
Порядок пайки полипропиленовых труб
Содержание:
- 1 Технология пайки
- 2 Пайка в сложных местах
- 3 Способы соединения труб без пайки
- 4 Распространенные ошибки в работе
- 5 Выбор паяльника
- 6 Свойства полипропилена
- 7 Какие полипропиленовые изделия выбрать
- 8 Оборудование для монтажа полипропилена
- 9 Подготовка к монтажу водопровода из полипропиленовых труб
- 10 Как паять трубы из полипропилена своими руками
- 11 Пайка труб на сложных участках
- 12 Монтируем седла в водопроводную систему
- 13 Виды используемых полипропиленовых труб
- 14 Инструмент для работы
- 15 Правила пайки
- 16 Пайка труб
- 17 Соединение труб
Пайка труб отопления или водоснабжения из пропилена имеет свои особенности и секреты. Само сваривание армированных стекловолокном пластиковых коммуникаций не отличается сложностью. Хоть сначала лучше провести урок для себя, потренироваться на небольших отрезках. Сложности могут возникнуть, если трубы из полипропилена сваривают в углах и прочих сложных местах.
Технология пайки
Сварка изделий из полипропилена должна проходить в условиях хорошей вентиляции. При нагреве полимеры могут выделять токсичные вещества. А при должной концентрации они могут негативно отразиться на здоровье.
 Полипропиленовые трубы обладают отличными эксплуатационными свойствами
Полипропиленовые трубы обладают отличными эксплуатационными свойствами
Подготовительные работы:
- На плато нагревательного прибора придется установить болванку необходимого размера;
- Отрегулировать температуру на 260 градусов;
- Выполнить подготовку сопрягаемых деталей (правильно разместить, очистить);
- Запустить паяльную станцию;
- Подождать, пока установится необходимая температура, об этом свидетельствует зеленый индикатор.
Дальше трубу и муфту одновременно насаживают на болванку паяльника. Но труба устанавливается во внутреннюю область одной болванки, а муфта – на внешнюю часть другой. Концы трубы засовываются до заранее отмеченной линии. Муфта же продвигается до упора. Чтобы сварить элементы, необходимо помнить о времени.
Необходимые детали одновременно надеваются на болванку паяльника и так же одинаково снимаются.
Если времени будет недостаточно, то наблюдается низкий уровень диффузии, а это отразится на качестве работы. Если времени слишком много, то детали начнут деформироваться, что также негативно сказывается на их качестве. Оптимальное время зависит от диаметра трубы.
После нагрева детали быстро стыкуют. Процедуру выполняют быстро, соблюдая соосность. Можно провести незначительную корректировку на протяжении нескольких секунд, но поворачивать элементы запрещается. Спаивать следует, соблюдая золотую середину: не тянуть, но и не торопиться.
Пайка в сложных местах
Сложные участки паять непросто. Чтобы создать необходимые условия, придется потрудиться. Для начала следует разобраться, какие места считаются труднодоступными. Это:
- Места под потолками;
- Угловое пространство;
- Места с ограниченным движением.
При работе под потолком потребуется подготовить место для размещения сварочного аппарата при ручной формировке соединения. Проще выполнять работу вдвоем. Но можно подготовить специальный крюк.
Существует небольшая хитрость, как спаять трубы, размещенные близко к стене. Прямую и ответную часть изделия нагревают поочередно. При этом первый отрезок нагревается так, чтобы он не успел остыть до нагрева второго.
Для спайки труб в углах необходимо знать их особенности. Для углов предусмотрены заготовки под углом 90 градусов. Концы соединений должны быть чистыми, обезжиренными. При применении переходников и фитингов можно сделать плавные переходы.
 Чтобы выполнить пайку в сложных местах, потребуется 2 человека
Чтобы выполнить пайку в сложных местах, потребуется 2 человека
Угловые соединения, которые находятся на небольшом расстоянии от стены, спаиваются путем последовательного нагрева. Здесь важно контролировать глубину захода фитинга в паяльник. Для достоверных результатов лучше сделать пометки карандашом или фломастером.
В труднодоступных местах процесс пайки имеет свои особенности и технологию, которую нужно выполнять. Стыковочные элементы, даже с небольшими дефектами, требуется заменить. При работе лучше не выключать сварочный аппарат, пусть он будет все время включен.
Способы соединения труб без пайки
Существуют разные варианты соединения элементов без пайки. Здесь многое зависит от назначения трубопровода. Также берут во внимание размер и тип используемых деталей.
Способы соединения без пайки:
- Применение фланцев. Метод считается достаточно надежным. Для соединения используются болты, которые вкручиваются во фланцы.
- Использование фитингов. Они обычно чугунные или стальные. Фитинги позволяют делать переходы и соединять трубы небольшого диаметра в разных углах.
- Применение муфт. Данный способ подразумевает резьбу и обмотку трубы паклей. Это необходимо для герметичности соединения.
- Склейка. Способ, актуальный для трубопровода, подающего горячую воду. Для соединения можно пользоваться клеем.
Соединение без пайки имеет много преимуществ. Так, финансовые расходы на работу незначительные. Спайка же проводится с помощью дорогостоящего оборудования.
Единственный недостаток соединения патрубков без спайки — длительность процесса.
Среди плюсов отмечают простой монтаж. Нет необходимости работать с опасным оборудованием и постоянно контролировать температурные режимы. Также соединить такие элементы намного проще. А вот если прорвало спаянные изделия, то привести их в исходное состояние будет непросто. Потребуется помощь специалиста со специальным оборудованием.
Распространенные ошибки в работе
Выполнить спайку своими руками может даже начинающий мастер. В этом поможет поэтапная инструкция. Можно на собственном опыте ознакомиться с особенностями пайки или обратиться к профессионалу.
Качество соединения зависит от правильно выбранной температуры и времени нагрева деталей.
Заранее следует выбрать инструмент. Для любителей характерны дешевые инструменты, а специалисты используют дорогие и качественные приборы. Но главное — не стоимость, а качество оборудования. Именно от этого зависит конечный результат.
 Не стоит слишком долго нагревать трубы
Не стоит слишком долго нагревать трубы
Частые ошибки:
- Прогретые концы хорошо схватываются между собой, поэтому в прокрутке не нуждаются. В противном случае соединение будет хрупким и негерметичным.
- Для разного диаметра труб отводится свое время для прогрева. Можно потренироваться на ненужных участках и проверить качество соединения, разрезав элемент вдоль.
- Начать пайку требуется после подготовительных работ. Прочность соединения будет низкой, если не обезжирить концы.
- Край, срезанный ножовкой, потребуется зачистить. Правильный срез должен иметь форму круга и наклон в 45 градусов к плоскости трубы.
- Делать соединения лучше в местах, где это удобно, двигаясь от источника к потребителю.
- Часто новички выполняют работу в холодное время года. Но при паянии температура в помещении должна быть не меньше 5 градусов, иначе стык будет некачественным.
Правила пайки допускают поочередный прогрев краев. Это оптимальный вариант для труднодоступных мест. Так способ применяют для врезки тройника между двумя стенами.
Выбор паяльника
При выборе паяльника требуется соблюдать ряд критериев. Для начала следует обратить внимание на вид сварочного аппарата. Его выбор зависит от цели покупки.
 Перед покупкой паяльника стоит прочитать о нем отзывы в интернете
Перед покупкой паяльника стоит прочитать о нем отзывы в интернете
Критерии выбора паяльника:
- Температурный режим. Качество аппарата определяется стабильностью данного показателя.
- Скорость работы. Определяется мощностью. Для каждого диаметра труб она разная.
- Комплектация. Важно изучить количество насадок.
При покупке паяльника нужно осмотреть наличие тефлонового покрытия. Такая поверхность исключит прилипание горячего полипропилена к насадке. Лучше всего выбирать проверенных производителей. Компания должна обладать хорошей репутацией, положительными отзывами и сертификатами качества.
Спаивание пропиленовых труб требует специального оборудования. Варить коммуникации самостоятельно приходится более дешевыми паяльниками. Здесь важно следовать инструкции по применению таких инструментов. Сама работа выполняется максимально аккуратно с соблюдением всех правил. Паяние не несет никаких сложностей, если заранее ознакомиться с процессом.
 Пластиковые водопроводы из полипропилена все более популярны, в том числе и потому, что технология монтажа очень проста и доступна для самостоятельного исполнения.
Пластиковые водопроводы из полипропилена все более популярны, в том числе и потому, что технология монтажа очень проста и доступна для самостоятельного исполнения.
Но для этого нужно знать, как правильно паять полипропиленовые трубы, ведь это основная операция, определяющая долговечность всей системы.
Монтаж пластиковых труб внутренней разводки представляет собой довольно простой, но достаточно трудоемкий процесс, поэтому, прежде всего, нужно понять, как правильно паять полипропилен.
Свойства полипропилена
 Один из многочисленных материалов из семейства пластиков – полипропилен – это продукт полимеризации двух газов: этилен и пропилена, смешанных в определенной пропорции. В результате получаются гранулы, из которых экструзионным способом получаются различные изделия.
Один из многочисленных материалов из семейства пластиков – полипропилен – это продукт полимеризации двух газов: этилен и пропилена, смешанных в определенной пропорции. В результате получаются гранулы, из которых экструзионным способом получаются различные изделия.
Изделия для водоснабжения производятся из пластика сорта PPR, имеющего следующие характеристики:
- рабочий диапазон температур от -10 до +90 градусов;
- плавление пластика начинается при 149 градусах;
- номинальное давление от 1,5 до 2,5 атмосфер.
 Приведенные параметры подходят для холодного водопровода, но потребности в характеристиках более широкого спектра очевидны. Поэтому для их усиления предпринимаются определенные технологические приемы.
Приведенные параметры подходят для холодного водопровода, но потребности в характеристиках более широкого спектра очевидны. Поэтому для их усиления предпринимаются определенные технологические приемы.
Одним из них является армирование стенок стекловолокном или алюминием. Для этого поверх готовой трубы накладывается слой нитей из стекловолокна или алюминиевой фольги, а затем наносится еще один слой полипропилена.
Такая конструкция позволяет получать полипропиленовые трубы, пригодные даже для использования в системах отопления и горячего водоснабжения.

Кардинальным способом армирования полипропиленовых изделий является установка металлического слоя. Для этого используется алюминиевая фольга в виде полосы.
Она по винтовой линии наматывается на заготовку по слою клея, поверх металлической фольги наносится второй клеевой слой. Наружная обечайка изготавливается из того же полипропилена.
Такие продукты пригодны для использования в водопроводах с повышенным давлением до 6 атмосфер.
Какие полипропиленовые изделия выбрать
Для мало напорных сетей холодного водоснабжения наиболее практичными являются изделия PN16. Они легко выдерживают давление до 2 атмосфер при температуре до +40 градусов. Этого вполне достаточно, чтобы выдержать нагрузки водопровода в частном доме или поливочной системы в теплице или на огороде.
Смотреть видео
Более устойчивы к различным воздействиям полипропиленовые изделия марки PN20, которые считаются универсальными и могут быть использованы, в том числе, и для отопления с температурой теплоносителя до 95 градусов.
Но наиболее надежны в любых водопроводах трубы марки PN25, армированные алюминием или стекловолокном.
Оборудование для монтажа полипропилена
Полипропиленовые водопроводы имеют свои особенности в части технологии сборки, определяемые свойствами исходного материала. Перед тем, как паять трубы из полипропилена, необходимо приобрести специальный инструмент для этого.
 Набор его не очень обширен, но в нем имеются некоторые приспособления, которые используется только для этого процесса:
Набор его не очень обширен, но в нем имеются некоторые приспособления, которые используется только для этого процесса:
Ножницы для резки полипропиленовых изделий. Они нужны для того, чтобы обеспечить строго перпендикулярный рез. Если в месте сопряжения при пайке образуется зазор, возникает вероятность нарушения герметичности соединения.
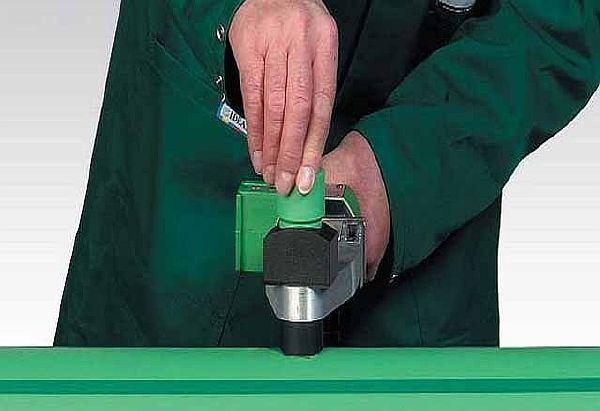
Шайвер – приспособление для зачистки поверхности изделий перед пайкой. Без этого приспособления вообще невозможна пайка полипропиленовых труб, армированных любыми материалами. Дело в том, что пайка полиэтилена это диффузионный процесс, при котором происходит взаимное проникновение расплавленного материала.
 Естественно, что алюминий или стекловолокно для этой цели непригодны. Используя этот инструмент можно также снять фаску под углом 45 градусов на торцах соединяемых деталей для облегчения стыковки в процессе пайки.
Естественно, что алюминий или стекловолокно для этой цели непригодны. Используя этот инструмент можно также снять фаску под углом 45 градусов на торцах соединяемых деталей для облегчения стыковки в процессе пайки.
Конструктивных решений для этого приспособления множество, поэтому при покупке инструмента широкий выбор обеспечен.
Паяльник. Основное средство, используемое при пайке полипропиленовых водопроводов. Основой его является пластина, на которую крепятся сменные втулки различных размеров. Эти насадки парные – одна для фитинга, вторая для трубы.

Соединяемые детали устанавливаются на сменный инструмент. Включение производится на рукоятке аппарата, там же установлен регулятор температуры. Время нагрева сопрягаемых деталей составляет от 6 секунд и более.
Рекомендации по этому параметру приводятся в паспорте паяльника. Разогретые до плавления детали состыковываются и удерживаются в течение времени до 30 секунд. За это время материал остывает до затвердения.
Обычно в комплект инструмента включается также отвертка для установки сменного инструмента, маркер для разметки, рулетка для выполнения измерений.
Подготовка к монтажу водопровода из полипропиленовых труб
Можно с уверенностью сказать, что качественная подготовка к сборке разводки во многом определяет ее работоспособность и долговечность.
Смотреть видео
Кроме того, одной из основных задач этих мероприятий является просчет реальной потребности в элементах водопровода.
Выбор схемы подключения
В настоящее время распространены две основные схемы монтажа трубных разводок:
Тройниковая – при ней каждый потребитель воды подключается к центральной трубе, соединенной со стояком. Для этого используются тройники.
Недостатком такой схемы является то обстоятельство, что при одновременном открытии нескольких кранов давление в питающей трубе резко снижается и поступление воды в каждом из них снижается. Особенно страдают точки разбора, удаленные от стояка.
Второй отрицательный момент заключается в том, что при возникновении необходимости в текущем ремонте приходится отключать всю схему водоснабжения на это время.
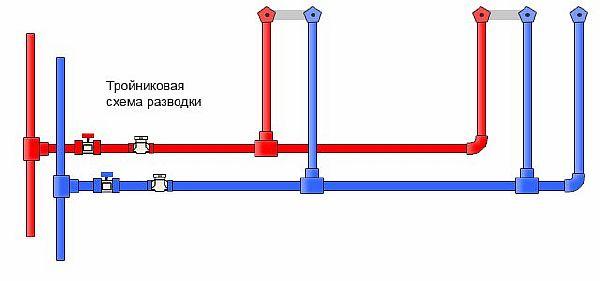
Тройниковые схемы применяются в квартирах или небольших частных домах. Из преимуществ можно назвать простоту монтажа и сравнительно небольшой расход материалов.
Коллекторная схема разводки. Такой способ формирования водопроводной сети заключается в том, что от стояка питающая труба проводится к топографическому центру водопроводной системы и оканчивается установкой гребенки.
Гребенка представляет собой короткий патрубок с установленными на нем отводами с резьбой под шаровый кран. Таким образом, формируется распределительный узел, от которого выполняется разводка к точкам потребления.
В итоге имеется возможность перекрытия любой точки водопотребления отдельно. Остальная система продолжает функционировать в обычном режиме с одинаковым расходом воды.

Температурные режимы эксплуатации
Производители продукции для водопроводов декларируют максимальную температуру теплоносителя в 95 градусов. Однако физические свойства материала несколько отличаются от этого показателя.
Размягчение полипропилена начинает проявляться при температуре порядка 140 градусов, плавление происходит при 175. Учитывая эти параметры, можно сделать вывод, что этот материал пригоден для любых водопроводов отопления, за исключением парового.
Рабочая температура в паропроводах составляет именно 175 градусов.
Казалось бы, что может быть лучше? Но особенность материала заключается в том, что от температуры в 135 градусов он начинает размягчаться. Разводки начинают провисать, утончаться и в конечном итоге наступает разрыв.
Производители полипропиленовых труб официально декларируют значительно более низкую допустимую температуру, желая застраховать свои изделия и сделать их более долговечными.
Нужно заметить, что в правильно обустроенном жилище с достаточной тепловой защитой стен, такой рабочей температуры вполне достаточно.
Следует заметить, что в системах отопления целесообразно использовать армированные полипропиленовые трубы, обладающих рядом преимуществ:
- Стабильность линейного расширения элементов водопровода под воздействием тепловых и механических нагрузок. Они без заметных изменений выдерживают давление до 10 атмосфер.
- Срок службы армированного трубопровода, постоянно находящегося под давлением при повышенной температуре в разы превышает аналогичный показатель неармированной продукции.
- Температура плавления в тех и других изделиях одинакова, но при равных условиях труба без армирования разрушается, а армированная нет.
Как паять трубы из полипропилена своими руками
Процесс пайки полипропиленовых изделий несложен и поэтому получил широкое распространение в технологии монтажа водопроводов холодного и горячего водоснабжения и систем отопления.
Тем не менее, имеются некоторые тонкости, который надо знать и учитывать в работе.
Как правильно паять диффузионным методом – инструкция по шагам
Процесс пайки основан на расплавлении поверхности детали на определенную глубину. Если в таком состоянии соединить две детали и остудить их, то материал возвращается в исходное состояние и принимает первоначальную структуру.
Смотреть видео
За это время расплав успевает перемешаться, создавая монолитные материал на глубину проникновения. В физике это называется диффузионной сваркой.

Выполнение стыка предполагает производство следующих технологических операций:
- Отрезать специальными ножницами трубу необходимой длины.
- Снять фаски под углом 45 градусов на обоих концах.
- Очистить от загрязнений и обезжирить свариваемые поверхности на заготовке снаружи и фитинге внутри.
- Установить на паяльник насадки необходимого размера.
- Включить паяльник и прогреть сопрягаемы детали в течение времени, указанного в инструкции.
- Снять детали с паяльника и состыковать их в нужном положении. Удерживать до полного охлаждения.
Необходимо уделить пристальное внимание соблюдению времени нагрева. Для получения качественного соединения необходимо, чтобы под слоем расплавленного пластика оставалось твердое основание. Это позволит деталям состыковаться соосно. Если детали перегреты и пластик размягчится на всю толщину, соединить их будет невозможно, они просто сомнутся.
Поэтому производителями инструмента рекомендуются временные отрезки для каждого размера отдельно.

Из приведенной таблицы видно, сколько времени нужно для качественного прохождения каждой стадии сборки. Как видно, условия достаточно жесткие.
При исполнении пайки своими руками важно перед началом работы произвести сборку нескольких пробных стыков, чтобы прочувствовать длительность временных материалов.
Нужно также обратить внимание на точность установки в осевом направлении при сопряжении деталей. Времени на контроль и исправление останется считанные секунды.
Смотреть видео
При какой температуре паять полипропиленовые трубы, установлено в конструкции сварочного аппарата, важно соблюдать рекомендации по времени нагрева деталей. Этот показатель зависит от мощности инструмента, которая в разных моделях может отличаться.
Как паять муфтовым (раструбным) способом
Такой способ соединения применяется для соединения изделий с целью удлинения прямых участков. Для этого используется муфтовый фитинг.
Смотреть видео
Его устанавливают на конец трубы пайкой, после чего припаивают, вторю деталь. Пайка производится в соответствии с описанной выше технологией.
Паять торцевым методом
 Ее чаще называют сваркой. Принцип действия при этом остается таким же – расплавление материала, сжатие двух торцов в специальном механизме, охлаждение. Такой способ стыковки применяется для изделий диаметром более 63 миллиметров.
Ее чаще называют сваркой. Принцип действия при этом остается таким же – расплавление материала, сжатие двух торцов в специальном механизме, охлаждение. Такой способ стыковки применяется для изделий диаметром более 63 миллиметров.
Торцевая стыковка по такой технологии может успешно использоваться и в полевых условиях. Как ровно паять полипропиленовые трубы встык?
Для этого нужно произвести предварительную механическую обработку торцов, обеспечивая абсолютную параллельность стыкуемых концов.
Смотреть видео
Как правильно паять армированный полипропилен
Армирующий слой, укрепляя структуру полипропиленовой трубы. Создает определенное препятствие для стыковки отдельных частей. Армирующая вставка препятствует диффузии материала, в результате чего соединение становится ненадежным.
Смотреть видео
Единственным способом обеспечить надежное соединение является удаление армированного слоя. Удаление наружного и армирующего слоя производится специальным инструментом – шайвером.
После зачистки верхнего слоя нужно тщательно удалить заусенцы и очистить поверхность от загрязнений, после чего можно выполнять пайку по указанной выше технологии.
Чтобы понять, при какой температуре паять армированный полипропилен, нужно учитывать, что его структура ничем не отличается от обычных труб и режимы пайки те же.
«Холодная сварка» в соединениях полипропилена
 Двухкомпонентный эпоксидный состав под таким названием приобрел определенную популярность по причине своей эффективности. Привлекает простота в использовании – достаточно размять комок состава и нанести на склеиваемые поверхности. Время отвердения смеси составляет порядка 10 минут, полное схватывание – около часа.
Двухкомпонентный эпоксидный состав под таким названием приобрел определенную популярность по причине своей эффективности. Привлекает простота в использовании – достаточно размять комок состава и нанести на склеиваемые поверхности. Время отвердения смеси составляет порядка 10 минут, полное схватывание – около часа.
Физические свойства клеевого состава не позволяет использовать его на водопроводах горячего водоснабжения или отопления. Он пригоден только для монтажа водопровода.
Соединение полипропиленовых труб электрофитингами
Этот способ монтажа находит широкое применение в промышленности. Для выполнения стыков в данном случае применяются электрофитинги. В корпусе детали в процессе ее изготовления устанавливается нагревательный элемент.
 Монтаж системы производится без пайки, но каждый фитинг подключается к силовой электросети. Только по окончании выполнения разводки на нее подается напряжение.
Монтаж системы производится без пайки, но каждый фитинг подключается к силовой электросети. Только по окончании выполнения разводки на нее подается напряжение.
Под воздействием тока нагревательные элементы расплавляют сопрягаемые детали до необходимого состояния, отключение производится автоматически. После остывания деталей вся сеть или ее локальный участок готовы к эксплуатации.
Смотреть видео
Использование такого способа монтажа значительно увеличивает производительность труда и устраняет личностный фактор при выполнении работ. Поэтому качество соединений стабильно для всей водопроводной сети.
Такая технология позволяет качественно производить сборку элементов трубопровода в труднодоступных местах.
Пайка труб на сложных участках
При сборке водопровода или системы отопления сложной конфигурации могут возникнуть проблемы с доступом к месту пайки. Как паять полипропиленовые трубы в труднодоступных местах?
Смотреть видео
В процессе подготовки требуется условно разбить всю сеть на отдельные узлы, которые можно соединить на верстаке, после чего готовые ветви ввариваются в систему в двух-трех точках. Сложными для монтажа участками можно считать следующие:
- трубопроводы, размещаемые под потолком;
- в местах, где невозможно поместить паяльник.
Лучший способ избежать трудностей в данном случае является недопущение их возникновения. Для этого нужно продумать порядок сборки, изготавливая сложные узлы на верстаке, а не на руках. Если это сделать невозможно, лучше использовать электрофитинги.
Вообще, возникновение затруднений такого рода является следствием ошибок проектирования. Технологичность монтажа является основным условием для проектировщика.
Монтируем седла в водопроводную систему
Этот элемент трубопровода используется для создания дополнительного отвода, и необходимость его установки возникает, как правило, при ремонте действующих разводок.
Смотреть видео
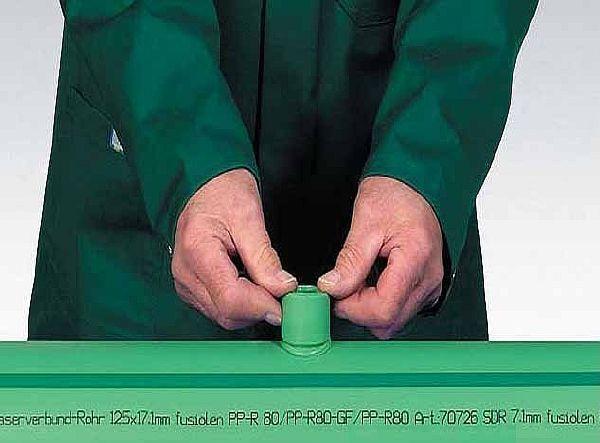
В трубу большего диаметра впаивается фитинг меньшего размера, позволяющий установить ответвление от действующей разводки под углом 90 градусов.
Для этого нужно:
- В стенке действующей трубы мастеру нужно просверлить отверстие нужного диаметра, удалить заусенцы и выполнить фаски.

- Сопрягаемые детали прогреваются паяльником по традиционной технологии.
- Седло (фитинг) плотно устанавливается в отверстие в трубе.
Такой способ создания дополнительных разветвлений в водопроводе из полипропиленовых труб позволяет с наименьшей трудоемкостью продолжить развития сети.
Знание того, как правильно паять полипропилен позволит без затруднений монтировать трубопроводы любой длины и степени сложности.
Видео как выбрать аппарат для сварки полипропилена
Смотреть видео
Если требуется самостоятельно провести разводку водопровода в квартире или в частном доме, то первое что необходимо сделать на этапе подготовительных работ, это подобрать трубы, которые идеально подойдут для этой цели.
В строительных супермаркетах в продаже есть огромное количество изделий, которые изготовлены из различных материалов и отличаются по цене и качеству. Если требуется подобрать трубы, которые хорошо будут справляться со своей функцией и при этом цена изделий не будет слишком высока, то полипропиленовые изделия позволят сэкономить немалые деньги.

Виды используемых полипропиленовых труб
Полипропиленовые изделия бывают 5 видов:
 Полипропиленовые трубы, которые используются для холодного водоснабжения, представляют собой однослойный полимер, изготовленный при температуре +80 градусов и давлении 10 атмосфер Для холодной воды.
Полипропиленовые трубы, которые используются для холодного водоснабжения, представляют собой однослойный полимер, изготовленный при температуре +80 градусов и давлении 10 атмосфер Для холодной воды.- Для горячей воды.
- Для канализации.
- Для вентиляции.
- Для отопления.
Полипропиленовые трубы, которые используются для холодного водоснабжения, представляют собой однослойный полимер, изготовленный при температуре +80 градусов и давлении 10 атмосфер. Такие изделия идеально подходят для разводки водопровода, выдерживают давление жидкости более 16 атмосфер и соединяются пайкой.
Для горячей воды понадобятся специальные полипропиленовые трубы, которые выдерживают не только значительное давление жидкости, но и температуру до +95 градусов. Полипропиленовое изделие для предотвращения линейного расширения армируется слоем фольги. Это придаёт ему прочности, но в то же время значительно влияет на стоимость таких изделий.
Благодаря небольшому весу и устойчивости к коррозии полипропиленовые трубы успешно используются для обустройства канализационных стоков. Такие изделия могут переносить без деформации понижение температуры ниже 0, а также могут выдержать нагрев до + 95 градусов.
Этот вид труб не зарастает органическими отложениями, поэтому засоры канализации из полипропилена могут образоваться только при неправильной эксплуатации. Изделия имеют различный внутренний диаметр, что позволяет осуществлять подключение различных устройств в системе канализации.
В различных вентиляционных системах также применяются трубы, изготовленные из полипропилена. Для этого вида изделий прочность не является необходимым качеством, а температурные нагрузки в системе вентиляции практически отсутствуют.
Для притока свежего воздуха в жилое или производственное помещение применяются изделия прямоугольной, круглой или овальной формы. Такие изделия имеют малый вес и легко монтируются под навесным потолком или в нише внутри стены.
Соединение полипропилена между собой осуществляется с помощью пайки специальным паяльным устройством.
Для монтажа отопительных систем могут быть использованы полипропиленовые трубы армированные стекловолокном, такие изделия имеют аналогичные характеристики, позволяющие применять их в условиях высокой температуры:
- Изделия, маркированные PPR, подойдут только для монтажа систем холодного водоснабжения. Такие изделия легко справляются с высоким напорным давлением водопровода, но имеют коэффициент расширение более 1%, поэтому использование таких труб в отопительных системах недопустимо.
- Изделия, маркированные PPR-AL-PPR или PPL-AL-REX, обладают меньшим коэффициентом расширения и имеют внутренний слой из алюминиевой фольги. Такие изделия разрешается использовать в различных отопительных системах, а также при монтаже горячего водоснабжения.
- Изделия с маркировкой PPR-FB-PPR имеют прослойку из стекловолокна, такой полипропилен отличается высокой прочностью и при нагревании имеет небольшое изменение геометрии. Трубы с прослойкой стекловолокна используются для монтажных работ при подключении горячей воды и отопления.
Инструмент для работы
Для выполнения работ по свариванию пропилена необходимо приобрести специальный паяльник. Выбор подобных устройств довольно велик и в специализированных магазинах можно без труда приобрести это устройство. Паяльник состоит из нагревательного элемента и насадок с тефлоновым покрытием.
В устройство встроена система автоматического контроля за температурой нагрева рабочей поверхности, которая не должна превышать +260 градусов. Заданная температура поддерживается термостатом, поэтому при проведении работ трубы удерживаются в паяльнике только необходимое время, чтобы произвести соединение двух частей полипропилена и при этом не расплавить материал полностью.
Выбор устройства зависит от личных предпочтений мастера. Все паяльники можно условно разделить на 3 категории:
- Недорогие модели.
- Изделия средней ценовой категории.
- Дорогие паяльники.
Если паяльник необходим только для монтажа собственного водопровода или отопления, то достаточно приобрести дешевый прибор. Его ресурса будет достаточно для монтажа 2 – 3 систем. В том случае, когда паяльник необходим для профессиональной деятельности, следует приобрести дорогую модель европейского производства. Такие изделия прослужат многие годы, и не подведут мастера даже при проведении больших объёмов работы.
 Выбор устройства зависит от личных предпочтений мастера
Выбор устройства зависит от личных предпочтений мастера
Правила пайки
Прежде чем приступить к процессу соединения труб, необходимо на руки надеть х/б перчатки, если пренебречь правилами безопасности при обращении с паяльником, то можно получить серьёзные ожоги. Также необходимо приготовить паяльник и ножницы для пластика.
Пайка труб производится в такой последовательности:
- На паяльник устанавливается насадка, размером подходящим для пайки данного диаметра.
- Паяльник разогревается до рабочей температуры.
- Трубы в местах пайки очищаются от пыли, вводятся в паяльное устройство.
- Трубы выдерживаются в устройстве в течение 5 сек., затем вынимаются и сразу соединяются между собой. Соединённые трубы необходимо подержать в таком положении около 15 сек., чтобы материал надёжно закрепился в местах стыковки.
При осуществлении процесса пайки полипропилена, важно не перегреть пластик, иначе внутренняя часть может деформироваться и полностью закрыть просвет. Особенную осторожность необходимо проявлять при работе с изделиями небольшого диаметра, по причине малого внутреннего просвета такой полипропилен может быть легко запаян наглухо.
 Пошаговая инструкция по пайке полипропиленовых труб
Пошаговая инструкция по пайке полипропиленовых труб
Пайка труб
При осуществлении пайки полипропилена для отопления или горячего водоснабжения, необходимо произвести зачистку верхнего слоя пластика вместе с фольгой, если слой металла оставить нетронутым, то пластик не будет надёжно спаян, что может стать причиной протечек во время эксплуатации системы.
При пайке труб большого диаметра время пайки может быть значительно увеличено. Точное время выдержки можно определить только в процессе проведения монтажных работ. Перед проведением пайки можно провести несколько экспериментов и опытным путём определить время, которое необходимо для надёжного соединения.
Соединение труб
 Полипропилен может быть спаян не только с помощью паяльника, но и методом холодной пайки. При использовании этого способа соединение осуществляется с помощью специального клея. Принцип соединения холодной пайкой элементов водопровода такой же, как и при горячей пайке.
Полипропилен может быть спаян не только с помощью паяльника, но и методом холодной пайки. При использовании этого способа соединение осуществляется с помощью специального клея. Принцип соединения холодной пайкой элементов водопровода такой же, как и при горячей пайке.
В местах нанесения клея полипропилен размягчается, затем два соединяемых отрезка вводятся друг в друга, после происходит затвердение материала. В результате такой пайки получается надёжное соединение двух деталей. Важно во время подготовки двух поверхностей, тщательно очистить соединяемые поверхности от пыли, а также обезжирить их с помощью ацетона.
Такой способ соединения полипропилена не требует покупки дорогостоящего оборудования, но использовать эту технологию для горячего водоснабжения и отопления не рекомендуется.
Пайка полипропилена, может быть осуществлена с помощью электрофитингов. Электрофитинги представляют собой соединительные элементы с нагревательным элементом, который расположен внутри фитинга. К электрофитингу подключаются провода, по которым на нагревательный элемент подаётся напряжение. Величина напряжения и продолжительность подачи тока регулируются автоматически.
Достоинство этого метода заключается в быстроте монтажа и технологичности процесса, но стоимость оборудования и арматуры не позволяет использовать этот метод пайки для выполнения монтажных работ только для собственных нужд.


Отправить ответ