
Ремонт сварочного полуавтомата своими руками видео
Содержание:
- 1 Составные элементы сварочного полуавтомата
- 2 Характерные неисправности
- 3 Последовательность действий при ремонте
- 4 Некоторые особенности ремонта
- 5 Что потребуется для переделки инвертора в полуавтомат
- 6 Как переделать инверторный трансформатор
- 7 Настройка инвертора, используемого для полуавтоматической сварки
- 8 Как использовать сварочный инвертор
- 9 Как контролировать правильность работы оборудования
- 10 В каких случаях используется сварочный полуавтомат
Когда возникает необходимость [отремонтировать сварочный полуавтомат], необходимо действовать спокойно и последовательно.
Ремонт любого технически сложного устройства начинается с его осмотра.
Сварочный полуавтомат отличается компактностью и технологичностью в эксплуатации.
При соблюдении всех правил эксплуатации электрических установок, аппарат надежно служит в течение многих лет.

В то же время хорошо известно, что сварочное оборудование требует своевременного обслуживания и правильного хранения.
Очень важно соблюдать режимы сварки, которые прописаны в инструкции по эксплуатации.
И если произошла поломка полуавтомата, то ее нужно своевременно устранить.
Составные элементы сварочного полуавтомата
Прежде чем начинать ремонт сварочного полуавтомата своими руками, следует четко представлять себе, из каких узлов и агрегатов состоит полуавтомат.
Стандартная структура сварочного полуавтомата включает в себя следующие узлы и агрегаты:
- источник электропитания;
- устройство для подачи присадочной проволоки;
- источник инертного газа;
- держак с горелкой.
Источник питания, в свою очередь, состоит из трансформатора, выпрямителя, дросселя и других элементов.
Для сварки деталей из любых металлов и сплавов, главным фактором, определяющим качество шва, является стабильность горения дуги.
В процессе обеспечения этой стабильности участвуют все перечисленные элементы.
Устройство подачи присадочной проволоки представляет собой сложный механизм.
Если подача присадочного материала происходит с задержкой, то это сразу же отрицательно отразится на качестве сварного соединения.
Полуавтомат качественно варит только в таком состоянии, когда все узлы и агрегаты точно настроены и действуют синхронно.
Невозможно добиться высокого качества сварного шва и в том случае, когда защитный газ подается в зону горения дуги с перебоями. Газ может подаваться из баллона или специальной газораспределительной системы.
Нарушение подачи может происходить по разным причинам, которые необходимо обнаружить и устранить.
Характерные неисправности
Сварочный полуавтомат отличается удобством и надежностью при работе.
Однако случаются и такие ситуации, когда ему требуется ремонт.
Если аппарат вообще не варит, то надо начинать ремонтные работы с внимательного осмотра всех узлов и деталей.
Чаще всего отказы и неисправности возникают в результате несоблюдения правил эксплуатации устройства.
Нередко случается так, что в электрической цепи теряется контакт, и процесс сварки прерывается.
Для того чтобы с большой вероятностью определить неисправность, в инструкции по эксплуатации приведены часто встречающие поломки и способы их устранения.
Несанкционированное прерывание цикла
Отключение сварочного полуавтомата без всяких видимых причин происходит в том случае, когда срабатывает автомат защиты от короткого замыкания.
Замыкание может произойти в цепи высокого напряжения между проводами обмотки трансформатора. Или между проводами и металлическим корпусом.
Защита срабатывает и в том случае, когда пробит конденсатор. Выполняя ремонт, надо, в первую очередь, обесточить аппарат. Затем найти и устранить неисправность.
Возможно, для этого потребуется заменить изоляцию или впаять новый конденсатор.
Сильное дребезжание и гудение
Очень часто гудение сварочного полуавтомата сопровождается перегревом трансформатора.
Если такое происходит в то время, когда сварщик варит очередной шов, то нужно прекратить работу и осмотреть аппарат.
К таким неприятностям может привести ослабление болтовых соединений, которые стягивают листы магнитопровода или сердечника.
По аналогичной причине может задребезжать агрегат, который перемещает катушки.
Короткое замыкание между сварочными кабелями тоже сопровождается сильным гулом.
Чтобы устранить такую неисправность своими руками, достаточно подтянуть крепежные болты, проверить целостность изоляции и при необходимости усилить ее.
Перегрев устройства
Если сварочный полуавтомат варит, но при этом сильно греется, то необходимо срочно провести профилактический осмотр, ремонт или замену изношенных деталей.
Чаще всего к перегреву аппарата приводят нарушения режима сварки. Если сварочный ток задается выше допустимых значений, это приводит к перегреву основных элементов.
И в первую очередь — вторичной катушки трансформатора. Такая же реакция последует в том случае, когда диаметр электрода выбран больше, чем следует.
Или когда сварка выполняется в течение длительного отрезка времени без перерыва. При больших объемах сварочных работ нужно обязательно делать технологические перерывы.
Не регулируется сварочный ток
Если при выборе режима работы полуавтомата, величина сварочного тока не устанавливается на требуемую величину, то надо внимательно осмотреть механизм регулятора.
Причиной неправильной регулировки может послужить износ винта или короткое замыкание между зажимами регулятора.
При попадании внутрь кожуха посторонних предметов нарушается подвижность вторичных катушек.
Такого рода неисправности можно легко устранить своими руками, не обращаясь к услугам специалистов из сервисного центра.
Последовательность действий при ремонте
Когда сварочный полуавтомат варит металлические конструкции, но качество сварки оказывается низким, аппарату требуется ремонт.
В рабочей обстановке, когда нет времени обращаться в сервисный центр, устранить неисправность вполне по силам своими руками.
Многолетний опыт показывает, что значительное количество неисправностей возникает по самым простым причинам.
В числе таких причин на первом месте значатся плохие контакты.
Из этого показателя следует очевидный вывод – в первую очередь необходимо проверить прочность электрических соединений и обязательно прожать все клеммники.
Если проведенный своими руками ремонт по зачистке и уплотнению контактных соединений не принес результатов, то нужно разделить работы на три следующих этапа:
- диагностика электрической схемы;
- диагностика механизма подачи проволоки;
- диагностика системы подачи защитного газа.
Зачастую полуавтомат включен, исходное напряжение на него подается, но сварочный ток не подается и дуга не загорается.
Такая ситуация может возникнуть при перегреве устройства, когда варит неопытный сварщик. Просто превышен рабочий период сварки и сработала защита.
Ничего страшного в такой ситуации нет. Необходимо дождаться, пока полуавтомат остынет, и возобновить работу.
Для того чтобы провести ремонт полуавтомата своими руками, нужно иметь следующие инструменты и приборы:
- омметр или осциллограф;
- отвертка;
- гаечные ключи;
- паяльник и припой;
- пассатижи.
Ремонт сложного электротехнического оборудования требует от исполнителя определенной теоретической и практической подготовки.
Когда аппарат не варит, нужно взвесить свои возможности и выполнять ремонт самостоятельно либо пригласить специалистов.
Неисправность электрической схемы
Наиболее сложная в сварочном полуавтомате электрическая часть. Когда аппарат варит, но при этом шов формируется неравномерно, нужно проверить исправность выпрямителя.
В схеме может выйти из строя диод или выпрямительный мост в целом.
Для того чтобы определить исправность элементов, их нужно выпаять и проверить с помощью омметра.
Стабильное горение сварочной дуги обеспечивается дросселем. По сути это катушка индуктивности, которая обладает высокой надежностью.
Но проверить ее исправность нужно обязательно. Чаще чем диоды, выходит из строя конденсатор. Он легко меняется своими руками с помощью паяльника.
Неисправность механизма подачи проволоки
При нестабильной работе механизма подачи присадочной проволоки сварочный аппарат варит плохо.
Соединение деталей получается некачественным, и значительный объем работы оценивается как брак. Причиной тому может служить чрезмерный износ направляющего канала и подающих роликов.
Первым делом необходимо отрегулировать уровень давления этих роликов.
Если эта операция не принесла ожидаемых результатов, то самое эффективное, что можно сделать, заменить весь комплекс подачи – направляющий канал и подающие ролики. Эта легко делается своими руками.
Некоторые особенности ремонта
Многолетний опыт показывает, что в некоторых случаях сварной шов получается непрочным из-за низкого качества защитного газа.
Или по причине нестабильной его подачи в зону горения дуги.
В таких случаях необходимо провести ревизию всего тракта подачи газа и горелки, которую сварщик держит своими руками в процессе работы.
Этот инструмент всегда нужно содержать в рабочем состоянии. Оберегать его от повреждений и загрязнения.
Все профилактические работы, которые предписаны в инструкции по эксплуатации, нужно выполнять неукоснительно.
При выполнении этих требований сварочный полуавтомат будет действовать безотказно.
Сварочный полуавтомат – это функциональное устройство, которое можно приобрести готовым или сделать из инвертора своими руками. Следует отметить, что изготовление полуавтоматического аппарата из инверторного устройства – задача не из простых, но при желании ее можно решить. Тем, кто поставит перед собой такую цель, следует хорошо изучить принцип работы полуавтомата, посмотреть тематические фото и видео, подготовить все необходимое оборудование и комплектующие.
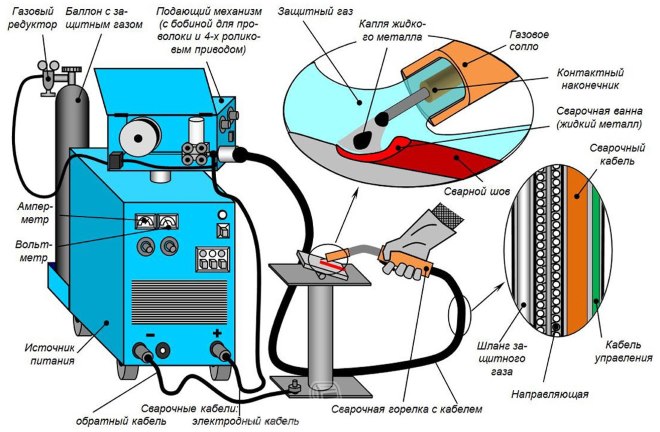
Схема полуавтоматической сварки в среде защитного газа
Что потребуется для переделки инвертора в полуавтомат
Чтобы переделать инвертор, изготовив из него функциональный сварочный полуавтомат, вы должны найти следующее оборудование и дополнительные комплектующие:
- инверторный аппарат, способный формировать сварочный ток силой 150 А;
- механизм, который будет отвечать за подачу сварочной проволоки;
- основной рабочий элемент – горелку;
- шланг, через который будет подаваться сварочная проволока;
- шланг для подачи защитного газа в зону выполнения сварки;
- катушку со сварочной проволокой (такую катушку необходимо будет подвергнуть некоторым переделкам);
- электронный блок, управляющий работой вашего самодельного полуавтомата.
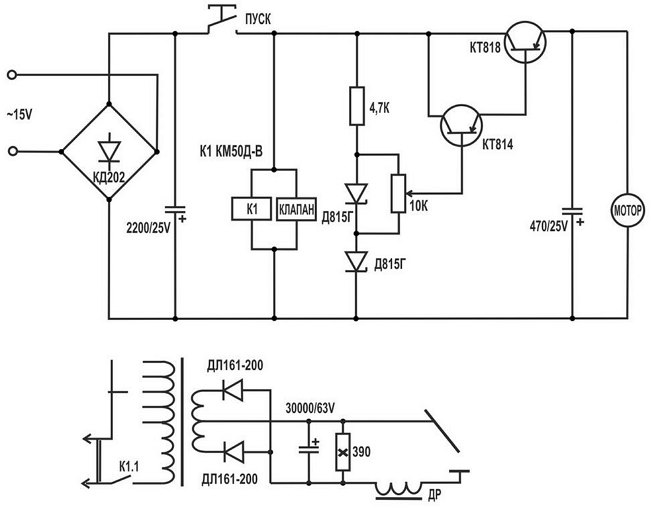
Электрическая схема самодельного полуавтомата
Отдельное внимание надо посвятить переделке подающего устройства, за счет которого в зону сварки подается сварочная проволока, передвигающаяся по гибкому шлангу. Чтобы сварной шов получался качественным, надежным и аккуратным, скорость подачи проволоки по гибкому шлангу должна соответствовать скорости ее расплавления.
Поскольку при сварке с использованием полуавтомата может применяться проволока из разных материалов и различного диаметра, скорость ее подачи должна регулироваться. Именно такую функцию – регулирование скорости подачи сварочной проволоки – как раз и должен выполнять подающий механизм полуавтомата.
Самыми распространенными диаметрами проволоки, применяемой при сварке полуавтоматом, являются 0,8; 1; 1,2 и 1,6 мм. Проволоку перед выполнением сварки наматывают на специальные катушки, которые являются приставками полуавтоматических аппаратов, закрепляемыми на них при помощи несложных конструктивных элементов. В процессе выполнения сварки проволока подается автоматически, что значительно сокращает время, затрачиваемое на такую технологическую операцию, упрощает ее и делает более эффективной.
Основным элементом электронной схемы блока управления полуавтомата является микроконтроллер, который отвечает за регулирование и стабилизацию сварочного тока. Именно от данного элемента электронной схемы сварочного полуавтомата зависят параметры рабочего тока и возможность их регулирования.
Как переделать инверторный трансформатор
Для того чтобы инвертор можно было использовать для самодельного полуавтомата, его трансформатор необходимо подвергнуть некоторым переделкам. Выполнить такую переделку своими руками несложно, надо только придерживаться определенных правил.
Чтобы привести характеристики инверторного трансформатора в соответствие с теми, которые необходимы для полуавтомата, следует обмотать его медной полосой, на которую нанесена обмотка из термобумаги. Нужно иметь в виду, что для этих целей нельзя использовать обычный толстый провод, который будет сильно нагреваться.
![]()
Переделанный трансформатор инвертора
Вторичную обмотку инверторного трансформатора также необходимо переделать. Для этого надо сделать следующее: намотать обмотку, состоящую из трех слоев жести, каждый из которых необходимо изолировать при помощи фторопластовой ленты; концы уже имеющейся обмотки и сделанной своими руками спаять между собой, что позволит повысить проводимость токов.
Конструктивная схема инвертора, используемого для его включения в сварочный полуавтомат, должна обязательно предусматривать наличие вентилятора, который необходим для эффективного охлаждения устройства.
Настройка инвертора, используемого для полуавтоматической сварки
Если вы решили сделать своими руками сварочный полуавтомат, используя для этого инвертор, необходимо предварительно обесточить данное оборудование. Чтобы такое устройство не перегревалось, следует разместить его выпрямители (входной и выходной) и силовые ключи на радиаторах.

Силовые диоды на дополнительных радиаторах
Кроме того, в той части корпуса инвертора, где располагается радиатор, нагревающийся сильнее, лучше всего смонтировать термодатчик, который будет отвечать за отключение аппарата в том случае, если он перегреется.
После того как все вышеперечисленные процедуры выполнены, можно соединить силовую часть устройства с его блоком управления и подключить его к электрической сети. Когда индикатор подключения к сети загорится, к выходам инвертора следует подключить осциллограф. С помощью этого прибора надо найти электрические импульсы частотой 40–50 кГц. Время между формированием таких импульсов должно составлять 1,5 мкс, что регулируется изменением величины напряжения, поступающего на вход устройства.
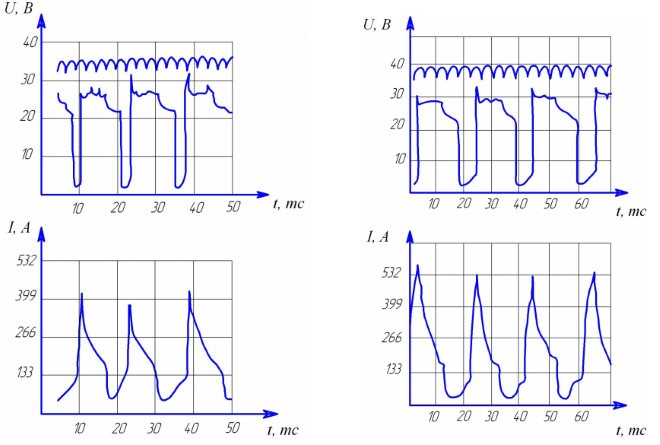
Осциллограмма сварочного напряжения и тока: слева на обратной полярности, справа – на прямой
Необходимо также проверить, чтобы импульсы, отражающиеся на экране осциллографа, имели прямоугольную форму, а их фронт составлял не более 500 нс. Если все проверяемые параметры соответствуют требуемым значениям, то можно подключать инвертор к электрической сети. Ток, поступающий от выхода полуавтомата, должен иметь силу не менее 120 А. Если величина силы тока меньше, это может означать то, что в провода оборудования подается напряжение, величина которого не превышает 100 В. При возникновении такой ситуации необходимо сделать следующее: протестировать оборудование путем изменения силы тока (при этом надо постоянно контролировать напряжение на конденсаторе). Кроме того, следует постоянно контролировать температуру внутри устройства.
После того как полуавтомат протестирован, необходимо проверить его под нагрузкой. Чтобы сделать такую проверку, к сварочным проводам подключают реостат, сопротивление которого составляет не меньше 0,5 Ом. Такой реостат должен выдерживать ток силой 60 А. Сила тока, который в такой ситуации поступает на сварочную горелку, контролируется при помощи амперметра. Если сила тока при использовании нагрузочного реостата не соответствует требуемым параметрам, то величину сопротивления данного устройства подбирают эмпирическим путем.
Как использовать сварочный инвертор
После запуска полуавтомата, который вы собрали своими руками, на индикаторе инвертора должно высветиться значение силы тока, равное 120 А. Если все сделать правильно, то так оно и произойдет. Однако на индикаторе инвертора могут высветиться восьмерки. Причиной этого чаще всего является недостаточное напряжение в сварочных проводах. Лучше сразу найти причину такой неисправности и оперативно устранить ее.
Если же все сделано правильно, то индикатор корректно покажет силу сварочного тока, регулируемого при помощи специальных кнопок. Интервал регулировки рабочего тока, который обеспечивают сварочные инверторы, находится в пределах 20–160 А.
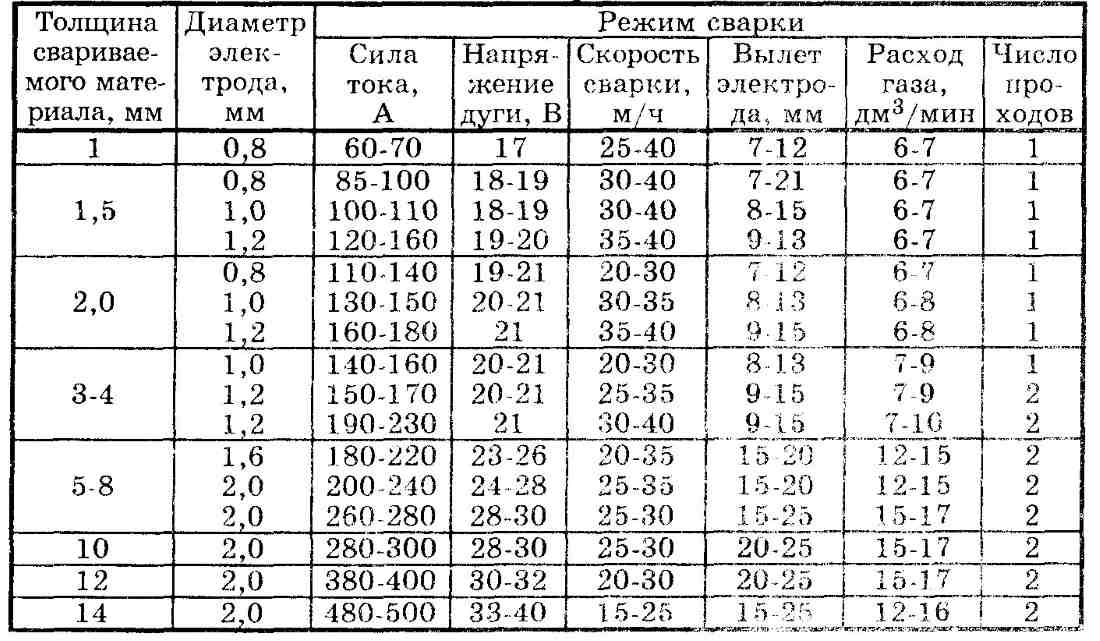
Ориентировочные режимы полуавтоматической сварки стыковых швов
Как контролировать правильность работы оборудования
Чтобы сварочный полуавтомат, который вы собрали своими руками, служил вам длительное время, лучше постоянно контролировать температурный режим работы инвертора. Для осуществления такого контроля необходимо нажать одновременно две кнопки, после чего температура самого горячего радиатора инвертора будет выводиться на индикатор. Нормальной рабочей температурой считается та, значение которой не превышает 75 градусов Цельсия.
Если данное значение будет превышено, то, кроме информации, выводимой на индикатор, инвертор начнет издавать прерывистый звуковой сигнал, на что следует сразу же обратить внимание. В этом случае (а также при поломке или замыкании термодатчика) электронная схема устройства автоматически снизит рабочий ток до значения 20А, а звуковой сигнал будет издаваться до тех пор, пока оборудование не придет в норму. Кроме того, о неисправности оборудования, сделанного своими руками, может свидетельствовать код ошибки (Err), высвечиваемый на индикаторе инвертора.

Настройка режима сварки на инверторе «Ресанта»
В каких случаях используется сварочный полуавтомат
Практика показывает, что полуавтомат лучше использовать в тех случаях, когда требуется получить точные и аккуратные соединения деталей, изготовленных из сталей. При помощи такого оборудования, которое при желании можно изготовить своими руками, выполняют сварные соединения тонкого металла, что очень актуально при ремонте кузова автотранспортного средства.
Научиться работать на таком аппарате тоже несложно: в этом помогут уроки, взятые у квалифицированных специалистов, или обучающее видео.
Ремонт и эксплуатация сварочных трансформаторов
Самым слабым элементом сварочных трансформаторов является клеммная колодка, к которой подключаются сварочные кабели. Плохой контакт вместе с большим значением сварочного тока приводит к сильному нагреву соединения и подсоединенных к нему проводов. В результате разрушается само соединение, сгорает изоляция на концах обмоток, вследствие чего происходит замыкание.
Ремонт сварочного трансформатора в данном случае сводится к перебору греющегося соединения, зачистке контактных поверхностей и их зажиму с обеспечением плотного контакта всех элементов.
В числе других случаются следующие неисправности.
Самопроизвольное отключение сварочного аппарата. При включении трансформатора в сеть срабатывает его защита, в результате чего аппарат отключается. Это может происходить из-за замыканий в цепи высокого напряжения — между проводами и корпусом или проводов между собой. К срабатыванию защиты может приводить также замыкание между витками катушек или листами магнитопровода, а также пробой конденсаторов. При ремонте необходимо отключить трансформатор от сети, отыскать дефектное место и устранить неисправность — восстановить изоляцию, заменить конденсатор и т.п.
Сильное гудение трансформатора, сопровождающееся часто перегревом. Причиной может быть ослабление болтов, стягивающих листовые элементы магнитопровода, неисправности в креплении сердечника или механизма перемещения катушек, перегрузка трансформатора (чрезмерно длительная работа, высокое значение сварочного тока, большой диаметра электрода). К сильному гулу приводит также замыкание между сварочными кабелями или листами магнитопровода. Необходимо проверить и подтянуть все винты и болты, устранить нарушения в механизмах крепления сердечника и перемещения катушек, проверить и восстановить изоляцию в сварочных кабелях.
Чрезмерный нагрев сварочного аппарата. К наиболее частым причинам этого относится нарушение правил эксплуатации в виде установления сварочного тока выше допустимого значения, использования электрода большого диаметра или слишком продолжительной работы без перерыва. Необходимо соблюдать стандартный режим работы — устанавливать умеренные значения тока, применять электроды небольших диаметров, делать перерывы в работе для охлаждения аппарата.
Сильный нагрев может привести к замыканию между витками обмотки катушки вследствие сгорания изоляции, сопровождающегося обычно дымлением. Это самый серьезный случай, про который говорят, что аппарат "сгорел". Если это произошло, то ремонт сварочного аппарата потребует в лучшем случае проведения локального восстановления изоляции провода катушки, в худшем — полной ее перемотки. В последнем варианте для сохранения характеристик аппарата необходимо проводить перемотку проводом исходного сечения — с тем же количеством витков, что и было.
Низкое значение сварочного тока. Явление может наблюдаться при пониженном напряжении в питающей сети или неисправности регулятора сварочного тока.
Плохая регулировка сварочного тока. К этому могут приводить различные неисправности в механизмах регулирования тока, которые различаются в разных конструкциях сварочных трансформаторов. А именно, неисправности в винте регулятора тока, замыкание между зажимами регулятора, нарушение подвижности вторичных катушек из-за попадания посторонних предметов или иных причин, замыкание в дроссельной катушке и т.п. Необходимо снимать кожух с аппарата и исследовать конкретный механизм регулирования тока на предмет обнаружения неисправности. Простота устройства сварочного аппарата и доступность всех его компонентов для осмотра, облегчают поиск неисправности.
Внезапный обрыв сварочной дуги и невозможность зажечь ее снова. Вместо появления дуги наблюдаются только мелкие искры. Подобное может быть вызвано пробоем обмотки высокого напряжения на сварочную цепь, замыканием между сварочными проводами или нарушением их соединения с клеммами аппарата.
Потребление большого тока из сети при отсутствии нагрузки. К этому может приводить замыкание витков обмотки, устраняемое локальным восстановлением изоляции или полной перемоткой катушки.
Ремонт сварочных выпрямителей
Имеющаяся электронная часть — диодный выпрямитель и модуль управления — роднит сварочный выпрямитель с инвертором. Поэтому поиск неисправности предполагает проверку диодного моста и элементов платы управления. Диодный мост является надежным компонентом электронных схем, но иногда он выходит из строя. В общем-то, причины неисправности могут быть самые разные: выгорают дорожки на платах, выходят из строя трансформаторы схемы управления. На фото ниже отображен случай, когда ремонт сварочного аппарата своими руками, заключавшийся в замене неработающей детали платы управления российским аналогом, позволил пользователю сэкономить на ремонте немалую сумму (70% от стоимости сварочного аппарата).
Ремонт сварочных инверторов
В отличие от сварочного трансформатора, который является в большей степени электротехническим изделием, сварочный инвертор представляет собой электронное устройство. Это означает, что диагностика и ремонт сварочных инверторов предполагает проверку работоспособности транзисторов, диодов, резисторов, стабилитронов и прочих элементов, из которых состоят электронные схемы. Нужно уметь работать с осциллографом, не говоря уже о мультиметрах, вольтметрах и прочей заурядной измерительной технике.
Особенностью ремонта инверторов является и то, что во многих случаях определить по характеру неисправности вышедший из строя компонент трудно или вообще невозможно, приходится проверять последовательно все элементы схемы.
Из всего вышесказанного следует, что успешный ремонт сварочного инвертора своими руками возможен лишь в том случае, если имеются хотя бы начальные познания в электронике и маломальский опыт работы с электросхемами. В противном случае самостоятельный ремонт может обернуться лишь напрасной потерей времени и сил.
Как известно, принцип работы сварочного инвертора заключается в поэтапном преобразовании электрического сигнала:
- Выпрямлении сетевого тока — с помощью входного выпрямителя.
- Преобразовании выпрямленного тока в переменный высокочастотный — в инверторном модуле.
- Понижении высокочастотного напряжения до сварочного — силовым трансформатором (имеющим очень маленький размер благодаря большой частоте напряжения).
- Выпрямлении переменного высокочастотного тока в постоянный сварочный — выходным выпрямителем.
В соответствии с выполняемыми операциями, инвертор конструктивно состоит из нескольких электронных модулей, к основным из которых относятся модуль входного выпрямителя, модуль выходного выпрямителя и плата управления с ключами (транзисторами).
Притом что основные компоненты в инверторах различной конструкции остаются неизменными, их компоновка в аппаратах разных производителей может сильно различаться.
Проверка транзисторов. Самым слабым местом инверторов являются транзисторы, поэтому ремонт инверторных сварочных аппаратов начинается обычно с их осмотра. Неисправный транзистор обычно виден сразу — взломанный или треснутый корпус, прогоревшие выводы. Если такой обнаружен, можно начинать ремонт инвертора с его замены. Вот так выглядит сгоревший ключ.
А вот так — установленный взамен сгоревшего. Транзистор установлен на термопасту (КПТ-8), обеспечивающую хороший отвод тепла на алюминиевый радиатор.
Иногда внешних признаков неисправности нет, все ключи выглядят неповрежденными. Тогда для определения неисправного транзистора используется мультиметр, для их прозвонки.
Определить неисправные элементы — это очень хорошо, но далеко не все. Ремонт инверторных сварочных аппаратов предполагает также подыскивание, взамен сгоревших элементов, подходящих аналогов. Для этого определяется характеристика вышедших из строя элементов (по даташиту) и, исходя из нее, подбираются аналоги на замену.
Проверка элементов драйвера. Силовые транзисторы обычно не выходят из строя сами по себе, чаще всего этому предшествует выход из строя элементов "раскачивающего" их драйвера. Внизу представлено фото платы с элементами драйвера инвертора Telwin Tecnica 164. Проверка осуществляется с помощью омметра. Все неисправные детали выпаиваются и заменяются подходящими аналогами.
Проверка выпрямителей. Входные и выходные выпрямители, представляющие собой диодные мосты, установленные на радиаторе, считаются надежными элементами инверторов. Однако иногда выходят из строя и они. К тем, что изображены на фото ниже, это не относится, они — исправны.
Диодный мост удобнее всего проверять, отпаяв от него провода и сняв с платы. Это облегчает работу и не вводит в заблуждение при наличии короткого замыкания в цепи. Алгоритм проверки прост, если вся группа звонится накоротко, нужно искать неисправный (пробитый) диод.
Для выпаивания деталей удобно пользоваться паяльником с отсосом.
Контроль платы управления. Плата управления ключами — самый сложный модуль сварочного инвертора, от его работы зависит надежность функционирования всех компонентов аппарата. Квалифицированный ремонт сварочных инверторов должен заканчиваться проверкой наличия сигналов управления, поступающих на шинки затворов модуля ключей. Осуществляется эта проверка с помощью осциллографа.


Отправить ответ