
Стопорение резьбовых соединений ост
Содержание:
Работа механических соединений часто происходит при воздействии внешних нагрузок. Они приводят к снижению надёжности конструкций. Для предотвращения такого эффекта на этапе сборки предпринимают меры увеличивающие прочность крепления. Одним из способов, решающих такую задачу является стопорение.

Его используют с целью надёжной фиксации болтов, винтов, шпилек и гаек. Разработаны различные способы удержания скрепленных механических соединений. Их применяют при креплении штырей сцепных приборов. Все системы крепления (фиксации) стандартизованы. Для резьбовых соединений ГОСТ устанавливает порядок, правила, последовательность применения различных приспособлений.
На практике применяют два основных способа:
- позитивное или жёсткое;
- фрикционное.
Сущность первого основана на применении специального фиксирующего элемента. Разъединение двух деталей крепежа невозможно без удаления этого элемента. Чаще всего необходимо произвести деформацию или механическое разрушение детали.
Во втором создаётся повышенное сопротивление благодаря применению специальных шайб, контргаек, других изделий. Этот метод менее надёжен, чем первый. С его помощью возможна разборка резьбового соединения без разрушения отдельных частей. Одной из разновидностей этого способа является упругое стопорение. Контрующим устройством служит упругая деталь повышающая силу трения между составляющими крепления.


Повышения стойкости резьбового крепления добиваются применением комбинированного метода. Он объединяет отдельные способы, детали, конструктивные элементы обоих методов.
Стопорение стопорными винтами
Надёжной фиксацией механического узла считается применение специального винта. Его вкручивают в гайку, шплинт или другой крепёж. В боковой поверхности делают отверстие с соответствующей резьбой. Шаг резьбы выбирается значительно меньше основного шага. Его преимуществом является возможность контровки крепежа в произвольном положении. Недостатком специалисты отмечают нарушение части основной резьбы, снижение надёжности главного соединения.
Стопорение болтов зависит от назначения, формы головки, глубины вкручивания.
Выбор крепежа определяется государственными, отраслевыми стандартами, техническими условиями.
Стопорение шплинтами
Фиксация крепежных деталей может осуществляться с помощью специально подобранных шплинтов. Данное металлическое крепление, изготовленное из проволоки. Конструкция имеет форму стержня с полукруглой головкой. Крепление производится благодаря разжиманию концов шплинта. С помощью шплинта производят установку болта, винта, шпильки в требуемое положение. В них просверливают отверстие способное пропустить шплинт. Он должен достаточно свободно заполнять отверстие. Допускается небольшое применение усилия. Далее после его вставки края загибаются, обеспечивая надёжную фиксацию.

Стопорение деформацией металла
Данный метод предполагает изменение внешней геометрии закрепляемого узла. К нему относятся следующие способы стопорение:
- кернением;
- применением деформируемых шайб;
- изменение геометрии резьбового соединения (деформация одного из элементов).
Достоинством считается возможность получить надёжное соединение любой конструкции. Основным недостатком считается необходимость изменения начальной формы одного из элементов резьбового соединения без дальнейшего восстановления.
Большую популярность получил для закрепления потайных винтов, болтов, шпилек.
Стопорение проволокой
На основании утверждённого стандарта допускается стопорение проволокой. Такой принцип называется обвязкой. Он имеет два способа фиксации:
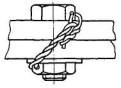
- стопорение между собой гайки и болта;
- фиксация гайки или болта к корпусу детали.
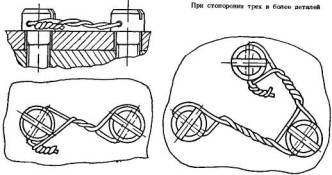
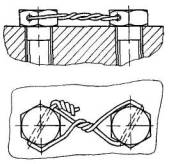
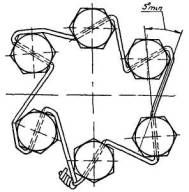
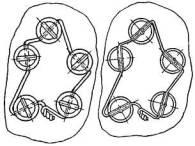
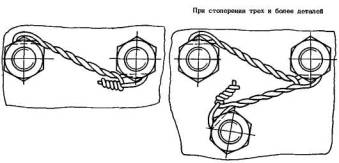
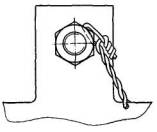
Для реализации этого метода в головках болтов или закреплённых гайках просверливают сквозные отверстия, через которые пропускают стальную проволоку. Их сверлят перпендикулярно поверхности фиксируемой детали. Проволокой обматывают (обвязывают) каждую деталь, зажимая их в требуемом положении. ГОСТ допускает стопорение одного конструктивного элемента или нескольких, создавая единую систему обвязки. Применение одновременной контровки группы гаек или болтов позволяет повысить надёжность всей конструкции. Повышения надёжности добиваются сверлением трёх отверстий. Крупногабаритные гайки обвязываются через шесть отверстий. Получатся бесступенчатая угловая фиксация.

Условием соблюдения надёжности фиксации является натяжение проволоки по направлению завёртывания гайки. Соблюдение этого направления способствует увеличению момента силы способствующей завёртыванию гайки (болта).
В противном случае происходит самопроизвольное раскручивание, что вызывает ослабление скрепляемой конструкции.
Государственные стандарты
Система выбора необходимого способа определяется принятыми государственными, отраслевыми стандартами и изложена в Единой Системе Конструкторской документации (ЕСКД). Она включает:
- ЕСКД Изображение резьбы (ГОСТ 2.311-68);
- отраслевой стандарт (ОСТ) 39502-77 (определяет способы, параметры и возможности различных видов крепления);
- все крепёжные изделия оговорены в ГОСТ 27017-86.
Для каждого вида фиксации резьбового соединения предусмотрен свой стандарт. Например, выбор пружинной шайбы производится на основании ГОСТ 6402-70.
Следовательно, все резьбовые соединения ГОСТ ЕСКД стопорятся на основании руководящих документов. Единая система конструкторской документации позволяет определить существующие способы предотвращения разъединений и выбрать необходимые детали для решения этих задач.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Анаэробные клеевые материалы применяются для стопорения и герметизации резьб любого диаметра взамен традиционных механических приспособлений. Это простой, надежныйи и экономичный способ придания устойчивости к действию вибрации, ударных нагрузок, вызывающих самоотвинчивание болтов и гаек.
Полностью заполняя пространство между витками резьбы, отвержденная клеевая композиция способствует равномерному распределению нагрузки по всей ее длине, устраняет утечку газа или жидкости.
Анаэробные клеевые материалы позволяют заменить тугие резьбы на резьбы с зазором, глухие отверстия на сквозные с использованием дешевых шпилек. Кроме того, исключается коррозия уплотняемой резьбы и обеспечивается повышенная стойкость к агрессивным средам.
Для соединений, не требующих разборки, необходимо выбирать анаэробный клеевой материал, обладающий высокой прочностью на сдвиг при отвинчивании. При необходимости последующей разборки соединения целесообразно применять низко-и средпепрочные составы.
Интервал рабочих температур анаэробных клеевых материалов составляет -6О. +15О°С.
| Марка | Максимальная резьба | Момент отвинчивания, Н*м | Время достижения ручной прочности при 20-25°С, мин | Время полного отверждения при 20-25°С, ч |
| Анатерм-112 | M12 | 30-50 | 5-10 | 3-8 |
| Унигерм-7 | М12 | 30-50 | 10-20 | 5-12 |
| Анатерм-111 | М36 | 30-50 | 5-10 | 3-8 |
| Унигeрм-10 (т) | М36 | 25-40 | 5-15 | 3-8 |
| Унигeрм-9 (т) | М36 | 30-50 | 10-20 | 5-15 |
| Анатерм-6К (т) | М36 | 25-35 | 20-40 | 12-24 |
| Унигeрм-8 (т) | М80 | 30-45 | 10-20 | 5-12 |
| (т)- тиксотропный | ||||
АНАЭРОБНЫЕ КЛЕЕВЫЕ МАТЕРИАЛЫ ДЛЯ РАЗБОРНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
| Марка | Максимальная резьба | Момент отвинчивания, Н*м | Время достижения ручной прочности при 20-25°С, мин | Время полного отверждения при 20-25°С, ч |
| Унигерм-2М | М12 | 5-12 | 20-30 | 5-12 |
| Унигерм-11 | М20 | 10-14 | 20-30 | 5-12 |
| Анатерм-114(т) | М36 | 3-12 | 5-10 | 3-8 |
| Анатерм-117М | М36 | 2-8 | 10-30 | 10-24 |
| Унигерм-6 (т) | М36 | 20-30 | 10-30 | 5-12 |
| Анатерм-8К | М40 | 5-10 | 20-40 | 10-24 |
| Анатерм-505 (т) | М80 | 2-5 | 20-30 | 3-8 |
| Анатерм-501 М | М80 | 2-5 | 30-40 | 5-12 |
| Анатерм-501 (т) | М80 | 2-5 | 40-60 | 12-24 |
| (т)- тиксотронный | ||||
Применение анаэробных клеевых материалов позволяет отказаться от использования контргаек, самостопорящихся винтов, пружинных и стопорных шайб, шплинтовки проволокой и других стопорящих элементов.
Для увеличения скорости отверждения анаэробных клеевых материалов производят предварительную активацию поверхности резьбовых соединений с помощью активаторов KB, КС пли К-101 М.
Для областей промышленности с повышенными требованиями к термической стойкости изделий применяют специальные марки анаэробных клеевых материалов. В отвержденном состоянии они сохраняют свои свойства и работоспособность до 200-250°С, кратковременно до 300°С.
СТОПОРЕНИЕ БОЛТОВ, ВИНТОВ ШПИЛЕК,
ОСТ 1 39502-77
Распоряжением Министерства от 25 октября 1977 года № 087-16
срок введения установлен с 1 июля 1978 года
1. СТОПОРЕНИЕ СТОПОРНЫМИ ШАЙБАМИ
2. СТОПОРЕНИЕ ШПЛИНТАМИ
3. СТОПОРЕНИЕ ДЕФОРМАЦИЕЙ МЕТАЛЛА
4. СТОПОРЕНИЕ ПРОВОЛОКОЙ
Проверен в 1986 г. Подлежит проверке в 1996 г.
(Измененная редакция, Изм. № 1, 2).
Настоящий стандарт устанавливает следующие типы стопорения болтов, винтов, шпилек, и гаек в резьбовых соединениях и штифтов:
— 1- стопорение стопорными шайбами;
— 2 — стопорение шплинтами;
— 3 — стопорение деформацией металла;
— 4 — стопорение проволокой.
В резьбовых соединениях могут применяться и другие типы стопорения, например, стопорение самоконтрящимися гайками, пружинными и зубчатыми шайбами, контргайками.
(Измененная редакция, Изм. № 1, 2).
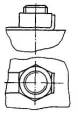
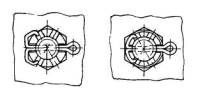
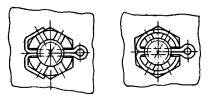
1.1. Стопорение по типу 1 должно соответствовать указанному на черт. 1, 2 и 3.
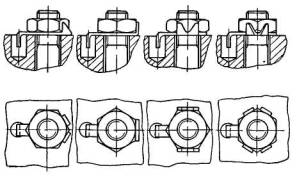
(Измененная редакция, Изм. № 1).


* Размер для справок
(Измененная редакция, Изм. № 1).
Изображение гайки и шайбы, расположенных справа заменяются ® ® ® ®
(Измененная редакция, Изм. № 1).
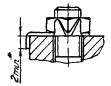
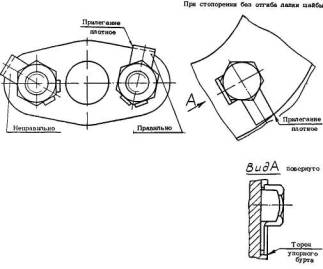
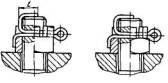
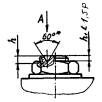
1.2. Загиб лепестков шайбы на грани шестигранника гайки (болта) производить в положении шайбы развернутой в сторону отвинчивания по ее упора носком в гнезде детали (черт. 4) или лапкой в торец детали (черт. 5).

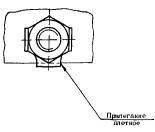
1.3. Загнутая лапка шайбы должна плотно сопрягаться с деталью. Допускается зазор между шайбой и деталью в месте изгиба лапки и лепестка шайбы.
(Измененная редакция, Изм. № 2).
1.4. Установка шайб на фланце и загиб папок шайб или их упор в торец бурта должны исключать возможность разворота шайб в сторону отвинчивания (черт. 6). При стопорении без отгиба лапки шайбы выступание лапки относительно торца упорного бурта не допускается.
1.5. Подгонку совпадения лепестков шайбы с гранями гайки (болта)производить путем подтяжки гайки (болта)на угол не более 30 ° или замены гайки (болта).
Подгонка путем отворачивания гайки не допускается.
При подтяжке гайки (болта) превышение максимально допустимого крутящего момента затяжки не допускается.
(Измененная редакция, Изм. № 2).
1.6. Лепестки шайб должны быть поджаты к граням гаек.
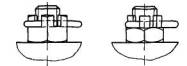
1.7. Загиб лепестков шайбы может производиться как на одну, так и на две грани гайки (болта). Загиб на грань усиленных лепестков производить той частью отгибаемого лепестка, которая обеспечивает наибольшую площадь контакта с гранью болта (гайки).
1.8. Не допускаются:
— срез или сдвиг материала, трещины и надрывы в месте загиба лепестков шайбы;
— забоины и расплющивание лепестков шайбы при загибе;
— производить загиб лепестков более одного раза;
— выступание лепестков над гайкой (болтом) более чем на 2 мм;
— удары молотком по месту загиба лепестков шайбы;
— оставлять незагнутыми лепестки шайбы.
1.9. Загиб лепестков шайбы должен производиться специальными щипцами согласно технологии на сборку изделия. В труднодоступных местах разрешается производить загиб лепестков шайбы с помощью специальных оправок или выколоток из меди и алюминиевых сплавов.
(Измененная редакция, Изм. № 1).
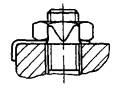
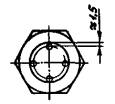
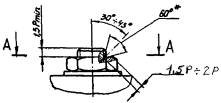
2.1. Стопорение по типу 2 должно соответствовать указанному на черт. 7, 8 и 9.
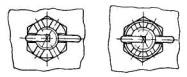
d — диаметр болта, винта, шпильки
2.2. Совмещение отверстия под шплинт в болте, винте и шпильке с прорезью в гайке должно производиться путем подтяжки гайки на угол не более 30 °, путем замены гайки или болта, винта, шпильки или подбором толщины шайб.
Подгонка путем отворачивания гайки не допускается.
При подтяжке гайки превышение максимально допустимого крутящего момента затяжки не допускается.
* Применять в труднодоступных местах
(Измененная редакция, Изм. № 2).
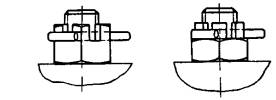
2.3. Шплинт должен входить в отверстие свободно или под незначительной безударной нагрузкой.
2.4. Шплинт должен утопать в прорези гайки. Допускается выступание шплинта над прорезью гайки на величину не более 0,4 от номинального диаметра шплинта.
— неплотное прилегание концов шплинта к поверхности гайки в пределах 0,1 ¸ 0,3 мм;
— касание отогнутых концов шплинта резьбы болта, винта, шпильки;
— откусывание шплинтов с последующим снятием заусенцев.
При необходимости на нарушенные в результате откусывания места наносится лакокрасочное покрытие, назначаемое разработчиком изделия.
(Измененная редакция, Изм. № 1).
2.6. Не допускаются:
— смятие головки шплинта;
— надрывы и трещины на концах шплинта;
— расплющивание и перекручивание концов шплинта;
— раскачивание шплинта после установки;
— использование шплинта более одного раза.
2.7. Загиб концов шплинта на грани гайки должен производиться выколоткой из меди или алюминиевых сплавов, заправка концов шплинта в прорези гаек — тупой отверткой.
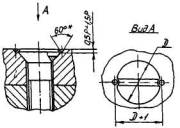
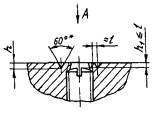
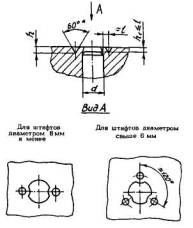
3.1. Стопорение по типу 3 должно соответствовать указанным:
— на черт. 10, 11 и 12 — для болтов, винтов и шпилек;
— на черт. 13 и в табл. 1 — для установочных винтов;
— на черт. 14 и в табл. 2, на черт. 15 и в табл. 3 — для цилиндрических штифтов;
— на черт. 16 — для конических и цилиндрических штифтов.
(Измененная редакция, Изм. № 1).
Кернение с торца
с резьбой М4 ¸ М8
с резьбой свыше М8

(Измененная редакция, Изм. № 1).
Кернение в резьбу
с резьбой М4 ¸ М8
с резьбой свыше М8

(Измененная редакция, Изм. № 1).
* Размеры обеспеч. инстр.
Кернение в шлиц
Кернение установочных винтов
Для неразъемных соединений
с резьбой М6 и менее
с резьбой свыше М8
* Размер обеспеч. инстр.
(Измененная редакция, Изм. № 2 ).
Кернение цилиндрических штифтов
* Размер обеспеч. инстр.
Диаметр штифта d
(Измененная редакция, Изм. № 2).
Зачеканка цилиндрических штифтов
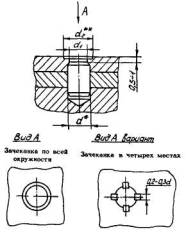
* Размер для справок
** Размер обеспеч. инстр.
Диаметр штифта d
Зачеканка конических и цилиндрических штифтов
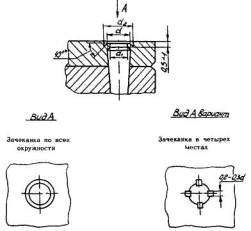
* Размер обеспеч. инстр.
(Измененная редакция, Изм. № 1).
3.2. При кернении в резьбу кернер ставить в месте выхода болта, винта, шпильки из гайки.
3.3. Размеры и расположение точек кернения не контролировать.
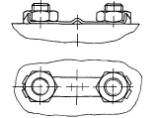
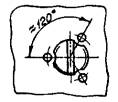
4.1. Стопорение по типу 4 должно соответствовать указанному на черт. 17-22.
(Измененная редакция, Изм. № 1).
(Измененная редакция, Изм. № 1, 2).
Гайки изображены условно. Данное исполнение может применяться и на шестигранных головках болтов
(Измененная редакция, Изм. № 1).
При стопорении трех и более деталей (исполнения 4.1 и 4.4) количество болтов или гаек, стопорящихся одной проволокой, устанавливается конструкторской документацией или технологией изготовления изделия.
(Измененная редакция, Изм. № 2).
4.2. Проволока должна располагаться таким образом, чтобы при приложении к ней произвольно ориентированной нагрузки происходила затяжка резьбового соединения.
4.3. Проволока должна быть перевита без зазоров между витками. Под витком понимается один полный оборот одного конца проволоки относительно другого. Количество витков должно быть не менее трех на длине 10 мм для проволоки диаметром до 0,8 мм включительно и не менее двух на длине 10 мм для проволоки диаметром более 0,8 мм. По согласованию с заказчиком допускается уменьшать количество витков в перевивке до 1,5 .
(Измененная редакция, Изм. № 2).
4.4. В труднодоступных местах при малых расстояниях между стопорящимися деталями допускается проволоку не перевивать.
Примечание . Труднодоступные места устанавливаются по эталонным образцам изделий, согласованным с заказчиком.
(Измененная редакция, Изм. № 1).
4.5. Концы проволоки должны быть перевиты (3-4 витка) и поджаты.
4.6. При выполнении стопорения надрывы и перекручивание проволоки не допускаются.
4.7. Проволока должна быть туго натянута, прогибы, и слабина не допускаются.
Пример записи в конструкторской документации стопорения исполнения 2,1:


Отправить ответ