
Процесс изготовления детали методом холодной листовой штамповки
Содержание:
- 1 Горячая штамповка объемная
- 2 Горячая и холодная штамповка деталей / Давильная обработка
- 3 Горячая и холодная штамповка деталей / Производство гнутых профилей
- 4 Горячая и холодная штамповка деталей / Холодная высадка
- 5 Горячая и холодная штамповка деталей / Холодная объемная формовка
- 6 Горячая и холодная штамповка деталей / Холодная листовая штамповка
- 7 Холодная листовая штамповка — гарантия получения высокоточных деталей
- 8 Характеристика листовой штамповки
- 9 Виды оборудования для листовой штамповки
- 10 Принцип работы
- 11 Какие операции подразумевает холодная штамповка
- 12 Технология процесса
- 13 Прогрессивные способы штамповки листового металла
Горячая штамповка объемная
Гибкие цены, оперативность и пунктуальность в исполнении заказов в каждом случае делают сотрудничество с "СагаМаш" продуктивным и удобным. Для заказа Вам достаточно позвонить 8(495)522-39-25 или отправить заявку на наш электронный адрес Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
Горячая штамповка объемная – это способ обработки металлов давлением, при котором изделию придается необходимая форма при помощи специального инструмента – штампа.
Образуемая в результате объемной штамповки деталь называемая поковкой.
При объемной штамповке металл деформируется одновременно по всему объему, а течение его происходит в полости штампа, очертания и размеры которой соответствуют будущей детали.
По сравнению с ковкой штамповка деталей имеет ряд преимуществ.
1. штамповка деталей имеет более высокую производительность;
2. штамповка деталей обеспечивает меньший расход материала;
3. За счет более высокой штамповка деталей в точности позволяет значительно сократить объем последующей обработки резанием.
1. Для объемной штамповки паковок требуется гораздо большее усилие деформирования;
2. Штамп дорогостоящий инструмент и пригоден только для изготовления одной, конкретной паковки.
Поэтом горячая объемная штамповка экономически целесообразно применению в крупносерийном и массовом производстве при изготовлении паковок от нескольких грамм до 20 килограмм.
Штампы – это массивные стальные формы, состоящие из двух частей в которых имеются полости. Эти полости называются ручьями. Верхняя часть штампа закрепляется на подвижной части кузнечной машины, нижняя – на неподвижной. При смыкании обеих частей штампов образуется ручей, формы и размеры которого соответствуют изготавливаемому изделию. В зависимости от степени сложности изделия используют штампы одноручьевые или многоручьевые. Штамповка паковок сложной конфигурации производится в многоручьевых штампах, ручьи которого подразделяются на заготовительные и штамповочные (чистовые и черновые).
В заготовительных ручьях происходит предварительное, а в штамповочных – окончательная форма изменения заготовки. Различают штамповку в открытых и закрытых штампах.
При штамповке деталей в открытых штампах в плоскости их разъема часть металла вытекает в облойную щель – получается заусенец (облой), что служит гарантией полного заполнения полости металлом.
Штамповка деталей в закрытых штампах характеризуется тем, что полость штампа в процессе деформирования остается закрытой. Зазор между подвижной и неподвижной частями штампа при этом постоянный и небольшой. Образование заусенца в нем не предусмотрено.
После штамповки изделий производят ряд завершающих операции: обрезку облоя, прошивку отверстий, правку, термическую обработку (отжиг или нормализацию), очитку от окалины, контроль качества паковок.
Горячая и холодная штамповка деталей / Давильная обработка
В последнее время этот метод получается значительное распространение для изготовления деталей в различных отраслях промышленности.
Заготовка, имеющая форму круга, прижимается упором к вращающейся форме.
Давильни перемещается параллельно оси вращения формы и постепенно деформирует металл заготовки, прижимая его к форме. В зависимости от давления толщина стенок детали может быть равной или меньше толщины заготовки.
Этим методом можно изготавливать изделия, получаемые вытяжкой при штамповке, но только полые тела вращения. Давильные работы устраняют необходимость изготовления штампов. Форма часто изготавливается из дерева, и поэтому в ряде случаев давильные работы более экономичные, чем вытяжка при листовой штамповке.
Горячая и холодная штамповка деталей / Производство гнутых профилей
При изготовлении горячей прокаткой фасонных профилей невозможно получить стенки толщиной менее 2-3 мм. В то же время по требуемой прочности в конструкциях такая толщина нередко завышена. Фасонные тонкостенные профили, легкие, жесткие, сложной конфигурации и большой длины можно получать методом профилирования листового материала в холодном состоянии.
Процесс профилирования прокаткой на профилегибочных станках заключается в постепенном изменении формы сечения плоской заготовки до требуемого профиля при последовательном прохождении полосы или ленты через несколько пар вращающихся фигурных роликов. Обычно таких пар от 6 до 20 и более. При данном методе площадь поперечного и толщина исходной или ленты практически не изменяется. Происходит только их последовательная гибка в поперечном сечении.

100 (стенка толщиной 0.1 – 0.2 мм при диаметре тубы 20 -40 мм).
Горячая и холодная штамповка деталей / Холодная высадка
Холодную высадку выполняют на специальных холодновысадочных автоматах. Штампуют от прутка или проволоки. Пруток 1 подается до упора 2, поперечным движением ножа 3 отрезается заготовка требуемой длины и последовательно переносится с помощью специального механизма в позиции штамповки, на которых из заготовки поучают деталь.

Рис. 8. Холодная высадка
Высадка головки детали за один удар пуансона обеспечивается при l (2,5 – 2,8) d. При l (3,5 – 5,5) d – за два удара, и при l > (6 – 8) d – за три удара.
На холодновысадочных автоматах штампуют заготовки диаметром 0.5 – 40 мм из черных и цветных металлов. Получают такие детали как болты, винты, заклепки, гвозди, шарики, ролики и т.д. Штамповка на холодновысадочных автоматах характеризуется высоким коэффициентом использования металла
95% (только 5% металла идет в отход).
Горячая и холодная штамповка деталей / Холодная объемная формовка
Холодная штамповка деталей методом холодной формовки в открытых штампах заключается в предании заготовке формы детали путе заполнения полости штампа металлом заготовки. Схема холодной формовки аналогична схеме горячей объемной штамповки.
Для уменьшения вредного влияния упрочнения и облегчения процесса деформирования при холодной формовке процесс образования детали обычно расчленяют на переходы, между которыми заготовку подвергают рекристаллизационному отжигу.
Каждый последующий переход осуществляют в специальном штампе. Применяются в крупносерийном и массовом производстве.
Горячая и холодная штамповка деталей / Холодная листовая штамповка
Листовая штамповка – это процесс получения изделий или заготовок из листового материала путем деформирования его на прессах с помощью штампов. Листовой штамповкой можно получать изделия не только из металла, но и из кожи, картона, пластмасс.
Холодная листовая штамповка деталей является одним из наиболее прогрессивных и экономичных методов изготовления деталей. Детали, полученные листовой штамповкой, отличаются точностью размеров, взаимозаменяемостью, и в большинстве случаем не требует дальнейшей механической обработки, имеют высокую прочность и жесткость при малом весе и малом расходе материала. Штамповка позволяет из листового материала изготавливать самые разнообразные детали РЭС – корпуса, фланцы, крышки, стенки, шасси, рамы, платы, шестерни и др. плоские и изогнутые детали.
Холодная штамповка деталей объединяет большое количество операций, которые по характеру деформации металла разделяются на две большие группы:
Операции с разделением (резкой) материала;
Операции с пластической деформацией материала.
Более детально все операции холодной листовой штамповки по виду деформации разделяются на следующие основные виды:
– резка – отделение одной части материала или заготовки от другой по замкнутому или незамкнутому контуру;
– гибка – превращение плоской заготовки в изогнутую деталь;
– вытяжка – превращение плоской заготовки в полую деталь любой формы;
– формовка – изменение формы детали или заготовки путем местных деформаций различного характера.
В свою очередь, почти каждый из основных видов операций подразделяется на ряд конкретных операций, характеризуемых особенностью и назначением производимой работы, а также типом штампа.
Рассматривая основные виды операций холодной штамповки, следует иметь ввиду, что при изготовлении деталей они могут выполняться совместно путем совмещения (при одном штампе) нескольких типов деформаций или выполняться последовательно разными штампами.
Вы можете ознакомиться и с другими услугами предлагаемыми компанией "СагаМаш": токарные работы по металлу, фрезерные работы по металлу, расточные работы и т.д. На все услуги мы предлагаем конкурентные цены и оперативное выполнение работ.
Листовая штамповка – это один из наиболее прогрессивных видов производства. Она имеет ряд технологических и экономических преимуществ перед другими способами обработки металлов давлением, а именно: получение жестких и прочных деталей малого веса и сложной формы; высокая производительность на основе автоматизации; экономное использование материала; низкая стоимость изделий.
Изделия штампуют из полосовой, листовой или ленточной заготовок сталей, цветных металлов, металлов с пластмассовыми покрытиями. По способу пластической деформации штамповку листа подразделяют на резку, гибку, вытяжку и формовку. В зависимости от толщины заготовки различают тонколистовую (до 4 мм) и толстолистовую штамповку; заготовки толщиной более 15–20 мм штампуют в горячем состоянии. В одном штампе обычно экономически выгодно совмещать несколько операций штамповки.
По способу совмещения операций различают штамповку: совмещенную, которая осуществляется в несколько операций одновременно за один ход пресса и за одну установку заготовки в штампе; последовательную – осуществляется, когда несколько операций осуществляются последовательно отдельными пуансонами за несколько ходов пресса при перемещении заготовки между ними, так что за каждый ход пресса получается готовая деталь; совмещено-последовательную, где комбинируются первые два варианта.
Основными направлениями развития штамповки листа являются: расширение производства штампованных из листа изделий взамен литых и кованых, комбинация штамповки листа и сварки, механизация и автоматизация штамповки, совершенствование конструкций штампов и технологии штамповки. Замена в массовом производстве литых и кованых деталей штампованными из листа позволяет снизить массу изделий на 25–50 %, расход металла на 30–70 %, трудоемкость изделий на 50–80 %.
Основные операции листовой штамповки делятся на разделительные (отрезка, вырубка, пробивка, обрезка, надрезка и т. п.) и формообразующие (гибка, скручивание, закатка, правка, вытяжка, рельефная формовка, отбортовка, чеканка, редуцирование, высадка и т. д.). Общим для них является, во-первых, применение заготовки из плоского проката, во-вторых, незначительное изменение толщины заготовки в операциях листовой штамповки. Разделительные операции листовой штамповки подразделяются по типу используемого инструмента (оборудования) на две подгруппы: резку металла ножницами, являющуюся в большинстве своем заготовительной, и резку металла штампами.
Для разделительных и формоизменяющих операций листовой штамповки применяют различные виды оборудования. Основным из них являются кривошипные листоштамповочные прессы различного усилия. Кроме того, в цехах листовой штамповки применяются гильотинные ножницы, гидравлические и чеканочные прессы, гибочные автоматы, агрегаты лазерной резки и др. В качестве инструмента применяют штампы, конструкция которых может быть и достаточно простой (вырубной штамп), и достаточно сложной (штампы совмещенного или последовательно действия). Технически совершенные, но сложные и дорогие штампы экономически выгодно применять в крупно-серийном и массовом производстве.
Типовой технологический процесс листовой штамповки состоит из следующих этапов: подготовительные операции (раскрой, резка на заготовки и т. д.), штамповочные и отделочные операции. Кроме собственно штамповки листовых материалов в цехах осуществляют правку заготовок, термические и отделочные операции: промежуточные отжиги для восстановления пластических свойств металла, полирование, окрашивание и т. д. Технологическая схема штамповки формируется исходя из наличия основного штамповочного и вспомогательного оборудования, сложности детали и требований к ее механическим свойствам.
Для холодной листовой штамповки листовые металлы с помощью ножниц предварительно разрезают на полосы или заготовки необходимых размеров. Основными типами ножниц, применяемых в листоштамповочных цехах (рисунок 11.1), являются: ножницы с параллельными ножами, ножницы с наклонными ножами (гильотинные), дисковые и вибрационные ножницы. Первый тип ножниц используется для резки узких и толстых полос и неметаллов. Метод резки на ножницах с наклонными ножами (гильотинных) является наиболее распространенным для резки металлических листов. Для резки рулонного металла и обрезки кромок лент применяют дисковые ножницы. Вибрационные ножницы используют значительно реже для получения штучных заготовок криволинейной формы.
Основными операциями резания металла штампами являются вырубка и пробивка, при этом данные процессы можно представить в виде отделения одной части заготовки от другой по замкнутому контуру с помощью пуансона и матрицы (рисунок 11.2). При вырубке часть заготовки, которая остается на матрице, является отходом, а при пробивке та же часть заготовки является деталью. Так же, как и при резке ножницами, процесс резки состоит из трех стадий: упругой, пластической и скалывания. При этом последовательно происходит упругий изгиб с вдавливанием по кольцевому пояску со стороны матрицы и пуансона, возникновение изгибающего момента (выпучивание) и образование трещин со стороны матрицы и пуансона.

а – ножницы с параллельными ножами; б – гильотинные ножницы; в – дисковые ножницы; г – вибрационные ножницы
Рисунок 11.1 – Схемы резки листового металла с помощью ножниц
Большое влияние на деформацию металла и энергосиловые параметры оказывает выбор зазора z. При оптимальном зазоре z = (5−10 %)S поверхности сдвига и трещины со стороны пуансона совпадают с соответствующими трещинами со стороны матрицы. При малом зазоре и большой толщине металла от несовпадения трещин образуется кольцевая перемычка, которая перерезается с возникновением новых скалывающих трещин и на детали образуется дефекты: надрыв и двойной срез с протянутым заусенцем.
Разделительные операции применяются для раскроя листовых материалов, под которым понимают принятое расположение штампуемых деталей (заготовок) на листе, полосе или ленте. При этом раскрой должен обеспечивать минимальный расход металла, простоту конструирования штампа и высокую производительность. При резке листа различают поперечный, продольный и комбинированный виды раскроя, при резке полос – раскрой с отходами с частичными отходами и безотходный виды раскроя. Потери при раскрое зависят от геометрической формы детали, некратности листового материала, величины перемычек (межконтурных и внешних) и припусков на обрезку. Выделяют также различные виды раскроя: многорядный, наклонный, встречный, и др. Выбор варианта раскроя позволяет оптимизировать процесс и получить наиболее высокий коэффициент использования металла, который в общем случае определяется как отношение суммарной площади готовых деталей к площади заготовки.
| 1 – пуансон; 2 – заготовка; 3 – матрица Рисунок 11.2 – Схема вырубки в вырубном штампе |

Гибка – это технологическая операция листовой штамповки, в результате которой из плоской заготовки при помощи штампов получают изогнутую пространственную деталь (рисунок 11.3). Различают одноугловую, двухугловую и многоугловую гибку. В процессе гибки слои (волокна) металла, расположенные у внутренней поверхности испытывают сжатие в продольном направлении и растяжение в поперечном, а слои, расположенные у внешней поверхности, – растяжение в продольном направлении и сжатие в поперечном. Типовым дефектом является разрыв растянутых волокон на угле гибки при больших степенях деформации.

Рисунок 11.3 – Схема одноугловой (а) и двухугловой (б) гибки
Последовательность процесса одноугловой гибки включает 3 стадии: упругого изгиба, упруго-пластического изгиба и калибровки. При этом происходит постепенное уменьшение радиуса кривизны и плеча изгиба.
При проведении гибочных операций необходимо всегда учитывать наличие упругих деформаций материала, вследствие которых форма изделия после гибки отличается от формы штампа. Для получения заданного угла и радиуса после второй стадии гибки необходимо угол и радиус на штампе (на пуансоне) уменьшать на величину пружинения.
Вытяжка – это технологическая операция ЛШ, заключающаяся в превращении плоской или полой заготовки в открытое сверху полое изделие замкнутого контура. По геометрической форме получаемых деталей выделяют вытяжку изделий осесимметричной, коробчатой и сложной несимметричной формы. Кроме того, различают вытяжку с прижимом и без прижима, а также с утонением и без утонения стенок.
Вытяжкой, таким образом, получают детали различных конфигураций в плане и профилей в осевом сечении. Различают первый переход вытяжки, превращающий плоскую заготовку в пространственную деталь или полуфабрикат, и последующие переходы, в которых происходит дальнейшее формоизменение полого полуфабриката, т. е. увеличение его высоты при одновременном уменьшении поперечного сечения.
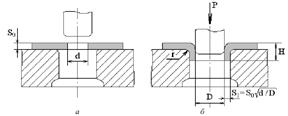
Схема вытяжки без прижима приведена на рисунке 11.4. Последовательность формоизменения следующая. Пуансон, воздействуя на центральную часть заготовки (рисунок 11.4, а), вызывает ее прогиб за счет создания изгибающего момента со стороны матрицы и пуансона. Дальнейшее опускание пуансона приводит к появлению радиальных растягивающих напряжений, достаточных для перевода фланцевой части заготовки в пластическое состояние. С этого момента начинается втягивание заготовки в матрицу с образованием боковых поверхностей вытягиваемого изделия при одновременном уменьшении диаметра заготовки. Действие радиальных растягивающих напряжений σr приводит к тому, что во фланце в тангенциальном (широтном) направлении возникают сжимающие напряжения σθ. Совместное действие этих напряжений обеспечивает втягивание фланца в отверстие матрицы и получение изделия (рисунок 11.4, б).
| а – до деформации; б – после деформации Рисунок 11.4 – Схема вытяжки |
За одну операцию вытяжки можно получить одну неглубокую деталь, так как при больших степенях вытяжки в опасных зонах (переход от фланца к стенке и от стенки к дну) величина радиальных растягивающих напряжений σr может превышать максимальную σrmax, что приведет к отрыву фланца или дна от стенки детали.
Оценить величину деформации при вытяжке можно с помощью геометрического коэффициента вытяжки mв: mв = d/D.
В зависимости от соотношения высоты и диаметра вытягиваемой детали, а также относительной толщины заготовки А = (S/D)100 % вытяжка может быть выполнена за одну или несколько операций. Необходимо, чтобы вытяжка была произведена за наименьшее количество операций без применения промежуточного отжига. Поэтому при расчетах используют минимально допустимый коэффициент вытяжки mmin, величина которого зависит от номера перехода, относительной толщины и материала заготовки и др.
При расчете размеров заготовки для многопереходной вытяжки осесимметричных деталей используют условие, в соответствии с которым суммарный коэффициент вытяжки равен произведению частных коэффициентов за переход: mΣ = m1⋅ m2 ⋅ m3 ⋅ …⋅mn, а для определения возможности вытяжки на i -том переходе необходимо выполнения условия mвi ≥ mmin.
К операциям формовки относят рельефную формовку, отбортовку, раздачу, обжим и чеканку.
Рельефная формовка – это операция листовой штамповки, которая служит для получения выпукло-вогнутого рельефа за счет местных локальных деформаций растяжений. Таким способом получают рисунки, ребра жесткости, которые увеличивают общую жесткость детали на 100–200 %, снижают пружинение (повышение точности), позволяют уменьшить требуемую толщину металла.
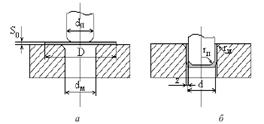
Процесс отбортовки отверстий (рисунок 11.5) заключается в образовании в плоском или полом изделии с предварительно пробитым (просверленным) отверстием отверстия большего размера с цилиндрическими бортами или бортами другой формы.
Характеристикой деформации при отбортовке служит коэффициент отбортовки К, определяемый как отношение диаметра предварительно пробитого отверстия d к диаметру отбортованного отверстия D. Типовым дефектом при отбортовке считается появление трещин на краю борта.
Раздача (растяжка) – это операция листовой формовки, предназначенная для увеличения краевой части полой цилиндрической заготовки (рисунок 11.6, а). К разновидностям данной операции относятся раздача коническим пуансоном, раздача резиновым пуансоном и раздача с помощью жидкости (гидравлическая).
а – до деформации; б – после деформации
Рисунок 11.5 – Схема отбортовки отверстий

Рисунок 11.6 – Схемы раздачи (а) и обжима (б)
Обжим (обжимка) – это операция листовой формовки, предназначенная для уменьшения поперечных размеров краевой части полых цилиндрических деталей (рисунок 11.6, б). Применяется для изготовления деталей типа горловин и патронных гильз и проводится, как правило, с применением смазок. В качестве разновидностей операции можно выделить обжим трубчатых сечений (редуцирование на ротационно-обжимных машинах) и обжим полых деталей, производимый вертикальным давлением на механических прессах.
Чеканка предназначена для получения рельефного рисунка на листовой заготовке и, в основном, используется для изделий художественного назначения. Для деформации применяются специальные чеканочные прессы.
Литература 1 осн. [25-35], 2 осн. [62-93], 10 доп [5-467].
1. Какой из видов поперечной резки листового металла на ножницах является наиболее распространенным?
2. Каковы виды раскроя листов?
3. Каковы стадии формоизменения при одноугловой гибке металлических заготовок из листовых материалов?
4. Какое условие должно выполняться для того, чтобы осуществить вытяжку за один переход?
5. Каким образом рассчитывается коэффициент вытяжки?
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: На стипендию можно купить что-нибудь, но не больше. 8813 —  | 7170 —
| 7170 —  или читать все.
или читать все.
91.146.8.87 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
Люди издревле делали из металла тонкостенные изделия, сосуды и украшения. Они изготавливались из листа металла методом чеканки-придания формы холодному или разогретому листу пластичного металла путем обстукивания его молотком вокруг деревянной модели будущего изделия. Швы запаивались или чеканились. Такой обработке подвергалась чаще всего медь, реже серебро или золото. Полученные таким образом изделия ценились чрезвычайно высоко, поскольку все операции были ручными и на изготовление одного кувшина у мастера уходил не один день.

Пытливый человеческий ум искал пути ускорить и удешевить производство до середины 19 века, когда появился такой мощный источник энергии, как пар. С тех пор технология производства тонкостенных изделий из металлического листа путем деформации его под давлением, или листовая штамповка, существенно усовершенствовалась. Сегодня этим методом производят миллиарды различных деталей — от частей телефонов до корпусов автомобилей.
Холодная листовая штамповка — гарантия получения высокоточных деталей
Листовая штамповка из листа при комнатной температуре называется холодной штамповкой. Ее применяют при малых толщинах листа и в случае пластичных сплавов. Если же штампуют из толстого листа (от 5 мм) или из сплавов с малой текучестью, то для повышения пластичности лист заготовки нагревают.
Листовая штамповка гарантирует получение большого количества абсолютно идентичных по форме и размерам деталей с высокой точностью.
Холодная объемная штамповка позволяет получать высокоточные тонкостенные детали практически любой формы при себестоимости существенно ниже, чем в случае использования литья или механической обработке. Намного выше получается и коэффициент использования металла. Кроме того, холодная объемная штамповка гарантирует не только прочность, но и однородность свойств материала детали, что особенно важно в ответственных конструкциях.
Как объемная, так и листовая штамповка экономически эффективна в рамках больших серий. Это объясняется большими затратами на подготовку производства.
Характеристика листовой штамповки
холодная листовая штамповка является на сегодня одной из самых широко распространённых технологий обработки металлов, пластмасс и некоторых других материалов. Диапазон применения технологии — от крупных конструкций в судостроении до тонкостенных деталей бытовой техники
Технология характеризуется следующими неоспоримыми преимуществами:
- Исключительные возможности для механизации и автоматизации производственных процессов.
- Снижение себестоимости изготовления массовых изделий.
- Высокий коэффициент использования листового металла.
- Возможность точного изготовления тонкостенных, но прочных изделий практически любой формы.
- Минимальная потребность в последующей механической обработке.
Однако, кроме явных достоинств, холодная листовая штамповка металла обладает и недостатками. Это, прежде всего:
- Высокая трудоемкость проектирования технологического процесса.
- Высокая стоимость подготовки производства изготовление пресс-форм.
- Высокая квалификация отладчиков прессового оборудования.

Штамповка листового металла
Следует отметить, что при больших сериях выпускаемых изделий эти недостатки нивелируются за счет известного из экономики эффекта масштаба, и себестоимость производимой продукции оказывается ниже, чем при альтернативных способах обработки металлов.
Виды оборудования для листовой штамповки
Для различных видов операций листовой штамповки применяется широкий спектр оборудования.
Так, для операций резки используют вибрационные, или гильотинные ножницы.
Для выполнения формообразующих операций применяют основное штамповочное оборудование — станок для листовой штамповки или пресс. По типу они различаются на:
- Кривошипно-шатунные.
- Гидравлические.
- Радиально-ковочные.
- электромагнитные.
Самым простым в устройстве и обслуживании является пресс с кривошипно-шатунным приводом. Он пригоден для выполнения несложной листовой штамповки — тонкостенных деталей малого и среднего размера простой формы.

Пресс с кривошипно-шатунным приводом
Гидравлические прессы позволяют развивать намного большее усилие (до 2 тысяч тонн) и точнее регулировать ход пресса. Этот тип оборудования применяют для операций гибки или объемной штамповки из листа большой толщины.
Радиально-ковочные комплексы используют для листовой штамповки деталей, имеющих форму тела вращения.
Электромагнитные прессы — достаточно новый тип оборудования. Давления на заготовку производится за счет массы электромагнитного сердечника, направляемого к пуансону электромагнитным импульсом. Импульс противоположной полярности возвращает сердечник в исходное положение. Такой привод намного проще в изготовлении и обслуживании, чем гидравлический, но пока не достигает его мощности.
Принцип работы
Физический принцип работы штамповочного оборудования — это пластическая деформация листовой заготовки под давлением. Форма будущей детали задается двумя деталями — матрицей и пуансоном, которые прижимают к листовой заготовке с двух сторон под большим давлением. Там где у матрицы находится выпуклость — у пуансона расположена соответствующая ей по форме и размерам впадина. Деформируясь, листовая заготовка повторяет форму матрицы и пуансона.
Вместе с этим может происходить просечка отверстий, вырубка отдельных деталей из материала листа. При проектировании технологического процесса холодной штамповки деталей из листового металла конструктор оснастки и технолог комбинируют и по возможности совмещает формоизменяющие разделительные операции, чтобы обойтись минимальным числом рабочих проходив штампа и снизить, таким образом, себестоимость изготовления изделия.
В случае тонких листов осуществляется холодная листовая штамповка. При работе с толстыми листами или с мало пластичными сплавами заготовку предварительно нагревают, чтобы повысить ее пластичность.
Какие операции подразумевает холодная штамповка
Все рабочие операции холодной листовой штамповки делятся на две большие группы: разделительные и формоизменяющие.

Разделительные операции листовой штамповки
К разделительным операциям листовой штамповки относятся операции, связанные с нарушением целостности материала листа. Наиболее употребительные из них-
- Резка-отделение части заготовки по прямой или искривленной линии. Применяется как для получения готовых изделий, так и для разделения листа на заготовки нужного размера с целью дальнейшей обработки.
- Вырубка-отделение части заготовки по замкнутому контуру. Внутри контура также может быть вырублена часть металла.
- Пробивка — получение в заготовке отверстий круглой или произвольной формы.

Формоизменяющие операции листовой штамповки
К формоизменяющим операциям листовой штамповки относятся операции, изменяющие пространственную форму листа без нарушения его целостности, такие, как:
- Гибка — придание плоской заготовке изогнутой вдоль продольной оси формы. Различают V образную, U- образную и более сложные формы гибки.
- Вытяжка-преобразование плоской заготовки в полую пространственную форму. При вытяжке может меняться толщина заготовки.
- Отбортовка-создание бортиков по наружному или внутреннему контуру изделия.
- Обжим-обжатие материала заготовки в конической матрице с целью уменьшения размеров концевой части детали.
- Формовка-Изменение формы части детали с сохранением линии наружного контура.
При проектировании технологии листовой штамповки технолог комбинирует операции из обеих групп.
Технология процесса
Процесс холодной листовой штамповки начинается с совместной работы технолога и конструктора оснастки. Они рассматривают все изменения, которые должны произойти с плоской заготовкой на ее пути к готовому изделию, планируют и группируют разделительные и формообразующие операции. После такой группировки определяются операции, выполняемые при каждом проходе пресса (если деталь не удается отштамповать за один проход). Под этот конкретный перечень операций проектируется пара матрица — пуансон.
Матрицы и пуансоны, как правило, изготовляют методом фрезерования на многокоординатных обрабатывающих центрах. От точности изготовления напрямую зависит точность соблюдения размеров штамповки и конечное качество изделия. В качестве материалов используют высоколегированную сталь — пресс- форма должна выдержать сотни, а то и миллионы циклов штамповки и при этом не измениться в размерах. Часто пресс-формы делают состоящими из нескольких частей, которые потом надежно соединяют.
Иногда в пресс-форму устанавливают вставку из более прочного материала, например, в той части, где будет осуществляться вырубка или вытяжка и которая будет подвержена существенно большим напряжениям, чем остальная часть пресс-формы.
Исключительно важный этап технологии — это наладка прессов для листовой штамповки. Каждый рабочий проход пресса нуждается в строгом соблюдении предписанного технологией усилия, чтобы, с одной стороны, точно отформовать заготовку, а , с другой стороны ,не повредить ее.
Прогрессивные способы штамповки листового металла
Штамповка резиной. Используется для заготовок малой толщины и высокой пластичности. Роль матрицы или пуансона выполняет твердая резина. Упрощается изготовление пуансона, подходит для малых серий штамповки.

Схемы листовой штамповки эластичными средами
Штамповка жидкостью. Роль пуансона играет жидкость, подаваемая под давлением. Она прижимает заготовку к матрице и заставляет лист в точности повторять ее форму. Метод используют для вытяжки изделий сложной пространственной формы.
Штамповка взрывом. В защищенной камере производят подрыв небольшого заряда взрывчатых веществ. Возникающее в результате высокое давление вдавливает заготовку в матрицу. Метод используют для деталей больших размеров и замысловатой конфигурации, которые затруднительно изготовить по-другому. Достигается существенная экономия в стоимости оснастки.

Электрогидравлическая штамповка листового метал
Электрогидравлическая штамповка. Роль механического давления выполняет ударная волна в жидкости, которая вызывается разрядом высокого напряжения. Метод отличается высокой точностью и экономичностью.

Схема магнитно-импульсной штамповки листового металла
Магнитно-импульсная штамповка. Магнитные импульсы высокой интенсивности формируют высокоэнергетическое магнитное поле, воздействующее на заготовку, вызывающее в ней вихревые токи и вынуждающее ее принимать заданную форму. Таким способом проводят обжатие труб, формовку сложных рельефов.
Жидкая штамповка
В отличие от предыдущих способов, относящихся к холодной объемной штамповке, данный метод является комбинацией двух технологий: штамповки и литья. Вначале в матрицу заливают необходимый объем расплавленного металла, после чего в нее опускают пуансон.

Происходит выдавливание жидкого металла в зазор между матрицей и пуансоном, который и представляет собой форму будущего изделия. Способ используют при изготовлении больших тонкостенных деталей корпусов из легкоплавкого и пластичного сплава.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.


Отправить ответ