
Токарные приспособления и вспомогательные инструменты
Содержание:
Приспособления токарных станков разделяются на универсальные и специальные и предназначены для закрепления на станке инструмента и (или) заготовки.
Резцы обычно не требуют для закрепления в резцедержателе каких-либо вспомогательных приспособлений. При небольших размерах резцов могут использоваться специальные державки, в которых крепятся резцы, а сама державка крепится в резцедержателе (рис. 12). Для фасонных резцов требуются державки, которыми не только зажимается резец, но и регулируется положение его базовой точки или линии относительно линии центров. Указанные вспомогательные приспособления для инструментов являются специальными.
Для закрепления заготовок и их обработки применяют универсальные приспособления: центры, патроны и специальные втулки и оправки. Заготовки длиной более трех диаметров могут устанавливаться на центры.

Рис. 12. Установка резца в резцедержателе.
Установка деталей в центрах.
При обработке заготовок длиной более трех диаметров, валов и некоторых других заготовок, имеющих базовые поверхности в виде центровых отверстий, в качестве установочных элементов используют центры, устанавливаемые в конические отверстия шпинделя пиноли передней и задней бабок. Неподвижные (рис. 13, а-в) и вращающиеся (рис. 13, г,д) центры устанавливают в задней бабке, а неподвижные в шпинделе. Для обычных работ конус переднего центра изготовляют с углом а=60°, для тяжелых работ а=90°. Для получения цилиндрической поверхности оси центров передней и задней бабок токарного станка должны совпадать. Центры изготовляют из инструментальной стали; твердость поверхности конуса HRC 55-58.
При обработке пустотелых деталей напроход используют рифленые центры (рис. 13, б), для подрезки торца — центры с выточкой (рис.13, в).
Для точной фиксации заготовок по торцу, в частности на станках с ЧПУ, используются «плавающие» (подпружиненные) центры.
При больших усилиях резания и высоких скоростях необходимо жесткое крепление заготовок. При этом обыкновенные центры быстро изнашиваются из-за больших сил трения между поверхностью вращающейся заготовки и неподвижной поверхностью центра.

Рис. 13. Конструктивные схемы различных центров: а — обыкновенный; б — рифленый; в — с выточкой, г — вращающийся для заготовок с центровыми углублениями; д — вращающийся для заготовок с коническими концами.
Установка деталей на планшайбе
В тех случаях, когда заготовки не могут быть установлены и закреплены в патронах, например, из-за своей неправильной геометрической формы, применяют планшайбы (рис. 14).
Планшайба представляет собой плоский диск 2, который крепится к фланцу 1, устанавливаемому на шпинделе станка. Рабочая поверхность планшайбы может быть выполнена с радиальными или концентрическими пазами. Поперечное сечение паза может быть фигурной или и Т-образной формы. Т-образные пазы 11 (рис. 14, б) создают удобства при монтаже приспособлении: центрирующих устройств, кулачков, прижимных и опорных планок, прихватов, комплектов зажимных бортов, упоров, домкратов, подставок.
Обрабатываемые заготовки центрируют и закрепляют на планшайбе с помощью сменных наладок и прихватов. На рис. 14,а показано закрепление заготовки типа кольца 4, которую устанавливают на опорную втулку 3 и при обработке наружной поверхности закрепляют шайбами 5 и 6 и винтом 8 с гайкой 7, а при обработке внутренних поверхностей — прихватами 9.

Рис. 14. Конструкция планшайбы: а — поперечное сечение; б — вид в плане.
Установку прямоугольной заготовки выполняют следующим образом. В Т-образных пазах планшайбы закрепляют с помощью крепежных болтов три кулачка с регулируемыми болтами. Предварительно сориентированную заготовку крепят прижимной планкой с помощью болтов. Устанавливают противовес и стопорят его упором, расположенным в Т-образном пазу планшайбы (масса противовеса и его расположение должны обеспечивать равномерное, без резкой остановки вращение планшайбы от рук при отключенном шпинделе). Затем окончательно выверяют заготовку индикатором часового типа и регулировочным болтами; окончательно закрепляют заготовку и приступают к обработке отверстия.
Для снятия заготовки освобождают прижимную планку и ослабляют только один регулировочный болт кулачка. Следующую заготовку устанавливают уже без выверки, зажав регулировочный болт кулачка и установив прижимную планку.
Точную выверку заготовки по оси центров (по горизонтали и вертикали) производят индикатором часового типа или рейсмасом. Затем уравновешивают планшайбу противовесом, стопорят его упором и приступают к растачиванию отверстия в заготовке.

Рис. 15. Пример крепления детали на планшайбе: а — при помощи прихватов, б — при помощи угольника:
Установка деталей на оправки
Некоторые заготовки могут быть обработаны с установкой их в оправках. На рис. 16.а показаны цельная и разжимная центровые оправки.

Рис. 16. Оправка для установки заготовок с отверстием: а — центровые; б — шпиндельная; 1 — стержень; 2 — заготовка; 3 — разрезной элемент; 4 — гайка.
Используются и шпиндельные оправки, устанавливаемые в шпинделе.
Установка деталей в люнетах.
При обработке на токарных станках заготовок значительной длины и небольшого диаметра в качестве дополнительных опор применяют специальные приспособления — люнеты, позволяющие увеличивать жесткость обрабатываемых заготовок.

Рис. 17. Пример оправки
Люнеты бывают: подвижные и неподвижные обычной конструкции; модернизированные (с вращающейся втулкой, самоустанавливающейся муфтой); самоцентрирующие (с встроенными в кулачки шариковыми и роликовыми подшипниками) и др.
Неподвижные люнеты используют при обработке валов, длина которых l>(10+12)d, где d — диаметр вала. Перед установкой люнета заготовку крепят в центрах станка и протачивают шейку-под кулачки люнета на расстоянии равном (0,5-0,5)l от передней бабки. Затем устанавливают люнет на направляющие станины станка следующим образом.
Состоит из чугунного корпуса 1, на котором болтом 7 крепится откидная крышка 4, что облегчает установку заготовки. Основание корпуса имеет форму соответствующую направляющим станины, на которых люнет закрепляется планкой 9 и болтом 8. В корпусе с помощью регулировочных болтов 2 и винтов 3 перемещаются два кулачка 6, а в крышке — один кулачок 5. Для закрепления кулачков в требуемом положении служат винты 3. Такое устройство позволяет устанавливать в люнет валы различных диаметров. Кулачки иногда заменяют роликами для уменьшения трения.

Рис. 18. Неподвижный люнет

Рис 19. Обработка детали в неподвижном люнете.
При нарезании резьбы на нежестких валах постоянного сечения. Предварительно выверяют (с высокой точностью) относительное положение центров, задней и передней бабок.
При обработке весьма длинных заготовок (торсионные валы, тяги, штоки и др.) применяют несколько люнетов (один — два неподвижных и один подвижный), устанавливаемых на определенном расстоянии.

Рис. 20. Пример обработки детали в люнетах в ОКБ «Темп»:
Установка деталей в кулачковых патронах.
Для закрепления на токарных станках деталей небольшой длины используются универсальные трехкулачковые самоцентрирующие патроны (рис. 21). В самоцентрирующем патроне кулачки перемещаются одновременно, благодаря чему устанавливаемая на кулачки внутренняя или наружная поверхность заготовки закрепляется соосно шпинделю. Кроме цилиндрических в таком патроне удобно устанавливать и другие заготовки, например, шестигранные.

Рис. 21. Трех кулачковый самоцентрирующий патрон: а — общий вид; б — детали патрона, 1— коническое зубчатое колесо, 2 — кулачки, 3 — корпус, 4 — диск, с одной стороны которого спиральная нарезка, с другой — зубья.
При обработке широкой номенклатуры заготовок в единичном производстве заготовку устанавливают в трех кулачковый патрон без предварительной ее выверки в осевом направлении; необходимый размер по длине замеряют либо от торца детали, либо от торца корпуса патрона, в котором закреплена деталь.
При обработке партии деталей в условиях крупносерийного и массового производства для установки заготовок в осевом направлении используют расточенные кулачки, благодаря чему отпадает необходимость в измерении при установке следующей заготовки. Для обработки прутковых материалов применяют цанговые патроны.
В станках для крепления заготовок широко применяют пневматические, гидравлические, центробежные и другие патроны. В единичном производстве при обработке заготовок сложной формы применяют трех кулачковые патроны с индивидуальным и независимыми приводом. Для установки тонких дисков при обработке торцовых поверхностей применяют электромагнитные патроны и патроны с постоянными магнитами.

Рис. 22 Пример фиксации детали в трех кулачковом патроне
Установка деталей в четырех кулачковом патроне.
Четырех кулачковый патрон (рис. 23) не обладает свойством автоматического центрирования заготовки, так как каждый из четырех кулачков перемещается независимо. Однако такие патроны позволяют устанавливать и закреплять заготовки сложной, несимметричной формы так, чтобы ось обрабатываемой поверхности располагалась либо на оси вращения шпинделя, либо в ином нужном положении.

Рис. 23. Четырех кулачковый патрон.
Предварительная установка производится следующим образом. Кулачки патрона разводят на расстояния примерно равные размерам заготовки, используя риски на торцовой поверхности планшайбы патрона. Поддерживая заготовку руками, перемещают специальный ключом кулачок патрона до его касания с заготовкой. Затем поворачивают шпиндель и перемещают кулачок и т.д. Более точную установку осуществляют с помощью индикатора часового типа: индикатор устанавливают на суппорте станка и определяют биение заготовки как разность наибольшего и наименьшего показания индикатора, деленную пополам (рис. 24).

Рис. 24. Выверка заготовки с помощью рейсмуса.
Предварительно размеченную и накернённую с двух сторон заготовку можно выверить также с помощью центров передней и задней бабок. Для этого устанавливают заготовку в центрах станка; далее аккуратно подводят к заготовке кулачок 1 (до касания), а затем кулачок 3 (до касания) с последующим поджатием. Таким же образом подводят к заготовке кулачки 2 и 4; окончательно закрепляют все кулачки и отводят заднюю бабку, после чего приступают к обработке, заготовки.
Рис. 25 Пример обработки заготовки в четырех кулачковом патроне:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Токарная обработка является наиболее распространенным методом обработки резанием и применяется при изготовлении осе-симметричных деталей типа тел вращения (валов, дисков, осей, пальцев, цапф, фланцев, колец, втулок, гаек, муфт и др.). Основные виды токарных работ показаны на рис. 4.6.
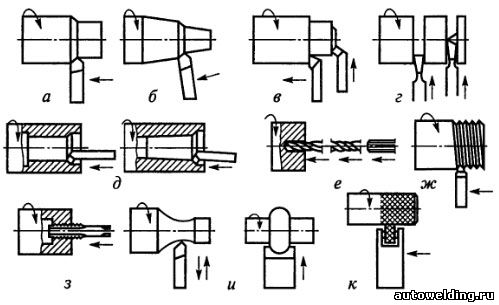
Рис. 4.6. Основные виды токарных работ (стрелками показаны направления перемещения инструмента и вращения заготовки):
а — обработка наружных цилиндрических поверхностей; б — обработка наружных конических поверхностей; в — обработка торцов и уступов; г — вытачивание пазов и канавок, отрезка заготовки; д — обработка внутренних цилиндрических и конических поверхностей; е — сверление, зенкерование и развертывание отверстий; ж — нарезание наружной резьбы; з — нарезание внутренней резьбы; и — обработка фасонных поверхностей; к — накатывание рифлений
В машиностроении большинство деталей получает окончательные формы и габаритные размеры в результате механической обработки заготовки резанием, которое осуществляется путем последовательного удаления режущим инструментом с поверхности заготовки тонких слоев материала в виде стружки.
Режущий инструмент. При работе на токарных станках применяют различные режущие инструменты: резцы, сверла, зенкеры, развертки, метчики, плашки, резьбонарезные головки, фасонный инструмент и др.
Токарные резцы являются наиболее распространенным инструментом и применяются для обработки плоскостей, цилиндрических и фасонных поверхностей, нарезания резьбы и т.д. (рис. 4.7).
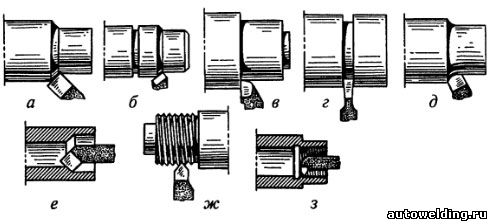
Рис. 4.7. Токарные резцы для различных видов обработки:
а — наружное обтачивание проходным отогнутым резцом; б — наружное обтачивание прямым проходным резцом; в — обтачивание с подрезанием уступа под прямым углом; г — прорезание канавки; д — обтачивание радиусной галтели; е — растачивание отверстия; ж и з — нарезание резьбы наружной и внутренней соответственно
Сверление является одним из распространенных методов обработки на токарных станках и осуществляется для предварительной обработки отверстий. Предварительно обработать резанием отверстие в сплошном материале можно только с помощью сверла. В зависимости от конструкции и назначения различают сверла: спиральные, перовые, для глубокого сверления, центровочные, эжекторные и др. Наибольшее распространение при токарной обработке получили спиральные сверла.
Перемещение режущего инструмента во время токарной обработки и его крепление на токарно-винторезном станке обеспечивают несколько узлов (сборочных единиц). Ниже приведено краткое описание работы некоторых из них.
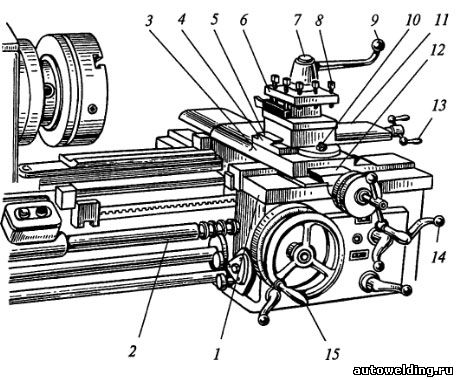
Рис. 4.8. Суппорт:
1 — нижние салазки (продольного суппорта); 2 — ходовой винт; 3 — поперечные салазки суппорта; 4 — поворотная плита; 5 — направляющие; 6 — резцедержатель; 7 — поворотная головка резцедержателя: 8 — винт для крепления резцов; 9 — рукоятка поворота резцедержателя; 10 — гайка; 11 — верхние салазки (продольного суппорта); 12 — направляющие; 13 и 14 — рукоятки; 15 — рукоятка продольного перемещения суппорта
Суппорт (рис. 4.8) состоит из нижних салазок (продольного суппорта) 7, которые перемещаются по направляющим станины с помощью рукоятки 75 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно к оси вращения заготовки. По направляющим 5 поворотной плиты перемещаются (с помощью рукоятки 13) верхние салазки 77, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок 3 и обеспечивать перемещение резца под углом к оси вращения заготовки. Резцедержатель (он же — четырехпозиционная резцовая головка) крепится к верхним салазкам 77 с помощью рукоятки 9 и позволяет вводить резец в работу с минимальной затратой времени.
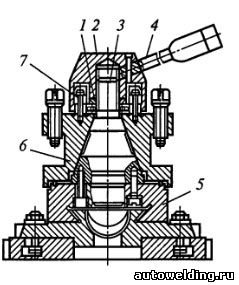
Рис. 4.9. Резцедержатель:
1 — шайба; 2 — головка; 3 — коническая оправка; 4 — рукоятка; 5 — верхние салазки; 6 — четырехсторонняя резцовая головка; 7 — винт
Устройство резцедержателя показано на рис. 4.9. В центрирующей расточке верхних салазок 5 установлена коническая оправка 3 с резьбовым концом. На конусе оправки установлена четырехсторонняя резцовая головка 6. При вращении рукоятки 4 головка 2 перемещается вниз по резьбе конической оправки 5. Шайба 7 и упорный подшипник обеспечивают жесткую посадку резцовой головки 6 на конической поверхности оправки 3. Головка 2 крепится к резцовой головке 6 винтами 7. Резцовая головка удерживается от поворота при закреплении шариком, который заклинивается между поверхностями, образованными пазом в основании конической оправки 3 и отверстием в резцовой головке 6.
Задняя бабка токарно-винторезного станка предназначена главным образом для поддержания длинных заготовок во время обработки. Она используется также для закрепления инструментов, предназначенных для обработки отверстий (сверл, зенкеров, разверток) и для нарезания резьбы (метчиков, плашек, резьбонарезных головок).
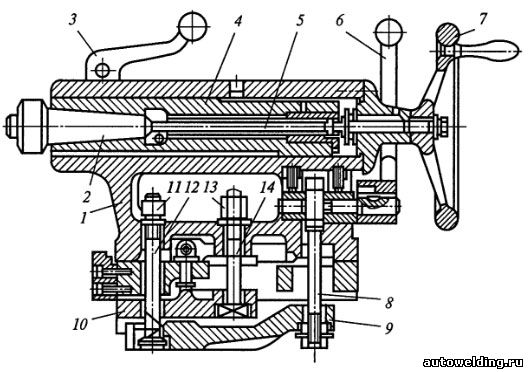
Рис. 4.10. Задняя бабка:
1 — корпус; 2 — центр; 3, 6 — рукоятки; 4 — пиноль; 5, 12 и 14 — винты; 7 — маховик; 8 — тяга; 9, 10 — рычаги; 11, 13 — гайки
Устройство задней бабки показано на рис. 4.10. В корпусе 7 (при вращении винта 5 маховиком 7) перемещается пиноль 4, закрепляемая рукояткой 3. В пиноли устанавливают центр 2 с коническим хвостовиком (или инструмент). Заднюю бабку перемещают по направляющим станка вручную или с помощью продольного суппорта. В рабочем неподвижном положении заднюю бабку фиксируют рукояткой 6, которая соединена с тягой 8 и рычагом 9. Силу прижима рычага 9 тягой 8 к станине регулируют гайкой 77 и винтом 72 Более жесткое крепление задней бабки производят с помощью гайки 13 и винта 14, который прижимает к станине рычаг 10.
На токарно-винторезных станках, предназначенных для обработки заготовок деталей сложной конфигурации в серийном производстве, закрепление различных инструментов производят в многопозиционной поворотной револьверной головк е. При поворотах (индексировании) револьверной головки последовательно вводят в действие заранее настроенные на размер инструменты.
В зависимости от назначения приспособления для токарных станков можно разделить на три группы:
- приспособления для закрепления обрабатываемых заготовок;
- вспомогательный инструмент для закрепления режущего инструмента;
- приспособления, расширяющие технологические возможности станков, т.е. позволяющие производить не свойственные этим станкам работы (фрезерование, одновременное сверление нескольких отверстий и т.д.).
Приспособления для закрепления заготовок. Для крепления заготовок на токарных станках применяют двух-, трех- и четырех-кулачковые патроны с ручным и механизированным приводом зажима.
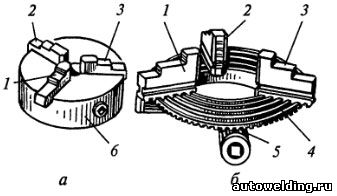
Рис. 4.11. Трехкулачковый самоцентрирующий патрон:
1, 2 и 3 — кулачки; 4 — диск; 5 — зубчатое колесо; 6 — корпус патрона
Наиболее широко распространен трехкулачковый самоцентрирующий патрон (рис. 4.11). Кулачки 7, 2 и 3 патрона перемещаются одновременно с помощью диска 4. На одной стороне этого диска выполнены пазы (имеющие форму архимедовой спирали), в которых расположены нижние выступы кулачков, а на другой — нарезано коническое зубчатое колесо, сопряженное с тремя коническими зубчатыми колесами 5. При повороте ключом одного из колес 5 диск 4 (благодаря зубчатому зацеплению) также поворачивается и посредством спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса 6 патрона. В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки обычно изготовляют трехступенчатыми и для повышения износостойкости закаливают.
Различают кулачки крепления заготовок по внутренней и наружной поверхностям; при креплении по внутренней поверхности заготовка должна иметь отверстие, в котором могут разместиться кулачки.
В трехкулачковых самоцентрирующих патронах закрепляют заготовки круглой и шестигранной формы или круглые прутки большого диаметра.
В двухкулачковых самоцентрирующих патронах закрепляют различные фасонные отливки и поковки; кулачки таких патронов, как правило, предназначены для закрепления только одной детали.
В четырехкулачковых самоцентрирующих патронах закрепляют прутки квадратного сечения, а в патронах с индивидуальной регулировкой кулачков — детали прямоугольной или несимметричной формы.
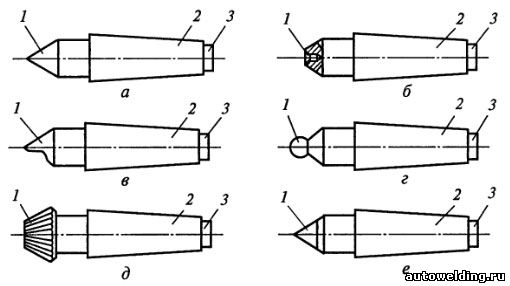
Рис. 4.12. Типы центров:
а — упорный; б — обратный; в — полуцентр упорный; г — со сферической рабочей частью; д — с рифленой поверхностью рабочего конуса; е — с твердосплавным наконечником; 1 — рабочая часть; 2 — хвостовая часть; 3 — опорная часть
В зависимости от формы и размеров обрабатываемых деталей применяют различные центры (рис. 4.12). Угол при вершине рабочей части центра (рис. 4.12, а) обычно равен 60°. Конические поверхности рабочей 1 и хвостовой 2 частей центра не должны иметь забоин, так как это приводит к погрешностям при обработке заготовок. Диаметр опорной части 3 меньше малого диаметра конуса хвостовой части, что позволяет выбивать центр из гнезда без повреждения конической поверхности хвостовой части.
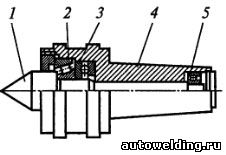
Рис. 4.13. Вращающийся центр:
1 — рабочая часть; 2, 3 и 5 — опоры качения; 4 — хвостовая часть
При обработке с большими скоростями резания и нагрузками применяют задние вращающиеся центры (рис. 4.13). В хвостовой части 4 центра на опорах качения 2, 3 и 5 смонтирована ось, на конце которой выполнена рабочая часть 1 центра, что обеспечивает ее вращение вместе с обрабатываемой заготовкой.
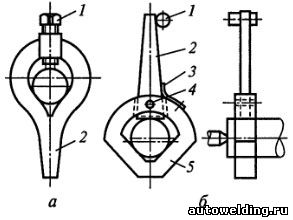
Рис. 4.14. Токарные хомутики:
а — обычный: 1 — винт; 2 — хвостовик; б — самозатягивающий: 1 — упор; 2 — хвостовик; 3 — пружина; 4 — ось; 5 — призма
Хомутики (рис. 4.14) служат для передачи вращения от шпинделя к обрабатываемой заготовке, установленной в центрах станка. Хомутик надевают на заготовку и закрепляют винтом 1 (рис. 4.14, а), при этом хвостовик 2 хомутика упирается в палец поводкового патрона.
При обработке заготовки в центрах передачу движения ей может осуществлять поводковый патрон через палец-поводок и хомутик, который крепится на детали винтом. Для сокращения вспомогательного времени при черновой обработке в центрах валов диаметром 15. 90 мм применяют самозажимные поводковые патроны.
Цанговые патроны применяют главным образом для закрепления холоднотянутого прутка или для повторного зажима заготовок по предварительно обработанной поверхности.
Мембранные патроны применяют в том случае, когда необходимо обработать партию заготовок с высокой точностью центрирования.
Способ установки и закрепления заготовок на станке выбирают в зависимости от их размеров, жесткости и требуемой точности обработки. При соотношении l/D 10 — в центрах или в патроне и центре задней бабки и с поддержкой люнетом (рис. 4.16).
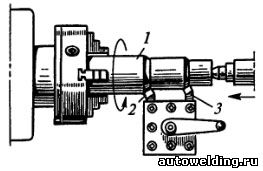
Рис. 4.15. Установка заготовок в патроне с поджимом задним центром:
1 — заготовка; 2 и 3 — резцы
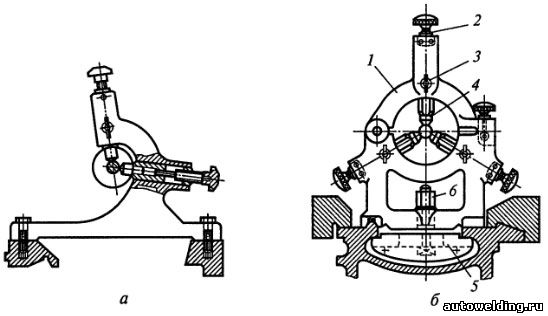
Рис. 4.16. Люнеты:
а — подвижный; б — неподвижный: 1 — верхняя (откидная) часть; 2 — винты; 3 — болты; 4 — кулачки или ролики; 5 — планка; 6 — болт с гайкой
Самой распространенной является установка обрабатываемой заготовки в центрах станка.
Заготовку обрабатывают в центрах в случае необходимости обеспечения концентричности обрабатываемых поверхностей при переустановке заготовки на станке, если последующую обработку выполняют на шлифовальном станке тоже в центрах и если это предусмотрено технологией обработки.
Заготовки с отверстием устанавливают в центрах с помощью токарных оправок (рис. 4.17).
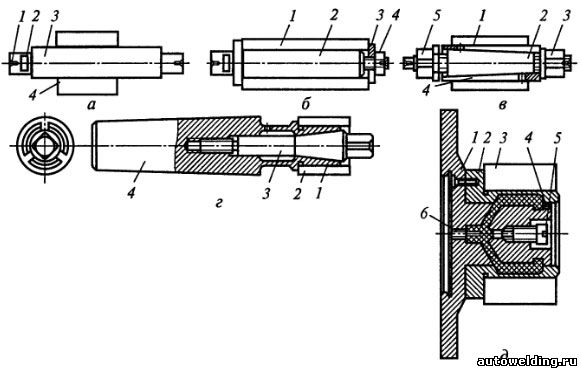
Рис. 4.17. Токарные оправки:
а — оправка с малой конусностью (обычно 1:2000): 1 — центровое отверстие; 2 — хомутик; 3 — оправка; 4 — заготовка; б — цилиндрическая оправка: 1 — заготовка; 2 — оправка; 3 — прижимная шайба; 4 — шайба; в — разжимная (цанговая) оправка: 1 — заготовка; 2 — коническая оправка; 3, 5 — гайки; 4 — полая оправка; г — шпиндельная оправка: 1 — цанга; 2 — заготовка; 3 — разжимная оправка; 4 — патрон; д — оправка с упругой оболочкой: 1 — план-шайба; 2 — втулка; 3 — заготовка; 4 — отверстие для ввода гидропласта; 5, 6 — винт
Для облегчения условий труда рабочих при закреплении заготовок на станки устанавливают механизированные приводы: пневматические, гидравлические, электрические и магнитные.
Вспомогательный инструмент. Для установки и закрепления режущего инструмента на станке применяют вспомогательный инструмент, который во многом определяет точность и производительность токарной обработки.
В качестве примера рассмотрим вспомогательный инструмент к токарно-револьверным станкам. Принцип работы этого инструмента общий для всех токарных станков; изменяется только хвостовая часть, с помощью которой инструмент устанавливается на станке. На токарно-револьверных станках применяют цилиндрические державки, призматические державки с цилиндрическими хвостовиками и державки сложных форм с цилиндрическими хвостовиками, а также байонетные державки.
Упоры, применяемые на токарно-револьверных станках для ограничения подачи прутка или поворота револьверной головки с горизонтальной осью вращения, бывают жесткие, регулируемые и откидные.
Операции контроля изделия и необходимый для этого измерительный инструмент будут рассмотрены при описании технологии обработки конкретных элементов деталей (например, цилиндрической наружной поверхности, отверстий, конических наружных и внутренних поверхностей). Там же будет приведена технологическая оснастка для обработки этих поверхностей, расширяющая технологические возможности станков этой группы.
Вспомогательный инструмент для станков с ЧПУ – оборудование, обеспечивающее высокую производительность и качество исполнения работы аппаратурой.
Вспомогательный инструмент для станков с ЧПУ – оборудование, позволяющее осуществить точную и качественную обработку материала. Наличие подобных аппаратов позволяет повысить производительность и скорость производства. ЧПУ делится на два типа: полуавтоматический и автоматический. При работе с различными станками задействуются элементы с определенной комплектацией. Но без вспомогательных инструментов спектр выполняемых функций ограничен.
Комплекс деталей, составляющих собой наиболее важную часть комплектации станка с ЧПУ, представлен:
- станочными приспособлениями;
- режущим прибором;
- вспомогательным инструментом.
Функции
Вспомогательный инструмент представляет собой группу систем, главной функцией которых является компоновка блоков с запчастями, отвечающими за работоспособность агрегата. Блок представляет собой сочетание оборудования для режущих и дополнительных задач.
Наиболее распространенным прибором такого типа является вспомогательный инструмент для токарных станков с ЧПУ. Благодаря им крепятся:
- резцы;
- зенкеры;
- сверла;
- метчики;
- развертки.
Качественному вспомогательному инструменту характерен высокий показатель жесткости. Он должен уметь обеспечить точность и стабильность применения орудия для резки. Аппарат предназначен для поддержки всех типов работ, которые способен выполнять станок. Достоинством устройства является легкая и быстрая установка. Универсальный станок должен обладать аналогичной комплектацией для разных модификаций. Настройку прибора можно произвести, не устанавливая его на станок.

Конструкция
Закрепление оборудования на станке производится благодаря унифицированной хвостовой части. Крепление усиливают элементы для соединения с режущим механизмом. Крепление осуществляется ручным методом. Хвостовик устройства имеет цилиндрическую форму и лыску рифленого типа. Такая конструкция обеспечивает более высокий показатель надежности крепления.
Системы инструментов изменяются в зависимости от того, для каких задач используется станок. Быстрая смена системы требуется, если производятся работы по сверлению и фрезеровке. Станок переналаживается путем замены носителя программы. Чем выше жесткость дополнительного механизма, тем более интенсивной будет его работа. От интенсивности работы зависит, насколько быстро она будет выполнена.
Жесткость обеспечивается за счет прочного крепления. Для достижения высокой прочности крепления используются детали, изготовленные из твердых сплавов. Добавочный механизм рекомендуется настраивать до установки на станок. Это поможет сократить время работы. Многошпиндельные головки упрощают установку технологии на прибор с ЧПУ. Такое оборудование особо эффективно при мелкосерийных задачах.
Достоинства
Вспомогательный инструмент обеспечивает станок с ЧПУ целым рядом преимуществ:
- время, затраченное на осуществление задачи, сокращается вполовину;
- повышается показатель точности, благодаря чему обеспечивается экономия материала;
- обеспечивается стабильная эксплуатация;
- появляется возможность обслуживать сразу несколько станков;
- отсутствует необходимость в использовании приспособлений, имеющих сложную конструкцию;
- идентичная конструкция устройств позволяет устанавливать их на различные станки;
- настройка аппаратуры может проводиться до установки на станок;
- упрощено использование аппарата;
- увеличилось разнообразие позиций для обработки материала;
- участие человека в управлении агрегатом уменьшилось;
- увеличилась производительность станка;
- появилась возможность изготовления деталей сложной формы;
- изделия стали более качественными;
- повысилась производительность оборудования;
- использование устройства стало более простым и безопасным.

Наладка
Приведение устройства в рабочее состояние делится на две части: наладки и подналадка. Процесс наладки представляет собой подготовку оборудования к выполнению рабочей цели. Подналадка – дополнительная подготовка механизмов агрегата. Первая часть связана с основной частью станка, выполняющей поставленную задачу. Вторая часть представляет собой взаимодействие с технологической оснасткой. Именно во второй части производится наладка вспомогательного инструмента.
На первом этапе наладки производится сборка и установка режущего приспособления и его элементов. На втором этапе устанавливается заранее настроенный добавочный механизм. На третьем этапе выбирается режим работы аппарата.
Установка на станках производится тремя вариантами:
- на стол;
- в приспособление на столе;
- на координатную плиту.
Приспособление может быть установлено на координатной плите.
Особенности настройки
Настройку оборудования рекомендуется проводить перед установкой на станок. Это не только упрощает процесс настройки, но и позволяет сэкономить время. Режущая часть прибора имеет два направления: радиальное и осевое. Установка производится в выбранном направлении на определенном расстоянии от основной части прибора. Оптимальное расстояние зависит от используемого агрегата.
Для элементов имеются посадочные места. Каждый элемент имеет свой размер, который соответствует указанному месту. Правильное распределение элементов обеспечит точность работы агрегата. Для сверл, расточных оправок, зенкеров, и еще ряда элементов имеется только одна координата настройки. Для настройки используется вставка в виде ножа или индикатор. Точную настройку практически невозможно произвести без окулярного микроскопа.
Перед использованием микроскопа, для его оптических элементов требуется задать координаты, которые обеспечат точность настройки.

Самые популярные станки с вспомогательным инструментом
Вспомогательный инструмент может использоваться с любыми моделями станков современного типа, оснащенных ЧПУ. Их популярность зависит от востребованности. Наиболее часто используемыми типами аппаратов являются:
- токарным-револьверным;
- вертикально-сверлильным;
- вертикально-фрезерным.
Сборка устройства производится по ГОСТу 23597-79. Он предполагает оптимальные настройки для оборудования, обеспечивающие точность производства. Показатель точности является частично регулируемым. Уровень искажения может меняться в зависимости от того, насколько профессионально была установлена программа. Программа должна учитывать функции, которые дает дополнительная аппаратура. Вместе они могут:
- предупредить показатель искажения траектории движения прибора;
- уменьшить подачу при использовании аппарата;
- регулировать размер рабочего приспособления.
Конструкция вспомогательного инструмента может изменяться в зависимости от того, для какого типа станков он используется. Но основная задача остается неизменной – закрепление рабочих элементов прибора. Без подобного оборудования производительность и период бесперебойной эксплуатации аппарата будет значительно ниже. Режущее устройств будет хуже закреплено, по причине чего снизится качество изготовляемых изделий, и многообразие возможных форм.


Отправить ответ