
Соединение медных трубок без пайки
Содержание:
- 1 Сферы применения медных труб
- 2 Соединение труб обжимными фитингами
- 3 Способ капиллярной пайки
- 4 Процесс пайки медных труб
- 5 Монтаж медных труб
- 6 Соединения на обжимных (компрессионных) фитингах
- 7 Соединения, выполненные капиллярной пайкой
- 8 С пресс-фитингов
- 9 Как соединить медные трубы со стальными?
- 10 Технология монтажа
- 11 Как соединить медные изделия?
Уникальные эксплуатационные качества меди обеспечили трубным изделиям из нее, несмотря на высокую стоимость, довольно широкое применение. Медные трубы не боятся ультрафиолетовых лучей, обладают низким коэффициентом теплового расширения, высокой коррозионной стойкостью в некислотных средах. Способность меди сохранять пластичность при отрицательных температурах дает возможность проводить монтаж медных труб даже в зимних условиях. Долговечность труб из меди не зависит от температуры и давления транспортируемых по ним сред.

Медные трубы дают возможность транспортировать в них высокотемпературные жидкости.
Сферы применения медных труб
Монтаж медных труб в отопительных системах возможен благодаря их высокой стойкости в условиях работы с высокотемпературными жидкостями. Особенно это свойство актуально при однотрубной схеме отопления, в которой для обеспечения температуры теплоносителя в последнем радиаторе около 70ºС необходимо, чтобы в первом она была равна примерно 120ºС

Соединение труб обжимными фитингами не дает абсолютную гарантию надежности и требует постоянного контроля в процессе эксплуатации.
Максимальная температура, которую выдерживают полимеры, используемые в системах отопления, не превышает 95ºС, а по медным трубам могут транспортироваться среды температурой до 300ºС. Важным свойством трубопровода из этого металла является его способность выдерживать давление 200-400 атм, при этом паяное соединение медных труб, выполненное своими руками, остается герметичным. В то же время металлопластиковые изделия могут выдерживать, в среднем, давление в 6 атм при возможном рабочем давлении в системе 6 — 8 атм. Трубы отопления из мягкой меди легко переносят 3-4 цикла замораживания-размораживания.
Благодаря своим антибактериальным свойствам медь способна противостоять инфильтрации загрязнений в городских водоснабжающих сетях. Сантехническая медь обладает стойкостью к воздействию хлора. Более того, хлор, являясь сильным окислителем, способствует образованию на меди защитной оксидной пленки, которая продлевает срок службы трубопровода. Однако следует помнить, что скрытая прокладка медных труб своими руками может осуществляться только при наличии на трубах полимерной оболочки, которая предохраняет медь от блуждающих токов.
При использовании медных труб в системах отопления и водоснабжения следует избегать сочетания в системе разных материалов, которое приводит к местной электрохимической коррозии. Если же необходимо соединить, например, алюминий с медью, используют латунные переходные элементы.
Медные трубы универсальны: помимо систем водоснабжения и отопления, их применяют для передачи газов, хладагентов в холодильных системах, используют в системах кондиционирования.
Соединение труб обжимными фитингами

Убедитесь, что перед установкой на срезах труб нет заусенец, трещин или других повреждений. Это поможет избежать проблем в дальнейшей эксплуатации труб.
Для соединения медных труб своими руками используют обжимные или паечные фитинги — соединительные детали различной формы и назначения.
Обжимные фитинги производят из латуни, внутри них расположено обжимное кольцо, гарантирующее герметичное крепление. Кольцо затягивают вручную с помощью гаечного ключа. Однако использовать такие фитинги целесообразно только в тех местах, где невозможно проводить работы с открытым огнем и возможно легко проверять герметичность соединения. Соединения обжимными фитингами рассчитаны на более низкие значения допустимого давления, чем паечные, и их необходимо периодически проверять и подтягивать.
Соединение стальных и пластиковых труб отопления и водоснабжения с медными зачастую осуществляют именно с применением обжимных фитингов. Чтобы соединить такой фитинг с трубой своими руками, необходимо разобрать его, далее надеть на трубу зажимную гайку, а затем — обжимное кольцо. Сборка, состоящая из трубы, зажимной гайки и обжимного кольца, вставляется в фитинг. Гайка затягивается с помощью ключа на число оборотов, зависящее от диаметра трубы и определяемое паспортными данными фитинга.
Соединения обжимными фитингами не являются абсолютно надежными и требуют постоянного контроля в процессе эксплуатации.
Способ капиллярной пайки

Перед началом прокладки водопровода необходимо нарезать медные трубы на нужные размеры.
Этот метод пайки медных труб основывается на капиллярном эффекте, который способствует равномерному распределению припоя по всему сечению независимо от положения трубы. Для создания капиллярного эффекта используют специальные фитинги, диаметры которых должны отличаться от диаметров трубы на строго определенное значение. Для пайки при открытом огне рекомендуется зазор 0,1-0,15 мм.
Соединения при помощи капиллярной пайки проводят, используя специальные флюсы и припои — тонкие проволоки из сплавов металлов с низкой температурой плавления, как правило, олова с малыми добавками меди и серебра. Применяют паечные соединения в случаях, когда установка трубы отопления или водоснабжения осуществляется своими руками в полу или стенах или при других вариантах, когда невозможен визуальный контроль целостности соединений.
Существует два метода пайки: высокотемпературный и низкотемпературный.
Высокотемпературная пайка, иначе называемая твердой, используется там, где эксплуатационные условия медных трубопроводов связаны с наличием высоких температур. Проводится такая пайка с помощью специальных флюсов и твердых припоев. Для монтажа трубопроводов своими руками такой вид пайки практически не используется.
Низкотемпературная, или мягкая, пайка применяется для трубопровода, используемого для транспортировки жидких и газообразных сред, рабочая температура которых не превышает 110ºС. При низкотемпературной пайке своими руками места соединения нагревают до температуры, которая равна примерно 300ºС.
Процесс пайки медных труб
Время пайки медных труб поможет сократить маркировка на самом фитинге с рекомендациями припоя необходимого размера.
Перед началом пайки внешнюю часть конца трубы и внутреннюю фитинга обрабатывают с помощью наждачной бумаги до состояния чистого металла. Далее на очищенный конец трубы тонким слоем наносят паяльную пасту или флюс. Эти материалы в расплавленном состоянии растворяют оксидные пленки на соединяемых элементах, защищая их поверхности от дальнейшего окисления, которое вызывают высокие температуры.
Однако учитывая тот факт, что флюс разрушает поверхность металла, при пайке своими руками его необходимо наносить перед самым началом работ и только на тот участок, который будет входить в фитинг. После затвердевания флюс представляет собой пленку, не требующую удаления.
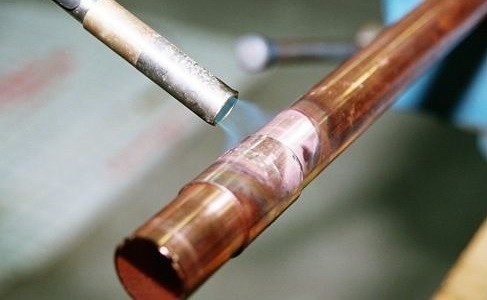
Далее трубу вставляют в раструб капиллярного фитинга до упора. Места соединения труб с фитингами равномерно греют пламенем газовой горелки или термофеном. С этой целью желательно использовать лампу, оснащенную двумя горелками или соплами с распылителями.
Если применямый флюс содержит олово, то при нагреве его до нужной температуры появятся серебристые капли. В других случаях убедиться в достижении нужной температуры можно касанием припоя к нагретой поверхности — припой должен растекаться. Сразу же расплавленный припой необходимо ввести в соединение. Причем совершенно не имеет значения, с какой стороны он будет введен. Благодаря капиллярному эффекту припой равномерно заполнит все соединение. Остатки флюса с фитинга снимают при помощи ветоши.
Сократить время пайки поможет использование разновидности фитингов, у которых внутри производителем нанесен валик припоя нужного размера. Фитинг надевают на трубу, покрытую флюсом, прогревают горелкой или термофеном до получения жидкого состояния припоя. После остывания конструкция трубопровода водоснабжения и отопления готова к эксплуатации.
Монтаж медных труб
В процессе монтажа сантехнических систем своими руками часто возникает необходимость соединять медные трубы с изделиями из других материалов. В системах отопления, холодного и горячего снабжения водой соединения меди со сталью, пластиком и латунью являются безопасными с точки зрения появления коррозионных процессов. А вот соприкосновение меди с оцинкованной сталью опасно для оцинкованных труб и приводит к их разрушению вследствие электролитических процессов. Во избежание выхода из строя трубопровода необходимо соединение осуществлять при помощи латунных фитингов, а току воды обеспечить направление от стали к меди.
Перед началом работ необходимо подготовить инструмент для монтажа медных труб системы отопления или снабжения горячей или холодной водой. Для этого понадобятся: труборез или ножовка по металлу, напильник или шабер, при наличии участков сложной конфигурации — трубогиб, газовая горелка или термофен.
Прокладка медного трубопровода своими руками начинается с нарезки трубы на участки предварительно рассчитанной длины. Затем необходимо очистить от заусенцев наружную и внутреннюю части трубы, при необходимости — выровнять срез. Использование трубогиба позволит не допустить сплющивания трубы и образования заломов, которые могут стать причиной снижения эксплуатационных качеств трубопровода в этих местах.
Если диаметры труб не превышают 15 мм, то радиус их изгиба должен составлять не меньше 3,5 диаметров, а если более 15 мм, то четырех диаметров. При гибке вручную качественный изгиб можно получить лишь при его радиусе, равном 8 диаметрам.
Несмотря на свою устойчивость к коррозии, медные трубы, из-за нарушения технологии изготовления, неправильной пайки и сильной загрязненности воды абразивными включениями, могут подвергнуться очень опасной язвенной коррозии. Труба корродирует в местах разрушения оксидной пленки. Одним из способов избежать возникновения этого процесса является установка фильтров на трубопроводах водоснабжения и отопления.
На современном строительном рынке медные трубы, благодаря своим уникальным эксплуатационным качествам, вполне успешно конкурируют с продукцией из стали, пластика и металлопластика, невзирая на свою высокую стоимость.
Соединение медных труб производится тремя способами: на компрессионных фитингах, посредством капиллярной пайки и при помощи пресс-фитингов. Каждый из этих способ имеет свои плюсы и минусы. Все зависит от того, в каких именно условиях планируется эксплуатировать сантехническую систему.
Соединения на обжимных (компрессионных) фитингах
Основное преимущество данной методики – простота монтажа, минимум вспомогательных инструментов. Справиться с такой работой сможет каждый человек, ведь нужно только лишь двумя ключами затянуть гайки. Недостатки соединения посредством фитингов: ограниченное максимальное давление (до 10 БАР) при температуре системы, равной 100 градусам.
При монтаже также крайне важно не допустить малейших перекосов. Если фитинги предназначаются для «мягких» труб, обязательно наличие специальной втулки-вкладыша. Последний фактор крайне важен, но им часто пренебрегают.
Соединения, выполненные капиллярной пайкой
Преимущества соединения пайкой: аккуратность и ровность швов, минимальное количество требуемого припоя, демократичность относительно стоимости. Эксплуатационные характеристики: максимальное рабочее давление 40 БАР при максимальной температуре системы 150 градусов. Для капиллярной пайки требуется наличие горелки (на пропане или ацетилене), флюса, припоя. Данный способ соединения медных труб требует от человека определенного опыта и знаний.
С пресс-фитингов
Преимущества монтажных работ без пайки: высокая надежность, средняя стоимость при быстрой окупаемости. Для выполнения работ без пайки, посредством пресс-фитингов, от человека требуется минимум знаний и умений. Соединить медные трубы таким способом – дело считанных минут.
Как соединить медные трубы со стальными?
Традиционно изделия из меди монтируются со стальными деталями посредством обжимных (компрессионных) фитингов. Технология работы:
Фитинг разбирается, затем в него вставляется труба, на которую предварительно надето обжимное кольцо и зажимная гайка.
Ручным способом гайка затягивается до самого упора. Важно следить за тем, чтобы не было никаких перекосов. Исходя из диаметров медной трубы или инструкции, указанной в паспортных документах или специальных таблицах, гайка затягивается на некоторое число оборотов посредством ключа. Обычно число оборотов составляет от ½ до ¼. Важно соблюдать рекомендованное число оборотов. В ином случае труба может деформироваться.
Соединить изделия из меди со стальными деталями довольно просто. Если вам что-то осталось непонятным, настоятельно рекомендуем просмотреть обучающее видео, где детально рассказывается, как смонтировать детали из меди со стальными трубами.
Технология монтажа
- При помощи трубореза или ножовки по металлу отрезается требуемый отрезок трубы;
Как соединить медные изделия?
- Отрезается, как и в предыдущем варианте, нужный отрезок изделия;
- Внешняя и внутренняя часть очищается от загрязнений посредством специального ерша или губки для меди;
- Труба вставляется в капиллярный фитинг до предела, наносится флюс, излишки которого можно удалить чистой тканью;
- Соединение нагревается посредством газовой горелки или специального строительного фена, наносится припой. Припой должен расплавиться и равномерно заполнить монтажный зазор;
- Ждем естественного остывания припоя. Остатки флюса убираются при помощи влажной и чистой ткани.
Теперь вы знаете, как соединить медные трубы несколькими способами. Если что-то в монтаже медных изделий кажется вам неясным, вы всегда можете изучить обучающее видео. В принципе, работа эта достаточно проста и ее можно выполнить самостоятельно, не прибегая к услугам профессионалов.
Метод основан на капиллярном подъеме жидкости (расплавленного припоя) по тончайшему зазору между стенками труб. Различают два вида пайки медных труб: низко- и высокотемпературную пайку. Разница в пайках в основном зависит от температуры плавления припоя. Для высокотемпературных паек используют тугоплавкие стержневые припои, для низкотемпературных — мягкие припои, свернутые в бухточки. Соответственно для нагревания труб при высокотемпературной пайке применяются ацетиленовые и пропановые горелки, для низкотемпературных порой достаточно, огня от паяльной лампы. Высокотемпературная пайка может применяться для всех видов медных разводок, включая коллекторы солнечного отопления, где трубы могут нагреваться до 250°C, низкотемпературная пайка более требовательна к температурам нагрева труб, тем не менее ее с успехом применяют в системах горячего водоснабжения и отопления. Каких-либо конструктивных различий в этих видах пайки нет, однако высокотемпературную пайку чаще используют при раструбных соединениях труб, а низкотемпературную — на соединениях труб фитингами с заплавленным в них припоем, хотя можно и наоборот.
Для монтажа медных трубопроводов используют три вида труб: мягкие (R 220), полутвердые (R 250) и твердые (R 290). В качестве параметра твердости (жёсткости) предлагается предел прочности на разрыв в МПа (Н/мм²). Мягкие трубы продаются свернутыми в бухты, полутвердые и твердые — прямыми стержнями. Принципиальное различие в этих видах труб, это давление транспортируемой среды, которое могут выдержать трубы. Самое большое давление выдерживают твердые трубы (290 Н/мм²), самое низкое — мягкие (220 Н/мм²). Давление, которое создается в квартирных и даже коттеджных трубопроводах, с успехом выдержат любые из этих труб. А если нужно построить паровую котельную или минипроизводство, то без расчета и составления проекта вам не обойтись, но это уже другая тема.
При раструбной пайке (рис. 36) используются мягкие, полутвердые либо твердые медные трубы с предварительно отожженным концом. Одному из концов трубы эспандером придают форму раструба, аналогичного раструбу канализационных труб, в него будет вставлен конец другой трубы. Необходимо помнить, что при отжиге концов твердых труб вы отпускаете металл и труба в месте соединения приобретает свойства мягкой трубы. Это обстоятельство нужно учитывать при проектировании трубопровода по критериям давления.
 Рис. 36. Соединение медных труб раструбной пайкой
Рис. 36. Соединение медных труб раструбной пайкой
Для изготовления раструба нужно использовать на эспандере только те головки, которые предназначены для данного диаметра трубы, тогда диаметр раструба автоматически получится чуть больше внешнего диаметра трубы. Обычно зазор между внутренними стенками раструба и внешними стенками вставляемой в раструб трубы составляет примерно 0,2 мм. Такой зазор обеспечивает «втягивание» расплавленного припоя и равномерное его распределение по всей внутренней поверхности раструба при любом положении трубы. Другими словами, пайка труб может производиться в любом положении, даже раструбом вниз, капиллярный зазор между трубами все равно «всосет» в себя расплавленный припой, который равномерно распределится по месту пайки. Использование «правильной» головки эспандера, это 80% успеха пайки — зазор между трубами и глубина раструба задается именно этим инструментом.
Сегодня изготовители труб выпускают готовые фитинги и соединительные муфты, на которых уже сделаны раструбы (рис. 37). Применение таких деталей делает трубопровод дороже, но зато полностью исключает «человеческий фактор», присутствующий при самостоятельном изготовлении раструба эспандером.
 Рис. 37. Фитинги из меди и ее сплавов для раструбной пайки
Рис. 37. Фитинги из меди и ее сплавов для раструбной пайки
Трубы в месте припоя покрывают флюсом (рис. 38), который выполнит роль смазки для припоя и «протравки» (очищения метала) для меди. При высокотемпературной пайке с припоями из серебра или с бронзы в качестве флюса используют буру. Ее смешивают с водой до получения вязкой кашицы. Флюс наносится без излишков только на поясок трубы, который будет сочленен с фитингом или раструбом, а не внутрь фитинга или раструба. После нанесения флюса рекомендуется сразу сочленить детали, чтобы исключить попадание на влажную поверхность посторонних частиц. Если по какой-то причине пайка будет происходить чуть позднее, то деталям лучше дождаться этого момента уже в сочлененном виде. Рекомендуется повернуть трубу в фитинге или раструбе, либо, наоборот, фитинг вокруг оси трубы, с тем чтобы убедиться, что флюс равномерно распределился в монтажном зазоре и почувствовать, что труба достигла упора. Затем необходимо удалить тряпкой видимые остатки флюса с внешней поверхности трубы.

 Рис. 38. Покрытие труб флюсом и пайка
Рис. 38. Покрытие труб флюсом и пайка
Для пайки медных труб используют прутки припоя диаметром 3 мм из сплавов меди и серебра или бронзы. После изготовления раструба либо при использовании готового фитинга с раструбом трубы вставляются друг в друга. Место соединения со всех сторон нагревается пропановой или ацетиленовой горелкой. Нагревание производится до тех пор, пока поднесенный и прижатый к раструбу пруток припоя не начнет плавится. С приобретением опыта время нагрева труб определяется по изменению цвета трубы — до достижения «красного свечения». Фитинги с резьбой для присоединения их к другим трубопроводам или к сантехническим приборам изготавливаются из бронзы и латуни и требуют при пайке более длительного нагрева. Для определения расхода припоя на одно соединение обычно пользуются следующим способом: пруток припоя сгибают в виде буквы Г, делая загиб чуть больше диаметра раструба. Как только место пайки будет прогрето до нужной температуры, припой прижимают к зазору между раструбом и вставленной в него трубой и ведут им вокруг трубы, не прекращая при этом нагревания соединения. Припой плавится и затекает в зазор. Нужно вплавить в зазор весь отогнутый конец припоя, не больше и не меньше. Увеличение расхода припоя ведет к тому, что он может протечь сквозь щель и заплавить внутреннее сечение труб уменьшение расхода припоя приводит к непропаиванию соединения.
При пайке труб нужно соблюдать элементарные меры безопасности для работы с открытым огнем. Работать нужно в брезентовых рукавицах, лучше вдвоем с помощником, удержание трубы производить в удалении от места нагрева. При работе в одиночку для временного закрепления труб использовать струбцины.
После остывания узел готов к эксплуатации — это самое надежное соединение медных труб и совсем несложное. Опыт пайки медных труб приходит быстро, а для тех, кто уже владеет техникой газовой сварки, понятен сразу. Правда, для нагревания труб нужно оборудование для газовой сварки. Иногда (для пайки соединений небольших диаметров) можно воспользоваться горячим воздухом мощного строительного фена, используя насадку, ограничивающую конус горячего воздуха, с тем, чтобы быстрее добиться нагрева. Другим способом нагрева без пламени являются электроконтактные устройства. Внешне они напоминают большие клещи со сменными медными головками для охвата труб разных диаметров.
По окончании пайки узла либо всего трубопровода его необходимо промыть, чтобы освободить внутренние полости от остатков флюса. Как уже говорилось, флюс работает не только смазкой для припоя, но и протравкой для меди, то есть по сути это агрессивный окислитель. А раз так, то и нечего ему больше делать внутри труб, его нужно оттуда удалить промывкой водой. С внешней поверхности труб вытекший флюс удаляют ветошью.
Пайка трубопроводов встык не допускается. Если необходимо соединить детали встык, то производят не пайку труб, а сварку. В принципе делаются практически те же операции, что и при высокотемпературной пайке, за исключением того, что не требуется применения флюса, а нагрев труб и фитингов увеличивается до температуры плавления металла.
Для низкотемпературных паек используют фитинги с заплавленным в них припоем. Внешне это такие же фитинги для раструбной пайки, но по поверхности раструба выдавлен поясок (рис. 39), внутрь которого производители залили припой еще на стадии изготовления фитингов. В фитинг может быть залит как тугоплавкий, так и легкоплавкий припой, благодаря которому могут выполняться оба вида пайки. Однако, чаще всего, в фитинги заливают легкоплавкий припой, поэтому соединения на таких фитингах относят к категории низкотемпературных паек.
 Рис. 39. Фитинги с заплавленным в них припоем
Рис. 39. Фитинги с заплавленным в них припоем
Технология соединения медных труб на фитингах с заплавленным припоем еще проще, чем на обычных фитингах. Трубы и фитинги обрабатываются точно так же, как было описано выше. Затем трубы вставляются в фитинги или соединительные муфты. Фитинги нагреваются огнем паяльной лампы либо горячим воздухом строительного фена, припой, заложенный в фитингах, расплавляется и растекается по раструбу, спаивая детали (рис. 40). Вот и вся технология: воткнул зачищенные и обработанные флюсом детали друг в друга, прогрел узел паяльной лампой и дал остыть.
 Рис. 40. Соединение медных труб фитингами с заплавленым в них припоем
Рис. 40. Соединение медных труб фитингами с заплавленым в них припоем
Соединение медных труб на низкотемпературной пайке можно применять для всех видов домовых трубных разводок, за исключением трубопроводов с высокими температурами (около 150–250°C), которых в обычном доме не бывает.


Отправить ответ