
Термовакуумный пресс своими руками
Содержание:

Вакуумный пресс – это устройство, с помощью которого из такого материала как МДФ можно заниматься изготовлением мебельных фасадов с пленкой ПВХ и декоративных накладок для дверей. Такой агрегат продается в магазинах, но вы достаточно легко можете сделать его своими руками.
Для чего нужен вакуумный пресс и как он работает
Корпусная и мягкая мебель часто производится из пленочных мебельных фасадов, поскольку последние сочетают в себе такие достоинства как:
• широкий спектр цветов;
• различные формы;
• невысокую стоимость.
Для изготовления таких фасадов применяется специальное оборудование, и главный инструмент в этом производстве – вакуумный пресс. Устройство позволяет усадить пленку ПВХ на заготовку с МДФ основой.
Пресс состоит из следующих ключевых элементов:
• вакуумной камеры или стола;
• термомодуля.
Камера обычно выполнена в прямоугольной форме, для нее используется жесткий материал – когда изнутри искусственно создается отрицательное давление, этот материал не сжимается. С наружной стороны происходит укладка пленки ПВХ, и герметизация ее краев с рамой.
Пленка усаживается в таком порядке действий:
• заготовки укладываются на стол;
• процесс герметизации;
• пленки разогреваются;
• откачивается воздух;
• процесс охлаждения;
• вырезаются заготовки, излишки пленки с фасада удаляются.
Как сделать вакуумный стол
Вакуумная ванна

В качестве дна в вакуумной ванне используется 2-миллиметровый стальной лист. Чтобы максимально уменьшить прогибы листа, на который будет воздействовать отрицательное внутреннее давление, и сделать поверхность стола как можно более ровной, приступаем к изготовлению каркаса жесткости. Эту конструкцию делаем из той же профильной трубы 60х40х2.
Предварительно нарезанная труба, как указано в проекте, укладывается на стапель, жестко закрепляется при помощи струбцин, все примыкания провариваются. Когда каркас жесткости готов, поверх него приваривается лист стали. На этом наиболее ответственном этапе сварочных работ следует обеспечить непрерывный герметичный сварной шов. Его рекомендуется делать с двойным проваром.
Чтобы лист не коробило из-за продолжительного воздействия высокой температуры, можно использовать нижеследующий альтернативный способ, как приварить лист к каркасу. Прежде, чем уложить стальной лист на каркас жесткости, по периметру листа наносим состав для герметизации, который рассчитан на действие высоких температур. Здесь можно воспользоваться, к примеру, силиконовым высокотемпературным герметиком. Сварка же проводится не в виде сплошного шва, тут мы делаем регулярные фиксирующие прихватки – шаг примерно 50 мм.
Этот способ предусматривает то, что из-за кратковременных локальных воздействий сварки весь герметик не будет поврежден, выжжен, а только небольшая часть непосредственно у прихваток. В большей своей части герметик, после того как отвердеет, будет выполнять свою функцию.
Как делаем каркас жесткости и собираем вакуумную ванну:
• варим каркас жесткости;
• к нему привариваем лист стали;
• по периметру листа герметично привариваем стационарную нижнюю раму, которая включает часть шарнирного соединения, что фиксирует подъемную верхнюю раму.
Как сделать подъемную, прижимную, верхнюю раму
В качестве материала изготовления рамы применяем профильную трубу 60х40х2 мм. Прижимную раму выполняем точно в тех размерах, что и у вакуумной рамы. Если ровный профиль – не погнутый и не покрученный достать не удалось, тогда отбираем попарно самые ровные листки. Из них мы изготовим части вакуумного стола, которые плотно примыкают между собой.
Подъем прижимной рамы будет осуществляться за счет регулируемых шарнирных соединений. Шарниры можно регулировать, когда будет наклеен уплотнитель в виде полос листовой резины со средней жесткостью – толщина примерно 2 мм.
Приваренные шайбы требуются, чтобы увеличить площадь трения. Шкворень шарнирного соединения в виде стального прута D12, на концах которого имеется резьба.
Чтобы удерживать прижимную раму поднятой, можем воспользоваться газовыми лифтами.
Зажимы
Чтобы надежно и герметично удерживать пленку, когда происходит вакуумное прессование, мы плотно и равномерно прижимаем верхнюю раму к периметру вакуумной рамы. Таким образом резиновый уплотнитель будет полностью прилегать.

Самодельные зажимы, которые работают по принципу эксцентрика, изготовляются из следующего стального металлопроката:
• 1 труба ДУ50: 0,5 м, со внешним диаметром примерно 60 мм;
• прут: 2 м, диаметр 10 мм;
• профильная труба: 2 м, 20х20х2 мм.



Зажимы настраиваем, установив комбинированные гайки в нужное место резьбы шпильки, и зафиксировав с помощью контргаек. Эту операцию выполняем на завершающей стадии изготовления вакуумного стола, после того как будет наклеен резиновый уплотнитель.
 Изготовление вакуумного стола является самым ответственным этапом конструирования термовакуумного пресса своими руками. На этапе проектирования необходимо определиться с размерами стола, выбрать материал для его изготовления, продумать способы фиксации и уплотнения разъемных элементов для сохранения внутреннего отрицательного давления (вакуума). Вакуумный стол изготавливается тем же основным набором инструментов, что и станина пресса.
Изготовление вакуумного стола является самым ответственным этапом конструирования термовакуумного пресса своими руками. На этапе проектирования необходимо определиться с размерами стола, выбрать материал для его изготовления, продумать способы фиксации и уплотнения разъемных элементов для сохранения внутреннего отрицательного давления (вакуума). Вакуумный стол изготавливается тем же основным набором инструментов, что и станина пресса.
Далее по тексту, вакуумной ванной будем назвать часть вакуумного стола — стальную ёмкость, внутри которой располагаются облицовываемые заготовки, и из которой откачивается воздух. Под рабочими габаритами (размерами) вакуумной ванны будем понимать её полезный объём, измеренный по внутренним габаритам. Вакуумным столом условимся называть всю конструкцию в целом, состоящую из вакуумной ванны, верхней (подвижной) прижимной рамы, зажимов и прочих, более мелких элементов.
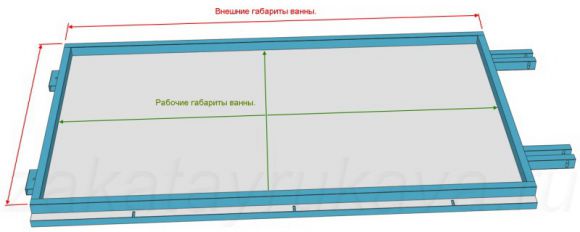
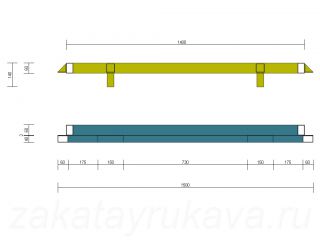
Иллюстрация внешних и внутренних (рабочих) размеров вакуумной ванны.
Внешние и рабочие размеры вакуумной ванны.
Рассмотрим общие принципы выбора размеров вакуумной ванны, обозначим конкретные цифры для нашего пресса.
Чем длиннее вакуумная ванна, тем больше заготовок можно в ней уместить, или облицевать заготовку большего размера. С другой стороны, чем длиннее ванна, тем больше пленки приходится расходовать за один рабочий цикл, тем больше получаются размеры станка, что влечет больший расход площади помещения. Нужно найти оптимальный размер. Как показал опыт, оптимальной рабочей длиной вакуумной ванны, предназначенной для изготовления типовых мебельных фасадов и декоративных дверных накладок, можно считать величину от 2,4 до 2,6 м. Будем делать вакуумную ванну длиной 2500 мм, рабочая длина которой составит 2500 – 40 x 2 = 2420 мм (40 мм – ширина короткой стенки профильной трубы).
Ширина ванны напрямую связана с шириной используемой пленки ПВХ. В зависимости от производителя пленки, могут встречаться различные значения ширины, самая распространенная – 1,4 м, на нее мы и будем ориентироваться. Выберем ширину ванны равной 1400 мм, рабочая ширина составит 1400 – 40 x 2 = 1320 мм. При облицовке высоких заготовок, например, для гнутых (радиусных) фасадов, ширину ванны необходимо уменьшать (делать её меньше ширины пленки), но для работы с такими заготовками нужен пресс иной конструкции, поэтому данные вопросы рассматриваться не будут.
Рабочая высота ванны должна быть рассчитана из условия обязательности наличия небольшого свободного пространства между верхней поверхностью фасадов и накрывающей пленкой. Другими словами, натянутая поверх заготовок пленка не должна касаться их до начала выкачивания воздуха. Расчет следующий. Во-первых, вакуумная (воздухопроницаемая) столешница, которая будет первой класться на вакуумный стол, будет изготовлена из плиты МДФ толщиной 10 мм. Во-вторых, подкладки под заготовки фасадов будут представлять собой небольшие кусочки плиты МДФ толщиной 16 мм (это самый простой, распространенный и оптимальный вариант подкладок). В-третьих, толщина облицовываемых заготовок будет составлять от 8-10 мм (дверные накладки) и до 16-32 мм (фасады и иные мебельные элементы). В-четвертых, уплотнительная резина добавит глубине ванны около 2 мм. В итоге, максимальная высота всего «пирога» внутри ванны будет равняться: 10 + 16 + 32 = 58 мм. Для изготовления вакуумной ванны применим профильную трубу сечением 60×40 мм, поставив ее на короткую сторону. При этом, высота свободного пространства составит не менее: 60 + 2 – 58 = 4 мм, что вполне достаточно.
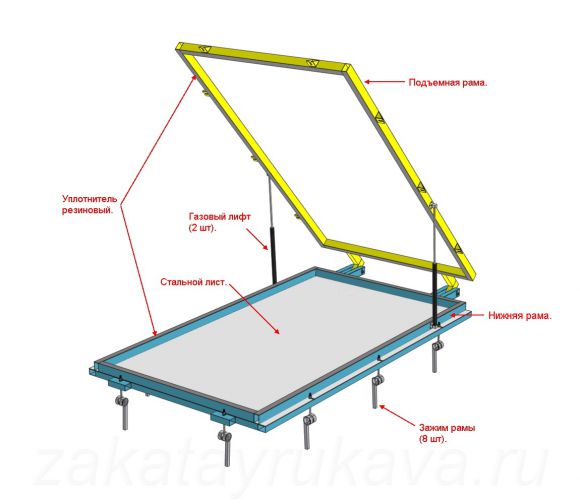
Элементы вакуумного стола.
Изготовление вакуумного стола.
Вакуумная ванна.
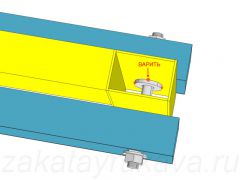
Дном вакуумной ванны будет служить лист стали толщиной 2 мм. Для сведения к минимуму прогибов листа под воздействием отрицательного внутреннего давления, и придания поверхности стола ровной формы (близкой к идеальной плоскости), необходимо изготовить каркас жесткости. Для изготовления каркаса будем использовать ту же профильную трубу 60x40x2. Предварительно нарезанную трубу, в соответствие с проектом, укладывают на стапель, жестко фиксируют струбцинами, выполняют проварку всех примыканий. После изготовления каркаса жесткости, поверх него приваривают стальной лист. Это самый ответственный этап сварочных работ, он требует от непрерывного сварного шва герметичности (рекомендуется выполнить двойной провар).
Во избежание короблений листа под воздействием продолжительных высоких температур, можно воспользоваться нижеследующим альтернативным методом приварки листа к каркасу жесткости. Перед укладкой стального листа на каркас жесткости, по его периметру необходимо нанести герметизирующий состав, выдерживающий высокие температуры (например, силиконовый высокотемпературный герметик), а сварку вести не сплошным швом, а небольшими регулярными фиксирующими прихватками с шагом около 50 мм. Данный метод рассчитан на то, что кратковременные, локальные воздействия сварки не смогут повредить (выжечь) весь герметик, а только лишь его небольшую часть в непосредственной близости от прихваток, большая же часть герметика после отверждения будет выполнять свою прямую функцию.
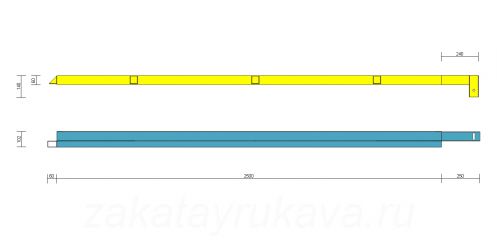
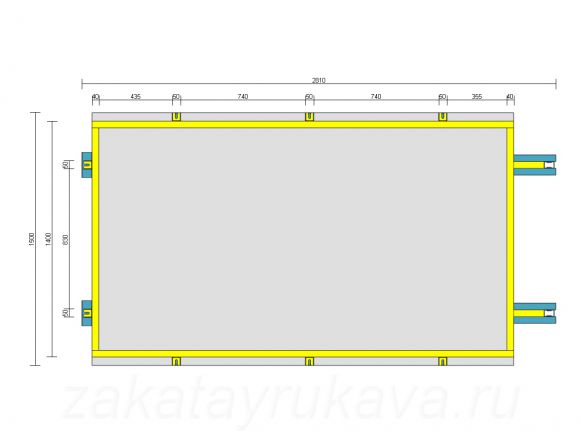
Размеры вакуумного стола.
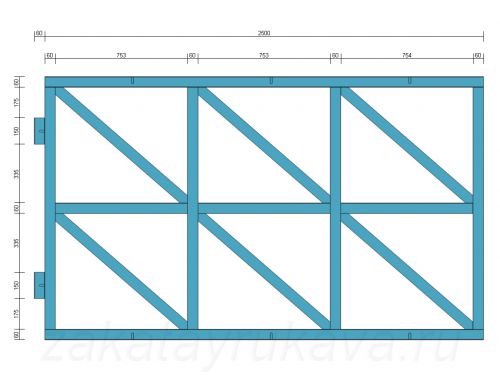
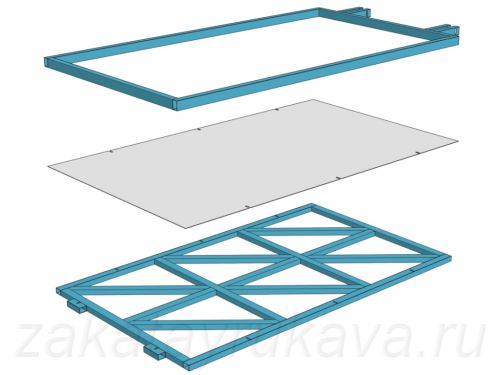
Деталировка каркаса жесткости и порядок сборки вакуумной ванны: варится каркас жесткости, к нему приваривается стальной лист, по периметру стального листа герметично приваривается стационарная (нижняя) рама с частью шарнирного соединения для крепления подъемной (верхней) рамы.

Фото вакуумного стола снизу.
Каркас жесткости изготовлен частично из уголкового профиля.
Подъемная (прижимная, верхняя) рама.
Материал рамы — профильная труба 60x40x2 мм. Размеры прижимной рамы должны быть в точности такими же, как у вакуумной ванны. Если не удалось отыскать достаточно ровный (не гнутый, не кручёный) профиль, то необходимо заранее отобрать попарно несколько самых ровных хлыстов, из которых будут изготовлены плотно примыкающие друг к другу детали вакуумного стола.
Прижимная рама будет подниматься благодаря регулируемым шарнирным соединениям. Регулировка шарниров выполняется после наклеивания уплотнителя — полосок листовой резины средней жесткости, толщиной около 2 мм.
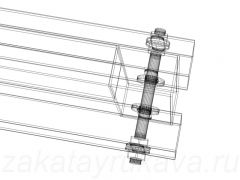
Шарнир прижимной рамы.
Приваренные шайбы нужны для увеличения площади трения. Шкворень шарнирного соединения представляет собой стальной прут D12 с резьбой на концах.


Фото шарниров прижимной рамы.
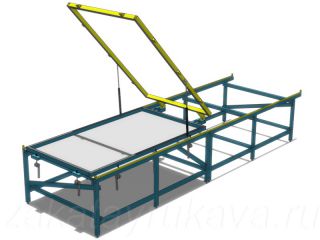
Для удержания прижимной рамы в поднятом состоянии, можно применить газовые лифты. Из соображений безопасности, рекомендуется установить четыре газлифта (по два на сторону) и убедиться, что любые три из них способны удержать раму. Если угол раскрытия рамы (45°) окажется недостаточным, рама будет причинять существенные неудобства в работе, её можно поднять максимально вверх на угол чуть больше 90°, задействовав припаркованный позади термомодуль в качестве опоры (газлифты не применяются).
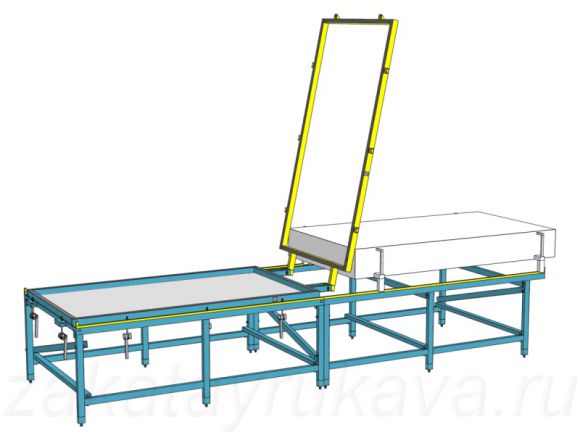
Подъемная рама опирается на термомодуль.
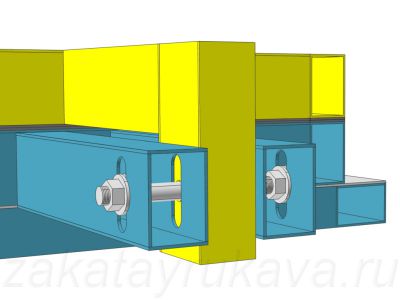
Зажимы.
Для надежного и герметичного удержания пленки в процессе вакуумного прессования, необходимо плотно и равномерно прижать верхнюю раму к периметру вакуумной ванны, добившись повсеместного прилегания резинового уплотнителя. Для этих целей можно применить различные готовые струбцины-зажимы, или же изготовить их самостоятельно.
Для изготовления самодельных зажимов, работающих по принципу эксцентрика, понадобится следующий стальной металлопрокат: полметра трубы ДУ50 (внешний диаметр около 60 мм), два метра прута диаметром 10 мм, и, примерно, столько же профильной трубы сечением 20x20x2 мм.
Во-первых, трубу ДУ50 нарезают на 8 равных 60-миллиметровых отрезков. Каждый отрезок трубы дорабатывают полукруглым центральным вырезом, имеющим ширину 10-11 мм и длину по дуге равную 3/4 от длины внешней окружности трубы. Получим 8 штук эксцентриковых поворотных цилиндров, к которым необходимо приварить ручку длиной 220 мм из квадратного профиля 20×20 мм.
Во-вторых, стальной прут нарезают на 16 отрезков: 8 штук длиной 190 мм (для шпилек) и 8 штук длиной 55 мм (для шкворней). К одному концу шпильки необходимо приварить гайку М12 (или М10 с высверленной резьбой), чтобы она могла свободно вращаться на шкворне, а на другом конце — нарезать резьбу М10×50.
В-третьих, для завершения изготовления зажима, привариваем концы шкворня (с предварительно надетой на него гайкой с приваренной шпилькой), к внутренней поверхности эксцентриковых поворотных цилиндров.
Для установки зажимов на вакуумный стол пресса, в восьми точках стола, согласно проекту, сверлят сквозные отверстия диаметром 10 мм. После чего, верхние отверстия увеличивают, придавая им продолговатую форму. Настройка зажимов осуществляется установкой комбинированных гаек в нужное место резьбы шпильки, с последующей фиксацией контргайками. Эта операция выполняется на последнем этапе изготовления вакуумного стола, после наклейки резинового уплотнителя.
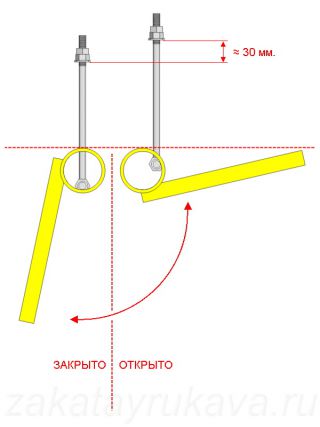
Работа эксцентрикового зажима.
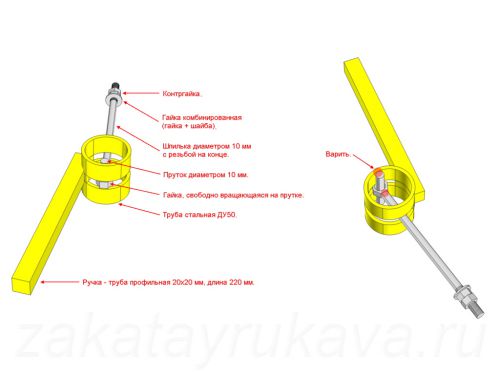
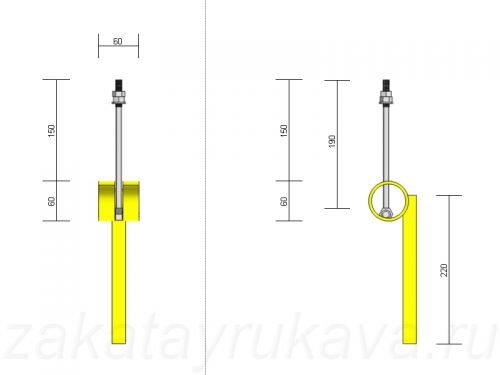
Элементы и размеры шарнирного зажима.
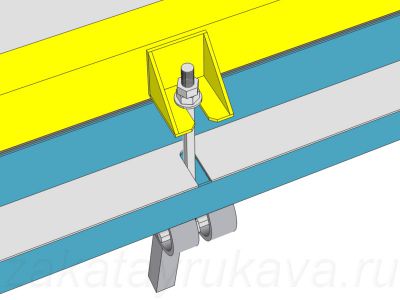




Эксцентриковый зажим в столе.
Зацепы для зажимов изготавливаются из стального уголка 50x50x3.
Если не удалось добиться ровной поверхности стола.
Если в процессе сварочных работ лист претерпел существенные деформации, выходящие за рамки допустимых значений, то брать в руки болгарку и срезать сварные швы, переделывать всё заново нет необходимости. Обеспечить идеально ровную плоскость вакуумного стола можно дополнительными мерами, а именно путем применения эпоксидных выравнивающих составов, которые применяются при изготовлении заливных полов. Для этого, вакуумный стол выставляют строго по уровню, определяют необходимый объем наливной массы (например, с помощью пробной заливки водой), очищают от ржавчины дно вакуумной ванны, грунтуют. Выполняют заливку приготовленной эпоксидной смесью согласно инструкции производителя. Из соображений экономии, смесь можно разбавить каким-либо дешевым наполнителем, например, кварцевым песком. Для ускорения отверждения смеси после заливки, стол можно контролируемо погреть сверху теплом от термомодуля. Данную операцию по заливному выравниванию имеет смысл выполнять после полной готовности вакуумного пресса, изготовления пробных образцов продукции, и принятия решения о необходимости улучшения геометрии рабочей поверхности.
Смета на материал для вакуумного стола.
| Наименование | Длина, мм | Количество, шт. | Назначение |
|---|---|---|---|
| Профиль 60×40 | 2500 | 6 | Каркас жесткости. Ванна. Подъемная рама. |
| Профиль 60×40 | 1380 | 4 | Каркас жесткости. |
| Профиль 60×40 | 1320 | 4 | Ванна. Подъемная рама. |
| Профиль 60×40 | 1001 | 6 | Каркас жесткости (диагонали). |
| Профиль 60×40 | 753 | 3 | Каркас жесткости. |
| Профиль 60×40 | 250 | 4 | Шарнир. |
| Профиль 60×40 | 180 | 2 | Шарнир. |
| Профиль 60×40 | 150 | 2 | Опора зажима. |
| Профиль 60×40 | 140 | 2 | Шарнир. |
| Уголок 50x50x3 | 50 | 8 | Подъемная рама (зацеп для зажима). |
| Профиль 20×20 | 220 | 8 | Зажим. |
| Труба ДУ50 | 60 | 8 | Зажим. |
| Прут D10 | 190 | 8 | Зажим. |
| Прут D10 | 55 | 8 | Зажим. |
| Прут D12 | 150 | 2 | Шарнир. |
| Гайка М10 комби | 8 | Зажим. | |
| Гайка М10 | 12 | Зажим. Крепление стола. | |
| Гайка М12 | 16 | Зажим. Шарнир. | |
| Шайба d12 | 12 | Шарнир. | |
| Болт М10×60 | 4 | Крепление стола. | |
| Лист 2500x1500x2 | 1 | Стол (дно ванны). | |
| Газовый лифт | 2 | Подъемная рама. |
По завершению основного объема работ, вакуумный стол устанавливают на станину (на специально предусмотренные опоры) и фиксируют по углам четырьмя болтами, как показано на рисунке, после этого переходят к мелким работам: установка и настройка зажимов, регулировка шарнира подъемной рамы, наклеивание уплотнителя.
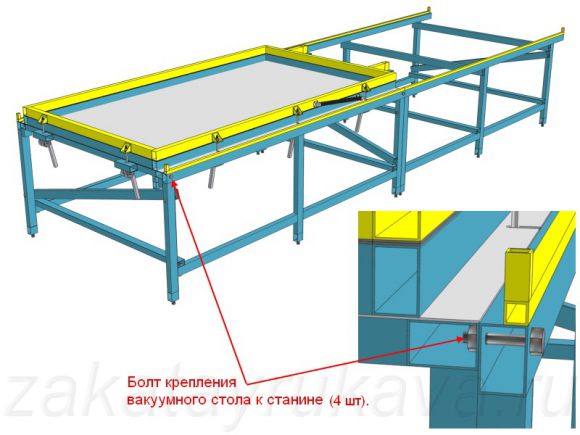
Крепление вакуумного стола на станине.

Вакуумный стол в работе.
Металлоконструкция начинает приобретать очертания будущего термовакуумного пресса, но ей пока не хватает многих элементов: вакуумной системы, термомодуля, блока электроуправления, — о которых будет идти речь в следующих статьях.
Для изготовления объемных пластиковых изделий имеющих специфичную форум используется так называемый вакуумно формовочный станок.
Они предназначены для изготовления самых разнообразных пластиковых изделий, которые применяются в строительстве, быту, а так же используются в легкой, пищевой и автомобильной промышленности.
► Чтобы приобрести вакуумно-формовочный станок, лучше обратиться к ребятам из Machinetiс. Они смогут сделать модель индивидуально под ваши требования.
Основные виды вакуумно-формовочного станка
В основе работы вакуумно формовочного станка, лежит процесс вакуумного формирования. Он позволяет придать пластиковой заготовке необходимую форму.

Суть его сводиться к тому что специальную заготовку из пластика, которая подвергается высокотемпературному нагреву, помещают в изолированную специальную вакуумную камеру над матрицей необходимой формы.
Затем под действием перепада давления образующегося при откачивании воздуха из камеры, заготовка принимает форму матрицы и таким образом образуется изделие необходимой формы.
Видео: принцип работы вакуумно-формовочного станка
В зависимости от размеров изготовляемых с его помощью деталей такие станки можно разделить на станки для производства:
- крупногабаритных изделий, обычно применяемые в крупносерийном производстве и используемые в промышленных масштабах;
- среднегабаритных – используются для среднесерийного и единичного производства изделий в промышленных масштабах;
- мелкогабаритных – используемые для мелкосерийного и одиночного изготовления деталей.
Так же станки вакуумного формирования можно условно разделить на автоматические и полуавтоматические. В последних процесс подачи и выемки заготовки осуществляется вручную.
В зависимости от технических характеристик и возможностей создания определенного давления и температуры, станки вакуумного формирования могут работать с заготовками из ПВХ, ABS, PMMA, акрил и тому подобные материалы, что позволяет изготавливать с его помощью самые разнообразные изделия, любых форм и обеспечивая высокое качество продукции.

Основные узлы станка вакуумного формирования
Среди основных узлов, которые могут входить в комплект станка можно выделить:
- насосный узел или как его еще называют вакуумная система, обеспечивающая откачку воздуха из камеры и создание в ней перепада давления;
- нагнетающие воздух вентиляторы, которые обеспечивают равномерный нагрев и охлаждение пластиковой заготовки;
- электрические тэны (нагреватели), которые обеспечивают необходимую для работы температуру заготовки;
- прижимной узел состоящий из системы рам, для придания заготовки необходимой формы;
- подставка станка;
- станина, на которой располагается вакуумная камера;
- герметичная камера для процесса вакуумирования;
- компрессор, откачивания воздуха из камеры;
- система датчиков и регуляторов, для изменения параметров нагрева матрицы, проведения контроля за режимами вакуумирования и обработки заготовки.
Для проведения процесса вакуумного формирования, необходимым элементом является наличие специальной матрицы, на основе которой производится изделие. Такая матрица делается по размерам и форме необходимого для изготовления изделия. Ее материалом служат специальные термоустойчивые и прочные составы, которые позволяют проводить работу по вакуумированию, не один раз.
В зависимости от степени автоматизации процесса вакуумного формирования, такие станки могут оснащаться различным дополнительным оборудованием таким как:
- система управления панелью нагрева заготовки;
- датчиками защищающими заготовку от провисания;
- система управления растяжением заготовки (куполом установки);
- система управления механизмом изменение уровня стола и аварийными линиями концевых герконовых датчиков с возможностью отключения систем;
- датчик и регулятор времени проведения операций по формированию;
- датчик и регулятор времени проведения операций по охлаждению заготовки;
- системой управления процесса «отстрела» заготовки от матрицы;
- система приключения с автоматического на полуавтоматический режим работы.
Вакуумно-формовочный станок своими руками
Если возникла необходимость в изготовлении пластиковых изделий из заготовок толщиной пластика не более 4 мм, то можно сделать вакуумно формовочный станок своими руками. Он позволит изготавливать пластиковые изделия в единичных или мелкосерийных вариантах и послужит хорошей заменой в целях экономии заводским станкам.
- Листы фанеры.
- Металлопрофильная труба.
- Компрессор (можно использовать центробежный вентилятор например от пылесоса).
- Электрические тэны.
- Автоматическое реле, кнопки включателя, светодиод.
- Саморезы.
- Асбестокартон.
- Лист нержавеющей стали.
- Вакуумный стол.
Сборка станка осуществляется в такой последовательности:
– изготовления прижимной рамы из металопрофильной трубы;
– изготовление фанерного короба, герметичного короба в котором располагается компрессор, а сверху устанавливается перфорированный формовочный стол;
– изготовления короба из нержавеющей стали, для расположения нагревательных элементов, сверху которого будет располагаться заготовка;
– установка реле и выключателей;
– соединение между собой одной части прижимной рамы и формовочного стола.


Отправить ответ