
Токарный станок иж 1ис611в технические характеристики
Содержание:
- 1 Сведения о производителе токарно-винторезного станка 1ИС611В
- 2 Универсальный токарно-винторезный станок 1ИС611В высокой точности. Назначение и область применения
- 3 Габаритные размеры рабочего пространства токарно-винторезного станка 1ИС611В
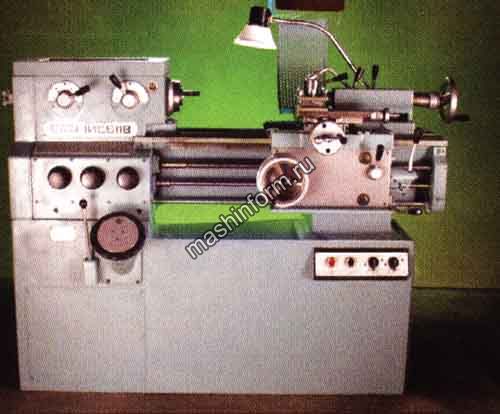
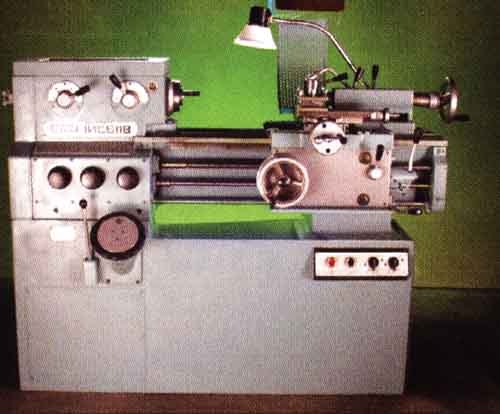
- 4 Общий вид токарно-винторезного станка 1ИС611В
- 5 Расположение основных узлов токарно-винторезного станка 1ИС611В
- 6 Расположение органов управления токарно-винторезным станком 1ИС611В
- 7 Описание конструкции отдельных узлов токарно-винторезного станка 1ИС611В
- 8 Схема кинематическая токарно-винторезного станка 1ИС611В
- 9 1ИС611В - Станок токарно-винторезный высокой точности с УЦИ
- 10 Назначение станка по металлу 1ИС611В

Сведения о производителе токарно-винторезного станка 1ИС611В
Изготовитель и разработчик токарного станка модели 1ИС611В — Ижевский станкостроительный завод ИжмашСтанко, основанный в 1807 году.
История станкостроения на Ижевском машиностроительном заводе "Ижмаш" начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок фирмы "Леве" с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали "Удмурт", "Удмурт-2" (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
Универсальный токарно-винторезный станок 1ИС611В высокой точности. Назначение и область применения
Станок токарно-винторезный 1ИС611В изготовлен на базе токарно-винторезного станка 1и611п.
Универсальный токарно-винторезный станок 1ИС611В высокой точности инструментальной группы предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб
Станок применяется для чистовых и получистовых работ в единичном и мелкосерийном производстве. Станки предназначены для эксплуатации преимущественно в многоэтажных зданиях, а также в подвижных ремонтных мастерских и судах.
Токарно-винторезный станок 1ИС611В обеспечивает:
- Разнообразные токарные работы в центрах, цанговом и кулачковом патронах
- Широкий диапазон чисел оборотов и подач, обеспечивают производительную обработку при хорошем качестве поверхности
- фрезерные работы, а также обработку концевым инструментом, установленным в сверлильном патроне
- наружное и внутреннее шлифование деталей в центрах и патроне
Расположение органов управления токарно-винторезным станком 1ИС611В

Расположение органов управления токарно-винторезным станком 1ис611в
Спецификация органов управления токарно-винторезного станка 1ИС611В
- маховик выбора скоростей шпинделя
- рукоятка переключения подач и резьб
- рукоятка переключения подач и резьб
- рукоятка переключения подач и резьб
- рукоятка переключения трензеля и звена увеличения шага
- рукоятка переключения перебора
- маховик ручной продольной подачи
- рукоятка ручной поперечной подачи
- рукоятка закрепления резцовой головки
- рукоятка включения и выключения ходового винта
- рукоятка фиксации системы охлаждения
- выключатель освещения
- рукоятка перемещения верхних салазок
- рукоятка зажима пиноли
- рукоятка закрепления задней бабки на станине
- рукоятка реверсирования подачи
- маховик перемещения пиноли
- гайка для закрепления задней бабки на станине
- рукоятка пуска и останова
- винт регулирования предохранительного механизма
- кнопка "Стоп общий"
- кнопка включения маслонасоса
- выключатель «Охлаждение»
- выключатель «Сеть»
- рукоятка переключения скоростей шпинделя
Описание конструкции отдельных узлов токарно-винторезного станка 1ИС611В
Станина станка жесткой конструкции с дополнительными «П» - образными ребрами устанавливается на монолитной тумбе. Станина имеет две равнобокие призматические и две плоские направляющие. Передняя призма продолжена до левого торца станины и служит базой для установки передней бабки. На передней стороне станины предусмотрена полка для защиты ходового винта от стружки и эмульсии, на ней же устанавливается продольный жесткий упор.
Внутри тумбы станка смонтированы редуктор с главным двигателем, узел смазки и установка для охлаждения. Резервуар для сбора охлаждающей жидкости выполнен в тумбе.
Редуктор установлен в левой части тумбы и представляет собой четырехосную коробку скоростей с приводом от фланцевого электродвигателя. При натяжении ремней редуктор перемещается по плоским направляющим и закрепляется болтами с помощью планок.
Изменение частоты вращения осуществляется преселективным устройством, позволяющим производить выбор необходимой частоты во время работы станка. Это производится посредством маховика, поворотом которого в двух дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен.
Переключение скоростей производится следующим образом: предварительно маховиком устанавливают требуемую частоту вращения шпинделя, в нужный момент включение осуществляют с помощью рукоятки в два этапа: вначале рукоятку оттягивают на себя до появления заметного усилия, удерживая рукоятку в этом положении, выжидают, пока не снизится частота вращения шпинделя (не выше 100 об/мин); затем рукоятку оттягивают до отказа, производя, таким образом, включение установленной скорости.
При работе на низких скоростях шпинделя (ниже 100 об/мин.) включение может быть произведено сразу движением рукоятки до отказа. В случае если по каким-либо причинам (остановился двигатель и т. д.) после первой попытки переключение не произошло, необходимо отпустить рукоятку и произвести переключение снова или повторить переключение при нажатии конечного выключателя S3 (рис. 17).
Бабка передняя. В середине бабки на гильзе находится шкив. Движение на шпиндель от редуктора передается четырьмя клиновыми ремнями. Шпиндель станка получает 12 скоростей вращения от приемного шкива напрямую через зубчатую муфту и 12 через перебор 1:8. На передней стенке бабки (справа) находится рукоятка переключения шестерен перебора и зубчатой муфты. Управление перебором и зубчатой муфтой сблокировано так, что одновременное их включение невозможно. Чтобы не смять торцы шестерен, переключение перебора на ходу не рекомендуется.
В корпусе передней бабки имеется звено увеличения шага (8:1) и трензель, с которого вращение через гитару передается на коробку подач.
В пределах каждой системы (метрической, дюймовой или модульной) резьбы во всем диапазоне нарезаются без изменения настройки сменных шестерен.
Коробка подач закрытого типа позволяет нарезать метрические резьбы всех стандартных шагов от 0,2 до 48 мм, дюймовые резьбы — с числом ниток на дюйм от 24 до 0,5, модульные — с модулем от 0,2 до 30 мм и получать подачи в пределах от 0,01 до 3 мм/об. Величина поперечных подач равна половине продольных.
Для нарезания резьб повышенной точности механизм подач позволяет производить прямое соединение ходового винта с гитарой, минуя механизм подач. При этом каждый шаг подбирается только сменными шестернями гитары.
Гитара крепится на левом торце коробки подач. Общее передаточное отношение цепи подач от шпинделя до первого ведущего вала гитары 1:2.
Передаточное отношение гитары 5:8 соответствует настройке на метрическую резьбу. Для нарезания модульных, дюймовых резьб и резьб повышенной точности (минуя механизм коробки подач) на гитаре предусмотрена возможность установки сменных шестерен.
В руководстве приводятся данные для настройки станка на нарезание резьб повышенной точности, а также специальных резьб, не указанных в таблице настройки механизма подач.
Бабка задняя жесткой конструкции закрепляется на станине одной рукояткой через эксцентрик и тягу. Усилие зажима регулируется гайками на тяге. Для более надежного зажима предусмотрен дополнительный болт. Для обточки небольших конусов корпус задней бабки может смещаться с линии центров в пределах ±10 мм винтами.
Для выверки осей передней и задней бабок в горизонтальной плоскости необходимо совместить платики на корпусе и поддоне.
Положение пиноли фиксируется рукояткой, установленной в передней части бабки.
Фартук закрытого типа обеспечивает получение продольных и поперечных подач суппорта вручную, механически от коробки подач через ходовой валик, а также нарезание резьб при помощи ходового винта.
Фартук имеет четыре муфты, позволяющие осуществить прямую и обратную подачи в продольном и поперечном направлениях. Управление подачей осуществляется одной рукояткой 16 (рис. 6).
Перемещение рукоятки при включении того или иного движения совпадает с направлением перемещения суппорта при левом вращении ходового валика, независимо от направления вращения шпинделя.
Для автоматического отключения подач при перегрузках фартук имеет механизм, который можно регулировать. Для настройки на тяговое усилие 250.. .300 кг винт 20 (рис. 6) завернуть до отказа, затем — вывернуть на 7. 8 оборотов и зафиксировать гайкой. Этот же механизм используется и как устройство для автоматического останова суппорта в продольном и поперечном направлениях с точностью ±0,01 мм, независимо от величины подачи. При срабатывании механизма рукоятка 16 автоматически в нейтральное положение не возвращается и ее переключение необходимо произвести вручную. В некоторых случаях работа механизма сопровождается незначительным треском, что не является признаком его неисправности.
Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика. С левой стороны фартук имеет маховик для ручного перемещения суппорта. На оси маховика установлен лимб продольных подач с ценой деления 0,1 мм. С правой стороны на зеркале фартука расположена рукоятка для включения гайки ходового винта. Верхнее положение рукоятки соответствует выключенному положению гайки, нижнее - включенному.
Суппорт крестовой конструкции имеет ручное и механическое продольное перемещение по направляющим станины и поперечное перемещение по направляющим каретки.
Кроме того, верхняя часть суппорта, несущая на себе четырехрезцовую головку, имеет независимое ручное перемещение по направляющим средней поворотной части и может поворачиваться на 70° в сторону рабочего и на 90° — от рабочего.
Осевое усилие винта поперечной подачи воспринимается упорными шарикоподшипниками.
Лимб поперечной подачи имеет цену деления 0,01 мм на радиус, лимб подачи верхней части суппорта выполнен с ценой деления 0,05 мм.
Освещение. Сзади, на правом конце каретки, укреплена осветительная арматура. Включение лампочки производится выключателем.
Охлаждение. Подача охлаждающей жидкости из эмульсионного бака, расположенного в нише правой части тумбы, в рабочую зону инструмента осуществляется электронасосом производительностью 22 л/мин.
Патроны. Станок снабжен самоцентрирующим трехкулачковым патроном диаметром 160 мм и поводковым патроном. Быстросъемные патроны устанавливаются на конус шпинделя и прижимаются к фланцу гайками.
Упоры. К станку прикладываются продольный и поперечный жесткие упоры, по которым возможна работа с автоматическим выключением подач. Кроме этого, прикладывается поперечный индикаторный упор, позволяющий производить обработку с более высокой точностью за счет устранения влияния зазоров в механизме поперечной подачи.
Рычаг с индикатором установлен с правой стороны каретки поперечного суппорта. Настройка на требуемый диаметр производится перемещением упора в пазу планки, установленной на каретке продольной подачи.
Конусная линейка (рис. 11). Обработка наружных и внутренних конусов и нарезания конической резьбы на станке без смещения задней бабки может производиться с помощью линейки.
Кронштейн 6 конусной линейки прикреплен к задней части каретки суппорта. Каретка 3 посредством тяги и кронштейна 8, прикрепленного к станине, удерживается неподвижно.
На каретке 5 имеется копирная линейка 4, которая может быть повернута вокруг оси 2 на требуемый угол вращением рукоятки. Линейку охватывает ползушка 1, связанная с телескопическим винтом поперечной подачи.
Во время продольного перемещения каретки по станине ползушка скользит по линейке, перемещая в соответствии с углом ее наклона верхнюю часть суппорта, обеспечивая конусность на обрабатываемом изделии.
К конусной линейке приложено руководство, в котором даны указания об установке на станок.
Схема кинематическая токарно-винторезного станка 1ИС611В

Кинематическая схема токарно-винторезного станка 1ис611в
1ИС611В - Станок токарно-винторезный высокой точности с УЦИ
Купить станочный подшипник с доставкой  Podshipnik@podshipnik.info
Podshipnik@podshipnik.info
Технические характеристики:
Станки модели 1ис611в предназначены для выполнения различных токарных работ на деталях оптико-механического назначения.
Наибольший диаметр обрабатываемого изделия, мм:
над станиной 250
над суппортом 125
Наибольшая длинна обрабатываемого изделия, мм: 500
Наибольший диаметр прутка проходящего через отверстие в шпинделе, мм: 24
Пределы частот вращения шпинделя, об/мин: 25-2500
Пределы подач, мм/об
продольных 0,01-3
поперечных 0,005-1,5
Мощность электродвигателя главного движения, кВт 3
Габаритные размеры, мм 1880х830х1330
Масса, кг 1200
Назначение станка по металлу 1ИС611В
Для выполнения различных токарных работ на деталях оптико-механического назначения
Технические характеристики станка 1ИС611В
| Параметр | Значение |
|---|---|
| Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) | В |
| Наибольший диаметр детали обрабатываемой над станиной, мм | 250 |
| Наибольший диаметр детали обрабатываемой над суппортом, мм | 125 |
| Наибольшая длина обрабатываемой детали, мм | 500 |
| ЧПУ | |
| Пределы частот вращения шпинделя Min/Max, об/мин. | 25 - 2500 |
| Мощность, кВт | 3 |
| Габариты, мм | 1880_830_1330 |
| Масса, кг | 1200 |
| Начало серийного выпуска, год | 1979 |
| Завод-производитель | ИжмашСтанко, ОАО |
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок токарно-винторезный высокой точности с УЦИ 1ИС611В по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели 1ИС611В производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию - Станок токарно-винторезный высокой точности с УЦИ 1ИС611В составляет:
- новые станки - 12 мес.,
- после капитального ремонта - 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок токарно-винторезный высокой точности с УЦИ 1ИС611В звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-винторезный высокой точности с УЦИ 1ИС611В звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта - мы сами Вам перезвоним.


Отправить ответ