
Основные узлы токарно винторезного станка 16к20
Токарно-винторезные станки предназначены для обработки, включая нарезание резьбы, единичных деталей и малых групп деталей. Однако бывают станки без ходового винта. На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом. Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота Центров над станиной (равная 0,5 D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка. Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие — до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные — до 15 т (D = 630 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий.
Эти станки выпускаются как с механической подачей, так и без нее. На средних станках производится 70 — 80% общего объема токарных работ. Эти станки предназначены для чистовой и получистовой обработки, а также для нарезания резьб разных типов и характеризуются высокой жесткостью, достаточной мощностью и широким диапазоном частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали на экономичных режимах с применением современных прогрессивных инструментов из твердых сплавов и сверхтвердых материалов.
Средние станки оснащаются различными приспособлениями, расширяющими их технологические возможности, облегчающими труд рабочего и позволяющими повысить качество обработки, и имеют достаточно высокий уровень автоматизации. Крупные и тяжелые токарные станки применяются в основном в тяжелом и энергетическом машиностроении, а также в других отраслях для обработки валков прокатных станов, железнодорожных колесных пар, роторов турбин и др. Все сборочные единицы (узлы) и механизмы токарно-винторезных станков имеют одинаковое название, назначение и расположение.

Рисунок 1.1 — Общий вид токарно-винторезного станка модели 16К20
Станок предназначен для наружного и внутреннего точения, нарезания правой и левой метрической, дюймовой, модульной и питчевой резьб, одно- и многозаходных резьб с нормальным и увеличенным шагом, торцовой резьбы и т.д. Станок применяется в единичном и мелкосерийном производстве.
На рисунке 1.1 показан общий вид токарно-винторезного станка. Станина 2, установленная на передней 3 и задней 11 тумбах, несет на себе все остальные узлы станка. Слева на станине размещена передняя бабка 5. В ней имеется коробка скоростей со шпинделем, на переднем конце которого закрепляется патрон. Справа установлена задняя бабка 10. Её можно перемещать вдоль направляющих станины и закреплять в зависимости от длины обрабатываемой детали на требуемом расстоянии от передней бабки. Режущий инструмент закрепляют в резцедержателе 9 суппорта 7.
Продольная и поперечная подачи суппорта осуществляются с помощью механизмов, расположенных в фартуке 6 и получающих вращение от ходового вала или ходового винта. Первый используется при точении, второй — при нарезании резьбы. Величину подачи суппорта устанавливают настройкой коробки подач 4. В нижней части станины имеется корыто 12, куда собирается стружка и стекает охлаждающая жидкость.

Рисунок 1.2 — Суппорт токарно-винторезного станка модели 16К20
Суппорт (рисунок 1.2) предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе. Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14.
Устройство поперечного суппорта показано на рисунке 1.3. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим — связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему выбирается зазор между ходовым винтом 12 и гайкой 15. Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечные салазки 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 со щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.

Рисунок 1.3 — Поперечный суппорт станка 16К20

Рисунок 1.4 — Резцедержатель, фартук и разъемная гайка
Устройство резцедержателя показано на рисунке 1.5. В центрирующей расточке верхних салазок 5 установлена коническая оправка 3 с резьбовым концом. На конусе оправки установлена четырехсторонняя резцовая головка 6. При вращении рукоятки 4 головка 2 перемещается вниз по резьбе конической оправки 3 и через шайбу 1 и упорный подшипник обеспечивает жесткую посадку резцовой головки 6 на конической поверхности оправки 3. От поворота при закреплении резцовая головка удерживается шариком, который заклинивается между поверхностями, образованными пазом на основании конической оправки 3 и отверстием в резцовой головке 6. При необходимости сменить позицию инструмента рукоятку 4 поворачивают против часовой стрелки. При этом головка 2 поворачивается и перемещается вверх по резьбе конической оправки 3, снимая усилие затяжки резцовой головки 6 на конусе конической оправки 3. Одновременно головка 2 поворачивает резцовую головку 6 посредством тормозных колодок, фрикционно-связанных с поверхностью расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7. При этом шарик, расположенный у основания конической оправки 3, не препятствует повороту резцовой головки, так как он утапливается в отверстие, сжимая пружину. Если в процессе работы рукоятка 4 (в зажатом положении) стала останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно установить ее в удобное для рабочего положение.

Рисунок 1.5 — Резцедержатель станка 16К20
Продольное и поперечное перемещение салазок суппорта производится через фартук 2 (рисунок 1.4), который крепится к нижней поверхности продольного суппорта 1. Ручная продольная подача производится маховиком, который через зубчатую передачу сообщает вращение зубчатому колесу 4, катящемуся по рейке 3, закрепленной на станине 5 станка, и перемещает продольный суппорт вместе с поперечным суппортом и фартуком 2.
Продольная подача суппорта 1 от ходового винта 2 производится включением разъемной гайки рукояткой 4. Разъемная гайка (рисунок 1.6) состоит из двух частей (1 и 2), которые перемещаются по направляющим А при повороте рукоятки 5. При этом диск 4 посредством прорезей В, расположенных эксцентрично, перемещает пальцы 3, в результате чего обе части гайки сдвигаются или раздвигаются. Если обе части гайки охватывают ходовой винт, то производится продольная подача (перемещение) суппорта; если они раздвинуты, то подача отключается.

Рисунок 1.6 — Разъемная гайка
Задняя бабка токарно-винторезного станка 16К20. Устройство задней бабки показано на рисунке 1.7. В корпусе 1 (при вращении винта 5 маховиком 7) перемещается пиноль 4, что закрепляется рукояткой 3. В пиноли устанавливается центр 2 с коническим хвостовиком (или инструмент). Задняя бабка перемещается по направляющим станка вручную или с помощью продольного суппорта. В рабочем неподвижном положении задняя бабка фиксируется рукояткой 6, которая соединена с тягой 8 и рычагом 9. Сила прижима рычага 9 тягой 8 к станине регулируется гайкой 11 и винтом 12. Более жесткое крепление задней бабки производится с помощью гайки 13 и винта 14, который прижимает к станине рычаг 10.

Рисунок 1.7 — Задняя бабка токарно-винторезного станка 16К20
Движения в станке:
- 1. Движение резания В — вращение шпинделя с заготовкой.
- 2. Продольная подача П3 — прямолинейное поступательное движение суппорта с режущим инструментом вдоль оси шпинделя.
- 3. Поперечная подача П2 — прямолинейное поступательное движение суппорта с режущим инструментом перпендикулярно оси шпинделя.
- 4. Вспомогательные движения:
- · Продольная подача П1 — прямолинейное поступательное перемещение салазок.
- · Продольное перемещение задней бабки П4.
- · Ручное продольное перемещение пиноли П5.
Токарно-винторезный станок модели 16К20 предназначен для обработки цилиндрических, конических и сложных поверхностей — как внутренних, так и наружных, а так же для нарезания резьбы.
Движения в станке: главное движение — вращение шпинделя о заготовкой; движение подач — перемещения каретки в продольном и салазок — в поперечном направлениях.
Вспомогательные движения — ускоренные перемещения каретки в продольном, салазок — в поперечном направлениях; — перемещение верхней части суппорта только вручную под углом 90° к оси вращения заготовки.
Станина станка коробчатой формы с поперечными П-образными ребрами отлита из чугуна и предназначена для монтажа на ней всех узлов станка. Имеет две призматические направляющие для передвижения по ним каретки и задней бабки.
Коробка скоростей предназначена для закрепления в ней детали или заготовки и придания им определенного числа оборотов. Движение к коробке скоростей передается от электродвигателя через клиноременную передачу. Необходимое число оборотов устанавливается при помощи двух рукояток. Всего станок имеет 22 различные скорости вращения шпинделя.
Просмотр содержимого документа
«Назначение и техническая характеристика токарно-винторезного станка 16 К20»

Назначение и техническая характеристика токарно-винторезного станка 16 К20
Токарно-винторезный станок модели 16К20 предназначен для обработки цилиндрических, конических и сложных поверхностей — как внутренних, так и наружных, а так же для нарезания резьбы. Рисунок 1.1.
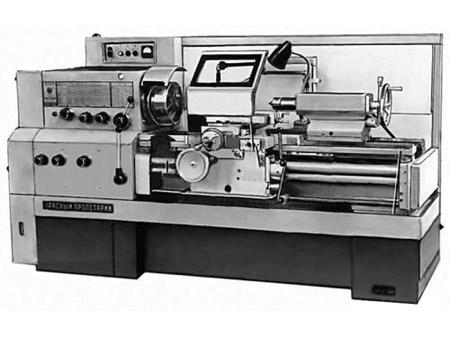
Рисунок 1.1-Токарно-винторезный станок 16К20.
Технические характеристики станка 16К20 это основной показатель пригодности станка к выполнению определенных работ. Таблица 1.1.
Таблица 1.1- Техническая характеристика токарно-винторезного станка 16 К20.
Диаметр обработки над станиной, мм
Диаметр обработки над суппортом, мм
Расстояние между центрам
Размер внутреннего конуса в шпинделе
Диаметр сквозного отверстия в шпинделе, мм
Максимальная масса заготовки, закрепленной в патроне, кг
Число ступеней частот обратного вращения шпинделя
Число нарезаемых дюймовых резьб
Число нарезаемых модульных резьб
Число нарезаемых питчевых резьб
Наибольшее перемещение пиноли, мм
Поперечное смещение корпуса, мм
Наибольшее сечение резца, мм
Мощность электродвигателя главного привода
Мощность насоса охлаждения, кВт
Масса станка, кг
Устройство токарно-винторезного станка 16К20
Станок состоит из следующих узлов передней (шпиндельной) бабки, суппорта, задней бабки, фартука, станины, коробки подач. Рисунок 1.2.

Рисунок 1.2- Устройство токарно-винторезного станка 16К20.
Движения в станке: главное движение — вращение шпинделя о заготовкой; движение подач — перемещения каретки в продольном и салазок — в поперечном направлениях.
Вспомогательные движения — ускоренные перемещения каретки в продольном, салазок — в поперечном направлениях; — перемещение верхней части суппорта только вручную под углом 90° к оси вращения заготовки.
Станина станка коробчатой формы с поперечными П-образными ребрами отлита из чугуна и предназначена для монтажа на ней всех узлов станка. Имеет две призматические направляющие для передвижения по ним каретки и задней бабки. Рисунок 1.3.
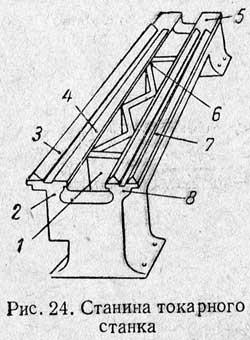
Рисунок 1.3- Станина токарно-винторезного станка 16К20.
Коробка скоростей предназначена для закрепления в ней детали или заготовки и придания им определенного числа оборотов. Движение к коробке скоростей передается от электродвигателя через клиноременную передачу. Необходимое число оборотов устанавливается при помощи двух рукояток. Всего станок имеет 22 различные скорости вращения шпинделя. Рисунок 1.4.

Рисунок 1.4- Коробка скоростей токарно-винторезного станка 16К20.
Коробка подач предназначена для монтажа в ней механизма подач, который служит для изменения величины подач в продольном и поперечном направлениях, а также для настройки станка при нарезке различных типов резьб. Рисунок 1.5.

Рисунок 1.5- Коробка подач токарно-винторезного станка 16К20.
Задняя бабка предназначена для поддержания второго конца нежесткой детали и крепления сверла, развертки, зенкера при изготовлении отверстий. При поддержании детали в ней крепится задний центр. Перемещение задней бабки производится по станине вручную и механически. Рисунок 1.6.

Рисунок 1.6- Задняя бабка токарно-винторезного станка 16К20.
Суппорт предназначен для превращения вращательного движения ходового винта в поступательное перемещение резца в продольном и поперечном направлениях. Рисунок 1.7.
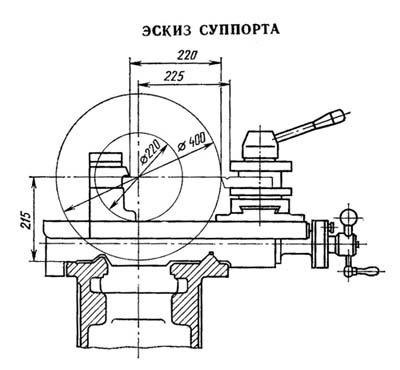
Рисунок 1.7- Суппорт токарно-винторезного станка 16К20.
Фартук — узел, позволяющий прямой и обратный ходы каретки и суппорта. Фартук имеет блокирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта, одновременному включению ходового винта и ходового вала. Рисунок 1.8.

Рисунок 1.8- Фартук токарно-винторезного станка 16К20.
Резцедержатель. В центрирующей расточке верхних салазок 5 установлена коническая оправка 3 с резьбовым концом. На конусе оправки установлена четырехсторонняя резцовая головка 6. При вращении рукоятки 4 головка 2 перемещается вниз по резьбе конической оправки 3 и через шайбу 1 и упорный подшипник обеспечивает жесткую посадку резцовой головки 6 на конической поверхности оправки. Рисунок 1.9.

Рисунок 1.9- Резцедержатель токарно-винторезного станка 16К20.
С помощью гитары устанавливают (настраивают) зубчатые колеса с определенным передаточным отношением, обеспечивающим необходимое перемещение суппорта на один оборот шпинделя.
Краткая характеристика и эксплуатация токарного винторезного станка 16К20, а также достоинства и недостатки, принцип действия и технический осмотр. Основные неполадки и способы их устранения. Износ подшипников шпинделя. Ремонт суппорта токарного станка.
| Рубрика | Производство и технологии |
| Вид | контрольная работа |
| Язык | русский |
| Дата добавления | 11.04.2017 |
| Размер файла | 765,8 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Станок производился с 1973 года на Московском станкостроительном заводе «Красный пролетарий». С 1976-1991 г. ОАО «ГЗСУ» был в составе Московского производственного объединения «Красный Пролетарий». И часть узлов на «Красный пролетарий» поставлял ОАО «Гомельский завод станочных узлов». После банкротства завода «Красный пролетарий», ОАО «ГЗСУ» стал выпускать аналогичный станок под маркой ГС526У, который сейчас является максимально приближенным аналогом станка 16к20. [1] Основной универсальный токарно-винторезный станок машиностроения. Предназначен для выполнения разнообразных токарных работ, в том числе для нарезания резьб: метрической, дюймовой, модульной, питчевой. Станки 16К20 широко используются в промышленности стран бывшего СССР.
Целью данного проекта является: краткая характеристика и эксплуатация токарного винторезного станка 16К20, а также достоинства и недостатки, прицеп действия и технический осмотр.
Задачи курсового проекта:
— основные неполадки и способы их устранения;
— устройства и принцип действия оборудования;
— достоинства и недостатки оборудования;
— карта смазки оборудования (Графическая таблица);
— назначение промышленного оборудования;
1. НАЗНАЧЕНИЕ ТОКАРНОГО ВИНТОРЕЗНОГО СТАНКА
токарный винторезный станок
Токарно-винторезный станок 16К20 предназначен для обработки цилиндрических, конических и сложных поверхностей — как внутренних, так и наружных, а так же для нарезания резьбы. Для обработки торцовых поверхностей заготовок применяются разнообразные резцы, развертки, сверла, зенкеры, а так же плашки и метчики.
Данный агрегат способен выполнять следующие технические операции:
— нарезание резьбы (метрической, модульной , дюймовой).
Среди эксплуатационных преимуществ данного агрегата в сравнении с тогдашними аналогами выделим надежность, точность обработки, простоту обслуживания, выносливость и высокую производительность.
На станок установлены 3 электродвигателя: основной — мощностью 11 кВт, мотор насоса подачи СОЖ — 0.125 кВт и привод быстрой подачи шпинделя — 0.12 кВт. Габариты 16К20 составляют 279*119*150 см, полный вес агрегата — 3010 кг.
2. ДОСТОИНСТВА И НЕДОСТАТКИ ОБОРУДОВАНИЯ
Паспорт указывает на достоинства конструкции и преимущества эксплуатации данного оборудования. К ним относят:
— широкий выбор подач и скоростей;
— повышенную прочность и жесткость кинематических цепей станка и их отдельных компонентов (специальные подшипники);
— обеспечение максимально эффективного разрезания металлических заготовок минералокерамическими и твердосплавными рабочими приспособлениями;
— высокий уровень противодействия вибрационным нагрузкам и большую мощность привода;
— наличие сменных зубчатых колес, которые передают коробке подач (от передней бабки) рабочее движение;
— возможность выполнять высокоточную обработку металлов с ударной нагрузкой (подшипники нивелируют все перегрузки, которые могут снизить точность производства работ);
— наличие добавочного электродвигателя (вращение — 1410 оборотов в минуту, мощность — 1 киловатт, тип — асинхронный), позволяющего максимально быстро совершать передвижение суппорта;
— особое устройство задней балки, предназначенное для ее перемещения в поперечную сторону с целью токарной обработки конусов пологой формы;
— токарно-винторезный станок снабжен тепловым реле и плавкими вставками (эти элементы защищают оборудование от коротких замыканий и длительных по времени перегрузок);
Основными недостатками являются:
— хлопотная настройка и наладка;
— Не допускается эксплуатировать станки при температуре менее 10 С и в помещениях с высокой концентрацией абразивной пыли и окалины.
3. УСТРОЙСТВО И ПРИНЦИП ДЕЙСТВИЯ ТОКАРНОГО ВИНТОРЕЗНОГО СТАНКА
В отверстие в пиноли задней бабки вставляются инструменты (развёртки, свёрла и т.п.). Задняя бабка передвигается по направляющим станины и устанавливается на нужном расстоянии в соответствии с размерами обрабатываемой детали. Суппорт должен находиться между задней и передней бабками — в процессе работы его каретка будет перемещаться по направляющим и двигать режущий инструмент вдоль детали. Конструкция резцедержателя подбирается от в зависимости от уровня нагрузки на резец и материала детали. Для работ средней сложности используются одиночные резцедержатели, однако на современных токарных станках всё чаще используются резцовые головки — прочные конструкции, на которых может одновременно быть зафиксировано до 4 резцов.
Рисунок 1 — Общий вид
1 — передняя бабка, 2 — суппорт, 3 — задняя бабка, 4 — станина, 5 и 9 — тумбы, 6 — фартук, 7 — ходовой винт, 8 — ходовой валик, 10 — коробка подач, 11 — гитары сменных шестерен, 12 — электро -пусковая аппаратура, 13 — коробка скоростей, 14 — шпиндель.
4. ПРАВИЛА ЭКСПЛУАТАЦИИ ТОКАРНОГО ВИНТОРЕЗНОГО СТАНКА
Для сохранения исходных параметров станка 16К20 необходимо проводить плановые осмотры и ремонт оборудования. Подробно рекомендации по периодичности выполнения этих мероприятий указаны в паспорте. При этом учитываются особенности работы кинематической схемы.
Согласно рекомендациям производителя станок 16К20 должен подвергаться следующим видам ремонта:
— Осмотр. В процессе выполнения визуально контролируется отсутствие внешних дефектов в узлах и агрегатах без их разбора. Выполняется перед каждой рабочей сменой;
— Малый ремонт. Включает в себя частичную разборку шпиндельной бабки, фартука и коробки передач. Контролируется нормированная величина зазоров между движущимися частями оборудования. Выполняется очистка механизмов от мусора, наносится смазочный состав;
— Средний ремонт. Отличается от вышеописанных заменой вышедших из строя элементов станка 16К20;
— Капитальный ремонт. Делается полная замена дефектных компонентов, выполняется осмотр и восстановление системы охлаждения. После завершения работа оборудования проверяется на холостом ходу;
— Дополнительно необходимо следить за состоянием фундамента станка.
5 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Существует ряд правил, которые помогут содержать токарно-винторезный станок 16К20 в прекрасном рабочем состоянии на протяжении всего срока его использования.
Осмотр станка на отсутствие видимых повреждений до включения электросети. На слух оценить работу двигателя. Через минуту после запуска двигателя проверить подачу масла в систему. При наличии посторонних звуков, необходимо разобраться, что их создаёт — механизмы фартука, коробка скоростей или другие механизмы. Особое внимание необходимо уделить устройствам подачи и удержания заготовки и предохранительного щитка. При малейшей неисправности необходимо приостановить работу и провести ремонтные работы и отладку оборудования.
Согласно карте смазки, необходимо менять масло в резервуаре, чистить фильтр и трубы системы. Делать профилактические осмотры и промывку агрегатов. Своевременно менять резцы, что снизит нагрузку на двигатель.
Ничего, кроме обрабатываемой заготовки, на рабочем месте быть не должно. Это убережёт от несчастных случаев и поломок механизма.
Делая перерыв в работе, не оставлять двигатель работающим. При выполнении задач, не требующих автоматической подачи, суппорт необходимо отключать, выставив трензель в нейтральное положение.
После смены необходимо протереть поверхность от грязи и масла при помощи ветоши, смоченной в керосине. После чего смазать неокрашенные поверхности маслом, что будет препятствовать возникновению ржавчины.
Ежемесячно проводить генеральную чистку механизмов и внутренней стороны кожухов. Не долить, а полностью сменить масло и смазать все узлы станка в соответствии с указаниями производителя. Промыть фильтр керосином.
6. ОСНОВНЫЕ НЕПОЛАДКИ И СПОСОБЫ ИХ УСТРАНЕНИЯ
В процессе эксплуатации станка изнашиваются подшипники шпинделя (или шпиндельные подшипники). Проявляется это в потере чистоты обработки детали из-за появления недопустимого люфта шпинделя. На примере токарного станка марки SHAUBLIN 135 рассмотрим процедуру ремонта.
Сначала демонтируем вариатор и снимаем приводные ремни. Затем разбираем гитару сменных зубчатых колес и защитный кожух гитары.
Для удобства демонтажа шпинделя на SHAUBLIN 135 необходимо снять часть передней бабки со шпинделем, а часть передней бабки с коробкой скоростей оставить на станине.
Далее, разбираем снятую часть передней бабки. Снимаем приводной ремень масляного насоса шпинделя.
Затем, освобождаем гайку затягивающую приводной шкив и задние подшипники шпинделя. Освобождаем переднюю крышку шпинделя. Разбираем приводной шкив и снимаем его.
Аккуратно выбиваем шпиндель. Демонтируем старые подшипники и устанавливаем новые.Сборка происходит в обратном порядке.
Ремонт суппорта токарного станка:
Другая разновидность неисправностей токарных станков связана с движением суппорта. На примере токарного станка 1К62 рассмотрим порядок действий при ремонте. Итак, дефектация выявила неравномерный (рваный, прерывистый) ход суппорта (резцедержателя) в продольной оси. Причина — износ подшипников скольжения и шеек приводной вал- шестерни, преобразующей вращение вала главного двигателя в поступательное перемещение суппорта.
Снимаем резьбовой винт и вал подач со станка, Снимаем фартук станка, снимаем втулки (подшипники скольжения) и вал-шестерню с фартука, шлифуем шейки вала-шестерни и меняем подшипники скольжения. Сборка станка происходит в обратном порядке.
7. СИСТЕМА СМАЗКИ ТОКАРНОГО ВИНТОРЕЗНОГО СТАНКА
В станке применена автоматическая централизованная система смазки шпиндельной бабки и коробки подач. Шестеренный насос, приводимый от электродвигателя главного привода через ременную передачу, засасывает масло из резервуара и подает его через сетчатый фильтр к подшипникам шпинделя и на маслораспределительные лотки. Примерно через минуту после включения электродвигателя начинает вращаться диск масло- указателя на шпиндельной бабке. Его постоянное вращение свидетельствует о нормальной работе системы смазки. Из шпиндельной бабки и коробки подач масло через заливной сетчатый фильтр с магнитным вкладышем сливается в резервуар.
В процессе работы необходимо следить за вращением диска масло- указателя на шпиндельной бабке. При его остановке необходимо тут же выключить станок и очистить сетчатый фильтр. Для этого его надо вынуть из корпуса резервуара, предварительно отсоединив трубы, отвернуть гайку, расположенную в нижней части, снять фильтрующие сетчатые элементы в пластмассовой оправе. Каждый элемент промыть в керосине до полной очистки. Нельзя продувать фильтрующие элементы сжатым воздухом, так как это может привести к повреждению мелкой сетки. После очистки фильтр собрать, установить в резервуар и подсоединить трубы. В новом станке целесообразно в течение первых двух недель чистить сетчатый фильтр не реже двух раз в неделю, а затем раз в месяц.
Правильная и регулярная смазка станка имеет большое значение для нормальной его эксплуатации и долговечности.
Таблица 1 — Карта смазки
Рисунок 2 — Схема смазывания
где: 1 — места заливки масла; 2 — места слива масла; 3 — места заправки консистентной смазки; 4 — визуальный указатель подачи масла; 5 — визуальный указатель уровня масла; 6 — шестеренный насос; 7 — сетчатый фильтр (напорный); 8, 9 — сетчатые фильтры о магнитным патроном; 10 — лопастной насос; 11 — подпорный клапан; 12 — манометр.
Рисунок 2 — Схема смазывания
9. ПЕРЕЧЕНЬ СОСТАВНЫХ ЧАСТЕЙ СТАНКА
Рисунок — 3 Составные части станка
1 Основание; 2 Станина; 3 Каретка; 4 Опора левая винта продольного перемещения; 5 Бабка шпиндельная с подшипником; 6 Привод продольного перемещения; 7 Ограждение неподвижное; 8 Привод датчика резьбонарезания; 9 Шкаф управления; 10 Ограждение подвижное; 11 Резцедержка поворотная; 12 Винтовая шариковая пара поперечного перемещения;13 Шкаф управления; 14 Винтовая шариковая пара продольного перемещения; 15 Бабка задняя; 16 Опора продольного винта правая;17 Электрооборудование; 18 Шкаф управления; 27 Редуктор поперечной подачи; 28 Разводка коммуникаций по станку; 30 Пульт управления.
В данной курсовой работе был рассмотрен токарно-винторезный станок марки 16К20, Наиболее целесообразно использовать станок в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах. Токарно-винторезный станок 16К20 предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне. Производство станка модели 16к20 прекращено в середине 80-х, на смену ему пришла модель токарно-винторезного станка МК6056. На рынке оригинальные станки 16к20 можно встретить только б/у. Станок заменяет модель 1К62. По всем качественным показателям (производительности, точности, долговечности, надежности, удобству обслуживания, безопасности работы и т. д.) превосходит станок модели 1К62. Жесткая коробчатой формы станина с калеными шлифованными направляющими установлена на монолитном основании.
СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ
1) Покровский Б.С. Производственное обучение слесарей: учеб. Пособия для нач. проф. Образования / Б.С.Покровский.- 2-е., стер. -М.: Издательский центр 2007.-224 с.
2) Заплатин В.Н Справочное пособие по материаловедению: учеб. Пособие для нач. проф. Образования/ В.Н Заплатин, Ю.И Сапожников, А.В Дубов; под.ред. В.Н Заплатина.-2-е изд., стер.- М. ; Издательский центр 2008. -224 с.
3) Покровский Б.С. Ремонт промышленного оборудования: учеб. Пособие для нач. проф. Образования / Б.С. Покровский. -2-е изд., стер. — М.: Издательский центр 2006.- 208.
4) Покровский Б.С., Скакун В.А. Справочник слесаря / Б.С.Покровский, В.А. Скакун- 2-е изд., стер. — М.: Издательский центр 2008.- 384 с.
5) Покровский Б.С Слесарно-сборочные работы : учеб. Пособие для нач. проф.образования. — М.: Издательский центр 2012. — 416 с.: ил.
Размещено на Allbest.ru
Подобные документы
Выполнение разнообразных токарных работ на токарно-винторезном станке модели 16К20. Связи и взаимодействие основных элементов станка. Структура ремонтного цикла. Назначение коробки подач, взаимодействие частей. Технология сборки и разборки оборудования.
дипломная работа [4,0 M], добавлен 13.06.2012
Проектирование привода главного движения токарно-винторезного станка. Модернизация станка с числовым программным управлением для обработки детали "вал". Расчет технических характеристик станка. Расчеты зубчатых передач, валов, шпинделя, подшипников.
курсовая работа [576,6 K], добавлен 09.03.2013
Назначение, область применения и технические характеристики токарно-винторезного станка. Устройство, принцип работы и электрическая принципиальная схема. Основные неисправности, их причины и методы устранения. Требования безопасности при эксплуатации.
статья [1,2 M], добавлен 17.01.2015
Расчет кинематики (диаметр обработки, глубина резания, подача) привода шпинделя с плавным регулированием скорости, ременной передачи с зубчатым ремнем, узла токарного станка на радиальную и осевую жесткость с целью модернизации металлорежущего станка.
контрольная работа [223,1 K], добавлен 07.07.2010
Токарно-винторезные станки: понятие и общая характеристика, сферы практического применения. Структура и основные узлы, принцип работы и технологические особенности. Анализ кинематики токарно-винторезного станка с ЧПУ модели 16К20Ф3, его назначение.
контрольная работа [481,5 K], добавлен 26.05.2015
Состав и краткая техническая характеристика токарного станка. Принцип действия и требования к электрооборудованию, проектирование систем управления. Расчёт и выбор электрических аппаратов, электродвигателей, проводов и элементов электрической схемы.
курсовая работа [253,3 K], добавлен 25.01.2013
Расчет ограничений и технических параметров токарно-винторезного и вертикально-сверлильного станков. Определение режима, глубины и скорости резания. Способы крепления заготовки. Нахождение частоты вращения шпинделя станка, крутящего момента, осевой силы.
контрольная работа [414,7 K], добавлен 06.04.2013
Кинематический расчет привода станка модели 16К20. Выбор и расчет предельных режимов резания, передачи винт-гайка качения. Силовой расчет привода станка, определение его расчетного КПД. Проверочный расчет подшипников, определение системы смазки.
курсовая работа [1,7 M], добавлен 09.09.2010
Сведения о токарно-винторезных станках. Система эксплуатации и ремонта токарно-винторезного станка с ЧПУ. Расчет электродвигателя, элементов схемы. Эксплуатация, организация и рекомендации по ремонту. Технологическая карта на укладку обмотки статора.
курсовая работа [2,2 M], добавлен 20.09.2008
Устройство и основные элементы токарно-винторезного станка 1м63, принцип его работы и назначение, сферы применения на производстве. Анализ характеристик обрабатываемых деталей. Режимы резания и особенности их применения, возможные насадки и инструменты.
курсовая работа [4,5 M], добавлен 05.02.2010

Работы в архивах красиво оформлены согласно требованиям ВУЗов и содержат рисунки, диаграммы, формулы и т.д.
PPT, PPTX и PDF-файлы представлены только в архивах.
Рекомендуем скачать работу.


Отправить ответ