
Станок для изготовления керамзитоблоков
Содержание:
- 1 Технология производства керамзитоблоков
- 2 Производство керамзитоблоков своими руками
- 3 Какие станки используют для выпуска керамзитоблоков
- 4 Особенности самодельных станков
- 5 Технология производства керамзитблоков
- 6 Производители, характеристики и стоимость промышленного оборудования
- 7 Как сделать станок для керамзитных блоков своими руками?

Для полнотелых керамзитоблоков.
Размер блока — 390х190х190 мм
За 1 цикл вы сможете изготовить 1 блок.
В смену (8 часов) — до 160 керамзитоблоков.
В комплекте вы получаете 1 блок-форму и виброкрышку с эл/двигателем.
| Тип: | стационарное оборудование |
| Производительность в смену, шт: | 160 |
| Вес, кг: | 20 |
| Объем, куб.м.: | 0,06 |
| Мощность, Вт: | 180 |
| Напряжение, В: | 220 |
| Материал: | металл |
| Размер: | 520*230*460 мм |
Предназначен для производства:
- полнотелых блоков размером 390х190х190мм
- пустотелых блоков размером 390х190х190мм
- перегородочных блоков , полублоков, бордюров размером 390х190х95 мм.
За 1 цикл вы сможете изготовить 1 блок.
В смену (8 часов) — до 160 блоков.
В комплекте вы получаете 1 блок-форму, виброкрышку (с электродвигателем) и оснастку.
| Тип: | стационарное оборудование |
| Производительность в смену, шт: | 160 |
| Вес, кг: | 21 |
| Объем, куб.м.: | 0.06 |
| Мощность, Вт: | 180 |
| Напряжение, В: | 220 |
| Размер: | 520 х 230 х 460 мм |
Для полнотелых керамзитоблоков.
Размер блока — 390х190х190 мм
За 1 цикл вы сможете изготовить 1 блок.
В смену (8 часов) — до 210 керамзитоблоков.
В комплекте вы получаете 2 блок-формы и виброкрышку с эл/двигателем.
Вторая форма в комплекте — для увеличения производительности.
| Тип: | стационарное оборудование |
| Производительность в смену, шт: | 210 |
| Вес, кг: | 32 |
| Объем, куб.м.: | 0,11 |
| Мощность, Вт: | 180 |
| Напряжение, В: | 220 |
| Материал: | металл |
| Размер: | 520*460*460 мм |
Предназначен для производства:
- полнотелых блоков 390х190х190мм
- пустотелых блоков 390х190х190мм
- перегородочных блоков, полублоков, бордюров 390х190х95 мм.
За 1 цикл вы сможете изготовить 1 блок.
В смену (8 часов) — до 210 блоков.
В комплекте вы получаете 2 блок-формы, виброкрышку (с электродвигателем) и оснастку.
| Тип: | стационарное оборудование |
| Производительность в смену, шт: | 210 |
| Вес, кг: | 32 |
| Объем, куб.м.: | 0.11 |
| Мощность, Вт: | 0,18 кВт |
| Напряжение, В: | 220 |
| Размер: | 520 х 460 х 460 мм |
Для полнотелых керамзитоблоков.
Размер блока — 390х190х190 мм
За 1 цикл вы сможете изготовить 3 блока.
В смену (8 часов) — до 360 керамзитоблоков.
В комплекте вы получаете 3 блок-формы и вибростол с вибратором.
Главное отличие от комплекта "Строитель-оптима":
с этим комплектом вы получите вибростол, оснащенный мощным вибратором.
| Тип: | стационарное оборудование |
| Производительность в смену, шт: | 360 |
| Вес, кг: | 58 |
| Объем, куб.м.: | 0,25 |
| Мощность, Вт: | 250 |
| Напряжение, В: | 220 |
| Материал: | металл |
| Размер: | 740х430х480 мм |
Предназначен для производства:
- полнотелых блоков 390х190х190мм
- пустотелых блоков 390х190х190мм
- перегородочных блоков, полублоков, бордюров 390х190х95 мм.
За 1 цикл вы сможете изготовить 6 блоков.
В смену (8 часов) — до 900 блоков.
В комплекте вы получаете 6 блок-форм, вибростол на 6 форм (с вибратором) и оснастку.
Чем отличается "Гефест-6 с вибратором" от станка "Гефест-6" ?
Вы получаете станок, оснащенный мощным промышленным вибратором.
| Тип: | стационарное оборудование |
| Производительность в смену, шт: | 900 |
| Вес, кг: | 126 |
| Объем, куб.м.: | 0,45 |
| Мощность, Вт: | 250 |
| Напряжение, В: | 220 |
| Размер: | 1330х490х480 мм (вибростол) |
Предназначен для производства:
- полнотелых блоков 390х190х190мм
- пустотелых блоков 390х190х190мм
- перегородочных блоков, полублоков, бордюров 390х190х95 мм.
За 1 цикл вы сможете изготовить 6 блоков.
В смену (8 часов) — до 1100 блоков.
В комплекте вы получаете 12 блок-форм, вибростол на 6 форм (с вибратором) и оснастку.
Главное отличие от установки "Гефест-6 плюс":
В комплекте вы получаете вибростол, оснащенный мощным вибратором!
| Тип: | стационарное оборудование |
| Производительность в смену, шт: | 1100 |
| Вес, кг: | 153 |
| Объем, куб.м.: | 0,6 |
| Мощность, Вт: | 250 |
| Напряжение, В: | 220 |
| Размер: | 1330х490х480 мм (вибростол) |
Предназначен для производства:
- полнотелых блоков 390х190х190мм
- пустотелых блоков 390х190х190мм
За 1 цикл вы сможете изготовить 2 блока.
В смену (8 часов) — до 320 блоков.
Главное отличие от установки "УВК-10":
В отличие от УВК-10, данная установка оснащена мощным промышленным вибратором!
| Тип: | передвижная машина |
| Производительность в смену, шт: | 320 |
| Вес, кг: | 96 |
| Объем, куб.м.: | 1 |
| Мощность, Вт: | 250 |
| Напряжение, В: | 220 |
| Размер: | 1000х840х1100 мм |
Предназначен для производства:
- полнотелых блоков 390х190х190 мм
- пустотелых блоков 390х190х190 мм
За 1 цикл вы сможете изготовить 3 блока.
В смену (8 часов) — до 480 блоков.
Главное отличие от установки "УВК-26":
Данная установка оснащена мощным промышленным вибратором!
| Тип: | передвижная машина |
| Производительность в смену, шт: | 480 |
| Вес, кг: | 116 |
| Объем, куб.м.: | 1,2 |
| Мощность, Вт: | 250 |
| Напряжение, В: | 220 |
| Размер: | 1000х1040х1110 мм |
Предназначен для производства:
- полнотелых блоков 390х190х190 мм
- пустотелых блоков 390х190х190 мм
За 1 цикл вы сможете изготовить 4 блока.
В смену (8 часов) — до 640 блоков.
Главное отличие от установки "ПР-4":
Эта установка, в отличие от ПР-4, оснащена мощным промышленным вибратором!
| Тип: | передвижная машина |
| Производительность в смену, шт: | 640 |
| Вес, кг: | 156 |
| Объем, куб.м.: | 2 |
| Мощность, Вт: | 250 |
| Напряжение, В: | 220 |
| Размер: | 1410х1030х1360 мм |
Предназначен для производства:
- полнотелых блоков 390х190х190 мм
- пустотелых блоков 390х190х190 мм
За 1 цикл вы сможете изготовить 6 блоков.
В смену (8 часов) — до 960 блоков.
Главное отличие от установки "ПР-6":
Данная установка, в отличие от ПР-6, оснащена мощным промышленным вибратором!

Керамзитоблоки представляют собой блоки из керамзитобетона – разновидности «легкого» бетона. Этот материал пришел на смену популярным ранее шлакоблокам. Состав и технология изготовления керамзито- и шлакоблоков практически идентичны. Разница лишь в том, что в шлакобетоне заполнителем служил доменный шлак, что негативно сказывалось на морозостойкости и прочности кладки. После замены шлака на керамзит технические характеристики материала многократно улучшились, как и степень его экологичности.
Технология производства керамзитоблоков
Керамзитобетон – искусственный материал, изготовленный на основе цемента, воды и керамзита. Керамзит получают путем обжига легкоплавкой глины.
Он представляет собой округлые или овальные гранулы неправильной формы, которые имеют диаметр 4-8 мм. Более мелкие гранулы называют керамзитовым песком.
Гранула керамзита на изломе похожа по структуре на застывшую пену. Благодаря спекшейся оболочке, гранулы отличаются особой прочностью.
Линия по изготовлению блоков «под ключ» включает:
-
вибропресс с пультом управления; бетономешалку; эстакаду для установки бетономешалки с приемным лотком; формообразующую оснастку; формовочные поддоны.
Технология изготовления керамзитоблоков значительно отличается от процесса производства пеноблоков. Это обусловливает тот факт, что керамзитобетон обладает лучшими техническими качествами. Он не нуждается в дополнительном утеплении, и при разнице температур не образуется конденсат.
Технологический процесс можно разделить на следующие этапы:
-
приготовление смеси; формовка; затвердение с применением вибростанка; просушка изделий; транспортировка на склад.
Расчеты и технология строительства пристроек из керамзитоблока не отличается принципиально от строительства самого дома. Единственным условием является выполнение отдельно стоящего фундамента.
Видео о том, как правильно выполнить кладку керамзитоблоков своими руками при загородном строительстве можно найти в статье.
Приготовление смеси
На изготовление одного блока потребуется 0,01 м3 раствора. Как приготовить смесь и из чего определяется ГОСТом и ТУ и может несколько варьироваться.
Ориентировочные пропорции выглядят следующим образом:
-
керамзит – 60%; песок – 20-22%; цемент – 10%; вода – 8-10%.
При соблюдении таких пропорций получается крепкий материал, который имеет небольшой вес и отличается хорошей теплоизоляцией. Вес готового блока в сыром виде составляет 11 кг, в сухом – 9,5 кг.
Цемент для производства блоков должен быть свежим и идеально чистым. Желательно взять цемент марки М400 или М500. Керамзитового песка необходимо брать в 2 раза меньше, чем керамзита. Это позволит обеспечить оптимальную плотность материала.
Чтобы получить глянцевую поверхность, в раствор можно добавить клей для камня или плитки. Но при этом экологическая безопасность материала снижается. Также в раствор добавляют специальные воздухововлекающие добавки. Как правило, для этого используют древесную омыленную смолу.
Чтобы повысить прочность материала, в него добавляют пластификатор (около 5 г на 1 блок). Такой материал отличается более высокой водонепроницаемостью и морозостойкостью. Он более стойкий к образованию трещин и истиранию блоков.
Приготовление смеси для керамзитоблоков в бетономешалке типа «груша»:
Формовка
После смешивания компонентов раствор отправляют на формовку, где будущим блокам придается нужная форма и размер.
Затвердение с применением вибростанка
Для обеспечения твердения раствора используют вибростанок. Благодаря вибрациям, раствор в формах становится более плотным и приобретает требуемую структуру. Когда раствор достигает максимальной плотности, излишки смеси снимают с помощью стальной пластины.
Просушка изделий
Блоки отправляются на просушку прямо в формах. Она может производиться естественным путем или с помощью пропаривания в специальной камере.
Сушка продолжается около двух суток. Если в смесь был добавлен пластификатор, время сушки снижается до 6-8 часов.
Транспортировка на склад
Готовые блоки складируют в сухом помещении. После просушки они готовы к реализации и использованию.
Производство керамзитоблоков своими руками
Поскольку технология производства керамзитоблоков довольно проста и не предполагает значительных вложений, организовать изготовление материала можно и в домашних условиях. Все, что потребуется для этого, – приобрести сырье и специальное оборудование. При этом себестоимость одного блока будет составлять всего 18-20 рублей.
Оборудование для производства блоков
Чтобы минимально обеспечить производственный процесс по выпуску керамзитоблоков, понадобится:
-
вибростол; бетономешалка; формовочные поддоны из металла.
Можно приобрести вибропрессовочную установку, которая заменяет вибростол и формы.
Также потребуется помещение с ровным полом, системой электроснабжения, вентиляции и отопления и открытая площадка, которую можно использовать для сушки и хранения изделий.
На начальном этапе изготовления керамзитоблоков можно ограничиться оборудованием мощностью около 0,6 кВт и производительностью 20 блоков за 1 час. Купить его можно примерно за 2 тыс. рублей. Цена на более мощные станки на порядок дороже – около 30 тыс. рублей.
На фото — наиболее популярные станки для самостоятельного производства керамзитоблоков:

Как самостоятельно изготовить станок для изготовления керамзитобетона
Станок для производства керамзитоблоков можно изготовить своими руками. При этом его стоимость будет дешевле в 10 раз, чем у фабричного.
Самый элементарный вариант станка выполняется по схеме «несушка». Он состоит из формовочного ящика без дна (матрицы) и вибратора, который расположен на боковой стене. Чтобы матрицу было легко снять, ее следует оборудовать ручками.
Стандартный размер одного блока составляет 390*190*188 мм. Процент пустотности – не больше 30%. Пустоты могут иметь прямоугольную или круглую форму. Главное, чтобы пустотообразователь обладал конусностью, чтобы форму было легко снять с блока.
Чтобы изготовить матрицу, нужно вырезать заготовку по форме блока из листового металла от 3 мм толщиной. При этом нужно делать 5 см-вый запас для утрамбовки. Из заготовки нужно выполнить сквозной ящик, не имеющий дна. Сварочный шов необходимо делать снаружи.
Чтобы станок получился более устойчивым, с торцов следует приварить планки из тонких профильных труб и выполнить по периметру основания обивку из резины. Чтобы раствор не просыпался, необходимо сделать окаймляющий фартук.
Вибратор можно сделать из электродвигателя со стиральной машины с мощностью 150 Вт. Для этого необходимо выполнить смещение центров. На вал нужно прикрепить планку из металла с отверстием с края – эксцентрик. Параметры эксцентрика определяются экспериментальным путем.
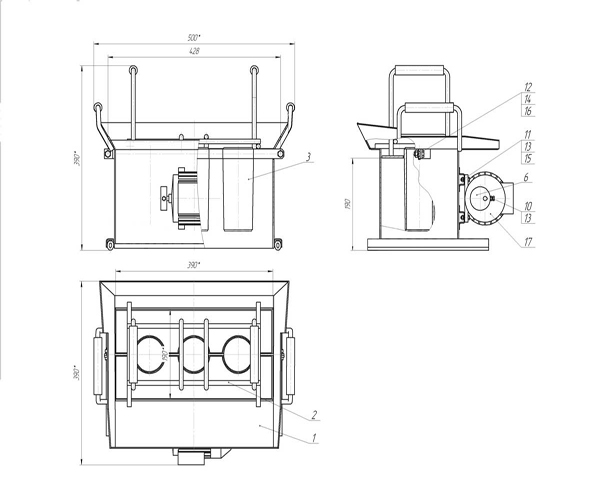
Пример чертежа станка для производства керамзитоблоков
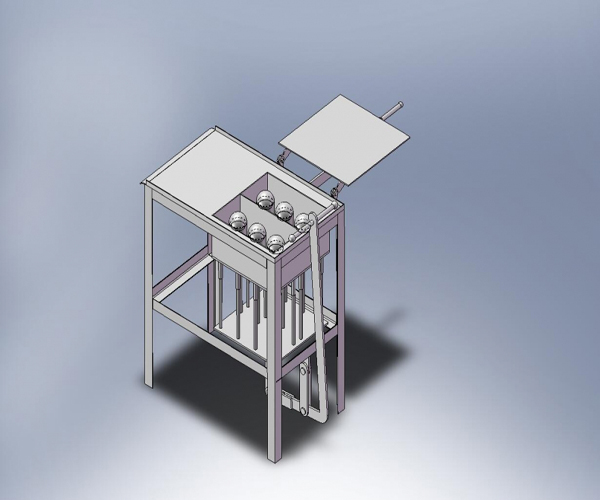
Компьютерная модель станка для керамзитобетонных блоков
Краткое описание процесса изготовления керамзитоблоков в домашних условиях
Приготовить смесь. Процесс замеса должен иметь такую последовательность:
-
заливается вода; засыпается цемент (при непрерывном помешивании) и перемешивается с водой; добавляется мелкий заполнитель, после этого – крупный; масса перемешивается до полусухого состояния.
Можно изготавливать блоки с различными наполнителями: керамзитом, отходами кирпича, опилками, пенополистиролом и др.
Поместить раствор в формы и отправить на прессовку.От плотности раствора во многом зависят свойства готового материала, поэтому обойтись без вибростанка не получится.
Отправить блоки на просушку. Складировать их удобнее всего в пирамидальные штабели с просветом 2-3 см между блоками. Чтобы изделие приобрело большую прочность, блоки желательно выдержать на воздухе около недели.
Достать готовые блоки из форм. Желательно приобрести формы со съемными бортиками, чтобы можно было вынимать изделия без повреждений. Поместить готовые изделия на склад или сразу отправить на реализацию.
На видео — все этапы процесса производства керамзитоблока своими руками, а также описание станка, необходимого для этого:
Сделать керамзитобетонные блоки самостоятельно довольно просто, и производство имеет высокий уровень рентабельности из-за низкой себестоимости материалов. Поэтому изготовление керамзитобетона – отличная идея для начинающих предпринимателей.

В массовом гражданском и промышленном строительстве применяют станок для производства керамзитоблоков заводского исполнения. Такие агрегаты обладают высокой мощностью, производительностью, удобством в эксплуатации. Ограничительной характеристикой промышленного оборудования является высокая стоимость.
Для уменьшения затрат используют самодельное оборудование для производства керамзитобетонных блоков. Станки, выполненные своими руками, позволяют изготавливать материал в короткие сроки с наименьшими затратами.
Какие станки используют для выпуска керамзитоблоков
Для выпуска керамзитобетонных блоков применяют следующие виды оборудования:
- заводского исполнения;
- самодельного изготовления.
Промышленные станки используются для изготовления большого количества строительных материалов. Используются на заводах, фабриках, домостроительных комбинатах.

Самодельные станки применяют для выпуска блоков своими руками в домашних условиях. Используют для возведения загородных домов, дачных коттеджей, гаражей, овощехранилищ и других хозяйственных построек.
Особенности самодельных станков
Виды оборудования для изготовления керамзитобетонных блоков:
- Ручные вибрационные станки.
- Передвижные механизированные станки.
- Вибрационные столы.
- Вибрационные прессы.
Ручные вибрационные станки
Состоят из электродвигателя и вибрационного стенда. Смесь укладывается в формы. Оборудование позволяет выполнять цельные или пустотные блоки. Техническая оснастка имеет стационарные или съемные пустотообразователи.

Основным достоинством оборудования являются небольшие габариты и относительно низкая стоимость.
Недостатком служит небольшая мощность и малая производительность. Все процессы проходят при непосредственном участии человека. Мощность оборудования не превышает 2,0 кВт.
Передвижные механизированные станки
Оснащены вибрационным оборудованием для керамзитобетонных блоков мощностью от 2 до 10 кВт. Для перемещения служат прицепные или съемные ролики. Для выполнения дополнительных функций оборудуются модульными системами.
Достоинством является возможность свободного перемещения, малые габариты, небольшая стоимость.
Недостатком служит невысокая производительность и энергоемкость оборудования.
Вибрационные столы

Представляют собой пространственную конструкцию с электродвигателем и вибрационным устройством. Поверхность стола состоит из стального поддона. Для его изготовления используется стальной оцинкованный лист толщиной от 3 мм с бортами.
Формы с залитой смесью устанавливаются на поддон. Под действием вибрации раствор утрамбовывается и принимает необходимую форму. После этого изделия отправляют на сушку.
Достоинством вибрационных столов является простота устройства, обслуживания, минимальная стоимость оборудования.
Недостатком является низкая производительность и большая доля ручного труда.
Вибрационные прессы
Используются на промышленных предприятиях. Обладают мощностью до 500 кВт. Оборудованы автоматикой и приборами неразрушающего контроля готовых изделий.
Оборудование работает в автоматическом и полуавтоматическом режиме на всех этапах производства. Производительность достигает 150 и более кубометров изделий в смену.
Технология производства керамзитблоков

Производство керамзитовых блоков состоит из следующих этапов:
- Приготовление рабочей смеси.
- Формование изделий.
- Предварительное затвердевание.
- Просушка изделий и набор прочности.
- Транспортировка керамзитобетонных блоков на склад.
Подготовка раствора
Для приготовления 100 кг рабочей смеси принимают следующие пропорции, кг:
Цемент марок М400 или М500 используют в сухом и чистом виде. Для получения глянцевой поверхности в смесь добавляют плиточный клей. Пластичность и укладываемость раствора повышают с помощью пластификаторов.
Химические добавки повышают морозостойкость и водонепроницаемость готовых изделий. Для увеличения пористости используют древесную омыленную смолу.
Бетонный раствор получают тщательным перемешиванием компонентов смеси. В бетономешалку или специальную емкость помещают взвешенное количество ингредиентов. Состав перемешивают в течение 2—3 минут.
Из готовой порции смеси получают 9—10 стандартных блоков размером 39?19?19 см.
Формовка изделий
Приготовленный состав укладывают в специальные стальные формы. После каждого использования формы ополаскивают чистой водой и протирают сухой ветошью.
Формы со смесью устанавливаются на вибрационный стенд. Под воздействием вибрации смесь в формах уплотняется. По мере осадки и уплотнения добавляют необходимое количество раствора. Излишки бетона своевременно удаляют.
После достаточного уплотнения готовые изделия в сушильную камеру.
Сушка и хранение

Высыхание проводят при температуре 50—60°C в течение 2 суток. По истечении указанного срока изделия сушат 25—26 дней на открытом складе в естественных условиях. Высушенный изделия отправляют на склад готовой продукции для последующей реализации.
Производители, характеристики и стоимость промышленного оборудования
Наибольшей популярностью среди специалистов пользуются разработки отечественных производителей. На российском рынке представлен большой ассортимент станков по изготовлению керамзитобетонных блоков. Самые известные из них представлены в таблице.
| Наименование оборудования | Основные технические характеристики | Производитель | Стоимость, руб. |
| Станок шлакоблочный «Сибирь» | Масса, кг — 12,4 |
Размеры, м — 0,45?0,38?0,33
Мощность установки, кВт — 0,12
Выработка, блок/смена — 320
Размер блоков, см — 39?19?19
Мощность установки, кВт — 0,55
Выработка, блок/смена — от 600 до 1500
Размер блоков, см — 39?19?19
село Незнамово
Кондор 1—90—ТБ
Размеры, м — 1,2х1,8х2,8
Мощность установки, кВт — 16,5
— 750 блок/смена (39х19х19 см);
— 1800 штук кирпича (25х12х88 см);
— 50 м2 тротуарной плитки (50?50 см).
Размеры, м – 6,4х4,9х2,6
Мощность, кВт — 21,6
— 1700 блок/смена (39х19х19 см);
— 4000 штук кирпича (25х12х88 см);
— 100 м2 тротуарной плитки (50?50 см).
Как сделать станок для керамзитных блоков своими руками?

Сделать станок по выпуску керамзитобетонных блоков своими руками по силам каждому человеку. Самодельное устройство целесообразно использовать для личного применения и производства блоков на продажу. В противном случае выгодно купить готовые блоки либо взять оборудование в аренду.
Основными элементами самодельного станка являются:
Для изготовления самодельного станка потребуются следующие инструменты и материалы:
- ручной сварочный агрегат;
- болгарка или ножовка по металлу;
- набор гаечных ключей;
- слесарные тиски;
- стальной лист толщиной 3 мм;
- стальные трубы диаметром 8—10 мм;
- электродвигатель мощностью до 1,2 кВт;
- крепеж (болты, шайбы, гайки, шплинты).
Порядок выполнения работ
Для упрощения процесса сборки рекомендуется воспользоваться технической документацией. Чертежи с подробным описанием процесса сборки приведены в технической литературе. Электронные версии журналов и книг по данной тематике можно найти в Интернет.
- Из листа металла изготавливают формовочный ящик. Размеры формовочного ящика подбирают в зависимости от требуемых размеров блоков.
- С внешней стороны торцевых стен формовочного ящика приваривают ручки. Они предназначены для переноски станка.
- Из труб изготавливают пустотообразователи. Высоту деталей принимают на 3—5 мм меньше высоты формовочного ящика. Трубы соединяют между собой стальной пластиной.
- С помощью сварки соединяют трубы и пластину в единую конструкцию.
- Полученную конструкцию с обоих сторон приваривают к торцевым стенкам формовочного ящика.
- Изготавливают ручной пресс. Для этого используют стальной лист на 1—2 мм меньше размеров формовочного ящика. В заготовке вырезают отверстия на 0,5—1,0 мм меньше диаметра трубы. По краям крышки приваривают ручки.
- С наружной стороны стенки формовочного ящика приваривают кронштейны для установки электродвигателя.
Устанавливают электродвигатель мощностью 0,5—1,0 кВт с пусковым механизмом. Для создания вибрации вал электродвигателя оснащают эксцентриком.


Отправить ответ