
Толщина свариваемого металла полуавтоматом
Содержание:
- 1 Устройство и принцип работы полуавтомата
- 2 Выбор электродной проволоки
- 3 Правила сварки полуавтоматом
- 4 Меры безопасности при работе
- 5 Не покупайте какой-либо сварочный полуавтомат только потому, что он самый дешевый!
- 6 Сколько должно быть ампер в полуавтомате – максимальные значения
- 7 Сколько должно быть ампер в полуавтомате – минимальные значения
- 8 Электропитание в гараже (мастерской, цеху)
- 9 Качество
- 10 Продолжительность нагрузки
- 11 Как выбрать производителя?
- 12 Корпус полуавтомата
- 13 Сварка с газом или без газа
- 14 Что еще нужно купить вместе со сварочным полуавтоматом?
- 15 Специальные возможности, появляющиеся в более дорогих полуавтоматах
- 16 Что такое полуавтомат и его виды
- 17 Техника сварки полуавтоматом
- 18 Основные правила при проведении сварочных работ
Востребованность полуавтоматов для сварки на рынке сварочного оборудования продолжает расти с каждым годом. Это обуславливается их очевидными преимуществами: доступная стоимость, широкий диапазон режимов работы, простота в настройке и эксплуатации. Тем не менее, начинающему мастеру не всегда под силу разобраться, как правильно пользоваться полуавтоматом. Первое, что нужно знать – это устройство и принцип работы агрегата, а также основные рекомендации по выбору проволоки для сварки.
Устройство и принцип работы полуавтомата
Основное предназначение полуавтоматического сварочного аппарата – это дуговая сварка с применением плавящегося электрода, который обдувается защитным газом. Аппарат используется для соединения низколегированных и малоуглеродистых сталей, как протяженными, так и прерывистыми швами.

Данное оборудование предназначено для работы в закрытых, хорошо вентилируемых помещениях при температуре воздуха от -10°С до +40°С.
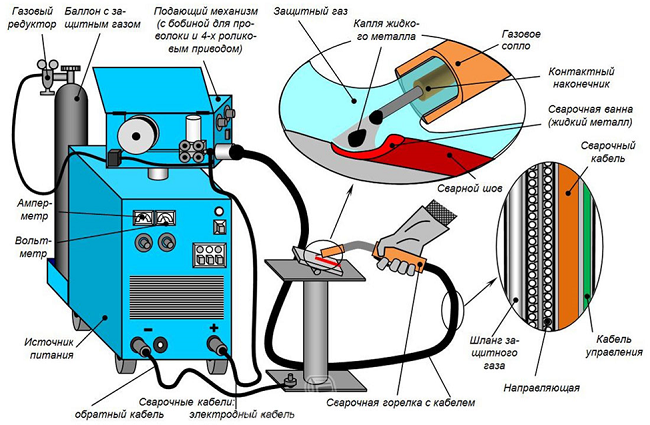
Состоит полуавтомат из следующих элементов:
- основного блока, вырабатывающего сварочный ток необходимой величины;
- блока подачи проволоки;
- сварочной горелки с подсоединенным кабелем, через который проходит силовой провод, газовый шланг, управляющий провод и направляющая для проволочного электрода.
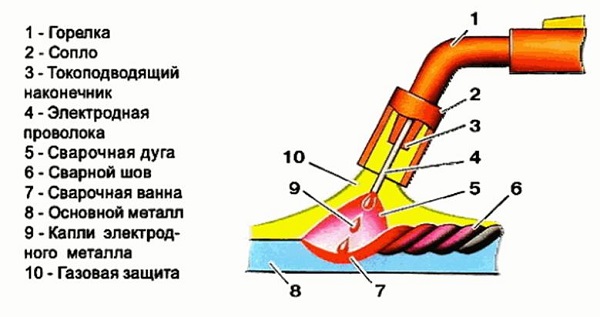
Принцип работы агрегата заключается в следующем. При нажатии на кнопку пуска, расположенную на рукоятке горелки, начинается подача электродной проволоки (4), тока и защитного газа через сопло (2). Ток на проволоку поступает через токопроводящий наконечник (4). При соприкосновении ее с основным металлом возникает электрическая дуга, которая начинает плавить электрод. Капли электродного металла, попадая на основной металл (8), образуют шов (6). При этом сварочная ванна (7) находится под обдувом защитным газом (10), который предотвращает попадание в нее кислорода и азота из атмосферного воздуха. Благодаря газовой защите сварной шов получается прочным и качественным.
Работа полуавтомата возможна и без защитного газа. В таком случае применяется электродная проволока, имеющая специальное порошковое покрытие. При высоких температурах данное покрытие испаряется, и образующиеся при этом газы выполняют защитную функцию для сварочной ванны.
Выбор электродной проволоки
Электродная проволока является оснасткой, без которой сварочный аппарат не сможет работать. Подается она с помощью специального механизма и выполняет функцию электрода.
Для полуавтоматов существует две группы материалов для сварки:
- проволока сплошного сечения;
- порошковая электродная проволока.
Разновидностей первого варианта насчитывается более 76. Но чаще всего, используется лишь малая их часть. Остальные виды оснастки узкоспециализированные и применяются на производстве. Главное, что нужно учитывать при выборе проволоки – это тип металла, из которого будет свариваться конструкция. Чаще всего автоматом приходится варить низкоуглеродистые и низколегированные стали с использованием не омедненной и омедненной проволоки.
Омедненная проволока пользуется наибольшей популярностью среди сварщиков благодаря антикоррозийному покрытию. Но не все знают, что при плавке меди в воздух попадают вредные испарения. Не омедненная проволока является более безвредной и имеет защищающее от коррозии покрытие.
Также на полуавтоматах используется порошковая проволока, не требующая при варке наличия защитного газа. Электродная проволока имеет специальную маркировку, например, такую: СВ-08Г2С. Расшифровывается она следующим образом:
- СВ – сварная проволока;
- 08 – означает, что массовая доля углерода в составе оснастки составляет 0,08%;
- Г – данной буквой обозначается марганец, который есть в составе проволоки;
- 2 – цифра указывает, что содержание марганца 2%;
- С – данная буква говорит о наличии кремния в составе оснастки, если после буквы нет цифры, то его содержится не более 1%.
Далее приведена таблица, в которой расшифрованы буквенные обозначения всех добавок, входящих в состав сварочной проволоки.
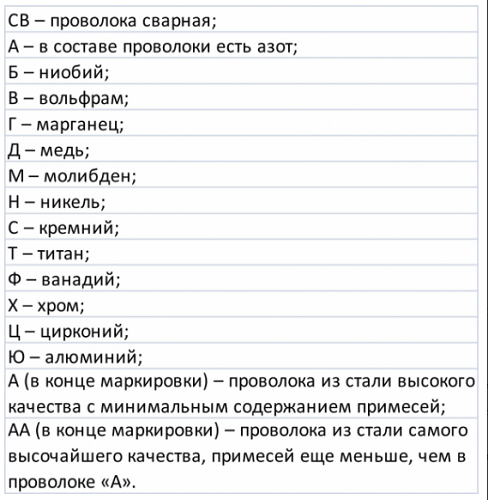
Например, пользуясь таблицей, можно расшифровать маркировку СВ-06Х21Н7БТ, которая означает: сварочная проволока имеет 0,06% углерода, 21% хрома, а никеля – 7%; проволока легирована двумя металлами, ниобием и титаном.
Для сварки низколегированных сталей (это 90% всего металлопроката) используется проволока 08Г2С диаметром 0,6 мм. Она может применяться как в быту, так и для кузовного ремонта. К тому же, ее можно использовать на агрегатах с током до 500А. Для сваривания нержавеющих сталей используют проволоку марки Св01Х19Н9. Алюминий и медь варятся в аргонной среде, соответствующей по составу проволокой. Алюминий варят марками СВ-97, СВ-А85 и СВ-АМц. Для сварки меди применяют оснастку марок СВ-97, СВ-А85 и СВ-АМц.
Диаметр электродной проволоки подбирается в соответствии с толщиной свариваемого металла.
Правила сварки полуавтоматом
Прежде всего, приступая к работе полуавтоматом, предназначенные для соединения детали должны быть хорошо зачищены от краски и ржавчины. Также следует зачистить место, к которому будет прикреплен зажим для массы.
Как держать горелку
Удерживать горелку можно и одной рукой, но качество шва будет лучше, если использовать обе. Одна рука служит опорой, а другая удерживает горелку.

При таком способе легче контролировать угол и расстояние горелки от заготовки, а также проводить необходимые движения для формирования качественного шва. Чтобы руки оставались свободными, нужно использовать сварочную маску, которая закрепляется на голове.
Идеального угла при работе полуавтоматом не существует. Обычно для соединения заготовок, лежащих в одной плоскости, используется наклон горелки (от вертикального положения) в 15-20 градусов. Соединяя детали, находящиеся под углом друг к другу, используется наклон горелки в 45°. Каждый сварщик с приобретением опыта подбирает для себя наиболее удобный угол наклона инструмента с учетом различных ситуаций.
Движения горелкой
Для формирования качественного шва существует много способов движений горелкой.
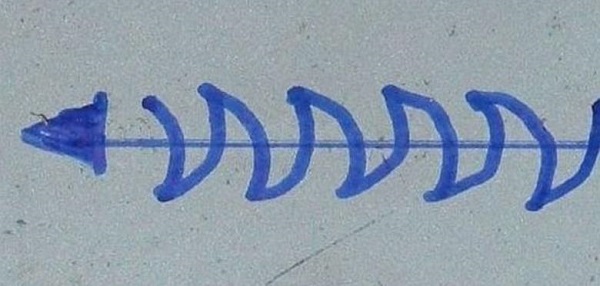
- Для металлов толщиной 1-2 мм применяется волнисто-зигзагообразное движение. Таким образом, дуга захватывает оба листа металла и не успевает прожечь его. В результате шов получается герметичным и прочным.
- Для сваривания металлов любых толщин применяют прямой шов, исключающий какие-либо движения в сторону. Но в таком случае от оператора требуется наличие определенного опыта, чтобы при перемещении горелки дуга равномерно воздействовала на обе сопрягаемые детали.
- Если предстоят работы по металлу толщиной меньше 1 мм, то следует уменьшить силу тока и скорость подачи проволоки, а также использовать проволоку меньшего диаметра. Сварка должна происходить короткими импульсами, с паузой между ними около 1 секунды. Пауза нужна для остывания металла и сливания следующих сегментов в монолитный шов.
- Если сопрягаются длинные, тонкие детали, то сварка проводится короткими сегментами или точками, расположенными на определенном расстоянии. Также, чтобы избежать деформации деталей, можно варить поочередно, короткими сегментами, с разных концов сопрягаемого отрезка.
Скорость сварки
Это скорость перемещения электрической дуги вдоль места сопряжения деталей, и контролируется она оператором полуавтомата. Скорость передвижения инструмента должна соответствовать напряжению дуги, скорости подачи проволоки, толщине металла и требуемой форме шва. При высокой скорости перемещения горелки образуется много брызг, защитный газ остается в быстро застывающем шве и вызывает в нем образование пор. При медленной скорости перемещения горелки образуется излишнее воздействие электрической дуги в материал, что может прожечь его насквозь. Кроме этого, при соединении массивных деталей образуется толстый шов. На следующем рисунке показано, как выглядят швы при разной скорости перемещения горелки.

Скорость подачи газа
Подача газа должна быть достаточной, чтобы обеспечить обдув подаваемой проволоки. При слабом потоке газа не будет обеспечена защита шва от окисления. Но и при высокой скорости потока защита будет недостаточной из-за возникновения завихрений. Все эти отклонения от нормы делают шов пористым и непрочным. Поэтому очень важно добиться ровной подачи газа, чтобы поток не вызывал завихрений и в полной мере обеспечивал защиту места сварки.
Длина выхода проволоки
Проволока перед тем, как коснется металла, должна выходить из наконечника на 6-13 мм. От этого значения зависит сопротивление и температура данного отрезка электрода. Чем сильнее вылет проволоки из наконечника, тем меньшим будет размер дуги. В результате, шов получится толстым и узким, с низким проникновением в металл. Если длину выхода оснастки уменьшить, то увеличится проникновение дуги в металл, а шов станет более тонким и широким.
Полярность
Под полярностью в сварочном оборудовании подразумевается направление тока в его цепи. При прямой полярности на проволоку подается отрицательный заряд, а на свариваемую деталь – положительный. При обратной полярности все наоборот: проволока – плюс, а заготовка – минус.
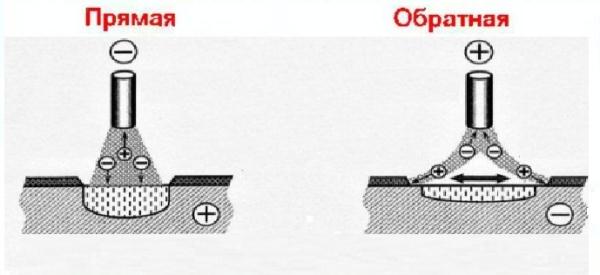
Важно! При работе без защитного газа, порошковой проволокой, используют метод прямой полярности, а с газом – обратной полярности.
Звук при сварке
Прислушиваться к звукам сварки важно, особенно новичкам при обучении. Правильное звучание при сварке полуавтоматом напоминает звук жарящегося на сковороде мяса. Когда слышится “шипяще-жужжащий” звук, это значит, что соблюден баланс между настройками тока, скоростью подачи проволоки и газа. На изменение звука при работе аппарата может влиять:
- плохой контакт между зажимом массы и деталью;
- наличие застывших брызг на наконечнике горелки, препятствующих нормальному потоку газа;
- плохо очищенная от ржавчины или краски область сварки.
Меры безопасности при работе
При работе со сварочным оборудованием необходимо соблюдать следующие меры безопасности.
- Сварщик должен защищать все участки тела от попадания на них брызг раскаленного металла. Для этого используется спецодежда, плотно закрывающая открытые участки тела, а также защитные перчатки. Одежда должна быть из плотного материала, который может выдержать попадание раскаленных брызг. Ни в коем случае одежда не должна быть из синтетических волокон, которые при воздействии высоких температур начинают плавиться. Такой материал мгновенно прогорает, что может вызвать ожоги у сварщика.
- Поскольку при сварке образуется жесткое ультрафиолетовое излучение, то от него необходимо защищать глаза, используя маску с затемненным стеклом. Не так давно в продаже появились маски со стеклом “хамелеон”, которое затемняется при появлении яркого света. Также от ультрафиолета должны быть защищены и другие участки тела.
- Обувь должна быть закрытой, чтобы исключить попадание в нее раскаленных брызг.
- Помещение, где проводятся сварочные работы, должно иметь принудительную либо естественную вентиляцию (наличие окон, которые можно открыть). Вдыхание паров и дыма, образуемого в процессе сварки, пагубно влияет на здоровье человека.
Сегодня мы расскажем Вам всё, что нужно знать при покупке сварочного полуавтомата. Если Вы ещё сомневаетесь в выборе — эта статья именно для Вас.
Основные различия между дешевыми и дорогими сварочными полуавтоматами – это качество сборки, запас мощности, надежность и простота в использовании.
Достаточно сложно описать разницу между аппаратами словами. Существуют различные форумы по сварке, на которых люди выкладывают фотографии полученных ими сварочных швов, по таким фото намного проще сказать сварочным аппаратом из какого ценового диапазона были сделаны те или иные сварочные швы.
Если вы купите достойный сварочный полуавтомат, то сможете получить приличные результаты, и наши статьи помогут вам в этом. Но если вы купите аппарат на барахолке или приобретете самый дешевый вариант по совету продавца-«специалиста» на рынке, то ваши сварочные швы будут похожи на птичьи экскременты с большим количеством брызг вокруг них. В этом случае наши рекомендации вам вряд ли будут полезны, и вы возможно забросите ваш сварочный проект, а может быть и сварку в целом.
В нашем интернет-магазине мы предлагаем только проверенные сварочные аппараты, которые не разочаруют вас и не отобьют желание пользоваться сваркой, а наоборот, как мы очень надеемся, вдохновят Вас на выполнение впечатляющих сварочных проектов.
Не покупайте какой-либо сварочный полуавтомат только потому, что он самый дешевый!
Посоветуйтесь со знакомыми профессиональными сварщиками (если у вас есть такие), почитайте отзывы покупателей на тематических разделах сайтов и форумов (например, на нашем сайте или на onliner.by). Таким образом, вы сможете ознакомиться с замечаниями и комментариями пользователей по интересующей вас модели, а также убедиться соответствуют ли технические характеристики того или иного полуавтомата вашим потребностям.
Но будьте осторожны с тех. характеристиками и имейте в виду, что не всегда указанные в описаниях параметры соответствуют реальным: производители самых дешевых и никудышных аппаратов уже давно в курсе желаний клиентов и завысили характеристики своих моделей, чтобы они соответствовали вашим ожиданиям.
Сколько должно быть ампер в полуавтомате – максимальные значения
Первый момент, с которым вам нужно определиться – что вы планируете сваривать и как часто. Описания производителей могут отличаться, и зачастую они завышают реальные способности своих аппаратов. Не обращайте внимания на то, что они пишут, и вместо этого пользуйтесь данной табличкой, полученной опытным путем после тестирования любительских полуавтоматов:
Максимальное значение тока
Максимальная толщина стали (для стыкового шва)
Максимальная толщина стали (для стыкового шва с V-образной разделкой и корневым зазором)
Для сварки современных автомобилей с кузовом из тонкого металла будет достаточно и 100 «реальных» ампер. Для более старых машин вам понадобится минимум 130 ампер, а для внедорожников и микроавтобусов – от 150 «настоящих» ампер и выше.
Не полагайтесь на названия аппаратов, а читайте и сравнивайте технические характеристики (в данном случае максимальный сварочный ток) понравившихся моделей, а лучше не поленитесь и съездите в демонстрационный зал, чтобы опробовать заинтересовавший вас сварочный полуавтомат в работе, желательно на ваших же заготовках. Раньше название сварочных аппаратов отражали их реальный максимальный сварочный ток, но воображение и креативность маркетинговых отделов компаний (а в некоторых случаях откровенная недобросовестность и жадность отдельных продавцов) привела к тому, что покупая сварочный аппарат имеющий, например, цифру 200 в названии, Вы можете получить на выходе только 130-140 «реальных» ампер.
Сколько должно быть ампер в полуавтомате – минимальные значения
Не забывайте и о минимальных токах. В большинстве любительских и полупрофессиональных полуавтоматов установлены минимальные значения в 30А, которые отлично подходят для сварки листов толщиной 1,0мм и вполне пригодны для сварки листов 0,8мм.
Полуавтоматы с минимальными значениями сварочного тока выше 30 ампер (чаще всего это очень дешевые или наоборот мощные промышленные полуавтоматы) не совсем подходят для сварки тонких листов автомобильных кузовов.
Некоторые очень дешевые модели имеют минимальные значения тока в 70-80 ампер. Таким аппаратом можно работать только в диапазоне от 1,5 до 2мм и он практически бесполезен для большинства видов гаражных сварочных работ. В промышленных полуавтоматах (на 350, 400, 500 ампер) минимальные значения тока, как правило, начинаются с 50 ампер.
Электропитание в гараже (мастерской, цеху)
Для полуавтоматов на 150-160 ампер вполне подойдет 16-амперный предохранитель-автомат. Для работы с более мощными аппаратами желательно использовать 32-амперный предохранитель-автомат и соответствующую проводку, хотя их можно использовать и на 16-амперных автоматах, если при этом выставлять умеренные значения сварочного тока. Рекомендуется менять 16-амперные автоматы примерно раз в год, так как они не совсем подходят для работы на больших токах на протяжении долгого периода времени.
Некоторыми дешевыми полуавтоматами даже на небольших токах может привести к «выбиванию пробок» или перегоранию автомата (из-за несовершенства схемы или некачественных компонентов и комплектующих).
Избегайте полуавтоматов, в которых горелка постоянно находится под напряжением!Не устанавливая в аппарат электромагнитный пускатель (контактор) некоторые производители старых моделей полуавтоматов экономят несколько долларов на вас и вашем здоровье. Контактор – это деталь полуавтомата, которая отвечает за подачу электрического тока на горелку сразу после того как вы нажимаете на кнопку (курок). Если в аппарате нет контактора, то горелка находится все время под напряжением, и Вы можете запросто «поймать зайчика», если нечаянно коснетесь металла горелкой.
Производители, как правило, не указывают данную особенность в описании тех. характеристик полуавтоматов, поэтому лучше уточняйте этот момент у продавца перед покупкой.
Качество
Качество полуавтоматов (и соответственно их цена) зависят от нескольких факторов: страна происхождения, качество запчастей и комплектующих, жадность продавцов и т.д.
Относительно дорогие полуавтоматы намного устойчивее к нагрузкам и гораздо более неприхотливы в работе по сравнению с их дешевыми аналогами, за счет лучшей электроники (начинки) и надежного механизма подачи проволоки. Как правило, снижение цены на полуавтоматы производителями происходит за счет значительного уменьшения их выносливости и функциональности.
Одними из преимуществ более дорогих полуавтоматов являются мощный мотор подачи и качественная металлическая протяжка, ведь именно данные части сварочного полуавтомата на 70-80% отвечают за качество и выносливость вашего сварочного шва. Запомните: плавная и равномерная подача проволоки – залог успеха выполнения ваших сварочных проектов.
В общем и целом, чем дороже аппарат, тем более качественным, надежным и функциональным, скорее всего, он будет. Что касается рынка Беларуси, то среди полупрофессиональных моделей можно выбрать очень хорошие сварочные полуавтоматы китайского заводского производства в диапазоне от 300 до 500 долларов США.
Будьте внимательны и не верьте рассказам некоторых «продавцов», убеждающих Вас приобрести сварочный полуавтомат за 150-250 долларов США, якобы сделанный в Англии, Германии, Швеции, Италии и т.д. Полуавтомат, действительно собранный в Европе, будет стоить не менее 1000 евро!

Продолжительность нагрузки
Данная характеристика показывает процентное соотношение времени от 5 или 10 минутного (в зависимости от производителя) рабочего цикла, в течение которого Вы можете непрерывно сваривать шов, прежде чем данный аппарат перегреется и сработает защита. Например, если продолжительность нагрузки сварочного полуавтомата равна 60% на 200 амперах при рабочем цикле в 10 минут, это значит, что выставив ток равный 200 амперам, вы сможете 6 минут непрерывно сваривать шов, после чего Вашему аппарату потребуется 4-минутный перерыв.
Данный показатель не очень важен при использовании полуавтомата для сварки кузовов автомобилей, так как для таких раниже сварочный ток, тем выше будет продолжительность нагрузки полуавтомата), и примерно 9 минут из 10 затрачиваются на подготовку металла и настройку аппарата. Поэтому практически любой полуавтомат со встроенным вентилятором будет иметь достаточную продолжительность нагрузки для выполнения такого рода работ.
Небольшие дешевые полуавтоматы без встроенного вентилятора или с очень слабым вентилятором, будут иметь очень низкую продолжительность включения. Такие аппараты будут часто уходить в перегрев и отключаться даже при сварке на небольших
Высокая продолжительность нагрузки более важна при выборе полуавтомата для цеха сварки металлоконструкций, в котором такой аппарат будет непрерывно использоваться весь день.
Как выбрать производителя?
Порядка десяти лет назад зачастую приходилось слышать такую фразу: «Главное, чтоб не Китай!» Времена меняются, и сейчас многие китайские заводы сварочного оборудования вышли на очень высокий уровень производства и качества сборки, во многом копируя известные мировые бренды. Кроме того, очень многие хорошо известные европейские и американские сварочные компании переносят свои производства (полностью или частично) в Китай, тем самым поднимая уровень обученности и профессионализма местных специалистов.
Практически всё, что сейчас продается на рынке полупрофессиональных сварочных полуавтоматов Беларуси, России, Украины, Польши и Прибалтики в диапазоне до 700 долларов США, было сделано в Китае. Не поддавайтесь на уловки продавцов, убеждающих Вас купить «чистокровного немца» или «итальянца» за 200 долларов, это все настоящий обман!
Мы не будем рекламировать какие-либо отдельные бренды, а лишь дадим Вам несколько советов:
— спросите у знакомых профессиональных сварщиков (если они у Вас есть), оборудование какого бренда используется у них на предприятии (в цеху, автомастерской);
— поищите в интернете, выпускает ли данный производитель промышленные модели оборудования. Если да, то это хороший знак. Скорее всего, и полупрофессиональные модели этого бренда будут качественно и надежно собраны;
— обратитесь к первому поставщику понравившегося Вам бренда, только у него Вы сможете получить самую полную информацию по интересующему Вас оборудованию;
— опробуйте понравившуюся Вам модель в работе. Вы можете сделать это у знакомого или соседа по гаражу (дачному участку), если у них есть такие же аппараты, или в специализированных демонстрационных залах у продавцов оборудования данного бренда;
— почитайте отзывы пользователей об интересующей Вас модели на форумах или специальных разделах сайтов по сварке. Однако не все отзывы могут быть правдивыми – среди них могут оказаться уловки и рекламные ходы маркетологов торгующих компаний.
Корпус полуавтомата
Корпус полуавтомата состоит из боковых крышек, передней и задней панелей, а также иногда колес и подставки под баллон. Конечно, металлический корпус выглядит намного предпочтительнее, так как он заметно меньше подвержен повреждениям от различных механический воздействий и возможных падений аппарата с высоты, тем самым лучше защищая «начинку» полуавтомата. При необходимости постоянного перемещения полуавтомата внутри помещения (автомастерской, сварочного цеха), наличие колес будет очень приятным и уместным дополнением. При использовании 40-литрового баллона с защитным газом не лишней будет специальная подставка под баллон с креплением.
Однако отличия по корпусу не должны быть вашими главными критериями при выборе сварочного полуавтомата, так как сварка тележки с подставкой под баллон для Вашего аппарата может стать отличной идеей для Вашего первого сварочного проекта!
Сварка с газом или без газа
В полуавтоматической сварке важным моментом является обеспечение защиты сварочного шва от проникновения в него кислорода. Существуют две альтернативы: использование защитного газа (кислород выталкивается инертным или полу-инертным газом или газовой смесью, содержащейся в баллоне) или флюсовой порошковой проволоки (защитное покрытие на сварочном шве образуется из специального состава (порошка), находящегося внутри самой проволоки). У обоих способов есть свои преимущества и недостатки, но сварочные швы, полученные с использованием защитного газа, намного более чистые и опрятные. Поэтому мы рекомендуем Вам выбирать сварочные полуавтоматы, которые позволяют работать в среде защитного газа, а в идеале – те модели, которые имеют возможность смены полярности для работы как с газом, так и без газа.
К основным недостаткам данного способа можно отнести следующее: чрезмерное разбрызгивание, в процессе сварки сварочная ванна плохо различима, перед покраской металл необходимо зачищать от шлака металлической щеткой. К преимуществам относятся: возможность эффективной работы вне помещения даже в ветреную погоду, а также качество и крепость получаемого сварочного шва.
При использовании защитного газа все намного проще: сварочная ванна хорошо видна, сварочные швы гораздо более чистые и опрятные, разбрызгивание вокруг шва минимальное. К недостаткам можно отнести только достаточно высокую стоимость баллона и его заправки (особенно при его нечастом использовании), а также необходимость защищать место сварки от ветра при работе на улице.
Отличия в использовании различных типов газов описаны в статье «Сравнение защитных газов, применяемых в MIG сварке».
Что еще нужно купить вместе со сварочным полуавтоматом?
Как правило, горелка уже идет в комплекте с полуавтоматом, но она бывает разных видов. Горелка – это расходный материал, а это значит, что со временем (в зависимости от частоты использования) она изнашивается и подлежит замене. Если у вас есть возможность выбрать – покупайте полуавтомат со съемной еврогорелкой, у таких горелок универсальные разъемы для подключения и они могут быть легко заменены на новые. Если полуавтомат имеет встроенную горелку (так называемую промгорелку), то замена такой горелки будет заметно более сложной, и она, как правило, короче по длине и худшего качества, но зато стоит дешевле.
Газовый регулятор (редуктор)
Основной вопрос при выборе газового редуктора – взять более дешевый с одним манометром (указывающим давление в баллоне) или более дорогой, но с двумя манометрами (один показывает давление в баллоне, второй – расход газа). Разница по цене между ними не большая, и мы советуем Вам покупать редуктор с двумя манометрами, который позволит Вам экономить на защитном газе, разумно выставляя его расход (а не «на глаз», как в случае с редуктором с одним манометром).
Для более точного измерения расхода газа существуют редуктора с ротаметром (стеклянной колбой с металлическим шаром внутри или специально градуированным манометром).
Сварочные перчатки (краги)
Капли расплавленного металла (имеющие очень высокую температуру), а также ультрафиолетовое излучение (которое намного сильнее и опаснее для кожи, чем солнечные лучи) образующиеся в процессе сварки могут привести к серьезным ожогам различных частей тела. Поэтому во время работы рекомендуется держать все части тела полностью закрытыми одеждой (даже в жаркую погоду) и одевать на руки специальные сварочные перчатки или краги из толстой огнеупорной ткани
Сварочная маска
В комплекте со многими дешевыми полуавтоматами продаются «ручные» сварочные маски (их нужно держать одной рукой), которые абсолютно бесполезны и бессмысленны, так как вторая рука может быть задействована для гораздо более важных дел (например, поддерживать горелку). Обычная откидывающаяся маска с регулируемым оголовьем намного более удобна и стоит очень дешево. Многие начинающие сварщики соглашаются, что маска хамелеон, с автозатемняющимся светофильтром, значительно упрощает процесс обучения сварке: светофильтр остается прозрачным пока не загорится сварочная дуга, что значительно упрощает позиционирование горелки и свариваемых листов до начала сварки.
В дешевых масках хамелеонах с автозатемняющимся светофильтром нет возможности регулировки степени затемнения. Как правило, такие маски настроены на излишнее затемнение 11 DIN, что в свою очередь приносит неудобства в процессе сварки, так как для выполнения большинства дачных и гаражных сварочных работ достаточно затемнения в 9-10 DIN. Стоимость хороших качественных «хамелеонов» начинается примерно от 50-60 долларов США.
Инверторные модели, предлагающие больший набор функций и возможностей за меньшие деньги по сравнению с устаревшими трансформаторными, уже практически полностью завоевали рынок сварочных полуавтоматов. Инверторные аппараты используют электронные чудеса техники для создания сварочной дуги и контроля за ней, что делает процесс сварки намного проще. К небольшим недостаткам инверторов можно отнести их чувствительность к механическим повреждениям, а также относительную сложность в ремонте. Кроме того, традиционные трансформаторные полуавтоматы более долговечны.
Специальные возможности, появляющиеся в более дорогих полуавтоматах
В любительских и полупрофессиональных полуавтоматах чаще всего есть только две настройки: скорость подачи проволоки и напряжение. В более дорогих моделях появляется настройка управления «обратным отжигом», которая регулирует длину отгорания проволоки в направлении наконечника, сразу после того как Вы отпускаете кнопку (курок) на горелке. Данная настройка более полезна при сварке толстых металлов, в тех случаях когда обычный сварочный полуавтомат оставляет слишком длинный кусок торчащей из горелки проволоки, которую приходится вручную убирать кусачками.
Еще одна интересная функция – это «точечный таймер», который выключает подачу напряжения на проволоку через заданный период времени и используется для точечной сварки, при которой сварочный шов (точка) образуется на одном из свариваемых листов до его полного проплавления со вторым листом. Однако существует альтернатива точечной сварки, которая может применяться даже при использовании обычного сварочного полуавтомата – сварка заклепками
При еще большем увеличением стоимости (2000 долларов США и выше) начинают появляться полуавтоматы с синергетическим управлением и импульсным режимом. В таких аппаратах используется переменный или импульсный ток, позволяющий увеличить стабильность сварочный дуги, а значит увеличить контроль за ней и получить еще более чистый и опрятный сварочный шов.

Сварочным полуавтоматом можно качественно и быстро соединить две детали. За счет того, что данным видом аппарата можно работать с любыми металлами различной толщины, автоматическая и полуавтоматическая сварки применяется во всех промышленных отраслях. В сравнении с ручной дуговой сваркой у нее намного выше коэффициент полезного действия, при небольших материальных затратах. Сварка полуавтоматом для начинающих включает в себя несколько аспектов – теоретический и практический. Они тесно взаимосвязаны, и перед тем, как приступать к сварочным работам, новичок должен освоить основные азы.
Что такое полуавтомат и его виды
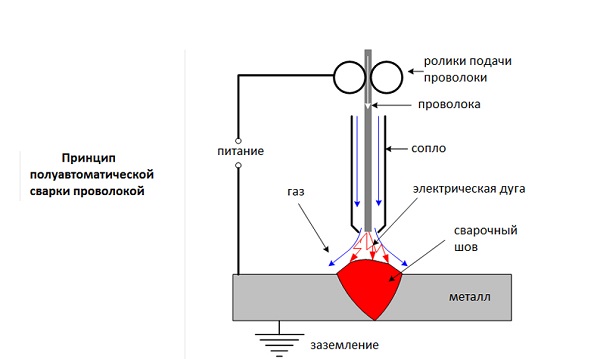
Чтобы варить сварочным автоматом, необходимо понимать, что это и как он устроен. Аппарат для полуавтоматической сварки представляет собой механический прибор, в котором установлена катушка с проволокой, исполняющей роль плавящегося электрода и механизм для автоматической ее подачи. Сила тока и скорость подачи электрода устанавливает сварщик на аппарате сам, в зависимости от типа металла, который сплавляется, и от скорости перемещения горелки.

Существует множество различных агрегатов для сварочных работ. Чтобы их немного упорядочить, существует несколько классификаций. Рассмотрим самую основную – по способу защиты материала во время процесса:
- полуавтоматическая сварка под слоем флюсов (флюс – это порошкообразный состав, который находится в середине рабочей проволоки. По своим химическим свойствам он напоминает обмазку электрода );
- сварка в инертных и активных газах;
Кроме этого различают однофазный и трехфазный агрегаты для сварки полуавтоматом. Однофазные модели работают от обычной розетки в 220В. В этом случае, если сеть не будет соответствовать мощности агрегата, то дуга не будет стабильной, что приведет к дефектам при создании шва. Трехфазный аппарат не везде можно подключить, но при этом он отличается высоким качеством работы при разных нагрузках.
Хоть перечисленные сварочные полуавтоматы и отличаются между собой, все они имеют следующую комплектацию:
- источник тока;
- редуктор для перемещения электрода;
- горелка;
- сварочный кабель с зажимом;
- система управления;
- баллон с газом;
- рукав подачи газа.
Техника сварки полуавтоматом
Рассмотрим, как варить полуавтоматом, так как данный вид работ имеет несколько вариантов – сварка с защитных газах и сварка без газа, с использованием порошковой проволоки (флюса).
Технология сварки в среде защитного газа
Для сварки полуавтоматом можно использовать несколько видов газов. Чаще всего применяется углекислый газ или гелий. Это обусловлено их доступностью и небольшими расходами при использовании. Газы используются для того, чтобы снизить окисление металла, из которого изготовлена свариваемая деталь, чтобы повысить прочность шва. Основным условием для работы полуавтоматом с углекислотой является предварительная подготовка детали. Имеется в виду ее тщательная зачистка, чтобы удалить всю пыль, грязь, остатки лакокрасочных изделий или ржавчину. Для этого используется наждачная бумага или железная щетка.

Технология сваривания бывает трех видов:
- непрерывного сваривания, когда горелка или электрод ведется от начала до конца шва;
- точечной сварки, при котором детали соединяются не сплошной дорожкой, а сварными точками;
- сварка коротким замыканием производится, в основном, для тонколистового металла и заключается в расплавлении металла за счет подачи импульсов от короткого замыкания, которое образуется в сварочном аппарате. После замыкания, расплавленный материал стягивается в каплю, применяемую для соединения двух деталей.
Чаще всего сварка полуавтоматом с углекислотой производится на режиме переменного тока. Перед началом работы надо подготовить все для сварки. Аппарат настраивается в зависимости от типа металла и его толщины. От режима сварки будет зависеть расход газа из баллонов. Проволока расходится практически одинаково – в среднем 4 сантиметра в секунду. Более точные настройки можно посмотреть в таблицах ГОСТа, где указаны режимы и нормы для каждого вида металла. Когда и оборудование и детали готовы, можно начинать соединение изделий на полуавтомате. Первым делом, необходимо включить подачу газа, а затем возбудить дугу. Для этого нужно проволокой коснуться детали. При нажатии на «пуск/старт» на корпусе аппарата начинается механическая подача электродной проволоки.
Качество шва завит от многих нюансов. Например, важно проволоку держать и вести прямо, но не слишком близко к заготовке. Чтобы не перекрывать себе обзор сварочной ванны. Во время работы важно, чтобы между кромками свариваемых деталей соблюдался нужный интервал. Технология работы такова, что при толщине изделия до сантиметра зазор должен быть не более 1 мм, при толщине изделий более сантиметра зазор составляет 10% от данной величины. Очень часто детали в лежачем состоянии сваривают на специальной железной подложке, размещая ее снизу очень плотно к основному металлу.
Технология сварки алюминия
На полуавтомате можно варить различные металлы, и алюминий не исключение. Но тут есть особые правила, так как данный металл имеет некоторые особенности. На его поверхности имеется тонкий слой амальгамы, у которого температура плавления намного выше, чем у алюминия (больше 2000 градусов в то время, как основной металл плавится при 650 градусах). В этом случае используется в качестве инертного газа аргон. Так как алюминий быстро плавится и начинает течь, для работы на сварочном полуавтомате применяется подложка.

Сам сварочный процесс происходит плавящимися электродами под действием постоянного тока обратной полярности — это, когда на деталь крепиться отрицательный заряд, а на горелку – положительный. Такие приемы сварки способствуют качественному плавлению заготовки и быстрому разрушению верхнего слоя. Хотя для такого соединения можно применять и другу хитрость – предварительно зачищать изделие, чтобы снять оксидную пленочку. Подробнее об особенностях работы с алюминием можно прочесть здесь.
Технику соединения можно выполнять в разном пространственном положении, используя разные виды швов.
Сварка с проволокой
Особенности сварки заключаются в том, что производить работу можно как в газовой среде, так и без использования углекислоты, гелия или аргона. Одним из популярных методов соединения является сварка под флюсом. Ее чаще применяют в промышленных условиях, нежели в бытовых. Это связано с том, что сам по себе флюс – материал дорогостоящий. Это порошок, который находится в середине проволоки. Во время расплавления, под воздействием высокой температуры, он выделяет газовое облако, которое защищает сварочную ванну от окисления. То есть, при этом дополнительно инертный газ из баллона не подается.

Основной плюс порошковой проволоки в том, что с ее помощью можно варить сварочным агрегатом на улице, или в помещении при сквозняке. Например, при газовой сварке не получится качественная дорожка, если будет ветер, так как он нарушает полок газа.
Сварка полуавтоматом без газа может осуществляться при любых условиях, как в помещении, так и на улице.
Варить сварочным агрегатом с применением самозащитной проволоки не рекомендуется слишком тонкие листы или среднеуглеродистую сталь, так как могут появиться дефекты (в основном – горячие трещины).
Чтобы повысить температуру сварочной дуги для быстрого и качественного расплавления флюса необходимо использовать такой же трюк, как и при алюминиевой сварке – применить обратную полярность.
Основные правила при проведении сварочных работ
Чтобы стать настоящим профессионалом, необходимо знать все о сварке полуавтоматом, и техника безопасности – это один и важных аспектов. Необходимо изучить и каждый раз соблюдать все нормы и стандарты, прописанные в ГОСТе. Нельзя пренебрегать ТБ, работая с огнем и газовыми баллонами. Также важно защитить себя, надев форму и маску, которая защитит глаза от ультрафиолетового ожога.
Не только новичкам, но и опытным мастерам рекомендуется изначально попробовать шов на черновой детали или на незаметном участке, чтобы убедиться в правильности настроек на сварочном полуавтомате. Перед использованием агрегата, требуется прочесть инструкцию, и соблюдать ее при работе. И еще, аппарат не может работать беспрерывно. То есть, периодически нужно делать паузы, об этом пишется в инструкции к ним.
Автоматическая и полуавтоматическая сварка требует длительного обучающего процесса, который включает в себя теоретические и практические знания. Обучение на сварщика — длительная и ответственная работа, хотя разобравшись во всем можно понять, что это не сложно, если соблюдать все рекомендации.
И в конце хотелось бы ответить на один из самых частых вопросов, чем отличается автоматическая сварка от полуавтоматической:
- автоматическая сварка – это процесс, при котором движение дуги и подача электрода происходят механизировано;
- полуавтоматическая сварка – это такая сварка, при которой проволока подается механизированно, а перемещение дуги вручную.
Подробнее, как варить полуавтоматом, можно увидеть в следующем видео:


Отправить ответ