губками для наружных и внутренних размеров, к которой крепятся подвижные и фиксирующие элементы.
- Передвижная рамка;
- Подвижные губки для определения внутреннего размера;
- Подвижные губки для определения наружного размера;
- Шкала нониуса;
- Штанга глубиномера;
- Винт для крепления рамки.
В отдельных моделях возможно наличие подвижной шкалы в верхней части с дюймовой системой измерения.
Как снять показания с помощью штангенциркуля

Перед началом работы необходима поверка штангенциркуля на точность. Для этого необходимо полностью свести губки и проверить совпадение нулей на обеих шкалах. Если нет совпадения, то в зависимости от требуемой точности необходимо либо взять другой инструмент, либо учесть имеющуюся погрешность.
В процессе измерения учтите следующие рекомендации:
- Для замера внешнего размера разведите губки штангенциркуля, поместите предмет и соедините их.
- Замер внутреннего размера производится путем размещения соответствующих верхних губок внутрь измеряемой области и их разведением до упора
- Губки должны упереться в края детали. Если поверхность твердая, то можно немного сжать для плотной фиксации, для мягкой этого делать не следует, т. к. можно исказить результат.
- Проверьте расположение штангенциркуля относительно измеряемой детали на отсутствие перекосов. Для этого губки должны располагаться на одинаковом расстоянии от края детали.
- Зафиксируйте нониус крепежным винтом.
- Определите целое число миллиметров по основной шкале.
- Находим совпадение штриха на нониусе с нулем основной шкалы и отсчитываем количество делений.
- Умножаем количество делений нониуса на цену деления и суммируем со значением основной шкалы.
Виды штангенциркулей
В целом, все виды штангенциркулей можно разделить на механические и электронных в зависимости от типа шкалы. Основными видами, согласно ГОСТ 166-89 являются:
- ШЦ-I — инструмент с 2-сторонним размещением губок для измерения наружных и внутренних величин и глубиномером.
- ШЦК — оснащен круговой шкалой для определения точного размера. Более простой в применении, чем штангенциркуль с отсчетом по нониусу.
- ШЦТ-I — односторонние губки для измерения наружных линейных размеров. Отличается высокой стойкостью к износу.
- ШЦ-II — оснащен двумя губками для наружного и внутреннего замера и разметки, а также рамкой микрометрической подачи.
- ШЦ-III — односторонние губки для определения наружных и внутренних размеров.
- ШЦЦ — электронный штангенциркуль с цифровой индикацией.

Техническое состояние и поверка штангенциркуля
Одним из наиболее важных требований обеспечения точности инструмента является его чистота. Намагниченный слой металлических опилок, консервирующая смазка, грязь – все это может значительно исказить результат измерений. Также на результат влияет износ инструмента, его деформация, нарушения настроек. Во избежание этого необходима ежегодная поверка штангенциркуля специализированном сервисном центре с ремонтом и настройкой. Самая же простая проверка корректности показаний – это совпадение нулевых штрихов при полном закрытии губок.
Действующие ГОСТы
Производство и поверка инструмента регулируется рядом государственных стандартов. Так, определяет технические условия на штангенциркули ГОСТ 166-89. Порядок поверки инструмента определён в ГОСТ 8.113-85.
Когда-то я был шокирован, придя на работу на наше предприятие КВАДРО, когда рабочий спросил меня, умею ли я пользоваться колумбусом . Не то чтобы я не умел… Я даже не знал что такое колумбус!
Все оказалось просто: колумбусом называют, обычно, штангенциркуль с глубиномером. Для промышленности СССР одно время массово поставлялись штангенциркули фирмы «Columbus». Отсюда и закрепившееся «обиходное» колумбус. Или нежное 😆 колумбик.
Кстати, штангенциркули повышенного качества поставлялись фирмой «Маузер». Поэтому, говорят, что в авиационной промышленности штангенциркули называли… маузерами 😆 .
Так что эта история из широкого ряда: копир — ксерокс, подгузники — памперсы, вьетнамки — сланцы…


Отправить ответ