
Рым болты размеры грузоподъемность
Содержание:
- 1 Технологические параметры крепёжного изделия
- 2 Сфера применения и особенности
- 3 Текст ГОСТ 4751-73 Рым-болты. Технические условия
- 4 ГОСТ 4751-73
- 5 РЫМ-БОЛТЫ
- 6 ТЕХНИЧЕСКИЕ УСЛОВИЯ
- 6.1 МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
- 6.2 РЫМ-БОЛТЫ Технические условия
- 6.3 1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
- 6.4 (Измененная редакция, Изм. № 1, 2).
- 6.5 2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
- 6.6 2.2. (Исключен, Изм. № 1).
- 6.7 2.12—2.13. (Измененная редакция, Изм. № 2).
- 6.8 3. ПРАВИЛА ПРИЕМКИ
- 6.9 (Измененная редакция, Изм. № 1).
- 6.10 4. МЕТОДЫ ИСПЫТАНИЙ
- 6.11 4.7. (Исключен, Изм. № 2).
- 6.12 5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
 Рым—болт ГОСТ 4751–73 предназначен для подъёмных работ. Его кольцеобразная форма с резьбовым стержнем позволяет переносить различные тяжёлые грузы на большие расстояния. Больше всего рым—болт используется в морском деле. Приспособление считается самым прочным для крепления морского такелажа. Строители используют такие детали для транспортировки и крепления тяжёлых бетонных плит.
Рым—болт ГОСТ 4751–73 предназначен для подъёмных работ. Его кольцеобразная форма с резьбовым стержнем позволяет переносить различные тяжёлые грузы на большие расстояния. Больше всего рым—болт используется в морском деле. Приспособление считается самым прочным для крепления морского такелажа. Строители используют такие детали для транспортировки и крепления тяжёлых бетонных плит.
Технологические параметры крепёжного изделия
Оснастка имеет вид кольца, к которому приварен металлический резьбовой стержень. Он вкручивается в любые конструкции, независимо от их сложности. При выполнении такелажных работ, рым—болт создаёт очень прочное крепление соединяемых деталей.
Приспособление изготавливается из углеродистой, легированной стали. Чтобы пользоваться изделием на морских судах, детали покрывают цинком. Он образовывает на поверхности детали прочные оксиды, которые защищают металл от окисления. Такая оксидная плёнка обладает высокой прочностью. Она предупреждает коррозию изделия.
Сфера применения и особенности
 Благодаря очень простой конструкции, изделие рым—болт получило широкое распространение в различных отраслях промышленности. Оснастка считается универсальной, её можно применять для нескольких технологических операций:
Благодаря очень простой конструкции, изделие рым—болт получило широкое распространение в различных отраслях промышленности. Оснастка считается универсальной, её можно применять для нескольких технологических операций:
Такое крепление монтируется на различные виды оборудования, грузоподъёмность приспособления зависит от угла наклона болта. Если учесть типоразмер изделия и угол каната относительно оси, его грузоподъёмность будет находиться в диапазоне 30—20000 кг. Запрещается поднимать груз, если угол отклонения от вертикали превышает 45 градусов.
Профессионалы рекомендуют выполнять поднятие груза относительно плоскости оси болты. Такой крепёж считается самым надёжным и безопасным.
Действующий ГОСТ классифицирует болты по нескольким основным параметрам:
- Диаметр резьбы.
- Размер кольца.
- Вид крепления — жёсткое, подвижное.
Когда кольцо свободно вращается на стержне, говорят о подвижном соединении. Иногда вместо кольца устанавливают крюк. Он облегчает захватывание груза, а также его последующее удержание.
Рым—болты изготавливаются в полном соответствии с ГОСТ 4751–73 . В нём предъявляются конкретные требования к таким деталям:
- Наличие сертификата.
- Грузоподъёмность.
- Твёрдость — 105—149 НВ.
- Отсутствие окалины.
Методика производства приспособления
Обычно изделия изготавливаются обыкновенной штамповкой. Иногда рым—болты куются. Категорически запрещается пайка такой оснастки. Стальные болты, сделанные из СТ 25 должны обладать твёрдостью 105—149 НВ.
Когда проводится контроль прочности детали, даётся нагрузка, превышающая установленную ГОСТом в несколько раз. Не допускается появление трещин и вытянутостей. На поверхности резьбы не разрешается наличие вмятин, заусенцев, появление повреждённых ниток.
Завод, выпускающий болты, обязан подвергать их жёсткому контролю качества. Любая партия должна обязательно подвергаться испытаниям, полученные характеристики должны соответствовать указанным в стандарте.
 На дужке болта делается маркировка, состоящая из нескольких обозначений:
На дужке болта делается маркировка, состоящая из нескольких обозначений:
- Параметры резьбы.
- Товарный знак предприятия.
Готовые изделия упаковываются в деревянные ящики. На дно укладывается плотная бумага. В каждый ящик кладется только одна партия с одинаковыми параметрами. Вес такой упаковки не должен превышать 60 кг. В коробку вкладывается сопроводительный лист, в котором указывается:
- Наименование детали.
- Количество.
- Результат испытания.
- Качество.
Каждая упаковка обязательно маркируется. Согласно требованиям техники безопасности, если болты используются на морских судах, то перед началом эксплуатации все детали проверяются на наличие коррозии и возможных дефектов.
Если поверхность детали покрыта коррозией, это может стать причиной очень серьёзных негативных последствий. Ведь на кораблях приходится поднимать, а также заниматься транспортировкой тяжёлых грузов. Поэтому от надёжности болта очень многое зависит.
Разновидности оснастки для подъёма грузов
 Сегодня рым-крепление используется для изготовления нестандартных систем, механизмов, позволяющих быстро транспортировать грузы. Большой спрос на нестандартные изделия, особенно при строительстве зданий, вынудил изготовителей разрабатывать нестандартные типы болтов.
Сегодня рым-крепление используется для изготовления нестандартных систем, механизмов, позволяющих быстро транспортировать грузы. Большой спрос на нестандартные изделия, особенно при строительстве зданий, вынудил изготовителей разрабатывать нестандартные типы болтов.
В настоящее время можно приобрести изделие, оборудованное вертлюгом. Этот шарнир предотвращает любое вращение детали. Приспособление применяется для погрузки:
- Небольших, лёгких деталей.
- Грузов, имеющих удлинённые кольца.
- Нестандартных ёмкостей.
Существуют также специальные приспособления для работы с тяжёлыми нестандартными конструкциями. Каждая новаторская система обязана быть изготовленной в соответствии с действующим стандартом. Никаких исключений не допускается. Эти конструкции предназначены для транспортировки и подъёма очень важных тяжёлых грузов, поэтому очень опасно использовать непроверенные детали.
Текст ГОСТ 4751-73 Рым-болты. Технические условия
ГОСТ 4751-73
РЫМ-БОЛТЫ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЫМ-БОЛТЫ Технические условия
Screw rings. Specifications
Дата введения 01.07.74
Настоящий стандарт распространяется на рым-болты, предназначенные для подъема, опускания или удержания на весу изделий при монтажных и такелажных работах для всех условий эксплуатации по ГОСТ 15150.
(Измененная редакция, Изм. № 4).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
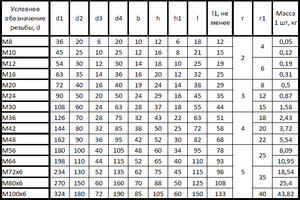
1.1. Конструкция и основные размеры рым-болтов должны соответствовать указанным на чертеже и в табл. 1.
Издание официальное Перепечатка воспрещена
© Издательство стандартов, 1973 © ИПК Издательство стандартов, 1998 © СТАНДАРТИНФОРМ, 2008
Условное обозначение резьбы d
П ример условного обозначения рым-болта с резьбой М8 без покрытия:
Рым-болт М8 ГОСТ 4751- 73
То же, с мелкой резьбой М100 х 6, с покрытием 01 (цинковое с хроматированием), толщиной 9 мкм:
Рым-болт М 100 х 6.019 ГОСТ 4751- 73
(Измененная редакция, Изм. № 1, 2).
1.2. Грузоподъемность рым-болтов должна соответствовать указанным в табл. 2.
1. При подъеме груза направление строп под углом от вертикальной оси рым-болта свыше 45° не допускается.
2. Для установки в одной плоскости колец двух ввинченных до упора рым-болтов допускается применение плоских шайб толщиной:
— до 1 мм — под рым-болты с резьбой М8—М12;
— не более половины шага резьбы — под рым-болты с резьбой свыше М12.
1.3. Конструкция и размеры гнезд под рым-болты приведены в приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Рым-болты должны быть изготовлены из стали марки 20 или 25 (подгруппа а) по ГОСТ 1050 штамповкой. Допускается изготовление ковкой.
Соответствие материала предусмотренным маркам должно быть подтверждено сертификатом предприятия—изготовителя металла.
(Измененная редакция, Изм. № 1).
2.2. (Исключен, Изм. № 1).
2.3. Технические требования к штампованным поковкам по ГОСТ 7505, класс точности — II, степень сложности — СЗ.
Примечание. При изготовлении рым-болтов свободной ковкой в подкладных штампах допускается увеличивать плюсовые допуски в 2 раза.
(Измененная редакция, Изм. № 1).
2.4. На внутренней окружности кольца допускается лыска, получаемая после зачистки заусенцев, при условии сохранения размера в пределах допусков и. 2.3.
2.5. Заварка или заделка дефектов не допускается.
2.6. Рым-болты после штамповки или ковки должны быть нормализованы и очищены от окалины.
2.7. Твердость нормализованных рым-болтов должна соответствовать указанной в табл. 3.
Твердость НВ рым-болтов с
от М72 х 6 до М100 х 6
Допускается одна повторная термообработка.
2.8. На кольце рым-болта центровые отверстия не допускаются.
2.9. Надрезы на обработанной части хвостовика не допускаются.
2.10. Резьба — по ГОСТ 24705 с полем допуска 8g по ГОСТ 16093.
Размеры фасок и сбегов резьбы — по ГОСТ 10549. Величина сбега резьбы для угла заборной части инструмента — 20°.
Примечание. При применении покрытия должны быть обеспечены указанные размеры и шероховатость.
2.11. Резьба не должна иметь сорванных ниток, заусенцев и вмятин.
2.12. Допуск перпендикулярности оси резьбы d на длине 100 мм относительно опорной плоскости кольца:
0,10 мм — для рым-болтов с резьбой от М8 до М16;
0,05 мм » » » » » от М20 до М100 х 6.
2.13. Допуск симметричности оси резьбы d относительно общих плоскостей симметрии рым-болта:
Т 1 мм — для рым-болтов с резьбой от М8 до М12;
Т 2 мм » » » » » от М16 до М48;
Т 4 мм » » » » » от М56 до М100 х 6.
2.12—2.13. (Измененная редакция, Изм. № 2).
2.14. Рым-болты должны выдерживать испытание на прочность нагрузкой, равной удвоенной номинальной грузоподъемности.
Допускаемое отклонение этой нагрузки +5 %.
2.15. Рым-болты могут изготовляться с покрытием. Виды и условные обозначения покрытий — по ГОСТ 1759.0.
Технические требования к покрытиям и качеству поверхности рым-болтов перед покрытием -по ГОСТ 9.301.
(Измененная редакция, Изм. № 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Предприятие-изготовитель должно проводить приемо-сдаточные испытания рым-болтов. При приемо-сдаточных испытаниях рым-болты проверяют:
до механической обработки
— на соответствие требованиям и. 1.1 в части размеров, получаемых объемной штамповкой или ковкой и пи. 2.3, 2.4: в случае изготовления свободной ковкой в подкладных штампах — каждый рым-болт; в случае изготовления объемной штамповкой — 5 % от партии, но не менее 5 шт.;
— на соответствие требованиям пи. 2.5 и 2.6 каждый рым-болт;
— на соответствие требованиям и. 2.7 10 % от партии, но не менее 5 шт.;
после механической обработки:
— на соответствие требованиям и. 1.1 (размеры /, 1Х и /ц и d) пи. 2.8—2.14 каждый рым-болт;
— на соответствие требованиям и. 2.15 — по ГОСТ 9.301.
Примечание. Партия состоит из рым-болтов одного размера, изготовленных из стали одной марки, совместно прошедших термообработку.
(Измененная редакция, Изм. № 1).
3.2. При получении неудовлетворительных результатов испытаний рым-болтов хотя бы по одному из показателей проводят повторные испытания удвоенного числа образцов, взятых от той же партии, по полной программе. Результаты повторных испытаний являются окончательными и распространяются на всю партию.
(Введен дополнительно, Изм. № 2).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. На соответствие требованиям и. 2.3 проверяют внешним осмотром без применения увеличительных приборов.
Допускается применение луп до трехкратного увеличения.
(Измененная редакция, Изм. № 2).
4.2. Твердость (и. 2.7) определяют по ГОСТ 9012 на образующей опорной части кольца.
4.3. Резьбу (и. 2.10) проверяют предельными калибрами.
4.4. Отклонение от перпендикулярности оси резьбового хвостовика к опорной поверхности кольца (и. 2.12) проверяют угловым шаблоном или щупом по просвету между опорной поверхностью кольца и торцевой поверхностью контрольного калибра.
4.5. Соответствие рым-болтов требованиям и. 2.4 проверяют испытанием на растяжение с выдержкой под нагрузкой в течение 10 мин.
Нагрузка должна быть приложена по оси стержня рым-болта.
Приложение нагрузки должно быть плавным, без рывков.
После снятия нагрузки в рым-болтах не должно быть остаточных деформаций, трещин и надрывов.
Отсутствие остаточных деформаций определяют контролем размеров по оси рым-болтов до и после испытания.
Отсутствие трещин и надрывов проверяют внешним осмотром с помощью лупы, имеющей не менее чем четырехкратное увеличение.
4.6. Толщину слоя покрытия (и. 2.15) проверяют на кольце рым-болта. Методы проверки качества и толщины покрытия — по ГОСТ 9.302.
4.7. (Исключен, Изм. № 2).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Каждый рым-болт на образующей опорной части кольца должен иметь следующую маркировку:
— товарный знак предприятия-изготовителя;
— условное обозначение резьбы.
Для рым-болтов с резьбой М8—М16 допускается выполнять маркировку только товарного знака предприятия; в этом случае условное обозначение резьбы маркируют на бирке для партии.
5.2. Маркировку выполняют давлением или штамповкой. Допускается наносить маркировку ударным способом.
5.3. Рым-болты упаковывают в плотные дощатые неразборные ящики по ГОСТ 2991, выложенные внутри упаковочной бумагой марки Б по ГОСТ 515.
5.4. В каждый ящик упаковывают рым-болты одной партии.
5.5. Масса брутто каждого ящика не должна превышать 60 кг.
5.6. Консервация — по ГОСТ 9.014.
5.7. Каждая партия рым-болтов должна сопровождаться документом, содержащим:
— наименование или товарный знак предприятия-изготовителя;
— условное обозначение рым-болтов;
— результаты контрольных испытаний.
5.8. Маркировка транспортной тары — по ГОСТ 14192.
5.9. На каждом ящике наносят:
— товарный знак предприятия-изготовителя;
— условное обозначение рым-болтов;
— брутто и нетто в килограммах.
ГНЕЗДА ПОД РЫМ-БОЛТЫ
1. Конструкция и размеры гнезд под рым-болты в изделиях из черных металлов должны соответствовать указанным на чертеже и в таблице.
К специальным винтам относится грузовой винт (рым-болт ГОСТ 4751—73). Рым представляет собой стальное кольцо, закрепляемое резьбовой частью на деталях машин и агрегатах, предназначенное для подъема их при монтаже, перемещении и разборке. Рымы, постоянно закрепленные на машинах и агрегатах, являются их составной частью, а работающие в качестве грузозахватных приспособлений – составной частью грузозахватных средств. Стандартные обыкновенные рымы (рис. 14) устанавливают на электродвигателях, корпусах редукторов и т. п.
Рис 14. Рым: а — обыкновенный; б — отверстие под рым; в — с вертлюгом, предназначенный для транспортирования легких деталей; г — с удлиненным кольцом для транспортирования тяжелых деталей; д —усиленный для кантования деталей; е — с удлиненным стержнем, для подъема деталей с нерезьбовыми отверстиями; ж — для транспортирования деревянных изделий; з — строповка за один рым; и — стро¬повка за два рыма, расположенных произвольно; к — строповка за два рыма, расположенных в од¬ной плоскости.
Используя различные переходники с наружной и внутренней резьбой или с фланцами, можно применять рымы для строповки различных грузов (деталей, узлов и оборудования). При зацепке за рымы нужно учитывать угол между натянутыми ветвями стропа, число рымов и ветвей, так как при большом угле наклона ветвей возникают большие усилия на рымы.
В случае отсутствия указаний о методе строповки за рымы, стропы следует располагать только вертикально. Погнутые рымы или с сорванной резьбой применению не подлежат.
Рым-болты изготовливаются из стали марки 20 или 25 (подгруппа а) по ГОСТ 1050-88 штамповкой с последующим отжигом или нормализацией и выбирают в зависимости от грузоподъемности. Допускается изготовление ковкой.
Соответствие материала предусмотренным маркам должно быть подтверждено сертификатом предприятия изготовителя металла.
Технические требования штампованным к поковкам — по ГОСТ 7505-89, класс точности II, степень сложности С3.
Для установки в одной плоскости колец двух ввинченных до упора рым-болтов допускается применение плоских шайб до 1 мм — под рым-болты с резьбой М8 — М12; не более половины шага резьбы — под рым-болты с резьбой свыше М12.
Пример условного обозначения рым-болта с резьбой М8 без покрытия:
Рым-болт М8 ГОСТ 4751-73.
То же с мелкой резьбой М100 х 6, с покрытием 01 (цинковое с хроматированием) толщиной 9 мкм: Рым-болт М100 х 6.019 ГОСТ 4751-73.
Таблица 4. Грузоподъемность рым-болтов.
Твердость нормализованных рым-болтов
Таблица 5. Твердость НВ рым-болтов .
При подъеме груза направление стропов под углом от вертикальной оси рым-болта свыше 45 ° не допускается.
При изготовлении рым-болтов свободной ковкой в подкладных штампах допускается увеличивать плюсовые допуски в 2 раза. На внутренней окружности кольца допускается лыска, получаемая после зачистки заусенцев, при условии сохранения размера в пределах допусков.
Заварка или заделка дефектов не допускается. Рым болт после штамповки или ковки должен быть нормализован и очищен от окалины.
Проконсультироваться по вопросам других типов изделий и полный перечень продукции вы можете узнать у наших менеджеров.


Отправить ответ