
Сварочная электрическая дуга представляет собой
Содержание:
Во время дуговой сварки сварочная дуга является основным инструментом, который должен расплавлять основной металл заготовки и присадочный материал, чтобы создать шов и соединить две части неразрывно. В большинстве случаев, явление электрической дуги является вредным для электрических приборов. Оно возникает всегда, когда размыкаются контакты. В бытовых выключателях, магнитных контакторах и в прочих устройствах данное явление неизбежно, так что принимаются различные меры, чтобы погасить дугу и сделать ее более короткой. В сварке она является главной особенностью, но ею нужно научиться управлять.
Электрическая сварочная дуга возникает в тот момент, когда контакт, образованный между основным металлом и электродом, размыкается. В это время образуется длительный и мощный заряд электричества, который обладает высокой температурой. В данном месте наблюдается высокая плотность тока, способствующая расплавлению. Для ее создания требуется высокий уровень затрат энергии.
Область применения 
Сварочная дуга применяется в обыкновенной ручной дуговой сварке, которая на данный момент является наиболее простым методом стандартного сваривания. Здесь она защищается обмазкой электродов, которая при сгорании образует газовые испарения, препятствующие проникновению посторонних элементов внутрь ванны расплавленного металла.
Также дуга используется в полуавтоматической газовой сварке. Здесь используется сварочная электрическая дуга, которая подается не на обыкновенный электрод, а на неплавкий вольфрамовый. Соответственно, расплавления металла идет не с одного из выходов, как это было в предыдущем методе. На дугу подается сварочная проволока, которая расплавляет материал.
Еще одним вариантом являются автоматы. Они проще в создании, чем газовые, так что получили широкое распространение в промышленности. Они могут быть как с плавкими, так и с неплавкими электродами. С одной установки может зажигаться несколько электродуг, если они имеют многопостовую конструкцию.
В ручной дуговой сварке идет работа с обыкновенными конструкционными сталями. Иногда пробуют сваривать цветные металлы, но это сложно и не всегда успешно. Лучше дуга проявляет себя при защите газа. Она оказывается более стабильной при горении, а также позволяет создавать качественные надежные швы.
Классификация сварочной дуги
Электрические свойства сварочной дуги могут отличаться в зависимости от того, с какого источника подается электричество. Для ее создания используют инверторы, генераторы, выпрямители, трансформаторы и прочую технику. Выделяют два основных типа получаемой дуги:
- В первом случае наблюдаются статичные параметры. Они не меняются в течение длительного времени использования. Допустимы минимальные отклонения, но они не являются существенными и не влияют на характеристики накладываемого шва.
- Во втором случае получается динамические параметры. Это переходные, когда параметры в системе изменяют и из-за них меняется характеристика дуги.
Классифицировать дугу можно еще по другим признакам:
- Открытая — горение происходит в воздухе;
- Закрытая – горение происходит во флюсе;
- С подачей защитных газов – в дугу поставляются газы с защитными функциями.

Строение сварочной дуги
Сварочная дуга представляет собой явление, в котором можно выделить несколько основных областей, определяющих ее строение. Выделяют три основные области:
- Столб дуги – это основная доля всего дугового промежутка. В него входят положительные и отрицательные ионы. Столб обладает нейтральным зарядом, так как положительные и отрицательные элементы здесь находятся в одинаковом количестве.
- Катодная область — это источник электронов, которые ионизируют газы, находящиеся рядом. Здесь очень высокое напряжение. Выделившиеся электроды удаляются из данной области под действием электрического поля. Это поле притягивает положительные ионы. Ионов здесь всегда больше, чем электронов.
- Анодная область – это самая широкая область из всей дуги. Ток анода условно считают сугубо электронным, но на самом деле здесь присутствуют и ионы, пусть и в незначительном количестве. Здесь создается отрицательный объемный заряд. В анодной области присутствует низкий уровень напряжения.

Во время горения дуги на электроде можно выделить несколько активных пятен. Они разделяются по степени нагревания, так как есть несколько зон нагретых по-разному, и они наблюдаются практически при каждом процессе сваривания. Если пятно находится на аноде, то его называют анодным, а если на катоде, то катодным.
Свойства дуги
Дуга обладает очень ярким светом, который оказывается вредным для глаз и может привести к их ожогу во время своего горения. Помимо видимого спектра, она излучает еще ультрафиолетовые и инфракрасные лучи. Если расстояние между электродом и заготовкой слишком большое, то дуга тухнет. Она обладает очень высокой силой тока и температурой, которая увеличивается, если размер столба будет расти. При подаче плотного воздуха или газа под давлением, а также масла, дуга может потухнуть.

Характеристики
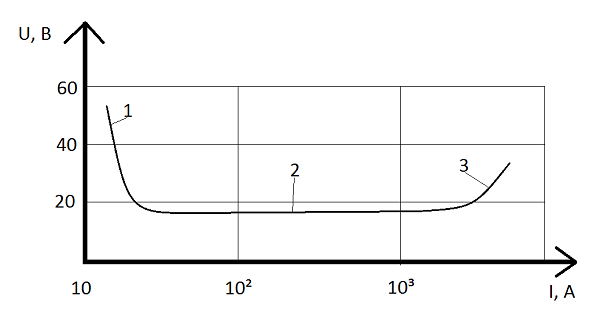
Вольтамперная характеристика сварочной дуги зависит от напряжения и сварочного тока, которые формируются источником питания. При изменении какого-либо из параметров меняются и другие значения данного явления. Существует три основных разновидности характеристик:
Падающая характеристика получается, когда производится сварка в обыкновенных условиях в среде защитных газов. Она характеризуется относительно небольшими значениями сварочного тока. Если сила тока будет повышаться, то возрастает и уровень процесса ионизации. Дуга увеличивает площадь своего сечения, а также температура горения.
Если сила тока находится от 80 до 300 А, то дуга получает жесткую характеристику.»
Здесь характерны низкие значения напряжения. Площадь сечения напрямую зависит от силы тока, так что можно легко регулировать ширину свариваемого шва.
Возрастающая характеристика присущая наиболее высоким значениям сварочного тока, более 300 А. Напряжение может увеличиваться тогда, когда скапливается большое количество зарядов на электроде. Это де приводит к падению напряжения на катоде.
Чем определяется мощность сварочной дуги?
От мощности сварочной дуги зависит много факторов, но и сама она является результатом определенных воздействий. Длина сварочной дуги является одним из определяющих факторов. Даже при одних и тех же параметрах на источнике электричества, при более высокой длине мощность будет расти. Также она зависит от силы тока, который подается на электрод. Он позволяет развивать мощность на более широком диапазоне, так что даже при длинном столбе она не будет тухнуть. Толщина и плотность также оказывают решающие значения на мощность, но для их увеличения требуется обеспечить достаточную силу тока.
Заключение
Сварочная электрическая дуга является одним из основных инструментов для данной области. Практически все инновации современных инверторов направлены на то, чтобы лучше освоить управление ее свойствами.

Сварочная дуга представляет собой длительный мощный электрический разряд, происходящий при давлении, близком к атмосферному в газовом промежутке между двумя электродами, находящимися под напряжением. Если одним из электродов является свариваемый металл, то такая дуга называется дугой прямого действия (рис. 25, а). Если дуга горит между двумя отдельными электродами (угольными или вольфрамовыми), то это дуга кос венного действия (рис. 25,6). В технике сварки наибольшее применение имеет дуга прямого действия, обеспечивающая более глубокое проплавление металла и лучшее использование тепла дуги.

Дуга комбинированного действия (рис. 25, в) включается в цепь трехфазного тока и горит одновременно как между двумя электродами, так и между каждым из электродов и свариваемым металлом. В этом случае количество выделяющегося тепла увеличивается и производительность сварки возрастает. Такой способ получил название сварки (наплавки) трехфазной дугой.
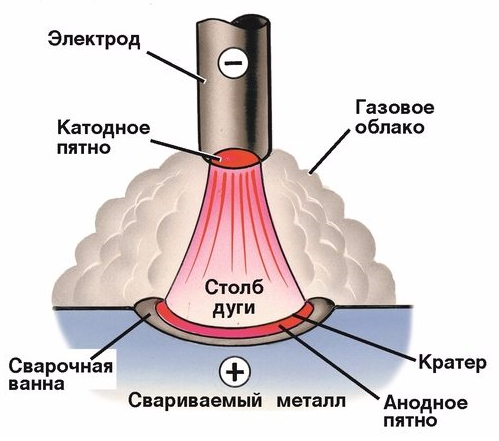
 Дуга прямого действия постоянного тока, горящая между металлическим электродом и свариваемым металлом (рис. 26), имеет три ясно различимые зоны: катодную 3, граничащую с катодным пятном 2 на электроде 1, анодную, граничащую с анодным пятном на металле 8 и столб 4. При средних значениях тока (200—300 а) диаметр анодного пятна в 1,5—2 раза больше диаметра катодного пятна.
Дуга прямого действия постоянного тока, горящая между металлическим электродом и свариваемым металлом (рис. 26), имеет три ясно различимые зоны: катодную 3, граничащую с катодным пятном 2 на электроде 1, анодную, граничащую с анодным пятном на металле 8 и столб 4. При средних значениях тока (200—300 а) диаметр анодного пятна в 1,5—2 раза больше диаметра катодного пятна.
Столб дуги образует плазму — особое состояние вещества, при котором оно состоит из смеси электронов, положительных и отрицательных ионов и нейтральных атомов, и находится при очень высоких температурах. Электрический столб дуги нейтрален, так как в нем суммы отрицательных и положительных зарядов частиц равны.
Зона наиболее высоких температур, достигающих 5500— 7800° С, находится в середине столба дуги. Чем выше плотность тока в дуге, тем выше температура столба. Снаружи столб окружен ореолом пламени из нагретых паров и газов, имеющих более низкую температуру.
Плотности тока в электроде могут значительно колебаться в зависимости от способа сварки и составляют примерно, а/мм 2 :

Газы и пары при обычных физических условиях являются электрически нейтральными веществами и почти не проводят ток. Электрический ток начинает проходить через газ только при наличии в нем частиц, несущих электрические заряды: электронов, положительных ионов, отрицательных ионов. Такой газ называется ионизированным. Чем больше электронов и ионов движется в газе, тем выше ионизация газа и его электропроводность. Электрически заряженные частицы вещества являются переносчиками электрической энергии в среде ионизированного газа. Ионизируется дуговой промежуток в основном свободными электронами, выбрасываемыми катодом, которые при соударениях с атомами и молекулами газа выбивают из них электроны, превращая частицы в положительные или отрицательные ионы, способные проводить электрический ток.

Схематически процесс ионизации газа электронами показан на рис. 27. Представим, что с поверхности катода начинают вылетать свободные электроны (см. рис. 27). Это явление носит название эмиссии электронов. Под действием электрического поля в катодной области движение сильно ускоряется. При столкновении с нейтральными атомами газа электроны, обладая большой энергией движения, выбивают из оболочки более тяжелого и поэтому менее подвижного атома один или несколько электронов.
Эти электроны уже с меньшей скоростью движутся к положительно заряженному аноду под действием его электрического поля. Атом же с выбитыми из его оболочки электронами, потерявший часть отрицательного электричества, становится положительным ионом, который устремляется к отрицательно заряженному катоду. При ударе о поверхность катода положительный ион выбивает из него электроны: часть из них он захватывает, превращаясь снова в нейтральный атом, а часть электронов через столб дуги устремляется к аноду. Отрицательные ионы образуются из нейтральных атомов при захватывании ими свободных электронов. Так как отрицательные ионы способны образовывать не все химические элементы, то в ионизированных газах отрицательных ионов содержится меньше, чем положительных. Описанный процесс образования электрически заряженных частиц в среде газов и паров называется объемной ионизацией.
Ионизация возникает не только при соударении электронов с молекулами и атомами газа. Ее могут вызывать также энергия светового излучения, особенно ультрафиолетовые лучи (так называемая фотоионизация), или нагревание газов и паров столба дуги до температуры 2000° С, ускоряющее движение частиц и увеличивающее число их соударений (так называемая термическая ионизация).
В дуге также происходит образование и нейтральных атомов из положительных и отрицательных ионов или из положительных ионов и электронов. Это явление носит название рекомбинации. Вследствие этого процесса образование и исчезновение заряженных частиц в газе при данной температуре может взаимно уравновешиваться и степень ионизации нагретого газа остается постоянной при существующих условиях горения дуги.
Степенью ионизации называется отношение количества заряженных частиц в данном объеме газа к общему количеству частиц до ионизации.
Потенциалом ионизации называется количество энергии, которое необходимо затратить для полного удаления одного электрона из оболочки атома данного вещества.
Разные элементы обладают различными потенциалами ионизации. Потенциал ионизации атомов калия примерно в 3,4 раза, натрия в 2,8 раза и кальция в 2,4 раза ниже, чем потенциал ионизации атомов азота и кислорода. Этим объясняется благоприятное действие калия, натрия и кальция на устойчивость горения дуги, вследствие чего эти вещества всегда вводят в составы электродных покрытий и флюсы.
Ионизация газа и возникновение в нем мощного дугового разряда являются очень сложными физическими процессами, зависящими от многих факторов и условий. Исследованиями электрической сварочной дуги установлено, что выбрасывание (эмиссия) с поверхности электрода (катода) свободных электронов происходит в результате:
1) автоэлектронной эмиссии, вызываемой действием силового электрического поля, отрывающего электроны от поверхности катода;
2) эмиссии от ударов тяжелых положительных ионов о поверхность катода;
3) термоэлектронной эмиссии, вызываемой высокой температурой нагрева катода, при которой электроны способны отрываться от его поверхности;
4) фотоэлектронной эмиссии, вызываемой действием световых лучей дуги на поверхность катода.
Основными источниками мощного потока электронов, обеспечивающими устойчивое горение дуги, являются автоэлектронная эмиссия и эмиссия от ударов ионов о поверхность катода.
В зависимости от способа сварки, применяемых электродов и среды, в которой происходит горение дуги, используются различные виды сварочных дуг, например:
1. Дуга между плавящимся металлическим электродом с соответствующим покрытием и свариваемым металлом. Устойчиво горит при соответствующем покрытии на постоянном и на переменном токе. Широко применяется при сварке многих металлов.
2. Дуга между плавящимся металлическим электродом и свариваемым металлом, горящая под слоем флюса. Устойчива при постоянном и переменном токе. Широко используется при полуавтоматической и автоматической сварке под флюсом.
3. Дуга между неплавящимся или плавящимся электродом и свариваемым металлом, горящая в среде защитных газов (аргоне, гелии, углекислом газе, водороде, азоте и др.). Широко используется при сварке различных металлов, а также при плазменно-дуговой резке.
4. Дуга между угольным или графитовым электродом и свариваемым металлом. Горит устойчиво только при постоянном токе свыше 5 а прямой полярности. Применяется при воздушно-дуговой резке, при сварке — редко.
5. Дуга между стальным плавящимся электродом и свариваемым металлом, горящая в воде. Требует несколько повышенного напряжения зажигания и горения по сравнению с дугой, горящей на воздухе. Применяется при подводной сварке и резке.
6. Дуга между плавящимся электродом и свариваемым металлом, горящая на переменном токе повышенной частоты (300-500 гц). Применяется при сварке металла малой толщины током небольшой величины. Повышенная частота тока обеспечивает устойчивое горение дуги в этих условиях.
7. Дуга между плавящимся электродом и свариваемым металлом при использовании переменного тока промышленной частоты (50 гц) с наложением тока высокого напряжения (2000-3000в) и высокой частоты (до 250 кгц). Применяется для обеспечения устойчивости горения дуги и облегчения ее возбуждения. Ток высокой частоты получают с помощью осциллятора. Применяется при сварке дугой малой мощности и аргоно-дуговой сварке.
8. Дуга между двумя плавящимися электродами и свариваемым металлом на переменном токе, включенными по схеме трехфазной сварки. Применяется при сварке и наплавке.
9. Дуга косвенного действия переменного тока между двумя неплавящимися (вольфрамовыми) электродами. Требует повышенного напряжения: при зажигании — до 300 в, горении — до 100 в. Эта дуга применяется при способе атомно-водородной сварки.
Все перечисленные разновидности дуг требуют источников питания током, характеристики которых должны отвечать свойствам данной сварочной дуги и обеспечивать легкое возбуждение и устойчивое горение дуги при сварке или резке.
Автор: Администрация Общая оценка статьи:  Опубликовано: 2012.05.17
Опубликовано: 2012.05.17
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Сварочная дуга используется человечеством для неразъемного, герметичного соединения металлов более века назад. Ее изучением занимался физик Вольт. Затем появились устройства для сварки. Электрический разряд возникает в момент короткого замыкания между электродом и свариваемой деталью. Электрическая энергия преобразуется в тепловую, образуется ванна расплава. Создается диффузный однородный слой металла на месте свариваемого стыка.
Изучив вольт-амперные характеристики процесса, ученые усовершенствовали процесс сварки, создали сварочные аппараты, поддерживающие стабильное горение дуги.

Что такое сварочная дуга, определение
Что можно назвать сварочной дугой – это, по сути, длительный проводник, состоящий из ионизированных частиц, существующий во времени благодаря поддерживающему электрическому полю. Дуговой разряд характеризуется непрерывной формой, высокой температурой, возникает в газовой среде, способной к ионизации.
В учебниках сварщика определение сварочной электродуги звучит следующим образом: это длительный электрический разряд в плазме, состоящей из смеси ионизированных воздушных или защитных газов, а также испарившихся компонентов присадочного и основного металла.
Природа и строение
За короткое время разогреть металл до температуры плавления можно мощной сварочной дугой. Ее свойства характеризуются плотностью тока, вольтамперными показателями. С точки зрения электротехники, дуговой столб – ионизированный газовый проводник между катодом и анодом с большим сопротивлением, способностью к свечению. Детальное рассмотрение строения сварочной дуги поможет понять сущность температурного воздействия. Длина электродуги в среднем составляет 5 мм, она делится на основные зоны:
- анодную, она не более 10 микрон;
- катодную, она в 10 раз меньше анодной;
- столб – видимая светящаяся полоска.
За температуру сварочной дуги отвечает поток свободных электронов. Они образуются на катодном пятне. Оно разогревается до 38% температуры плазмы. В дуговом столбе электроны двигаются к аноду, а положительные частицы – к катоду. У столба нет собственного заряда, он остается нейтральным. Внутри частицы разогреваются до 10 000°С, металл при этом в среднем нагревается до 2350°С, стандартная температура ванны расплава составляет 1700°С.
Место входа и нейтрализации электронов называют анодным пятном. Его температура выше, чем катодного на 4–6%.
Напряжение в анодной и катодной зонах существенно снижается, свечения не возникает. Видима только плазма, излучающая ультрафиолетовые, инфракрасные и световые волны. Они вредны для органов зрения, кожи. Поэтому сварщики используют индивидуальные средства защиты.
Виды сварочной дуги
Существует несколько критериев классификации сварочной дуги. По типу сварочного тока и положению электрода относительно свариваемых элементов выделяют следующие разновидности:
- прямого действия, разряд перпендикулярен заготовке, параллелен электроду;
- косвенного действия, разряд возникает между двух электродов, наклоненных друг к другу под углом от 40 до 60°, и металлом.
Классификация состава плазмы столба:
- открытого типа возникает в воздушной атмосфере благодаря испаряемым из обмазки и металла компонентам;
- закрытая, возникающая под слоем флюса за счет газообразной фазы, образовавшейся из частиц электрода, металла, компонентов флюса при прохождении разряда;
- с подачей газовой смеси или однокомпонентного защитного газа.
Классифицируют дуговую сварку по материалу разжигающего электрода. Используют электроды:
- вольфрамовые тугоплавкие
- угольные или графитовые;
- стальные с различным типом обмазки, в состав которой входят ионизирующие компоненты.
По длительности воздействия различают стационарную (постоянную) электродугу и импульсную, применяемую при контактной сварке.
Условия горения
Сущность сварочного процесса заключается в преобразовании электрической энергии в тепловую.
Для поддержания сварочного столба необходимо создать условия для быстрой ионизации газа: детали прогревают, чтобы воздух вокруг них был теплым, или подают в рабочую зону газ, способный ионизироваться. Легче всего ионизируются частицы щелочных и щелочноземельных металлов. При пропускании тока через стержень их частицы становятся активными.
Чтобы дуговой столб не угасал, важно поддерживать постоянную температуру в катодной области. Она напрямую зависит от химического состава катода, его площади. Нужная температура поддерживается источником тока, в промышленных условиях она достигает 7 тысяч градусов.
Как возникает электрическая сварочная дуга
Как и любой электрический разряд, сварочная электродуга появляется при замыкании цепи. Возникновение тока при касании электрода к свариваемому металлу приводит к выработке большого количества тепла. В точке замыкания появляется расплав, он тянется за кончиком электрода, образуется шейка, которая мгновенно распыляется из-за сильного тока. Происходит ионизация молекул воздуха и защитного облака, они переносят поток электронов.
Направленность потока зависит от рода тока. Дуга разжигается на постоянном токе обратной и прямой полярности, на переменном. Частота угасания и розжига электродуги зависит от параметров рабочего тока.
Чем определяется мощность сварочной дуги
На мощностные параметры электродуги влияют несколько факторов:
- напряжение, возрастание приводит к увеличению мощности только в небольшом диапазоне, существуют ограничения по размеру электрода;
- сила тока, большой ампераж обеспечивает стабильное горение;
- величина напряжения плазмы, пропорциональна мощности.
Длиной сварочной дуги называют расстояние от сварного кратера до кончика электрода. От этой величины зависит объем выделившегося тепла.
По мощности сварочной дуги определяют скорость плавления металла. От этой характеристики зависит время выполнения сварочных работ. Регулировка силы тока производится для корректировки температуры в рабочей зоне, даже на длинном столбе электродуга не будет затухать при большом ампераже. Напряжение редко изменяют в процессе сварки.
Вольт-амперная характеристика
ВАХ описывает зависимость токовых параметров. С помощью этого графика определяют:
- мощность дуги;
- время горения,
- условия гашения.
Динамическая ВАХ описывает неустановившееся состояние электродуги, когда ее длина колеблется. Статическая вольт-амперная характеристика отражает зависимость вольтажа от ампеража при постоянной дуговой длине. График делится на три области:
- падающая – при подъеме силы тока напряжение резко спадает, это связано с формированием столба: площадь сечения плазменного потока возрастает, электропроводность плазмы изменяется;
- жесткая, это участок стабильной плотности тока и падения напряжения, с ростом ампеража от 100 до 1000 А пропорционально увеличивается диаметр дугового столба (анодное и катодное пятна, соответственно, изменяются);
- возрастающая, характеризуется постоянным размером катодного пятна, она ограничена диаметром электрода, при увеличении ампеража по закону Ома увеличивается U, R дугового столба.
ВАХ процесса обычной ручной сварки с использованием плавящихся и неплавящихся электродов на воздухе или в облаке защитного газа ограничена двумя первыми областями, до третьей ампераж не доходит. Механизированной сварки с использованием флюсов соответствует графику II и III областей, сварка плавящимся электродом в облаке защитной атмосферы – III.
При использовании оборудования, генерирующего переменный ток, возбуждение сварочной дуги происходит в каждом полупериоде, на пике зажигания. При переходе через ноль электродуга затухает, нагрев активных пятен прекращается. Покрытия электродов, содержащие активные щелочные металлы, повышают устойчивость ионизации. Защитное облако затрудняет розжиг на переменном токе, но поддерживают горение на постоянном. Между полюсами возникает ионизация молекул газа.
При выборе оборудования необходимо это учитывать, что вольт-амперная характеристика электродуги зависит от внешней ВАХ. Работу сварочного аппарата рассматривают как наложение графиков. Для ручной сварки необходимы источники питания с падающими областями ВАХ (повышенным напряжением холостого хода), чтобы была возможность изменять длину дуги, регулируя ампераж. Сила тока короткого замыкания во время падения капли с плавящегося электрода на свариваемый металл на 20–50% выше дугового тока. Для сварки плавящимся электродом используют дугу размыкания. Для розжига дуги вольфрамовым или угольным электродом желателен вспомогательный разряд.
При высоких значениях тока короткого замыкания возрастает риск прожогов металла. При падении капли происходит замыкание, затем резко возрастает до первоначальных значений – ампераж возрастает до величины тока короткого замыкания, образовавшийся мостик перегорает, дуга возбуждается снова. Изменения тока и напряжения в столбе происходят моментально, за доли секунды. Сварочное оборудование должно быстро реагировать на колебания, стабилизировать напряжение.
Особенности дуги
Благодаря особым свойствам, электрическая дуга используется при сварке с тугоплавкими и плавящимися электродами. Она быстро разогревает металл, образуя ванну расплава. Электрический ток эффективно преобразуется в тепловую энергию с минимальными потерями.
По природе происхождения электрическую сварочную дугу можно сравнить с другими видами электрических зарядов. Основные отличительные характеристики дуги:
- высокая температура, создаваемая плотным током (ампераж зависит от длины столба, достигает тысяч А на см 2 );
- небольшие значения анодного и катодного падения напряжения, слабо зависящие от первоначально заданного вольтажа;
- неравномерность распределения напряжения электрического поля между полюсами;
- пространственная устойчивость;
- саморегулирование мощности, ВАХ;
- четко очерченные границы, ясно видимые в окружающей среде.
Зажигание производится двумя способами:
- коротким касанием (электрод подводится впритык, повышается риск залипания);
- чирканьем (невозможен в труднодоступных местах).


Отправить ответ