
Сварка постоянным током прямой и обратной полярности
Содержание:
- 1 Влияние полярности при сварке
- 2 Особенности сварки постоянным током (общие положения)
- 3 Сварка током прямой полярности
- 4 Сварка током обратной полярности
- 5 Управление процессом сварки
- 6 Оборудование, экипировка, техника безопасности
- 7 Значение полярности для сварки
- 8 Виды сварки
- 9 Технология ручной сварки дугой
 Сварку с применением силы постоянного тока различают двух основных видов:
Сварку с применением силы постоянного тока различают двух основных видов:
процесс сварки с прямой полярностью; процесс сварки с обратной полярностью.
В первом случае к электроду подведён минус, в то время как к изделию плюс. Сварка постоянным током обратной полярности подразумевает ситуацию, когда изделие получает минус, а электрод – плюс.
Влияние полярности при сварке
На что оказывает влияние полярность постоянного тока?
Сварка прямой и обратной полярностью образует на кончике электрода катодное и анодное пятно. В процессе сварки катодное пятно образуется на минусе, в то время как анодное – на плюсе.
В районе анодного пятна температура намного больше (до 3900 о С), нежели в районе катодного пятна (до 3200 о С). Во время сварки прямой полярности большая часть тепла концентрируется на самом изделии, из-за чего происходит углубление корня шва.
Именно поэтому сварка обратной полярностью применяется в основном на изделиях из тонколистовой стали или при необходимости сварки легкоплавких металлов. Сварку с обратной полярностью практикуют также при работе с нержавеющими, легированными и высокоуглеродистыми сталями, которые очень чувствительны к перегреву.
ВАЖНО: во время сварки с переменным током, полярность может изменяться очень резко (до 100 раз за секунду), поэтому правило соблюдения полярности при таком процессе отсутствует.

Особенности сварки постоянным током (общие положения)
Независимо от того, какая полярность сварочных электродов применяется в работе, сварка прямой и обратной полярностью имеет некоторые особенности:
- рекомендуется применять прижимную струбцину (она не позволит повредить свариваемую деталь в том месте, где подсоединяется кабель с отрицательным или положительным зарядом из-за появления микрозарядов);
- в сравнении с процессом с применением переменного тока сварка с использованием постоянного тока признана более «аккуратной», то есть при работе не образуется такого количества брызг металла, а сам сварочный шов более ровный;
- из-за того, что катод и анод всегда нагреваются не одинаково, от метода подключения будет зависеть, сколько с плавящегося электрода будет переноситься металла на обрабатываемую деталь.

Сварка током прямой полярности
Прямая полярность сварки – это сварка деталей, к которой сварочный кабель подключён с клеммой «+» сварочного аппарата. На электрод в это время поступает отрицательный заряд через электродный держатель.
Так как на аноде, который является положительным полюсом, температура намного выше, ток прямой полярности лучше всего использовать в работе с деталями из толстостенной стали. Характерной особенностью полярного типа подключения принято считать тот факт, что наиболее эффективная сфера его применения та, где требуется как можно выше температура.
Сварка током обратной полярности
Сварка постоянным током обратной полярности подразумевает подключение к свариваемой детали отрицательного заряда клеммы с «–». На электрод в это время поступает положительный заряд через электродный держатель.
Сварка обратной полярностью обеспечивает выделение большего количества тепла на электроде, в то время, когда нагрев детали, наоборот, уменьшается. Благодаря этому производится более «деликатная» сварка, которая существенно снижается вероятность образования прожига в детали.
Именно поэтому такой тип сварки рекомендуется применять в случаях необходимости сварки тонких листов стали, легированной или нержавеющей стали, других сплавов, которые чувствительны к перегреву.

Управление процессом сварки
Сварка постоянным током (полярность) – это задача прогреть как можно лучше основной металл до расплавления, чтобы образовалась сварочная ванна. Если, к примеру, ток будет слишком мал, то сварочная поверхность металла не будет прогрета надлежащим образом. Если же ток будет слишком высок, то металл прогреется настолько хорошо, что дуга будет проникать внутрь, отталкивая металл назад.
Прямая полярность сварки помогает организовать такую среду, в которой сварочная ванна будет растекаться, движением электрода можно будет легко руководить всем сварочным процессом.
Чем быстрее будет передвигаться электрод, тем меньше тепла будет поступать на поверхность основного металла, поэтому он будет не так хорошо прогреваться. Если перемещать электрод медленнее, то тепла будет поступать больше, следовательно, металл будет прогреваться значительно лучше.
ВАЖНО: профессиональные сварщики сразу ставят чуть больше ток сразу, а скорость сварки просто регулируют электродом (скоростью его перемещения по поверхности свариваемого изделия). Во время окончания шва рекомендуется наплавлять немного больше металла, чтобы не образовывался кратер.

Еще по этой теме на нашем сайте:
- Что такое журнал сварочных работ – пример заполнения сварщиком
Этот вид журналов относится к технической документации. В этом документе отражается полный объем всех работ, выполняемых сварщиком. Кроме этого, здесь отражено качество, время выполнения той.
Сварочные швы и соединения — виды сварочных швов и обозначения
Сварочные соединения используются во многих отраслях промышленности. Такое соединение применяется для неразъемного скрепления различных металлических элементов с помощью расплавления. В результате этого образуются сварочные швы.
Дефекты сварочных швов — проверка и контроль сварочных швов
Все встречающиеся дефекты швов можно разделить на три группы. В статье для большей наглядности представлены сварочные швы (фото) и их изъяны.
Где можно купить сварочную проволоку для полуавтомата
Чтобы купить сварочную проволоку для полуавтомата, надо хорошо разбираться в этом изделии и знать его среднюю стоимость. Для каждого конкретного случая требуется материал с такими.
Вы купили сварочный аппарат и желаете освоить сварку инвертором для начинающих.
Трудностей бояться не стоит! Инверторный аппарат прост в обращении, любой человек без опыта и знаний сможет в короткие сроки овладеть процессом сварки.
Оборудование, экипировка, техника безопасности
Техника безопасности . Сварочное производство связано с электрическим напряжением, в простонародье — ток. Ток невидим, но способен поразить человека до летального исхода.
Проверяем сварочные кабеля на исправность и подсоединяем к инверторному оборудованию. Обратный кабель с прищепкой на металл к минусовому разъему. Кабель с электрододержателем к разъему +. Электрод вставляем в электрододержатель.

При подключении аппарата к сети визуально оцениваем токонесущие кабеля на исправность. Убедились в исправности кабелей, включаем вилку в розетку и тумблер на приборе, предварительно установив регулятор тока в наименьшее значение. Если вентилятор охлаждения заработал ровно, без треска и шума, значит все хорошо.
Вес металла. При соединении тяжелых конструкций, соблюдайте меры предосторожности. Многотонные изделия при обрушении могут привести к летальному исходу или инвалидности.
Экипировка . Сварочное производство связано с высокой температурой. Сварщик должен иметь:
- холщовые рукавицы (краги);
- робу (специальный костюм);
- маску со светофильтром;
- респиратор для работы в замкнутых пространствах;
- ботинки на резиновой подошве.
Краги применяются при сварке на высотах, когда руки поднимаются вверх, а рукавицы в остальных случаях.
- сварочный аппарат;
- молоток;
- щетка;
- электроды.
Электроды подбираются под металл (углеродность, добавки) и по диаметру, от толщины металла и технических характеристик инвертора.
Основы сварки инвертором
Для начинающих, опытные сварщики советуют кабель держака приложить к телу, прижать локтем руки и обернуть его вдоль предплечья (от локтя до кисти), взять держак в руку. Так плечевой сустав будет тянуть кабель, а рука с кистью останутся свободными.
Способ поможет с легкостью манипулировать рукой.

Правильное расположение кабеля на предплечье. С голыми руками работать не стоит.
Если держак взять просто в руку без обмотки предплечья кабелем, то в процессе сварки рука устанет и кистевые движения приведут кабель в болтающие движения. Что отразится на качестве сварного соединения.
Как варить инверторной сваркой правильно ? Устанавливаем на аппарате сварочный ток согласно диаметру электрода, типу соединения и положению сварки. Инструкция по настройке имеется на аппарате и пачке электродов. Принимаем устойчивую стойку, локоть отводим от тела (прижимать нельзя), одеваем маску и начинаем процесс.
Сварку инвертором для начинающих лучше начинать с металлических заготовок более 20 см.

Известно, что новичок, одевая маску и зажигая дугу перестает дышать, пытаясь на одном дыхании проварить всю длину заготовки. При коротких изделиях, появится привычка варить на одном дыхании. Поэтому, тренируйтесь на длинных заготовках, учась правильно дышать при сварке.
Заготовки (пластины) на рабочем столе можно положить в горизонтальной плоскости — вертикально к себе или горизонтально, без разницы.
Зажатый в держателе электрод вначале сварки ставите под углом 90 градусов (перпендикулярно) и отводите в сторону шва на 30-45 градусов. Зажигаете дугу и начинаете движение.
- Если сварка выполняется углом назад, то наклон 30-45 градусов идет в сторону шва.
- Если соединение происходит углом вперед, то наклон электрода от шва.

Расстояние между свариваемой поверхностью и электродом 2-3 мм, представьте, что вы ведете карандаш по листу бумаги.
Учтите, при сварке электрод сгорая уменьшается — постепенно приближайте плавящийся стержень к поверхности на расстояние 2-3 мм и удерживайте угол наклона 30-45 градусов.
Смотрите полезное видео, как научиться варить электросваркой для начинающих:
Как новичку научиться варить сварочным инвертором?
Сначала учимся зажигать и держать дугу. Чувствуйте грань, когда приближать электрод при сгорании к свариваемой поверхности, чтобы дуга не прерывалась.
Зажигают электрод двумя способами:

Новый электрод зажигается легко. У работающего стержня появляется шлаковая пленка, препятствующая поджигу. Нужно просто подольше постучать для разбития пленки.
- На инверторных аппаратах для облегчения зажигания дуги встроена функция Hot Start.
- Если новичок быстро приближает электрод к поверхности, включается функция Arc Force (форсаж дуги, антизалипание), увеличивает сварочный ток, предотвращая залипание электрода.
- При залипании плавящегося стержня, функция Anti Stick отключает ток, предотвращая перегрев инвертора.
Видео: что такое форсаж дуги на сварочном инверторе и как его применить.
Новичку лучше сначала учиться на ниточном шве, электрод ведется ровно, без колебательных движений.
После освоения ниточной технологии, переходите к свариванию металла с колебательными движениями. Которые применяются при толстом металле для прогрева, задерживая электрод в определенной точке с помощью движений — елочкой, зигзагами, спиралью или своим методом.

Виды колебательных движений
В начале соединения проводим слева-направо несколько движений образуя сварочную ванну и пошли вдоль шва делая колебательные движения. Угол наклона электрода 30-45 градусов. После прохода отбиваем шлак молотком и зачищаем щеткой. Берегите глаза, одевайте очки.
Совет: в конце сварочного шва, делаете колебательные движения в стороны и убираете электрод в сторону наплавленного металла. Эта хитрость придаст сварному соединению красоту (избавит от кратера).
Видео: как варить угловое соединение, встык и внахлест.
- однопроходные (одним проходом восполняется толщина металла);
- многопроходные.
Однопроходной шов выполняется на металлах до 3 мм. Многопроходные швы накладываются при больших толщинах металла.
Сварщики проверяют качество шва молотком — наносят удар рядом со швом. Если шов гладкий, без неровностей, то после удара шлак слетает полностью, ему не за что зацепится. Важно подбирать правильный температурный режим: перегретый шов (каленый) сломается, недогретый — риск непровара.
Ток подбирают исходя от диаметра электрода, в теории 30 А на 1 мм диаметра электрода.
Прямая и обратная полярность при сварке инвертором
Рассмотрим полярность при сварке инвертором. При соединении на постоянном токе, движение электронов постоянное, что уменьшает разбрызгивание расплавленного металла. Шов получается качественным и аккуратным.
На аппарате имеется выбор полярности. Что такое полярность — это направление движения электронов в зависимости от подключения кабелей к разъемам оборудования.

- Обратная полярность при сварке инвертором — минус на заготовке, плюс на электроде. Ток течет от минуса к плюсу (от заготовки на электрод). Электрод нагревается сильнее. Применяется для сварки тонких металлов, уменьшен риск прожога.
- Прямая полярность — минус на электроде, плюс на заготовке. Ток движется от электрода к заготовке. Металл греется больше электрода. Применяется для сварки толстых металлов от 3 мм и резке инвертором.
На пачке с электродами указывается полярность, эта инструкция поможет правильно подсоединить провода к оборудованию.
Сварка тонкого металла инвертором
Суть соединения тонких пластин сводится к подбору электродов малого диаметра и настройке сварочного тока. Например, для металла толщиной 0,8 мм берут электроды диаметром 1,8 мм. Ток на инверторе выставляют в 35 А.
Технология происходит прерывистыми движениями. Посмотрите видеоролик, где подробно показывается соединение тонких пластин.
Как резать металл сварочным инвертором
Чтобы правильно прожечь отверстие в трубе, на аппарате выставляем ток 140 А для электрода в 2,5 мм. Зажигаем электрод, ставя его на одном месте для прогрева металла и вдавливаем. Передвигаем электрод на новое место, прогреваем и вдавливаем. Постепенно, прорезаем в трубе отверстие.

Пластину при резке лучше ставить вертикально, чтобы расплавленные сопли стекали вниз. Если резать в горизонтальном положении, то снизу реза застынут сосульки. Вот и все хитрости!
Новичков терзает вопрос, какая полярность проводов при резке инвертором лучше?
- При резке электросваркой — прямая полярность предпочтительней. Зона расплавления узкая, но глубокая.
- При обратной полярности — зона расплавления широкая, но неглубокая.
Резать электросваркой не рекомендуется (происходит выплавление металла из зоны реза). Лучше взять болгарку и отрезать нужный кусок.
Направление движения электронов регулируется с помощью полярности путём переключения проводов на клемму «плюс» или «минус». То есть, при работе со сваркой постоянного тока возможны два варианта настройки:
- Прямая полярность. Минус подключён к электроду, плюс на клемме «земля». В этом случае ток движется от электрода к заготовке, и металл греется сильнее.
- Обратная полярность. К электроду подсоединяется плюс, на клемму «земля» — минус. Движение тока от минуса к плюсу (от заготовки к электроду) создаёт более сильный нагрев.
Прямая и обратная полярность подключения при сварке инвертором используется в зависимости от поставленных задач и качества материалов. При переменном токе тип подключения неважен, а при постоянном есть возможность менять полярность вручную.
Значение полярности для сварки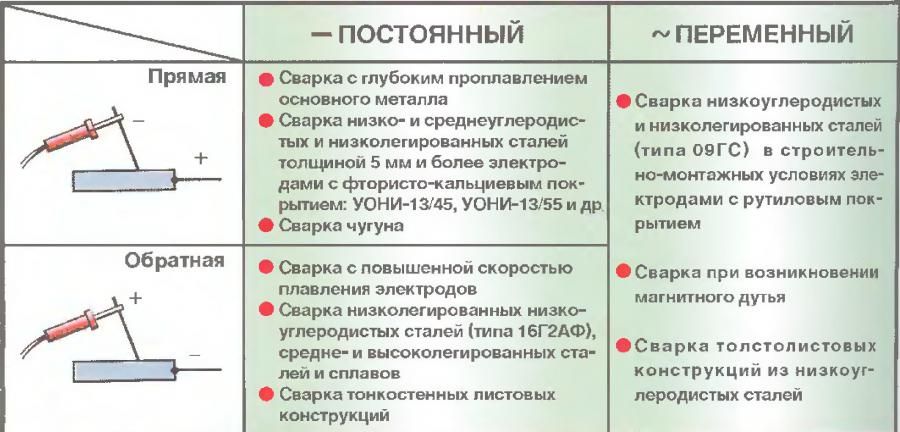
Постоянный ток создаёт термическое (анодное) пятно. Меняя полярность, можно его перемещать от электрода к заготовке. Основной нагрев создаётся на плюсовом гнезде, поэтому при прямой полярности сильнее нагревается заготовка, а при обратной – электрод. Таким образом формируются возможности инвертора в зависимости от характеристик металлов:
- Толщина металла. При прямой полярности основной нагрев достаётся заготовке, поэтому ширина шва провара получается достаточно глубокой. Соответственно для тонких металлов правильнее использовать обратное подключение, при котором металл нагревается слабее электрода.
- Тип металла. При сварке приходится работать с различными сплавами, обладающими определёнными свойствами. Например, алюминий относится к среднеплавким металлам, поэтому нужно обеспечить заготовке прямое подключение для нагрева. Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав подвергается варке, поэтому предварительное изучение инструкции поможет эффективно справиться с задачей.
- Тип электрода. Сварочные электроды имеют покрытие – флюс. При разогреве он сгорает, выполняя свою основную задачу: вытесняя воздух, предотвращает образование пор. Тип флюса определяет особенности использования электродов при разных температурных режимах. К примеру, угольные электроды не подходят для подключения с обратной полярностью. Рекомендации производителя позволят сделать правильный выбор. То же самое относится и к типам проволоки. К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.
Если заготовка и электрод имеют характеристики, требующие противоречивых настроек, придётся найти компромиссный вариант, регулируя силу тока и время обработки шва. С опытом приходят и знания, позволяющие решать любые задачи.
Виды сварки
Ручная сварка дугой с помощью плавящегося электрода (ММА)
Здесь его роль играет особая плавящаяся проволока, покрытая шлаком. Способ очень популярен, но специалисты считают его не самым лучшим вариантом для получения качественных швов, если изделие по составу является сложным сплавом. Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Сварка полуавтоматическая
Электродом является проволока, автоматически попадающая в зону сварки. Аппарат находится в режиме ручного передвижения, поэтому данный способ не подходит для обработки большой рабочей зоны, его используют для сварки тонких листов, цветных металлов, высоколегированной стали. Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка током производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Сварка в среде защитных газов
Технологический процесс подразумевает использование газа аргона, который выжигает грязь и кислородные соединения. Электродом выступает неплавкий вольфрамовый либо графитовый стержень. Применение аргона очищает сварочную ванную от всех ненужных примесей и окислов. Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Разные типа сварки используются и в зависимости от условий работы сварки. Например, для ремонта кузовов автомобилей в сервисах используют дуговую сварку полуавтоматом с помощью среды защитного газа, что позволяет создавать качественную сварочную работу при её невысокой стоимости. Прямая и обратная полярность при сварке инвертором позволяет регулировать глубину плавления для любого типа сварочных работ.

Технология ручной сварки дугой
Дуговая сварка – самый распространённый тип сварки металла. Способ универсален, технологически прост и позволяет получать сварочные швы хорошего качества в непроизводственных условиях. Электроток сварочного источника образует дугу между изделием и электродом. На нём сгорает покрытие (флюс), выделяя газ, очищающий рабочую область от кислорода.
По форме и типам соединений сварочные швы разделяются на:
Разные углы наклона электрода позволяют создавать разные по типу швы. Самый удобный промежуток – между 45 и 90 градусами, при котором сварочная ванна полностью в зоне видимости. С опытом приходит и понимание, как именно нужно менять угол наклона.
Обычно сварочные аппараты комплектуются кабелем массы с держателем зажимного типа. С первого взгляда, это удобно, такое приспособление можно надежно закрепить к практически любой поверхности (листы, металлопрокат и прочие). Но бывают ситуации, когда нет возможности установить такую массу на заготовку или, еще чаще, она перегорает. Неплохой альтернативой станет магнитный контакт сварочного кабеля.
Главная задача для новичка – научиться «вести» сварочный шов. Основной металл прогревается до состояния расплавления, формируя сварочную ванну. В зависимости от ситуации сварщик меняет установки тока, ориентируясь на состояние ванны. Начинать нужно с настроек, рекомендованных производителями, а дальше постепенная практика поможет понять и правильно использовать все возможности инвертора.


Отправить ответ