
Типы бит для отверток
Содержание:

Современный электроинструмент значительно облегчает ремонт, сборку и демонтаж крепежных элементов. Однако он может и разочаровать, когда работник не обладает достаточными знаниями, совершает непоправимые ошибки.
Дрель домашнего мастера и шуроповерт способны подвести в самый неподходящий момент по причине плохо работающей насадки.
Хотите быть в безопасности, уверенно работать ими? Узнайте, как выбрать биты для шуруповерта и перестаньте беспокоиться за конечный результат.
Как должна работать насадка на шуруповерт
Любые завинчиваемые крепежные элементы имеют особенность: они создаются исключительно под стандартный размер приспособленной к ним насадки. Она должна плотно, без люфтов входить в его пазы и выступы, надежно передавать крутящий момент.
Производители шурупов, саморезов и винтов выпускают не только широкий ассортимент своей продукции, но и отвертки под них, насадки под шуроповерт — биты. Вся эта продукция строго стандартизирована, что и следует учитывать при выборе.

Биты могут продаваться отдельно или входить в комплект инструмента производителя.


Проверить качество соответствия биты головке самореза или шурупа просто: надо плотно зафиксировать крепежный элемент, например, в тисках и вставить в него биту с шуроповертом, но не включать последний.
Если создан плотный контакт сопряженных поверхностей и отсутствуют люфты, то все нормально: можно работать. В противном случае пострадают сразу две детали:
- саморез, который нельзя будет использовать повторно или до конца;
- насадка из-за повреждения граней бьющим усилием крутящего момента.

Поврежденная бита имеет характерный вид — стертые грани рабочих кромок.
В отдельных случаях бывает проще ввернуть один или два самореза вручную, чем использовать шуруповерт. Для этих целей служит специальная рукоятка.

ТОП-4 стандарта, влияющих на выбор биты
Обращайте внимание на:
- форму насадки;
- ее размер;
- материал изготовления;
- приспособленность к тангенциальным нагрузкам.
Форма насадки
- плоский шлиц;
- крестообразный наконечник;
- усиленный крест;
- звездочка;
- шестигранник;
- специальные формы.

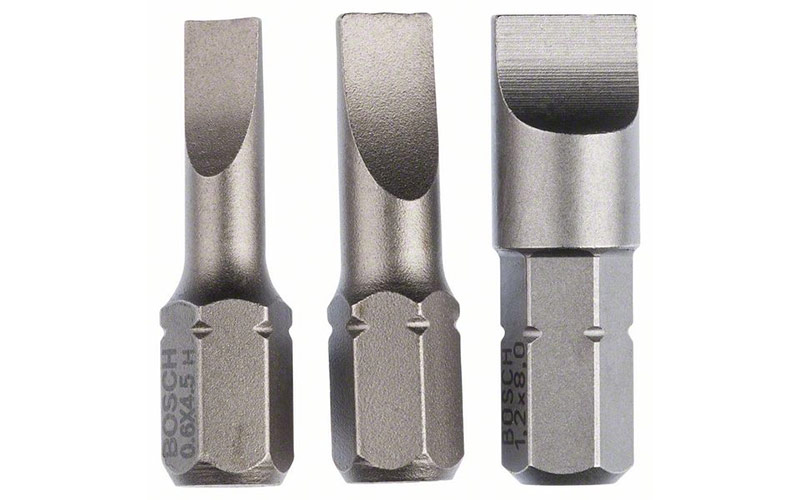
Биты Slotted — прямой шлиц
Это самая распространенная отвертка, работающая еще с XVI века. Обозначается сокращенно «S» от английских слов шлиц, щель.
Она выпускается с соблюдением соотношения ширины и толщины шлица.

В обозначении маркировки указывается буква S и величина ширины в мм, а толщину в большинстве случаев не пишут.
Продажа предоставляет типовые артикулы насадок:
- 020.0 — классическая с прямым шлицем;
- 191.0 — с прямым шлицем SL;
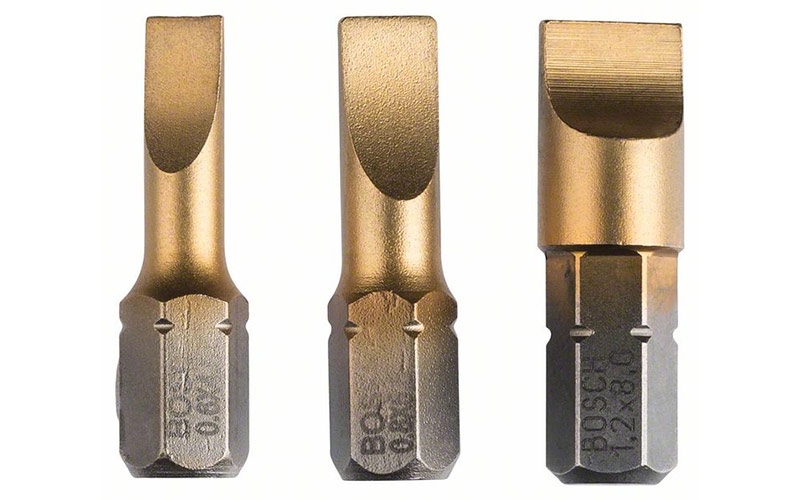
- 122.0 с прямым шлицем и TIN покрытием.
Биты Phillips — под крест
Насадка изобретена в начале XX века, массово стала внедряться в автомобильном производстве Европы после второй мировой войны. В обозначении используются:
- буквы РН;
- цифра номера биты, которая строго привязана к наружной резьбе крепежного элемента.

Для домашних работ подходит размер №2. Он хорошо справляется с креплением металлов и древесины.
В продаже встречаются артикулы:
- 000.0 — PH классическая;
- 160.0 — обычная крестовая;
- 701.0 — геометрия Exaform с карбид-титановым покрытием;
- 706.0 — с карбид-титановым покрытием;
- 101.0 — крестообразный шлиц с TIN покрытием;
- 201.0 — крестовая PH.
Биты Pozidriv — усовершенствованные крестообразные
Патент выдан в 1996 г. Между насадкой и головкой самореза создается контакт повышенной плотности за счет дополнительных кромок рельефа шлицев — насечек.

Эта бита предназначена для работы с плотной древесиной неоднородной структуры, например, креплений в плитах ДСП.
Обозначается в маркировке буквами PZ и цифрой размера шлица: PZ1, PZ2 или PZ3. Для специализированных задач существуют модификации форм дополнительных кромок.
- 011.0 — PZ классическая;
- 711.0 и 2.716.0 — крестообразный шлиц с насечками и карбид титановым покрытием;
- 211.0 крестообразный шлиц с насечками и TIN покрытием;
- 211.0— PZ классическая.
Биты Nex — шестигранные
Такие насадки используют для крепежа с большими нагрузками, например, в производстве мебели, машиностроении. Они обладают увеличенной площадью соприкосновения граней, встречаются разными модификациями. Одна из них приведена на картинке.

Разновидностью является бита с внутренним отверстием, которое облегчает установку, фиксирует от проскальзывания при работе.
- 540.0 — шестигранная;
- 260.0 — шестигранная;
- 263.0 — шестигранная;
- 520.0 — шестигранная с центральным отверстием.
Биты Torx — звездочка
Сейчас это наиболее популярная насадка в странах запада. В работе участвуют все шесть граней, улучшается их сцепление, уменьшается износ, вероятность выскальзывания.

Используется в строительстве и машиностроении.
- 078.0 — классическая;
- 254.0 — Torx Plus классическая;
- 734.0 — звездочка с покрытием титаном;
- 764.0 — звезда Torx классическая;
- 164.0 — звёздочка;
- 244.0 — звёздочка Torx Plus покрытие Hi CROM;
- 234.0 — звёздочка TIN покрытие;
- 280.0 — звёздочка Torx;
- 280.0 — звёздочка;
- 584.0 — звёздочка с внутренним отверстием;
- 184.0 — звёздочка с внутренним отверстием.
К специальным видам относятся насадки:
- вилка Snake-eye и классическая;
- четырехгранная;
- трехкрылая;
- четырехкрылая;

Размер
Габариты насадки стандартизированы под размер диаметра крепежного элемента: винта, шурупа, самореза. Они учитываются в спецификации.
Длина биты для обычного монтажа составляет 25 мм, но в отдельных случаях немного увеличена.

Для работ в ограниченных местах служат удлиненные насадки. Их размер составляет от 50 до 150 мм.
Прочность материала
Основным металлом для бит используются стальные сплавы. С учетом прилагаемых нагрузок они изготавливаются с разной жесткостью.
Для усиления прочности в них добавляют сплавы других металлов:
- хрома с молибденом;
- хрома с ванадием;
- вольфрама с молибденом.
Внешняя поверхность инструмента для повышения прочности подвергается термической обработке. Она может дополнительно усиливаться PVD покрытием пленкой титана, никеля в среде вакуума или иметь алмазную вставку.
Обработанные нитридом титана в ходе химических процессов биты обладают повышенной износоустойчивостью, имеют золотисто-бронзовый оттенок.

Знание необходимой формы, размера, прочностных характеристик металла и его защитное покрытие позволяет понимать, как выбрать биты для шуруповерта.
Приспособленность к тангенциальным нагрузкам
Если заворачивать обычным шуруповертом длинный саморез в плотную древесину неоднородного состава, то на руки оператора воздействуют большие крутящие моменты. Для их снижения используют специальный инструмент с дополнительным тангенциальным ударом.
Ударный шуруповерт нельзя путать с ударной дрелью. У него другой принцип работы: нанесение серии высокочастотных ударов в плоскости закручивания, проходящей перпендикулярно оси движения самореза. За счет этого им работают без сильного надавливания и часто называют гайковертом.
При этом нагрузка на инструмент и саморез возрастает. Чтобы ее снизить и защитить шлиц от повреждения применяют специальную насадку удлиненной формы с торсионной зоной.
Она гасит импульс энергии, возникающий при большом крутящем моменте пиковых нагрузок благодаря повышенной прочности инструмента на скручивание.
Торсионная бита при работе обладает повышенным ресурсом, точностью и прочностью. Ее геометрия надежно обеспечивает плотный захват головки крепежного элемента.
Торсионные насадки предназначены для использования с ударным шуроповертом. Нагрузки вращения от обычного инструмента они передают, как и простые насадки, а стоят дороже. Приобретать их для использования в простой дрели смысла нет.
Маркировка торсионных бит выполняется нанесением цветного кольца прямо на поверхность насадки.

Интересный эксперимент провели корреспонденты журнала «Потребитель». Они испытали на прочность в одинаковых условиях торсионные биты от всех известных производителей, опубликовали видеоролик. Его результаты должны вас заинтересовать.
Парадокс: цена, количество и качество
При рассмотрении вопроса стоимости бит важно понимать, что при покупке дешевой продукции даже в специализированных магазинах можно не сэкономить деньги, а потерять их.
Уже не секрет, что рынок заполнен поддельными товарами, которые создаются только для продаж и получения прибыли недобросовестными производителями за счет обмана доверчивых потребителей. Приобретать такую продукцию — значит просто потерять свои деньги.
Выпуск высококачественных насадок сопряжен с материальными затратами, которые должны окупиться у производителя и покупателя. Цена на них назначается с учетом оптимальных сочетаний этих требований.
Производитель получает прибыль за счет быстрых и массовых продаж продукции, а покупатель — благодаря длительной и надежной эксплуатации приобретенных бит для шуруповерта, которые экономят рабочее время, значительно облегчают монтаж крепежных элементов.
Поэтому, покупать качественные биты — это значит правильно вкладывать деньги, беречь свои нервы.
Качественная бита стоит порядка 1,5 доллара. На ней выбито клеймо производителя с указанием типа формы и размера. Обработка PVD покрытием обойдется чуть дороже.
Мастер, который регулярно пользуется шуроповертом, выполняя им различные действия, может сэкономить на приобретении бит. Для этого их покупают большое количество, но по оптовой цене. За счет этого стоимость единичного изделия снижается.
Еще раз обращаю внимание: каждая бита выбирается под определённый крепеж с конкретными характеристиками. Хороший инструмент стоить дешево не может, но оправдывает свое приобретение в процессе работы.
Считаю полезным по излагаемой теме порекомендовать просмотр видеоролика владельца autom «Почему портятся отвертки».
Возможно, что у вас еще остались вопросы по выбору бит или есть разногласия с предоставленным материалом. Воспользуйтесь комментариями, а я отвечу на них.
В сборочных и монтажных работах массово применяется малая механизация – ручной инструмент с электрическим или пневматическим приводом. Это всевозможные шуруповерты и гайковерты, с применением которых закручивание самореза, болта или гайки с полной затяжкой занимает одну-две секунды.
С таким инструментом нужна сменная оснастка, предназначенная для работы с крепежом разных видов и форм. Эту функцию выполняют биты – маленькие насадки, непосредственно передающие крутящий момент шуруповерта на винтовой крепеж. Передача усилия происходит через специальные шлицы на шляпке винта. Существует множество видов шлицов и соответствующих им наконечников. Для них разработаны соответствующие стандарты, благодаря чему бита, изготовленная где-нибудь на японском заводе в Китае, точно подходит к головке крепежа на сборочном конвейере в Баварии.
Сменные насадки для винтов оказались настолько удобными, что их стали применять при ручных операциях. Для этого изготавливаются отвертки с держателем под хвостовик насадки.
Виды шлицов
Сегодня существует несколько десятков разнообразных форм головок и шлицов винтового крепежа. Рассмотрим наиболее популярные, которые применяются в повседневной жизни.
Это традиционный шлиц в виде прямой прорези в головке винта. Слово «слоттед» означает «прорезанный» Биты SL имеют наконечник, как у обычной плоской отвертки. На маркировке указывается ширина наконечника. Иногда дополнительно указывается толщина жала, как правило, если она нестандартна.
Шлицы этого вида отличаются хорошей передачей больших усилий, но при условии точного сопряжения насадки с головкой. Даже небольшие перекосы резко снижают качество зацепления. Сейчас такие шлицы применяются редко, но их можно встретить в старой технике.
Это прямой крестообразный вырез в головке крепежа. Соответствующая ему бита имеет четырехлопастную форму, сужающуюся к концу с углом при вершине 55°.
Биты PH легко позиционируются и удерживаются в шлицах, что позволяет работать на высокой скорости. Они не теряют сцепления при небольшом отклонении от оси винта, а при существенном отклонении частично сохраняют работоспособность. При работе биты «Филипс» требуют приложения значительного осевого усилия, поскольку при передаче крутящего момента возникает сила, выталкивающая их из шлицов.
Чтобы уменьшить выталкивание и улучшить зацепление, была создана модификация Phillips ACR (anti-cam-out recess), имеющая насечки на контактных поверхностях, а затем ее усовершенствование – ACR2, с насечками, расположенными под другим углом к оси вращения. Систему насечек обозначают «Фикс» или NSS. Она применяется и на других битах подобной конструкции.
Биты «Позидрайв» в целом повторяют форму PH, но имеют четыре дополнительных выступа, из-за чего их иногда называют двойным крестом. Их кончик имеет несколько меньший угол при вершине – 50о и одинаковую по всей длине толщину основных лепестков. Этот стандарт обеспечивает очень плотное соединение наконечника со шлицами, хорошую передачу крутящего момента даже при существенном отклонении биты от оси винта. Как и изделия Phillips, биты Pozidrive могут иметь насечки NSS или «Фикс», препятствующие выталкиванию наконечника из шлицов.
Крестообразные биты PZ и PH не взаимозаменяемы. Из-за дополнительных выступов насадка PZ не может плотно войти в шлицы PH. Бита PH в шлицах PZ держится немного лучше, но не входит на полную глубину, не дает полного контакта, из-за чего не может использоваться полноценно.
Это прямой наконечник правильной шестиугольной формы. Его название является сокращением от слова «hexagon». Применение этого соединения требует внимательности и точного контроля усилия затяжки, поскольку при резком возрастании нагрузки наконечник сам не выходит из зацепления, как крестообразные насадки. Биты типа H используются для головок небольших размеров и передачи высокого крутящего момента.
«Торкс» – это соединение в форме шестилучевой звезды. Разработано для передачи высокого крутящего момента при небольших размерах шлицов. Применяется преимущественно в крепеже высокой прочности. Существуют различные модификации этого стандарта.
• Torx Plus (Internal Plus, IP) – шестилучевая звездочка с широкими лучами, без острых вершин.
• Torx Hole (TH) – звездочка с цилиндрическим выступом по центру шлица и такой же выемкой по оси биты. Применяется для защиты креплений от неспециалистов.
• Пятилучевая звездочка и такая же звездочка с выступом в центре – еще два варианта защиты крепежа от несанкционированной разборки соединений.
Применяются для болтов, гаек или саморезов с шестигранной головкой, которые используются для крепления деревянных лаг и реек или для монтажа кровли.
Длины бит
Стандартная длина биты – 25 мм. Но в зависимости от условий работы и выполняемой задачи бывает нужна оснастка большей длины. Для таких случаев производятся насадки длиной 35, 50, 100, 150, 250 и даже 400 мм. Длина торцевых головок зависит от их диаметра и обычно укладывается в диапазон 40 – 105 мм. Биту можно удлинить, используя адаптер для бит.
Виды хвостовиков
Корпус биты имеет поперечное сечение в форме правильного шестиугольника. В большинстве случаев эта форма используется для удержания оснастки в инструменте. Обычный размер корпуса, который служит и хвостовиком для фиксации – 6,3 мм (1/4”). Размер определяется по расстоянию между противоположными гранями. В стандарте ИСО 1173-88 (ГОСТ 29306-92) еще предусмотрены размеры 8 и 10 мм (5/16 и 7/16 дюйма соответственно).
Для бит используются хвостовики в двух вариантах исполнения, обозначаемых буквами «С» и «Е». В исполнении «С» хвостовик имеет узкие клиновидные выемки на ребрах шестигранника, предназначенные для фиксирующего пружинного кольца. В исполнении «Е» на хвостовике делается более глубокая кольцевая выемка под шариковый фиксатор.
Если в патроне инструмента не предусмотрена пружинная фиксация оснастки, то хвостовики обоих исполнений взаимозаменяемы.
Материалы и технологии
Биты – это инструмент, работающий с высокими нагрузками. Крутящий момент, необходимый для работы с крепежом, передается через наконечник размером в несколько миллиметров. Поэтому качественные биты изготавливаются из прочных материалов.
Для изготовления бит применяют твердую инструментальную сталь, которая отличается не только стойкостью к деформациям, но и способностью переносить ударные и сосредоточенные нагрузки. Для самых лучших из них используют хромованадиевую или хромомолибденовую сталь.
Добавка хрома в сплав повышает его твердость и износостойкость, препятствует коррозии. Добавка ванадия способствует получению стали с мелкозернистой структурой, повышает стойкость к ударным нагрузкам, улучшает возможности поверхностного упрочнения (цементации) изделий. Молибден в составе стали повышает ее прочность, улучшает качество закалки.
Чаще всего биты изготавливаются методом точного литья. Для прочности инструмента важен не только состав сплава, но и его структура. Самые прочные насадки изготавливаются ковкой. Ковка уплотняет металл, насыщает его кристаллическую решетку оптимальным количеством дислокаций, что снижает деформируемость изделий. Точная форма битам придается при помощи обработки резанием на токарных и фрезерных станках.
Наконечники бит испытывают высокие нагрузки на рабочие поверхности. Поэтому особое значение приобретает поверхностное упрочнение инструмента. Для этого применяют различные покрытия из материалов, стойких к износу.
• Нитрид титана – покрытие, окрашивающее наконечник в золотистый цвет и повышающее стойкость биты к истиранию.
• Карбид вольфрама – очень твердое вещество (9 баллов по Моосу), напыление которого повышает срок службы биты.
• Алмазное напыление – покрытие, не только повышающее износостойкость наконечника, но и улучшающее его сцепление со шлицами за счет абразивного действия.
Для разных условий использования и некоторых специальных применений производятся особые виды бит:
• двойные биты, с еще одним наконечником вместо хвостовика;
• биты с ограничителем, для монтажа гипсокартона;
• шестигранные с шаровидным наконечником Hexball, которые не теряют способности передавать усилие при отклонении от оси крепежа на угол до 30о;
• торсионные биты, способные выдерживать нагрузки с высоким моментом закручивания.
О торсионных битах стоит рассказать отдельно. Это насадки, имеющие на корпусе упруго деформируемую, так называемую, торсионную зону. При резком возрастании крутящего момента бита скручивается в торсионной зоне и амортизирует удар. Такие насадки применяются при жестком монтаже, когда затяжка винта происходит с его резкой остановкой. Они отлично работают в режиме тангенциального удара, который имеют гайковерты и некоторые шуруповерты.
Торсионная зона на бите выделяется сужением в середине корпуса или непосредственно перед наконечником. Такой инструмент маркируется цветной пластиковой втулкой, но она используется не всегда.
Выбор биты с учетом всех особенностей ее применения – это одно из условий быстрой и качественной работы, долгой службы инструмента.
В наше время проведение строительно-монтажных работ очень сильно упростилось. Этому, в том числе, способствует огромное количество крепежных элементов, которые очень легко использовать имея в наличии электрическую отвертку или дрель-шуруповерт. Гвозди в настоящее время используются все реже и реже. Как любители, так и профессиональные мастера все больше отдают предпочтение шурупам и винтам, так как эти крепежные элементы обеспечивают наиболее прочное крепление. Однако под каждый крепежный элемент применяются свои насадки, без которых ваш шуруповерт превращается в бесполезную игрушку. Чтобы было проще ориентироваться в многообразии насадок, представляем вашему вниманию классификацию бит для шуруповерта. Вы узнаете какие виды и размеры бит выпускает промышленность и для каких крепежных элементов применяется та или иная бита.

Биты под прямой шлиц (Slotted)
Самой первой была изобретена отвертка под прямой шлиц, ее придумали в XVI веке. Она была широко распространена в советский период. Сегодня тоже существуют виды бит для шуруповерта изготовленные под прямой шлиц, но используются они реже. Такие насадки обозначаются буквой S. Данная маркировка размещается на одной из граней бит. Латинская буква S является сокращением от английского слова slot, означающего "щель" или "шлиц". Также существует альтернативный вариант обозначения — slotted. Это слово при переводе на русский язык означает "шлицевая". Всегда рядом с буквой указывается цифра, свидетельствующая о ширине жала. В некоторых случаях дополнительно указывается его толщина.



Соотношение ширины и толщины наиболее распространенных бит под прямой шлиц:
| Ширина, мм | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 | 5,5 | 6,0; 6,5; 7,0 | 8,0 | 9,0 |
| Толщина, мм | 0,3 — 0,4 | 0,4 | 0,5 | 0,5 — 0,6 | 0,6 — 0,8 | 0,6 | 0,8 | 0,8 — 1,0 | 1,0 — 1,2 | 1,2 — 1,6 | 1,4 — 1,6 |
Далее рассмотрим некоторые разновидности бит под прямой шлиц.
Классическая бита с прямым шлицем
Ширина и толщина — это два основных размера прямого шлица. В большинстве случаев указывается только первый параметр. Он варьируется в пределах от 3,0 до 9,0 мм. Второй параметр довольно часто не обозначается, но его значение может составлять от 0,5 до 1,6 мм. Особенность такой маркировки связана с тем, что ширина и толщина имеют нормативное соотношение. Поверхность бит с плоским шлицем защищена от эрозии и отличается повышенной твердостью.
Бита с прямым шлицем и TIN покрытием
Данные биты имеют золотистый цвет, так как поверхность насадок покрыта нитридом титана в результате химического процесса CVD. Благодаря этому приспособления имеют прочную поверхность. Такие насадки могут отличаться между собой только по ширине. Это значение составляет от 4,5 до 6,5 мм. Еще в маркировке приспособлений может быть указана их толщина. Эта величина находится в пределах от 0,6 до 1,2 мм.
Удлиненная бита под прямой шлиц
Благодаря удлиненной части приспособления имеется возможность более точно проводить необходимые работы. При использовании, жало данной насадки прочно размещается в шляпке шурупа или винта. С помощью данной биты удобно выполнять мелкие монтажные процессы. Отличительной чертой этих приспособлений является длина насадок, которая колеблется от 50 мм до 100 мм.

Крестообразные биты (Phillips)
Впервые крестообразная бита появилось в первой половине 20-го века. Способствовал этому тот момент, что при использовании крепежей и отверток под прямой шлиц в автомобильной промышленности, при сборке деталей, они часто высказывали из шляпок винтов и шурупов, что приводило к порче лакированного покрытия транспортного средства. Также у крепежных изделий часто срывалась резьба из-за того, что еще не были изобретены ограничители крутящего момента, которые впоследствии стали применяться в механических шуруповертах и винтовертах.
Все перечисленные причины способствовали тому, что в 1933 году Джон Томпсон изобрел шуруп с крестообразным шлицем. Через 3 года патент на данное изобретение был приобретен Генри Филлипсом. Этот инженер доработал технологию производства и в 1937 году предложил Юджину Кларку, который являлся крупным производителем изделий из металла, провести соревнования, кто быстрее выполнит закручивание шурупов. Естественно, Генри Филлипс в состязании победил. После этого новый тип насадок привлек внимание автопроизводителей из США, но скоро началась Вторая мировая война. Поэтому крестообразный шлиц появился в Европе, вместе с поставками американской военной техники.
Первая крестообразная насадка называлась "филлипс" в честь Генри Филипса. Биты этого вида маркируются буквами PH. После них следует номер, жестко связанный с диаметром наружной резьбы крепежного элемента. Данный стандарт используется для всех типов бит с крестообразным жалом.



Стандартные соотношения номера крестообразной биты типа PH и наружной резьбы крепежа:
| Номер биты | 1 | 2 | 3 | 4 | |
| Диаметр резьбы, мм | менее 2,0 | 2,1 — 3,0 | 3,1 — 5,0 | 5,1 — 7,0 | более 7,1 |
Классическая крестообразная бита PH
Данные насадки различаются между собой размерами, которые варьируются от 0 до 4. Чаще всего используется крестовина №2, так как она позволяет работать с металлическим и деревянным материалом. Реже используются крупные насадки под номером 3 и 4. Чаще всего их применяют во время ремонта автомобилей и крупногабаритных предметов.

Крестообразная бита со шлицем PH и TIN покрытием
Для покрытия насадки используются нитрид титана. Об этом свидетельствует золотистый цвет биты. Насадка способна выдерживать большие нагрузки. Шлиц может быть выполнен в одном из трех размеров: PH 1, 2 или 3.

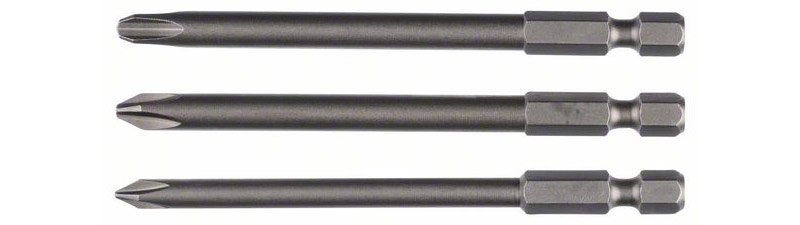
Удлиненная крестообразная бита PH
Удлиненная насадка со шлицем PH крестообразной формы может использоваться, для закручивания крепежей в труднодоступных местах. Такие приспособления особенно эффективны во время отвинчивания крепежных изделий. Чаще всего можно встретить насадки длинной 50, 70, 90, 110, 125, 150 мм. Выпускаются в трех размерах PH 1, 2, 3.
Крестообразные биты (Pozidriv)
Позже, специально для производства мебели и выполнения строительных работ Philips Screw Company разработала новый вид крестообразного шлица. Он получил название Pozidriv (Позидрив). Этот вид шлица был запатентован в 1966 году. Биты для данного шлица маркируются буквами PZ. Они предназначены для работы с деревом или с другими подобными материалами, имеющими неоднородную структуру. В тоже время для работы с металлом больше подходят биты типа PH.
Отличительной чертой системы PZ, по сравнению с PH, является то, что кромки рабочих поверхностей расположены параллельно друг другу и по всей своей длине изготовлены с одинаковой толщиной, а сам шлиц значительно глубже. Такая конструктивная особенность предотвращает выталкивание биты при закручивании крепежа. Благодаря этому образуется более плотный контакт между шляпкой шурупа и битой, что уменьшает износ элементов. При этом не нужно прикладывать больших осевых усилий, когда происходит нажатие жала на шлиц.
Необходимо помнить, что при выборе биты для закручивания крепежных изделий под шлиц PZ нужно использовать биту типа PZ. В случае использования насадки типа PH, для закручивания изделий под шлиц PZ, поверхности будут неплотно соприкасаться друг с другом, что сократит срок службы насадки.


Отправить ответ