
Ремонт сварочных аппаратов ресанта своими руками
Содержание:
- 1 Общие сведения об инверторах
- 2 Устройство и особенности работы
- 3 Ремонт аппаратов инверторной сварки
- 4 Инверторный тип сварочника
- 5 Схема и ремонт
- 6 Устройство и принцип работы Ресанта САИ 250
- 7 Технические данные инвертора
- 8 Как подготовить сварочный аппарат к работе?
- 9 Требования безопасности при работе
- 10 Ремонт сварочного аппарата Ресанта своими руками
 Сварочные аппараты инверторного типа являются распространенными моделями благодаря их мобильности и возможности работать практически от любого напряжения питающей сети в интервале от 175 В до 240 В. Однако возможны случаи выхода из строя сварочников. Причин поломок много, и для ремонта сварочных инверторов необходимо знать основные неисправности, устройство и принцип работы. Произвести ремонт инверторных сварочных аппаратов своими руками несложно.
Сварочные аппараты инверторного типа являются распространенными моделями благодаря их мобильности и возможности работать практически от любого напряжения питающей сети в интервале от 175 В до 240 В. Однако возможны случаи выхода из строя сварочников. Причин поломок много, и для ремонта сварочных инверторов необходимо знать основные неисправности, устройство и принцип работы. Произвести ремонт инверторных сварочных аппаратов своими руками несложно.
Общие сведения об инверторах
Сварочные трансформаторные аппараты имеют незначительную стоимость по сравнению с устройствами инверторной сварки и простоту устройства, позволяющую произвести несложные операции по ремонту. К главным недостаткам нужно отнести их габариты, вес и чувствительность к параметрам питающей сети. При низких значениях напряжения (U) варить практически невозможно, так как мощность, потребляемая аппаратом, существенно возрастает, а счетчики электроэнергии имеют предел мощности до 6 кВт.

В результате этого происходит срабатывания защиты: срабатывает автомат через определенное время из-за нагрева или сгорают предохранители на пробках. Если поставить автомат защиты с большим значением или использовать «жучок» (шунтирование предохранителя медным проводом большего диаметра), то вероятность возгорания проводки возрастает.
Кроме того, при работе с обыкновенной трансформаторной сваркой происходят кратковременные перепады значения U, из-за которых может выйти из строя другая аппаратура и бытовые приборы. Трансформаторные сварочные аппараты стоят сравнительно недорого и очень легко ремонтируются из-за их простого устройства. Однако обладают значительным весом и очень чувствительны к напряжению питания (U). При низком U производить сварочные работы просто невозможно, так как происходят значительные перепады U, в результате которых могут выйти из строя бытовые приборы. Для избежания всех этих неудобств при работе и используют инверторные аппараты.
Устройство и особенности работы
Инверторная сварка применяется в домашних условиях и на различных предприятиях. Она обеспечивает стабильное горение сварочной дуги при высокочастотном токе. Аппарат устроен в виде мощного импульсного блока питания (ИБП), работа которого основана на принципах:
- Преобразование переменного питающего (сетевого) U в постоянное.
- Преобразование постоянного в переменный высокочастотный ток.
- Выпрямление тока с сохранением частоты.

Если следовать этим принципам построения, то происходит значительное уменьшение сварочника в несколько сотен или тысяч раз. Кроме того, такое устройство позволяет оборудовать аппарат дополнительным охлаждением.
Для осуществления качественного ремонта сварочного инвертора нужно знать устройство и принцип работы. Благодаря пониманию работы, возможно грамотно произвести диагностику, выяснить причину неисправности и устранить ее самостоятельно. Сварочный аппарат инверторного типа состоит из основных узлов (рисунок 1):
- Выпрямитель.
- Инвертор.
- Трансформатор.
- Выпрямитель высокочастотный.
- Схема управления (электронный регулятор).
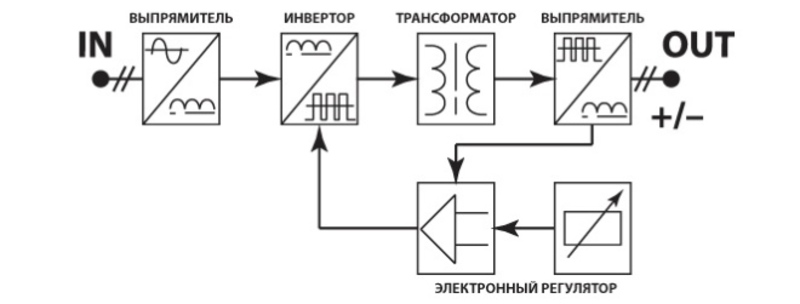
Рисунок 1 — Блок-схема сварочного инвертора.
Выпрямитель состоит из полупроводникового выпрямительного моста и фильтра, выполненного на конденсаторе. Диодный мост выпрямляет переменный ток питающей промышленной сети. При прохождении переменного тока через диод происходит пропускание тока в одном направлении. В результате этого ток становится постоянным, но в нем преобладают значительные пульсации. Ток с такими параметрами не подходит для питания инвертора, так как он работает только от постоянного тока. Для сглаживания пульсаций применяется конденсатор большой емкости (2200.5000 мкФ).
После преобразования U запитывается инвертор. Инвертор представляет собой набор радиоэлементов для генерации необходимого переменного U для высокочастотного импульсного трансформатора. Основными элементами являются мощные ключевые транзисторы и микросхема для получения команд от схемы управления инвертором, а также для корректной работы последнего. Транзисторы переключаются с высокой частотой, которая зависит от текущей модели сварочника. Она может колебаться в диапазоне от 35 до 95 кГц. Подключение транзисторов происходит к понижающему импульсному трансформатору.
Импульсный трансформатор преобразует входящее U, полученное на выходе инвертора в низкое. К вторичной обмотке трансформатора подсоединяется высокочастотный выпрямитель, преобразующий переменный высокочастотный ток в постоянный. При этом преобразовании частотные характеристики сохраняются. Эффективность сварки повышается при использовании высокочастотного тока.
Электронный регулятор применяется для осуществления контроля при работе аппарата, диагностики и выдачи команд для инвертора. Кроме того, он позволяет менять ток сварки.
Благодаря такому исполнению, сравнительно мобильные инверторные сварочники обладают отличными характеристиками:
- Первичный источник питания (сетевое U и ток): 157.275 В и 20.30 А.
- Параметры U холостого хода: 70.85 В.
- U при формировании дуги: 22.35 В.
- Диапазон выставления тока сварки: 20.300 А.
- Время нагрузки при максимальном I сварки:5.10 мин.
- Типы электродов: «1», «2», «3», «4», «5», «6».
- Значение средней массы: 5.7 кг.
Ремонт аппаратов инверторной сварки
 Если внимательно изучить устройство, функции и принцип действия каждого узла, то выявить и устранить неисправность инверторного сварочного аппарата самостоятельно достаточно просто. Многие сварщики начинают искать фирмы, где отремонтировать сварочный инвертор по низкой цене. Но они забывают о том, что фирма или отдельное лицо может поменять детали инвертора на менее качественные. Нужно понять причину проблемы и найти способ для ее решения. Начинать нужно с самого простого и заканчивать сложным. Кроме того, следует внимательно осмотреть инверторный аппарат на наличие подгораний силовых кабелей, поступление питания из сети.
Если внимательно изучить устройство, функции и принцип действия каждого узла, то выявить и устранить неисправность инверторного сварочного аппарата самостоятельно достаточно просто. Многие сварщики начинают искать фирмы, где отремонтировать сварочный инвертор по низкой цене. Но они забывают о том, что фирма или отдельное лицо может поменять детали инвертора на менее качественные. Нужно понять причину проблемы и найти способ для ее решения. Начинать нужно с самого простого и заканчивать сложным. Кроме того, следует внимательно осмотреть инверторный аппарат на наличие подгораний силовых кабелей, поступление питания из сети.
Для ремонта необходимо изучить схему и неисправности. Неисправности можно разделить на несколько групп: простые, средние и сложные.
Простые поломки
 Простые поломки возникают, как правило, при неверном режиме эксплуатации любого прибора и устройства. Этот тип неисправностей не требует особой квалификации и состоит, в основном, из примитивных поломок, устраняемых очень легко и быстро. Следует очень внимательно отнестись к решению проблемы по ремонту инверторной сварки своими руками, так как простая поломка из-за необдуманных действий может привести к более серьезным последствиям. К простым неисправностям можно отнести следующие типы:
Простые поломки возникают, как правило, при неверном режиме эксплуатации любого прибора и устройства. Этот тип неисправностей не требует особой квалификации и состоит, в основном, из примитивных поломок, устраняемых очень легко и быстро. Следует очень внимательно отнестись к решению проблемы по ремонту инверторной сварки своими руками, так как простая поломка из-за необдуманных действий может привести к более серьезным последствиям. К простым неисправностям можно отнести следующие типы:
- Отсутствие сетевого питания инвертора (инвертор «отказывается» включаться).
- Влажность корпуса.
- Пыль внутри инверторного аппарата.
- Нестабильная дуга.
- Отсутствие полной мощности аппарата.
- Залипание электрода.
- Ослабление креплений.
- Разбрызгивание металла.
Отсутствие сетевого питания возможно по нескольким причинам: отсутствие U, дефект кабеля питания инвертора, сгорание предохранителя. Кроме того, существует вероятность поломки электроники аппарата, но эта неисправность не относится к простым, так как требует определенных навыков. Способы устранения очень просты. Например, при отсутствии питающего U нужно произвести замер вольтметром в розетке. При обрыве сетевого кабеля нужно его прозвонить, найти проблемный участок и заменить его. Если произошло сгорание предохранителя, то следует его поменять на исправный (нельзя ставить «жучок», так как это может привести к окончательному выходу из строя).
При работе во влажном помещении нужно просушить содержимое сварочника. Нельзя запускать его, так как постоянно будет выбивать автоматы и перегорать нить предохранителя. Следует помнить о том, что влага — злейший враг любой аппаратуры.
Пыль является отличным проводником электричества. Сварочный аппарат необходимо периодически чистить. Запыленность может привести к более тяжелым последствиям.

При нестабильной дуге и разбрызгивании металла следует проверить ток сварки. В основном, элементарным решением проблемы является его увеличение. Существует определенная зависимость тока от толщины электрода: диаметр электрода нужно умножить на показатели 20-40 А. При вычислении получается необходима сила тока. Например, при работе используется электрод «4» и ток для комфортной работы (при нормальном входном напряжении): I = 4 * 40 = 160 А. Выбор значений из диапазона от 20 до 40 зависит от толщины металла: на каждые 1 мм приходиться коэффициент, кратный 5. Например, нужно рассчитать ток сварки для металла 2 мм и электрода «3». Алгоритм расчета следующий:
- Максимальный ток сварки: Iсв = 3 * 40 = 120 А.
- Ток для 2 мм металла: I = Iсв — 2 * 5 = 120 — 10 = 110 А.
Этот алгоритм используется при нормальном сетевом U (210.225 В). При 110 А сварочные работы будут выполнены аккуратно и вероятность прожога металла минимальная.
При прилипании электрода виновником оказывается пониженное U питающей сети, и для устранения этой проблемы нужно увеличить ток сварки. Кроме того, нужно почистить гнезда и контакты, а также удостовериться в проводе переноски, так как ее сечение должно быть больше 3 кв. мм.
Периодическое отключение аппарата происходит в результате перегрева. В этом случае нужно дать ему остыть в течение 25-40 минут.
Средняя степень
Поломки этого типа возникают при сгорании определенного радиоэлемента. Исправление неполадок этого рода не требует особой квалификации. Основным навыком является умение работать с паяльником или паяльной станцией. В основном, они выявляются при визуальном осмотре. Причины могут быть разнообразны:
- Подгорание резисторов.

- Вздутие электролитических конденсаторов.
- Сгорание трансформатора.
- Обугливание диодов.
- Порча монтажной платы при возгорании.
Оптимальным способом исправления является выпаивание детали и замена ее на такую же или аналог.
Сложные неисправности
При средних поломках все выясняется визуально. Однако бывают ситуации, когда визуальный осмотр не дает положительный результат. Для этого применяется метод анализа схемы инвертора и выявление неисправности, а также дальнейшее ее устранение.
Для ремонта нужны знания в области электротехники, контрольно-измерительные приборы (мультиметр и осциллограф), схема инвертора (схема 1) и немного уверенности в своих силах. «Слабым местом» сварочника инверторного типа являются плата управления и БП. Если неисправна плата управления, то происходит светодиодная индикация (светодиод желтого цвета), свидетельствующая о невозможности запускаться в нормальном режиме.
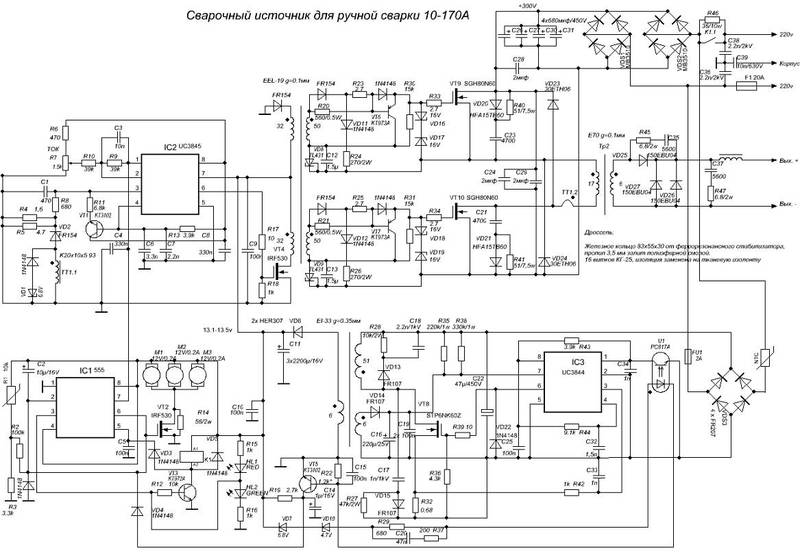
Схема 1 — Схема инвертора РЕСАНТА САИ
Для осуществления ремонта нужно разобрать инвертор и произвести снятие разъемов с плат. После этого нужно выполнить контрольные измерения напряжений платы управления и сравнить с табличными исправной ПУ. Например, один из вариантов можно рассмотреть в таблице 1.
| № вывода ПУ | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| Исправная ПУ | 4,07 | 2,72 | 4,87 | 0,68 | 14,5 | 0,05 | 0,04 | 3,25 | 7,12 | ||
| Измеряемая ПУ | 0,23 | 15 | 0,01 | 2 | 17,2 | 6,99 |
Таблица 1 — Сравнение измерений.
Согласно таблице 1, нужно сделать вывод о неисправности ПУ. На ПУ есть микросхема типа UC3845D, нужно снять контрольные U и сделать выводы (таблица 2).
| № вывода микросхемы | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Корректная работа | 1,95 | 0,2 | 2,07 | 2,52 | 15,1 | 5,1 | ||
| Измеряемая микросхема | 0,04 |
Таблица 2 — Сравнение U UC3845B.
На микросхеме (7-я нога) питание отсутствует, следовательно, нужно искать причину в радиокомпонентах, работающих вместе с этой микросхемой. В этой ситуации нужно проверить микросхему LM324N, которая управляет первой при помощи команд-импульсов (таблица 3).
| № вывода | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| Исправна | 0,81 | 4,02 | 14,87 | 3,06 | 4,73 | 0,02 | 0,04 | 15,1 | 4,82 | 4,87 | 6,74 | 0,88 | ||
| Текущая | 1,91 | 15 | 15,37 | 4,69 | 14,2 | 0,03 | 14,97 | 4,8 | 4,83 | 7,72 | 0,1 |
Таблица 3 — Сравнение режимов работы микросхемы LM324N.
 Далее нужно рассмотреть цепь деталей, завязанных на 7-ю ногу. Причиной является неисправный smd-резистор R4. Нужно произвести замену, собрать инвертор (подключить только разъемы и проверить). Результат выполненной работы: желтый светодиод не горит, а, следовательно, аппарат исправен. Нужно отключить его от сети и собрать полностью. Таким способом следует искать и другие неисправности, ничего сложного в этом нет.
Далее нужно рассмотреть цепь деталей, завязанных на 7-ю ногу. Причиной является неисправный smd-резистор R4. Нужно произвести замену, собрать инвертор (подключить только разъемы и проверить). Результат выполненной работы: желтый светодиод не горит, а, следовательно, аппарат исправен. Нужно отключить его от сети и собрать полностью. Таким способом следует искать и другие неисправности, ничего сложного в этом нет.
Таким образом, для устранения неисправностей различного вида нужно знать основное устройство инвертора и его принцип действия. В основном устранить неисправность не составляет труда.
Для этого нужно понять причину, разобрать и внимательно осмотреть все соединения, радиодетали (подгоревшие резисторы, «вздувшиеся» электролитические конденсаторы и так далее). Кроме того, нужно следить за правильной эксплуатацией и производить периодически техосмотр аппарата. Эти меры предосторожности позволят существенно увеличить срок службы сварочника.
Сварочный инвертор типа ресанта САИ 190, как и все остальные, обладает значительными преимуществами по сравнению с обыкновенным сварочным аппаратом. Благодаря мобильности и маленькой массе ресанта вытеснили с рынка обыкновенные сварочные агрегаты. Бывают случаи выхода из строя инверторов, и для этого необходимо знать принцип действия, структурную схему и неисправности ресанта саи 190.

Инверторный тип сварочника
 Старые трансформаторные модификации сварочного аппарата имеют очень низкую цену, высокую ремонтоспособность, но обладают существенными недостатками: габаритами, значительным весом и зависимостью от напряжения сети. Выходной ток электронного счетчика ограничен потреблением электроэнергии до 4,5 кВт. Для сварочных работ при использовании толстых металлов потребление тока возрастает, и этот процесс оказывает значительную нагрузку на старые линии электропередачи, на которых попадаются также и скрутки (ведь в бывших странах СНГ они редко подлежат замене на новые).
Старые трансформаторные модификации сварочного аппарата имеют очень низкую цену, высокую ремонтоспособность, но обладают существенными недостатками: габаритами, значительным весом и зависимостью от напряжения сети. Выходной ток электронного счетчика ограничен потреблением электроэнергии до 4,5 кВт. Для сварочных работ при использовании толстых металлов потребление тока возрастает, и этот процесс оказывает значительную нагрузку на старые линии электропередачи, на которых попадаются также и скрутки (ведь в бывших странах СНГ они редко подлежат замене на новые).
На смену пришли сварочные аппараты инверторного типа, особенности функционирования которых существенно отличается.
Особенности функционирования
Сфера применения разнообразна, начиная от домашнего хозяйства и заканчивая предприятиями. Основная задача — обеспечение стабильного горения и поддержания сварочной дуги при выполнении сварочных работ, благодаря применению тока высокой частоты. Работа сварочного инвертора основана на принципах:
- Преобразования переменного входного напряжения 220 В в постоянное (постоянный ток преобразовывается в высокочастотный переменный ток несинусоидального характера).
- Последующее выпрямление высокочастотного тока (частота сохраняется).

Благодаря этим принципам происходит существенное снижение массы и габаритов инвертора, что позволяет дополнительно встроить охлаждение.
Принцип работы и основные характеристики
Для поиска неисправностей инверторных сварочных аппаратов нужно ознакомиться с его структурной схемой. Она состоит из следующих элементов:
 Выпрямитель.
Выпрямитель.- Инвертор.
- Трансформатор.
- Выпрямитель высокочастотный.
- Схема управления и стабилизации (драйвер и плата управления).
- Регулятор тока сварки.
Благодаря такому устройству происходит снижение массы и габаритов. Использование импульсного трансформатора позволяет получать мощные токи во вторичной обмотке. Следовательно, сварочный инвертор представляет собой обыкновенный импульсный блок питания, как в компьютере, но с достаточно большой мощностью. С увеличением частоты происходит снижение массы и габаритов трансформатора (обратно пропорциональная зависимость). Для получения высокой частоты применяются мощные ключевые транзисторы.
Происходит переключение с частотой от 30 до 100 кГц (зависит от модели САИПА). Транзисторы только работают от постоянного напряжения (U), преобразуя его в ток высокой частоты. Получается постоянный ток из выпрямителя (выпрямление сетевого напряжения 50 Гц). Кроме того, в состав выпрямителя входит конденсаторный фильтр. При пропускании тока через диодный мост отсекаются отрицательные амплитуды переменного U (диод пропускает ток только в одном направлении). Положительные амплитуды не являются постоянными и получается постоянное U с заметными пульсациями, которые необходимо сглаживать при помощи конденсатора большой емкости.
В результате преобразований на выходе фильтра появляется U постоянного тока свыше 220 В. Диодный мост и фильтр образуют БП инвертора. Транзисторы подключаются к понижающему импульсному высокочастотному трансформатору, рабочие частоты которого составляют от 30 до 100 кГц (30000.100000 Гц), превышающие частоту питающей сети в 600 или 2000 раз. В результате этого происходит заметное уменьшение массы и габаритов.
Наиболее распространенными моделями являются ресанта САИ 220 (220а, 220к), а также и 190 (190а) модель. Сварочные инверторы обладают похожими характеристиками, отличающимися током сварки:
 Диапазоны сетевого напряжения: 145.270 В.
Диапазоны сетевого напряжения: 145.270 В.- Максимальная сила тока: до 35 А.
- Напряжение при холостом ходе: 75.85 В.
- Напряжение формирования дуги: 22.30 В.
- Диапазоны тока сварки: 5.270 А.
- Продолжительность нагрузки (ток максимальный): 4.8 мин.
- Максимальный диаметр (d) электрода: 5 мм.
- Масса: около 5 кг.
Схема и ремонт
Если нет желания отдавать сварочник в ремонт и хочется разобраться самостоятельно (ведь схема не такая сложная), то нужно найти и изучить схему и неисправности РЕСАНТА САИ 190. Если есть опыт, то схему можно не использовать вообще, которая нужна только для удобства и быстрого поиска неисправностей. Для иллюстрации примера приведена схема сварочника инверторного типа РЕСАНТА САИ 220 (190), а также отмечены основные радиоэлементы, которые часто выходят из строя.

Схема 1 — Электрическая схема сварочного инвертора ресанта САИ 220.
Для ремонта аппарата нужно разобрать типовые неисправности и способы их устранения.
Типовые неисправности
Иногда сварочный аппарат инверторного типа дает сбой. Причины и последствия могут быть разнообразными. Если есть возможность, то следует сдать его в ремонт. Однако многие захотят сделать его самостоятельно. Благодаря такому решению вопроса можно повысить свои знания в области электротехники, ведь электрических приборов очень много и на их ремонте можно существенно экономить. Неисправности следует классифицировать на простые и сложные. К простым относятся:
 Перегрев из-за пыли.
Перегрев из-за пыли.- Обрыв проводов.
- Потеря мощности (из-за влажного корпуса).
- Пробивание массы на корпус.
- Плохие контакты.
- Залипание электрода.
Любой электрический прибор не любит пыль, так как она затрудняет отдачу тепла, является проводником тока (возможно КЗ). Даже при качественной уборке помещения пыль все равно будет. Регулярное обслуживание не только способно продлить срок эксплуатации приборов, но и оградит от множества проблем финансового и ремонтного характера.
Обрыв проводов бывает в тех местах, которые подвержены постоянным перегибам. Перегиб проводов очень сложно отследить, и часто это приводит к КЗ. Кроме того, на колодках, держащих электрод, разбалтываются контакты, делая сварку менее качественной или невозможной. Периодически все контакты нужно подтягивать.
Работа во влажном также влияет на работу сварочника. Может произойти потеря мощности. В этом случае необходимо избегать таких условий работы.
При пробивании массы на корпус (выбивает предохранитель и счетчик) нужно проверить места соприкосновения токоведущих частей с корпусом и заизолировать провод.
Залипание электрода происходит в том случае, если использовать длинный удлинитель с маленьким сечением или при низком напряжении электрической сети.
Кроме того, при нестабильной дуге следует проверить качество электродов и выставленный ток.
Поломки сложного типа
К поломкам сложного типа относятся неисправности какого-либо радиоэлемента и требуют дополнительных знаний. Если нет опыта в ремонте радиоаппаратуры, то существует 2 способа решения проблемы:
- Отдать квалифицированному специалисту.
- Приобрести опыт в этой сфере и сделать все самостоятельно.

Следует обратить внимание на правила техники безопасности при ремонте аппаратуры и быть очень аккуратным. На самом деле, в ремонте своими силами нет ничего сложного. Необходимо лишь открыть интернет и найти все детали сварочника инверторного типа. В интернете существует множество информации о проверке конкретной детали. Даже есть и проверка микросхем в домашних условиях.
В первую очередь, нужно визуально осмотреть детали. Это могут быть подгоревшие резисторы, диоды, вздувшиеся электролитические конденсаторы, подгоревший трансформатор и многое другое. Если ничего не обнаружено, то нужно проверить поступление входного U на диодный мост. Для этого его выход нужно отсоединить. При пробитых диодах нужно заменить неисправные и повторить попытку. Если не горят светодиоды, то необходимо их проверить и по возможности заменить на исправные.
Следующим шагом является проверка транзистора fqp4n90c. Ключевой транзистор 4n90c в блоках питания сварочных инверторов служит для повышения частоты постоянного тока и передачи его на импульсный трансформатор. Аналогом fqp4n90c (чем заменить) является STP3HNK90Z, но желательно найти такой же.
При неисправностях силового блока нужно проверить транзисторы (визуальная проверка может ничего не показать). Для этого необходимо их выпаять и проверить тестером (способы проверки можно найти в интернете). Драйвер, выполненный на транзисторах или микросхемах, выходит из строя так же. Проверяется при помощи выпаивания и проверки каждого элемента отдельно.
Замена неисправных деталей осуществляется их аналогами или элементами, характеристики которых превышают параметры исходных деталей.
Для ремонта необходимы мультиметр и осциллограф (измерение параметров сигнала на плате управления). При неисправной плате управления загорается желтый светодиод. Это свидетельствует о неготовности к выполнению сварки. В этом случае нужно разобрать инвертор и замерять напряжения на разъемах платы управления (далее ПУ). Во время измерений следует сравнить данные с табличными значениями (таблица 1) исправной ПУ.
Таблица 1 — Сравнение показателей U.
Если измерения отличаются от табличных значений, то нужно выпаять ПУ, найти микросхему UC3845B (UC3842) и произвести измерения ее режимов работы.
Таблица 2 — Режимы работы микросхемы UC3845B (UC3842).
На 2-ю ногу питание не подается из-за неисправного резистора R013. Необходимо его аккуратно выпаять и проверить, сопротивление должно быть около 1,21 Ом. Если он неисправен, то необходимо заменить его на такой же или взять мощностью больше (исходная мощность 0,25 Вт).
На 3-ю ногу микросхемы не поступает питание из-за неисправного R011 (47 на 0,25 Вт), его нужно также проверить. Ноги 3 и 6 связаны и, следовательно, при замене сопротивления появится U и 6 ноге. Если этого не произойдет, то необходимо проверить транзистор fqp4n90c.
Далее нужно восстановить питание 8 ноги (схеме ресанта саи 190 или 220), она связана с цепочкой из элементов. Слабые места в ней, которые необходимо выпаять и проверить: диод D011 и R010.
После всего этого нужно замерить U. При совпадении с табличными следует соединить все и испытать. При полном восстановлении инвертор включится и желтый светодиод гореть не будет. После положительного тестового запуска можно его собрать полностью.
 Одним из слабых мест является БП. Признаки неисправности: происходит загорание зеленого светодиода, а затем загорается желтый светодиод, происходит срабатывание реле и запуск вентилятора и примерно через 2−3 секунды аппарат отключается. Основная причина: драйвер, а если быть точнее, то необходимо прозвонить транзисторы, которые находятся во II обмотке трансформатора гальванической развязки. А также нужно внимательно осмотреть плату БП на предмет подгораний и неисправных электролитических конденсаторов. При обнаружении неисправных деталей необходимо заменить элементами такого же типа или их аналогами.
Одним из слабых мест является БП. Признаки неисправности: происходит загорание зеленого светодиода, а затем загорается желтый светодиод, происходит срабатывание реле и запуск вентилятора и примерно через 2−3 секунды аппарат отключается. Основная причина: драйвер, а если быть точнее, то необходимо прозвонить транзисторы, которые находятся во II обмотке трансформатора гальванической развязки. А также нужно внимательно осмотреть плату БП на предмет подгораний и неисправных электролитических конденсаторов. При обнаружении неисправных деталей необходимо заменить элементами такого же типа или их аналогами.
Возможен выход из строя трансформатора, и это явление довольно редкое. Необходимо прозвонить обмотки на короткозамкнутость и утечки тока на корпус.
Таким образом, устранить неполадки в распространенных сварочных инверторах достаточно просто. Принцип работы каждой из моделей одинаков, и они отличаются только деталями и конструктивным исполнением. При ремонте очень важно соблюдать правила техники безопасности при ремонте радиоаппаратуры. Первоначальным этапом ремонта сварочного инвертора (это правило применимо к любой аппаратуре) является проведение визуального осмотра всех элементов на предмет обрыва контактов, подгорания и вздутия элементов, а также плохой контакт (перед началом ремонта все контакты нужно хорошо зачистить).
 Способ работы сварочного аппарата Ресанта саи 250 и его схема не отличаются от аналогичных устройств других изготовителей. Поступающий переменный ток обычной электросети 220 В преобразуется сначала до постоянного тока, со значением в 400 В, которое затем изменяется на модулированное высокочастотное напряжение. После в работу включается понижающий трансформатор, который уменьшает преобразованный ток до состояния рабочего.
Способ работы сварочного аппарата Ресанта саи 250 и его схема не отличаются от аналогичных устройств других изготовителей. Поступающий переменный ток обычной электросети 220 В преобразуется сначала до постоянного тока, со значением в 400 В, которое затем изменяется на модулированное высокочастотное напряжение. После в работу включается понижающий трансформатор, который уменьшает преобразованный ток до состояния рабочего.
Устройство и принцип работы Ресанта САИ 250
 Принцип работы инвертора основан на преобразовании переменного тока 50 Герц обычной бытовой электросети, в постоянный. Данный показатель напряжения имеет величину в 400 Вольт. Ток сварочного аппарата регулируется с помощью модуляции (по большому счету, она является широкоимпульсной) получаемого напряжения высокой частоты.
Принцип работы инвертора основан на преобразовании переменного тока 50 Герц обычной бытовой электросети, в постоянный. Данный показатель напряжения имеет величину в 400 Вольт. Ток сварочного аппарата регулируется с помощью модуляции (по большому счету, она является широкоимпульсной) получаемого напряжения высокой частоты.
Рассматриваемое устройство для сварки Ресанта САИ изготовлено в стальном корпусе. На внешней части этого корпуса находятся силовые разъемы, которые предназначаются для подключения сварочных кабелей, два индикатора («Сеть» и «Перегрев»), регулятор для выбора характеристик тока сварки. Также в корпусе находится специальное отверстие, с помощью которого выводится раскаленный воздух из устройства. Оно является частью системы принудительной вентиляции, которая защищает инвертор от сильного перегревания во время его работы.
В инверторе Ресанта САИ предусмотрена и еще одна система защиты, она автоматически выключает устройство в тех случаях, если случается замыкание силовых шнуров. Причем на передней панели управления начинает мигать соответствующий индикатор. Инвертор отличается наличием нескольких немаловажных функций, которые нередко используют при работе:
Горячий старт гарантирует быстрое и качественное поджигание сварочной электродуги благодаря повышению уровня сварочного тока (рабочему не надо ничего делать, увеличение тока происходит в автоматическом режиме). А режим антизалипание, наоборот, снижает сварочный ток, если во время поджигания электродуги отмечается прилипание сварочной проволоки (электрода). Затем, когда прилипание устраняется, сварочное устройство в самостоятельном режиме восстанавливает рабочие показатели сварки.
Технические данные инвертора
 Основное достоинство этого сварочного инвертора для домашних нужд потребителей состоит в том, что он особым образом адаптирован под подключение в тех электросетях, в которых отмечается низкое напряжение электросети (130-250 Вольт). Ресанта САИ без перебоев работает в указанном напряжении при выполнении сварки в ручном дуговом режиме.
Основное достоинство этого сварочного инвертора для домашних нужд потребителей состоит в том, что он особым образом адаптирован под подключение в тех электросетях, в которых отмечается низкое напряжение электросети (130-250 Вольт). Ресанта САИ без перебоев работает в указанном напряжении при выполнении сварки в ручном дуговом режиме.
Можно использовать стержни для сварки сечением до 6,0 миллиметров. Сварочный ток в устройстве можно регулировать до 250А. Также немаловажным считается и то, что аппарат способен продолжительное время выдерживать довольно большие рабочие нагрузки. Это свойство положительно отличает его схему работы от других устройств, которые в изобилии находятся на витринах специализированных строительных магазинов.
На холостом ходу сварочное устройство Ресанта САИ работает с напряжением 80 Вольт. Долговечность работы аппарата на довольно большой мощности обеспечивается в его схеме конструкцией современных транзисторов IGBT высокого качества. Помимо этого, этот инвертор для сварки имеет высокую степень защиты – уровень защиты IP 21.
Нельзя не сказать и про компактность этого сварочного аппарата, а также его отличную мобильность. Оснащение ручкой для переноски аппарата, облегчает его переноску по территории участка, на котором происходят строительные. Также потребители отмечают точность и простоту настройки сварочного инвертора Ресанта саи. При этом заданные показатели гарантированно сохраняют установленные данные даже в тех случаях, если электрическая сеть не отличается стабильностью своих показателей напряжения.
Технические характеристики интересующего нас аппарата Ресанта САИ такие:
- максимальный ток потребления – 35 Ампер;
- продолжительность нагрузки при 250 Ампер – не меньше 70%;
- интервал регулировки сварочного – 10-250 Ампер;
- рабочий интервал температурный окружающей среды – -10/+40С;
- напряжение электродуги – 30 Вольт.
Если необходимо, то этот аппарат можно подсоединять к оборудованию генератора, который работает от бензина. Лучше всего выбрать генератор с мощностью выше пяти киловатт.
Внимание! Во время выбора сварочного электрода (электрод может быть диаметром не более 6 миллиметров) нужно учитывать и то, что сварочный ток уменьшается тогда, когда снижается показатель входного тока.
Как подготовить сварочный аппарат к работе?
 Схема подготовки сварочного устройства к эксплуатации довольно проста, но выполнять ее необходимо максимально точно, если вы хотите чтобы аппарат прослужил вам долго и без ремонта. В первую очередь, нужно подсоединить шнур с электрическим держателем и заземляющий провод к силовым клеммам аппарата (непременно нужно обращать внимание на полярность стержня для сварки, которую вы используете).
Схема подготовки сварочного устройства к эксплуатации довольно проста, но выполнять ее необходимо максимально точно, если вы хотите чтобы аппарат прослужил вам долго и без ремонта. В первую очередь, нужно подсоединить шнур с электрическим держателем и заземляющий провод к силовым клеммам аппарата (непременно нужно обращать внимание на полярность стержня для сварки, которую вы используете).
Поставьте регулятор на минимальный сварочный ток, затем можно подключать инвертор в электросеть, а после включать его. Необходимый уровень сварочного тока необходимо выбирать из расчета показателей, рекомендованной изготовителем Ресанта САИ:
- 200-300 Ампер – диаметр электрода 6 миллиметров;
- 160-200 Ампер – 5 миллиметров;
- 130-160 Ампер – 4 миллиметров;
- 90-140 Ампер – 3,2 миллиметров;
- 60-90 Ампер – 2,5 миллиметров;
- 50-60 Ампер – 2 миллиметров;
- 25-50 Ампер – 1,6 миллиметров.
После проведения работ по сварке, ток с помощью регулятора устанавливается на минимальное значение, инвертор выключают (сначала выключателем, а затем и от электросети). Также нужно отключить от аппарата шнур электрического держателя и заземления.
Требования безопасности при работе
Устройство перед включением нужно в течение нескольких часов выдержать при положительной температуре воздуха. Иначе в нем может появиться конденсат, который может привести к поломке инвертора. Категорически запрещается эксплуатировать устройство в тех случаях, когда его сварочные шнуры или провод подключения к электросети имеют деформации (даже небольшие).
Возле включенного сварочного аппарата нельзя обрабатывать детали из металла и стали с помощью болгарок, электрических лобзиков и аналогичного оборудования, во время работы которого появляется металлическая пыль. Пыль может проникнуть внутрь корпуса и вывести из строя инвертор. Помимо этого, запрещается эксплуатировать агрегат на открытых площадках при дожде и в помещениях с повышенной влажностью.
Перед эксплуатацией инвертора Ресанта САИ обязательно нужно изучить «Правила безопасности для пользователей электрическими устройствами» и «Правила эксплуатации бытовых электрических установок». Во время эксплуатации сварочного аппарата нужно:
- создать доступ свежего воздуха в помещении, где проводятся сварочные работы (когда сварка происходит в помещении, то оно обязательно должно хорошо проветриваться);
- работать в сварочной защитной маске, в перчатках, головном уборе и специальной одежде, которая предохраняет тело от вероятных термоожогов;
- выполнять правила пожарной безопасности.
Хранить сварочное устройство необходимо в помещениях, в которых исключено образование кислотных или щелочных паров, а также отсутствует чрезмерная запыленность. Оптимальные характеристики для хранения аппарата:
- температура – не выше +55 и не ниже -15 градусов;
- относительная влажность – не более 70 процентов.
Ремонт сварочного аппарата Ресанта своими руками
 Рабочий запас и потенциал этого инвертора довольно высок. Устройство классифицируется многими зарубежными экспертами одним из наилучших в своей группе. При правильном использовании этого оборудования его ремонт может не потребоваться годами (даже в случае, если инвертор эксплуатируется довольно активно). Но, естественно, вечного оборудования не бывает, потому нужно быть готовым к тому, что сварочное устройство, вероятно, нужно будет ремонтировать.
Рабочий запас и потенциал этого инвертора довольно высок. Устройство классифицируется многими зарубежными экспертами одним из наилучших в своей группе. При правильном использовании этого оборудования его ремонт может не потребоваться годами (даже в случае, если инвертор эксплуатируется довольно активно). Но, естественно, вечного оборудования не бывает, потому нужно быть готовым к тому, что сварочное устройство, вероятно, нужно будет ремонтировать.
Лучше всего делать ремонт силами мастеров (во многих населенных пунктах работают авторизованные центры, которые занимаются техникой компании «Ресанта»). Причем некоторые небольшие поломки пользователь сможет устранить и своими руками. К примеру, когда на панели управления появляется индикация перегрева, то нужно почистить аппарат от накопившейся в нем пыли.
А вот, если сварочный аппарат не может дойти до максимальной мощности, то может помочь просушка электрода, который используется для сварочных работ. Зачастую именно влажный сварочный стержень является причиной плохой работы оборудования. Такая же проблема появляется и в случаях, если величина напряжения в электрической сети очень слабая.


Отправить ответ