
Основные геометрические параметры резьбы
Резьба — это выступы на поверхности винтов или гаек, расположенные по винтовой линии.
По форме основной поверхности различают цилиндрические и конические резьбы (рис 41 а).
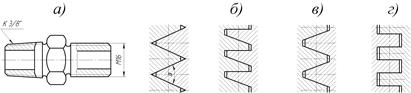
Рис. 41. Пример цилиндрической и конической резьб (а)
и профили резьб (б – е)
Профиль резьбы — контур сечения в плоскости, проходящей через ось основной поверхности. По форме профиля резьба может быть треугольной (рис. 41 б), упорной (рис. 41 в), трапецеидальной (рис. 41 г), прямоугольной (рис. 41 д) и круглой (рис. 41 е)
По направлению винтовой линии правую (рис. 42 а) и левую (рис. 42 б) резьбу.
Методы изготовления резьбы:
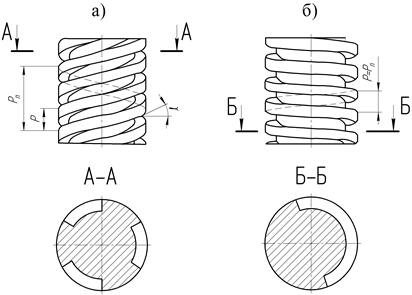
Рис. 42. Примеры правой трехзаходной (а)
и левой однозаходной (б) резьб
а) нарезка вручную метчиками или плашками,
б) нарезка на токарно-винторезных и специальных станках;
в) фрезерование на peзьбофрезерных станках (для винтов больших диаметров с повышенными требованиями к точности резьбы);
г) накатка на резьбонакатных станках-автоматах путем пластической деформации заготовки (с получением резьбы повышенной прочности за счет того, что волокна металла при накатывании не перерезаются);
д) литье резьбовых деталей из стекла, пластмасс, металлокерамики и т д.;
е) выдавливание резьбы на тонкостенных изделиях из жести, пластмассы.
К основным геометрическим параметрам цилиндрической резьбы относятся
d — наружный диаметр (номинальный диаметр резьбы);
d1 — внутренний диаметр;
d2 — средний диаметр,  ;
;
р — шаг резьбы (расстояние между одноименными сторонами двух соседних витков в осевом направлении);
pz — ход резьбы (расстояние между одноименными сторонами одного и того же витка в осевом направлении, см рис 42 а), для однозаходной резьбы  , для многозаходной
, для многозаходной  , где z — число заходов;
, где z — число заходов;
α — угол профиля (см. рис. 41 б);
β — угол подъема винтовой линии (см. рис. 42 а).
Разрушение болтов и винтов обычно происходит путем разрыва стержня по резьбе или у головки. Стандартные болты, винты и шпильки обладают равнопрочностью стержня на растяжение, на срез и смятение, поэтому расчет производят методами сопромата по одному критерию — прочности нарезанной части стержня.
Дата добавления: 2016-12-16 ; просмотров: 2238 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Основными геометрическими параметрами цилиндрической резьбы являются (рис. 3.3):
 d — номинальный диаметр резьбы (наружный диаметр для винта);
d — номинальный диаметр резьбы (наружный диаметр для винта);
d1 — внутренний диаметр резьбы винта (по дну впадины);
d2 — средний диаметр резьбы, т. е. диаметр воображаемого цилиндра, на котором толщина витка равна ширине впадины;
р — шаг резьбы, т. е. расстояние между одноименными сторонами соседних профилей, измеренное в направлении оси резьбы;
рh — ход резьбы, т. е. расстояние между одноименными сторонами одного и того же витка в осевом направлении: для однозаходной резьбы рh = р; для многозаходной рh = z·р, где z — число заходов. Ход равен пути перемещения винта вдоль своей оси при повороте на один оборотв неподвижной гайке;
α — угол профиля резьбы;
γ — угол наклона боковой стороны профиля к перпендикуляру к оси резьбы;
ψ — угол подъема резьбы, т. е. угол, образованный разверткой винтовой линии по среднему диаметру резьбы и плоскостью, перпендикулярной оси винта:

Из формулы (3.1) следует, что угол ψ возрастает с увеличением заходности резьбы.
Основные типы резьб
Метрическая резьба (см. рис. 3.3) — наиболее распространенная из крепежных резьб. Имеет профиль в виде равностороннего треугольника: α = 60°, γ = 30°. Вершины витков и впадин притупляются по прямой или дуге, что предохраняет резьбу от повреждений, уменьшает концентрацию напряжений, удовлетворяет нормам техники безопасности. Радиальный и осевой зазоры в резьбе делают ее негерметичной. В соединениях, требующих герметичности, резьбу выполняют без зазора. Метрическую резьбу изготовляют по стандарту с крупным и мелким шагом. Наклон боковой стороны профиля обеспечивает возможность создания больших осевых сил, а также самоторможение.
В качестве основной крепежной применяют резьбу с крупным шагом, так как она прочнее, менее чувствительна к изнашиванию и неточностям изготовления.
Дюймовая резьбаимеет профиль в виде равнобедренного треугольника с углом при вершине α = 55°. Вместо шага задают число витков на дюйм (1 дюйм = 25,4 мм).
 Трубная резьба(рис. 3.4). Профиль — равнобедренный треугольник. Резьба имеет закругленные выступы и впадины. Отсутствие радиальных и осевых зазоров делает резьбовое соединение герметичным. Резьба является крепежно-уплотняющей. Применяют для соединения труб. Изготовляют по стандарту. Еще более высокую плотность соединения дает трубная коническая резьба.
Трубная резьба(рис. 3.4). Профиль — равнобедренный треугольник. Резьба имеет закругленные выступы и впадины. Отсутствие радиальных и осевых зазоров делает резьбовое соединение герметичным. Резьба является крепежно-уплотняющей. Применяют для соединения труб. Изготовляют по стандарту. Еще более высокую плотность соединения дает трубная коническая резьба.
Трапецеидальная резьба(рис. 3.5). Это основная резьба в передаче винт-гайка. Ее профиль — равнобочная трапеция, угол профиля α = 30°, угол наклона боковой стороны профи- ля γ = 15°. Шаг может быть крупным, средним и мелким. Характеризуется малыми потерями на трение, технологичностью. КПД выше, чем у резьб с треугольным профилем. Применяют для передачи реверсивного движения под нагрузкой (ходовые винты станков, прессов, домкратов и т.п.).
Упорная резьба(рис. 3.6). Профиль — неравнобочная трапеция. Рабочая сторона профиля имеет угол наклона γ = 3°, что обеспечивает возможность изготовления резьбы фрезерованием. КПД выше, чем у трапецеидальной резьбы. Закругление впадин повышает сопротивление усталости винта. Применяют в передаче винт-гайка при больших односторонних осевых нагрузках (грузовые винты прессов, домкратов, толкателей и т. п.). Изготовляют по стандарту, шаг может быть крупным, средним, мелким.
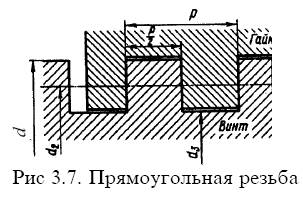
Прямоугольная резьба(рис. 3.7). Профиль резьбы — квадрат, γ = 0°. Обеспечивает наивысший КПД, но неудобна в изготовлении (невозможно нарезать объемным инструментом — фрезой). Впадины без закруглений понижают сопротивление усталости винта. При изнашивании появляются осевые зазоры, которые трудно устранить. Не стандартизована. Применяют ограниченно в малонагруженных передачах винт-гайка.

 Круглая резьба(рис. 3.8). Профиль резьбы состоит из дуг, сопряженных короткими отрезками прямых линий. Угол профиля α = 30°. Винты с круглой резьбой характеризуются высоким сопротивлением усталости. Изготовляют по стандарту. Применяют ограниченно при тяжелых условиях эксплуатации в загрязненной среде, а также при частых завинчиваниях и отвинчиваиниях.
Круглая резьба(рис. 3.8). Профиль резьбы состоит из дуг, сопряженных короткими отрезками прямых линий. Угол профиля α = 30°. Винты с круглой резьбой характеризуются высоким сопротивлением усталости. Изготовляют по стандарту. Применяют ограниченно при тяжелых условиях эксплуатации в загрязненной среде, а также при частых завинчиваниях и отвинчиваиниях.
Конические резьбы(см. рис. 6.3) обеспечивают герметичность без специальных уплотнений, позволяют затяжкой компенсировать износ, обеспечивают более равномерное распределение нагрузки по виткам. Стандартизованы резьбы с конусностью 1:16 (угол наклона образующей конуса к оси резьбы — 1° 47′ 24"). Применяют для соединения труб, установки пробок, масленок, штуцеров и т. п.
Основными геометрическими параметрами цилиндрической резьбы являются (см. рис. 6.6):
d — номинальный диаметр резьбы (наружный диаметр болта); d3 — внутренний диаметр резьбы болта по дну впадины; d2, D2 — средний диаметр резьбы болта и гайки, т. е. диаметр воображаемого цилиндра, на котором толщина витка равна ширине впадины;
Z), — внутренний диаметр резьбы гайки;
р — шаг резьбы, т. е. расстояние между одноименными сторонами соседних профилей, измеренное параллельно оси резьбы;
ph — ход резьбы, т. е. расстояние между одноименными сторонами одного и того же витка в осевом направлении (см. рис. 6.5): для однозаходной резьбы ph = р; для многозаходной резьбы ph = zp, где z — число заходов.

Рис. 6.6. Резьба метрическая
Ход равен пути перемещения болта вдоль своей оси при повороте на один оборот в неподвижной гайке; а — угол профиля резьбы;
у — угол наклона боковой стороны профиля резьбы;
|/ — угол подъема резьбы (см. рис. 6.1), т. е. угол, образованный разверткой винтовой линии по среднему диаметру резьбы и плоскостью, перпендикулярной оси болта:

Из формулы (6.1) следует, что угол |/ возрастает с увеличением заходности резьбы.


Отправить ответ