
Определение катета сварного шва
Содержание:
В производстве металлоконструкций и автомобилей с большим весом сварные соединения должны выдерживать высокие нагрузки. Спай будет качественным только в том случае, если перед началом работ точно рассчитаны все параметры. Один из важных показателей – катет шва (К). Это одна из сторон самого большого условного треугольника с равными боками, который возможно вписать в поперечное сечение соединения (ГОСТ Р ИСО 17659-2009, вступивший в силу 01.07.2010 г). Ее можно измерить или рассчитать, базируясь на размеры свариваемых элементов.
Расчет катета по толщине металла
Выбирая длину стороны треугольника, учитывается размеры заготовок, положение и вид спая. Подбор осуществляется для каждого элемента, но учитываются общие принципы. В домашнем хозяйстве можно использовать шаблон для измерения.
Чтобы соединение было достаточно прочным, обе одинаковые стороны треугольника должны иметь одинаковую длину (если элементы расположены под углом 90 о ).
Соединения могут быть:
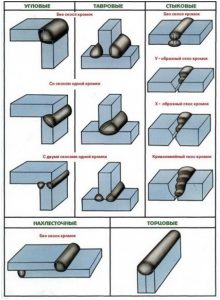
- стыковые (без скоса кромок, с односторонним, с V-образным, X-образным, криволинейным скосом);
- торцевые;
- внахлест;
- угловые (угол от 30 о , односторонние, двусторонние без скоса кромок, с одним или двумя скосами);
- тавровые (угол острый или прямой, односторонние, двусторонние, без скоса кромок, с одним или двумя скосами).
Расчет длины катета сварного шва в зависимости от толщины металла возможен для трех видов швов: угловых, тавровых, внахлест.
Расчет длины катета шва, исходя из толщины металла, требуется на промышленном производстве, так как от этого показателя зависит прочность спая, расход сварочной проволоки, ее диаметра (чем длиннее сторона треугольника, тем толще проволока).
Важно! Если сторона треугольника слишком длинная, увеличивается объем жидкого металла (из-за большой площади нагрева) и расход присадки, готовое изделие может деформироваться.
Катет важен так же, если свариваются элементы различных размеров (расчеты производятся, базируясь на меньший показатель).
Формула расчета
Объем наплавленного материала равен квадрату катета. Например, если К увеличивается на 1 мм при длине спая 10 мм, расход проволоки увеличивается на 20%.
Для соединения внахлест материалов с толщиной до 4-х мм К=4. Если показатель больше, нужно взять 40% толщины и приплюсовать 2 мм.
Угловые сварные соединения бывают:
- нормальные (без выпуклости и вогнутости) — К равен толщине металла;
- вогнутые — К=0,85;
- выпуклые — К= s×cos45°, где s – ширина спая, cos45°=0,7071;
- специальные (треугольник не равнобедренный).
При расчете длины катета сварного шва в зависимости от толщины металла формулы недостаточно — важен способ сварки и текучесть свариваемого металла.
Полученный результат необходимо сверить с требованиями ГОСТ 11534-75 и ГОСТ 5264-80 или справочными материалами.
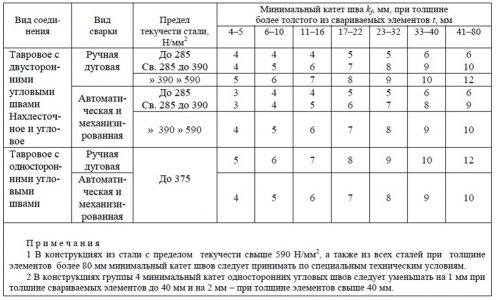
При проведении сварочных работ в домашнем хозяйстве достаточно установить сторону треугольника, превышающую толщину на 1-1,5 мм, или определить показатель по таблице. Существуют правила, которые необходимо соблюдать всегда. К должен быть меньше, чем толщина самого тонкого элемента, умноженная на 1,2. Протяженность спая должна быть меньше, чем К*4.
Расчет катета для шва 1м
На практике все расчеты достаточно условные, так как базируются на предпосылках:
- нагрузка распределяется равномерно по всей длине наплавленной присадки;
- разрушение возможно только по слою присадки, равному 0,7 К.
Цель проектировочных расчетов – определить оптимальный размер спая для определенного показателя растяжения и осевого напряжения.
Оптимальная протяженность наплавленной присадки по нагрузке на растяжение определяется по формуле:
L – протяженность спая;
F – планируемая реальная нагрузка на соединение;
ρ – допустимая нагрузка на соединение.
Оптимальная протяженность по осевому напряжению:
Из этой формулы можно вывести формулу для расчета К при протяженности наплавленной присадки 1 м:
Это значит, что К полностью зависит от величины допустимой нагрузки.
Допустимые нагрузки на сжатие, растяжение и срез для различных методов сварки определены в специальных таблицах.
При разработке проектной документации:
- выбирается метод сварки, вид сварки, марка электрода (проволоки);
- определяют нормативную допустимую нагрузку;
- рассчитывают длину спая на растяжение и осевое напряжение;
- создают чертеж соединения;
- уточняют технические характеристики и размеры свариваемых элементов.
При разработке проектной документации сварки определение точной величины катета шва от толщины металла и оптимальной длины спая проводится с целью повысить качество работ и минимизировать их себестоимость. Важно получить прочные и надежные соединения при минимальных затратах. Особенно важен этот показатель на больших промышленных предприятиях, изготавливающих металлоконструкции, которые должны выдерживать во время эксплуатации повышенные нагрузки.
Сварочные швы характеризуются различными параметрами: выпуклостью, шириной, толщиной провара и прочими. Все зависит от конкретного типа шва: прямого или углового. Для прямоугольных соединений одна из таких характеристик — это катет сварного шва.
В данном материале мы разъясним, что это такое, как сделать нужные расчеты и какими свойствами обладает такая характеристика углового соединения.
Типы швов и геометрия угловых соединений
Сварочный шов — это место соединения деталей, образованное за счет расплавления и остывания металла.
В зависимости от геометрии заготовок, различают два типа: стыковые и угловые. Их различие происходит по пространственному размещению двух деталей.
Стыковые швы соединяют два элемента торцами в одной плоскости. Чаще всего такой вид крепления выполняют в горизонтальном положении.
Угловые сварные соединения составляют двумя деталями угол. Наиболее распространенным видом является прямой в 90 градусов. Производные таких типов швов — это двутавровые виды соединений в виде буквы «Т».
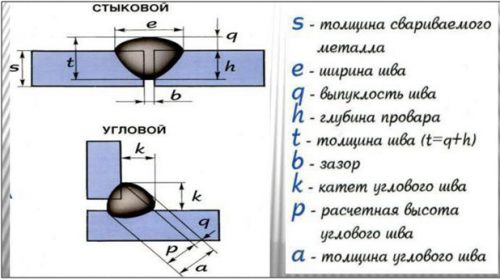
Основные характеристики угловых сварных составлений: толщина, выпуклость, высота и катет шва. Что это за параметры?
- Толщина включает в себя высоту и выпуклость шва. Говоря проще — это наибольшая глубина провара деталей от их стыка до выпуклой части.
- Высота характеризует расстояние от начала соединения до его гипотенузы (прямой линии, соединяющей крайние кромки шва).
- Выпуклость — это длина от гипотенузы до наиболее выпуклой и высокой точки.
- Катет — расстояние от кромки шва до поверхности другой детали.
Зачем нужен расчет катета сварочного углового соединения и что от него зависит?
Зачем нужен расчет катета
Зачем нужно делать расчеты катетов углового сварного соединения, если можно просто сделать наплавку побольше? На какие нюансы влияет величина этого значения?
- С учетом такого параметра изменяются все другие прочностные характеристики. Нельзя просто сделать катет как можно большим, хотя на первый взгляд и кажется, что так соединение будет более прочным.
- При большей ширине охвата возрастает площадь нагревания деталей и объем расплавленного металла. В итоге это может привести к деформации всего изделия.
Слишком широкие швы увеличивают затраты расходных материалов, что недопустимо, особенно при массовом производстве.
- Также расчет катета важен, например, при сварке деталей разной толщины, тонкостенных и толстых конструкций. В этом случае нужно учитывать параметры более тонкой заготовки.
- Слишком узкие швы не обеспечивают должной прочности всего соединения и изделия. Особенно это учитывается при сварке несущих конструкций и перекрытий, которые будут испытывать постоянные нагрузки.
Катет — одна из основ прочного и качественного соединения деталей под углом. Но как рассчитать оптимальное значение, какими способами можно это сделать?
Как сделать расчет катета сварного соединения
В промышленных условиях расчеты прочности и параметры сварочных соединений проводят математическим путем с использованием формул.
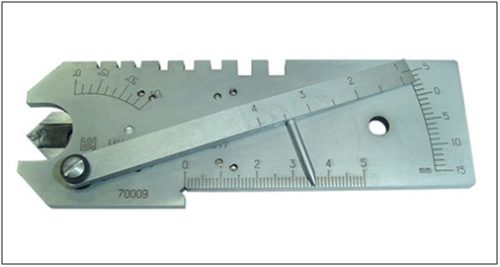
В бытовых условиях можно использовать готовые шаблоны. Самый распространенный — универсальный сварочный шаблон. Это набор из тонких металлических пластинок, скрепленных между собой с одного конца. Закрепив заготовки под прямым углом, шаблоны прикладывают поочередно к углу. Которая из них будет прилегать к поверхностям лучше всего (плотно), та и определяет параметры сварочного шва.
Если сварочный шов не будет испытывать сильных нагрузок, а сама конструкция не несет большую ответственность, габариты можно прикинуть исходя из толщины металла.
Например, нужно сварить две детали, толщина которых в пределах четырех-пяти миллиметров. В этом случае приблизительный катет должен составлять не более 4 мм. При более толстых заготовках (5-6мм) этот показатель составляет максимум 5 мм.
Более точно можно сделать расчет, используя геометрию. Если нужно прикинуть параметры катета прямоугольного соединения, подойдет такая формула:
Т — это длина катета сварного шва
S — ширина самого шва от одной плоскости до другой
Косинус 45 градусов равняется значению 0,7
Исходя из этого, стоит замерить расстояние между плоскостями деталей и рассчитать показатель катета.
Например, нужно сделать расчеты катета будущего шва с шириной в 4 мм. Для этого подставляем в формулу Т=4×0,7, в итоге имеем показатель в 2,8 миллиметра.
После расчетов проводят сварочные работы. По окончанию работу можно проверить соответствующим шаблоном. Если есть зазор — соединение выполнено неправильно.
Оптимальная геометрия углового шва
Кроме прочности такой параметр, как катет, влияет и на правильную геометрию сварного соединения.
Качество и прочность шва будет зависеть от того, насколько симметрично соединение. Смещения в стороны, слишком большое углубление или выпуклость неприемлемы. В разрезе шов должен представлять собой идеальный треугольник с одинаковыми сторонами и равномерно выгнутой гипотенузой (выпуклостью).
Если одна из сторон шва будет очень вытянутой, то это означает, что расплав наложен на одну из заготовок, а вторая плоскость лишь слегка держится. Исходя из этого, катеты должны быть одинаковыми с обеих сторон изделия. Изъян такого характера является следствием смещения дуги влево или вправо.
Плоская и растянутая форма свидетельствует о растекании расплавленного металла по поверхности заготовок. В таком случае изделие также не качественно. Такой брак возникает в случае слишком короткой дуги (утапливание электрода в сварочную ванну).
Слишком короткие катеты соединения способствуют большой выпуклости сварного шва. Металл просто застыл сверху деталей и держится непрочно. Этот дефект возникает вследствии длинной дуги.
Идеальным считается сварочный шов с одинаковыми катетами и слегка выпуклой поверхностью (лучше даже, когда соединение имеет небольшую вогнутость). Такой результат свидетельствует о получении надежного качества изделия.
Получить шов с оптимальными геометрическими параметрами можно только соблюдая технику сварочного дела. После зажигания дуги она выдерживается точно по центру будущего соединения. Ее длина должна составлять 1-1,5 диаметра электрода. Угол наклона держателя составляет 60-80 градусов. Обязательно в процессе сварки нужно контролировать форму сварочной ванны и скорость движения. Отклонения недопустимы. Если ванна вытянулась или, наоборот, сформировалась в круг, это значит, что работа делается неправильно. Она должна быть слегка овальной.
При слишком большой скорости движения электрода возникнет так называемый непровар металла. Если двигаться очень медленно, то детали можно прожечь насквозь.
Соблюдая технику сварки со всеми необходимыми расчетами можно получить отличный сварной крепеж, который обеспечит надежную службу любого изделия.
А что Вы можете добавить к этому материалу? Насколько важно в сварочном деле учет таких характеристик соединения? Поделитесь своим опытом по расчетам параметров сварного шва? Как Вы считаете — что нужно учитывать при сварке угловых соединений? Нам очень важен Ваш опыт, поделитесь им в блоке комментариев к этой статье.
Сварные соединений образуются путем местного нагревания деталей в зоне их соединении. При нагреве устанавливаются межатомные связи между свариваемыми частями.
Сваркой изготавливают станины, рамы, корпуса редукторов, зубчатые колеса больших размеров, шкивы, цистерны, трубы, корпуса морских судов и т. п.
Существует много методов сварки (более 60), которые подразделяются на две основные группы: сварка плавлением (газовая, высокочастотная, дуговая и др.) и сварка пластическим деформированием (контактная, стыковая, точечная и др.)
Наиболее распространены дуговая и контактная виды электросварки.
Для дуговой сварки применяют электроды Э42, Э42А, Э46 и др. Число после буквы Э, умноженное на 10, обозначает минимальное значение временного сопротивления метала шва; буква А — повышенное качество электрода.
Достоинства: экономия материала (сварные конструкции легче клепаных на 20. 25 %); герметичность соединений; возможность соединения деталей любых криволинейных профилей и толщины; значительно меньшая трудоемкость но сравнению с заклепочными соединениями.
Недостатки: невысокое качество шва; высокая концентрация напряжения в зоне сварных швов; при переменных режимах нагружения прочность сварных швов невысокая.
Основные типы сварных соединений. Технология, обозначения, классификация и конструктивные элементы сварных шкивов к сварных швов и сварных соединений регламентированы соответствующим ГОСТом.
В зависимости от взаимного расположения соединяемых элементов различают следующие типы сварных соединений.
Стыковые соединения простые и надежные в сравнении с другими соединениями. Применяется ручная дуговая сварка и автоматическая — шов образуется за счет основного металла. Стыковые соединения применяются в самых простых случаях (рис. 1.1.1) и в конструкциях, работающих при переменных напряжениях.
В зависимости от толщины соединяемых элементов соединения выполняют без подготовки кромок или с подготовкой.
Нахлёсточные соединения выполняют угловыми швами с различной формой сечения (рис. 1.1.2, 1.1.3).
Основные характеристики углового шва (рис. 1.1.3): катет шва — К и высота шва h.
Для нормального шва  .
.


Отправить ответ