
Станок токарно винторезный 1к625д
Содержание:

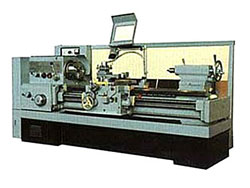
1К625Д — Токарный станок
Токарный станок 1К625Д применяются для различных операций связанных с металлообработкой деталей вращения. На станке можно обрабатывать цилиндрические, конусные и ступенчатые валы, подрезать торцы, выбирать канавки и галтели, нарезать резьбу. Обрабатываемые на станке заготовке могут иметь в качестве конструкционных материалов различные виды стали, чугуна, сплавы черных и цветных металлов, пластмассу, дерево.
Модель 1К625Д является модификацией металлорежущего станка 1К625. Как и родительская модель, 1К625Д выпускался заводом в нескольких вариантах с разными межцентровыми расстояниями. На станке можно применять режущий инструмент из быстрорежущей стали, резцы с твердосплавными пластинами.
Станок 1К625Д оптимально подходит для производства изделий средних размеров в условиях единичного или мелкосерийного производства, кроме того его можно использовать в инструментальных и ремонтно-механических цехах предприятий различных отраслей промышленности.
Максимальный диаметр обрабатываемой заготовки, мм:
над станиной: 500
над суппортом: 290
Максимальная длина обрабатываемой заготовки, мм: 1000, 1500, 2000
Размер внутреннего конуса в шпинделе: Морзе 6
Диаметр цилиндрического отверстия в шпинделе, мм: 55
Число ступеней частот вращения шпинделя: 23
Минимальная частота вращения шпинделя, об/мин: 12,5
Максимальная частота вращения шпинделя, об/мин: 2000
Число ступеней рабочих подач:
продольных: 42
поперечных: 42
Рабочие подачи, мм/об:
продольные: 0,70-4,16
поперечные: 0,035-2,08
Число нарезаемых резьб:
метрических: 45
дюймовых: 28
модульных: 38
питчевых: 37
Шаг нарезаемой резьбы:
метрической, мм: 0,5-192
модульной, модуль: 0,5-48
дюймовой, нит/дюйм: 24-15/8
питчевой, птч: 96-1
Быстрые установочные перемещения суппорта, м/мин:
продольного: 4,5
поперечного: 2,25
Размер внутреннего конуса в задней бабке: Морзе 5
Максимальное перемещение пиноли задней бабки, мм: 200
Поперечное смещение корпуса задней бабки, мм: ±15
Максимальное сечение резца: 25
Давление воздуха, МПа: 0,4. 0,6
Питание от электросети напряжением: 220/380 В (50Гц)
Мощность электродвигателя главного привода, кВт: 11 (7,5*)
Габаритные размеры станка 1К625Д, мм:
длина 2786, 3286, 3786
ширина 1221
высота 1500
![]()
ТПК СварКомплект — один из лидеров среди поставщиков компрессорного и сварочного оборудования в РФ
ПРЯМЫЕ ПОСТАВКИ — НИЗКИЕ ЦЕНЫ — ГАРАНТИЯ И СЕРВИС
Токарно-винторезный станок 1К625Д/1500
 Токарно-винторезный станок 1К625Д РМЦ=1500. Универсальный токарно-винторезный станок 1К625Д РМЦ=1500.
Токарно-винторезный станок 1К625Д РМЦ=1500. Универсальный токарно-винторезный станок 1К625Д РМЦ=1500.
Незаменимы при выполнении разнообразных токарных работ, например, для нарезания резьб: метрической, дюймовой, модульной, питчевой и архимедовой спирали.
Токарная обработка большинства материалов может производиться с ударной нагрузкой без изменения точности. Повышенная мощность главного привода станка, жесткость и прочность всех звеньев кинематических цепей главного движения и подач, устойчивость к вибрации, расширенный диапазон скоростей и подач обеспечивают выполнение на токарно-винторезном станке 1К625Д РМЦ=1500 высокопроизводительной резки как твердосплавным, так и минералокерамическим инструментом.
Металлорежущее оборудование, станки токарно-винторезны по ценам от производителя! Звоните!
Технические характеристики станка 1К625Д 1500
| Класс точности по ГОСТ 8-82 | H |
| Наибольший диаметр обрабатываемой заготовки, мм: над станиной над суппортом |
500 290 |
| Наибольшая длина обрабатываемой заготовки, мм | 1500 |
| Наибольшая длина хода каретки, мм | 1430 |
| Размер внутреннего конуса в шпинделе, М | Морзе 6 М80* |
| Конец шпинделя по ГОСТ 12593-72 | 6К, 6М* |
| Диаметр сквозного отверстия в шпинделе, мм | 55, 62* |
| Наибольшая масса устанавливаемой заготовки, кг закрепленного в патроне закрепленного в центрах |
300 1300 |
| Число ступеней частот вращения шпинделя прямого обратного |
23 12 |
| Пределы частот вращения шпинделя, мин прямого обратного |
12,5-2000 19-2420 |
| Число ступеней рабочих подач: продольных поперечных |
42, 56* 42, 56* |
| Пределы рабочих подач, мм/об продольных поперечных |
0.07-4.16 0.035-2.08 |
| Количество нарезаемых резьб, единиц: метрических дюймовых модульных питчевых архимедовой спирали |
45, 53* 28, 57* 38 37 5 |
| Пределы шагов нарезаемых резьб: дюймовых, число ниток на дюйм метрических, мм модульных, модуль питчевых, питч архимедовой спирали, дюйм архимедовой спирали, мм |
24…1.625 0.5-192 0.5…48 96..1 3/8”, 7/16” 8, 10, 12 |
| Наибольший крутящий момент, кНм | 2 |
| Наибольшее перемещение пиноли, мм | 200 |
| Поперечное смещение корпуса, мм | ±15 |
| Наибольшее сечение резца, мм | 25 |
| Габаритные размеры станка, мм длина ширина высота |
3286 1221 1500 |
| Масса станка, кг | 3484 |
| Привод станка | |
| Мощность электродвигателя привода главного движения, кВт | 11 |
| Мощность электродвигателя привода быстрых перемещений суппорта, кВт | 0.75 или 1,1 |
| Мощность насоса охлаждения, кВт | 0.12 |
| В комплект обязательной поставки входит: 1к625Д.130 — инструмент 1к62д.091 — патрон трехкулачковый, в т.ч.: центр 1-1-Н ГОСТ 8742-75 центр 7032-0035 ГОСТ 13214-79 центр 7032-0043 ГОСТ 13214-79 масленка МЖС или шприц 1к62д.000.000РЭ — руководство по эксплуатации |
1 компл. 1 шт. 1 шт. 1 шт. 1 шт. 1 шт. 1 шт. |

От всей души поздравляем Вас с праздником 9 Мая!
Разработка совершенных способов получения заготовок не уменьшает значения проверенной механической металлообработки. Резание металлов совершенствуется, сохраняя его основное достоинство – универсальность в формообразовании деталей. Ведь получение изделий сложной конфигурации часто возможно только фрезеровкой, шлифовкой, точением и др. Металлорежущие станки стали автоматическими, что важно для таких производств по выпуску бытовой техники, автомобилей, оружия, боеприпасов и прочих.
Станки стандартного типоразмера востребованы для экспериментальных или обслуживающих подразделений таких предприятий. Они занимают пространство в производственном помещении, потребляют немало электроэнергии и требуют затрат на сервис и ремонт. Но при этом их возможности значительно шире, чем у более компактных собратьев (настольного типа).
Такие станки целесообразнее использовать:
- Для производственных, ремонтных или инструментальных участков.
- Малые партии либо индивидуальное изготовление деталей.
- Предварительная и чистовая обработка с нормальным классом точности.
СОВЕТ: окончательный выбор делайте только после исчерпывающей консультации нескольких квалифицированных специалистов с рекомендациями и тщательного изучения мнений в интернете.
В первую очередь обращайте внимание на предложения по реализации станков складского хранения, в крайнем случае – капитально отремонтированных.

Краткое описание и назначение
Большинству пожеланий практически полностью соответствует токарно-винторезный станок 1к625. Этот агрегат – модифицированный вариант агрегата 1к62, который отличается от базовой модели в первую очередь большим допустимым диаметром заготовки для патрона и расширенным функционалом. Данное исполнение близко к лобовым станкам, т.к. допускает обработку массивных заготовок короткой длины и значительного диаметра на план-шайбе.
Приемлемая цена такого оборудования заинтересует многие предприятия – от небольших автомобильных СТО до производственных объединений федерального уровня. Токарный станок 1к625 с легкостью обточит металлические или пластмассовые детали. При обработке допустима ударная нагрузка, не влияющая на точность. Возможна работа твердосплавным или металлокерамическим инструментам по закаленным жаропрочным сталям и сплавам. Еще одна важная особенность агрегата состоит в том, что он при необходимости обеспечит силовое или скоростное точение.
Производство этого оборудования наладили на Московском станкозаводе «Красный пролетарий» им. А.И. Ефремова. Комплектующие и запчасти к ним есть в продаже, стоимость разумная.
Устроен токарно-винторезный станок 1к625 так. Его станину разносят на две опоры – переднюю и заднюю. Она является основным конструктивным элементом, который несет остальные узлы и части станка.
С левой стороны сверху на станину смонтирована передняя бабка. Внутри ее верхней части стоит коробка передач и шпиндель. На его выступающий конец посредством фланца крепится кулачковый патрон. Он служит для зажима заготовки и приведения ее во вращение. Справа на направляющих имеется задняя бабка, которую при необходимости можно переместить в продольном направлении относительно станины. Эту бабку фиксируют на нужной дистанции от патрона, которая зависит от длины заготовки.
Токарные резцы крепятся в резцедержателе, установленном на подвижную каретку суппорта. Их фиксация происходит за счет поворота болтов торцовым ключом. Сверла, метчики и другие подобные инструменты зажимают в патрон либо конусную муфту задней бабки.
Перемещение (подачу) резца в нужном направлении (вдоль или поперек вращающейся детали) осуществляет суппорт. Его приводом служит механизм фартука. Он в свою очередь вращается ходовым винтом либо валом. Первый вариант обеспечивает выполнение резьбы, второй – токарных операций. Скорость суппорта определяет настройка коробки подач.
В нижней части передней бабки, в моторном отсеке смонтирован приводной электродвигатель. Его вращение через т.н. гитару и комплект сменных зубчатых колес одновременно передается на шпиндель и фартук. Тем самым обеспечивается полноценное функционирование станка. Основными органами управления всеми узлами станка (суппорт, шпиндель и другие) являются переключаемые рукоятки. Внизу полость станины между опорными тумбами – корытообразной формы. Здесь скапливается образовавшаяся стружка и сливается охлаждающая деталь и инструменты эмульсия.
Общая схема электрооборудования токарного станка 1к625 – важный документ, нужный для подготовки его к первоначальному запуску в эксплуатацию, процессов ремонта и технического обслуживания.

Паспорт токарно-винторезного станка 1к625 информирует пользователя о перечне выполняемых технологических операций. Это:
- Отрезание и торцевание.
- Нанесение спирали Архимеда и четырех разновидностей резьбы (дюймовая, модульная, метрическая и питчевая).
- Точение (включая конусное), полирование, растачивание.
В качестве режущих допустимо использовать инструменты, изготовленные промышленным способом по нормативным документам. Страна их происхождения не важна.
Токарный станок 1к625 — технические характеристики
Допустимые размеры деталей под обработку:
- Диаметры заготовок – 500 (над станиной), 260 (над суппортом) и 45 мм (в полости шпинделя).
- Длина деталей – 1000, 1400 или 2000 мм (зависит от модификации оборудования).
- Количество видов резьбы – 44 метрических, 38 дюймовых, 20 модульных, 37 питчевых и 5 спиралей Архимеда.
Масса и габариты в зависимости от варианта исполнения:
- Размеры 3200 * 1200 * 1350 мм (при межцентровой длине 1000 мм).
- Масса 2410 кг.
Энергопотребление от сети составляет 10 кВт.
Особенности конструкции токарного станка 1к625
Точение конусов пологой формы на токарном станке 1к625 возможно благодаря особенностям его конструктивной схемы.
Так, 1-й метод обработки конусных поверхностей требует поперечного смещения корпуса задней бабки станка. В следствии этого продольная ось заготовки образует с осью центров угол, равный величине конусности. Резец при этом точит образующую поверхность конуса. Этот вариант не обеспечивает высокой точности изготовления, т.к. положение центровочных отверстий в торцах детали не корректно относительно центров бабок.
2-й способ пригоден для получения конусов малой высоты. Для этого требуется развернуть салазки суппорта с резцом на требуемый угол.
Самым удобным с точки зрения точности выполнения конуса и отсутствия ограничений по его высоте является применение линейки-копира. Ее закрепляют сзади станины на специальные кронштейны под нужным углом к оси центров. По копиру с плотным контактом движется ползун. Он с помощью пальца на направляющей штанге жестко связан с салазками суппорта станка. В результате одновременного сочетания продольного (суппорт) и поперечного (салазки) движения резец создает поверхность конуса.
Если в указанном выше копировальном приспособлении вместо конусной линейки использовать фасонную, режущий инструмент полностью повторит ее криволинейную форму. Помимо этого, возможно использование копировального суппорта, имеющего гидравлический привод. Тогда появляется возможность вытачивать на станке валы ступенчатой конфигурации.
Как заменить приводные клиновые ремни
Главным движением в токарно-винторезном станке принято считать вращение шпинделя. Он получает его от электродвигателя через клиновидные ремни со шкивами и коробку передач. Натяжение этих ремней требует периодической регулировки, а при недопустимом растяжении – немедленной замены.
Если при эксплуатации станка снижается крутящий момент его шпинделя – это свидетельствует о необходимости проверить натяжку ремней и подтянуть их. Снимают нижний кожух моторного отсека и немного отдают две гайки. Одна крепит клиновидный палец, зажимающий вертикальную ось плиты электродвигателя, другая – фиксирует саму плиту. Теперь, поворачивая гайку круглой формы против хода часов, добиваются нужной линии натяжения ремней. Затем затягивают гайки плиты двигателя в исходное положение и устанавливают на место кожух.
СОВЕТ: Операции по регулировке и обслуживанию станка доверяйте только квалифицированному персоналу, знающему устройство оборудования.
Основные отличия токарного станка модели 1к625д от базовой 1к625
- Диаметр детали, установленной выше станины, увеличен до 290 мм.
- Допустим размер круга внутри шпинделя составляет 53 мм.
- Продольных подач стало меньше (42).
- Скорость ускоренного перемещения суппорта выросла до 2,25 – 4,5 м/мин.
- Число разновидностей метрической и питчевой резьбы увеличилось до 45 и 38 ед., дюймовой – снизилось до 28.
- Мощность главного привода возросла до 11 кВт.
Размеры почти не изменились, а вес станка вырос до 3,1 т.


Отправить ответ