
Твердосплавные резцы для токарного станка
Содержание:
- 1 Особенности конструкции
- 2 Классификация инструмента
- 3 Специфика резцовых устройств
- 4 Заточка резцов
- 5 Общая информация
- 6 Что дает применение твердосплавных пластин для резцов
- 7 Маркировка твердосплавных пластин для резцов
- 8 Особенности использования твердосплавных пластин
- 9 Стоимость пластин твердосплавных
- 10 Конструкция токарного резца
- 11 Классификация токарных резцов
- 12 Виды токарных резцов
- 13 Материалы для резцов
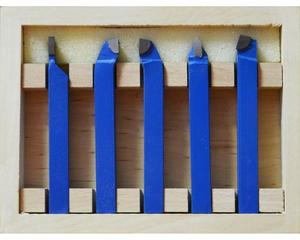 Основной оснасткой токарных станков являются токарные резцы по металлу. С их помощью детали придается необходимая форма путем срезания ненужного металла. Резец – лезвийный инструмент. Процесс резания происходит за счет перемещения резца вдоль вращающейся заготовки. Большое разнообразие резцов позволяет обрабатывать любые формы и типы поверхностей из металлов и других материалов.
Основной оснасткой токарных станков являются токарные резцы по металлу. С их помощью детали придается необходимая форма путем срезания ненужного металла. Резец – лезвийный инструмент. Процесс резания происходит за счет перемещения резца вдоль вращающейся заготовки. Большое разнообразие резцов позволяет обрабатывать любые формы и типы поверхностей из металлов и других материалов.
Особенности конструкции
Если посмотреть на токарный резец, то в его конструкции можно выделить две основные части. Это державка и рабочая головка. Назначение державки – это установка и фиксация инструмента в резцедержателе станка. Рабочей головкой производится непосредственное срезание металла.
ГОСТ 18877-2013 предусматривает следующие размеры державок:
- для настольных и учебных станков – 10х16 мм;
- основной размер – 16х25 мм;
- нестандартный размер – 12х20 мм;
- для среднетоннажного оборудования – 20х32 мм;
- для крупногабаритных станков – 25х40 мм.
На станках с ЧПУ на автоматизированных многопозиционных головках используется инструмент с круглой державкой.
Для облегчения снятия лишнего металла рабочую головку затачивают под определенными углами. Углы, формирующие режущую часть резца:
 α — главный задний угол;
α — главный задний угол;- β — угол заострения;
- γ — главный передний угол;
- δ — угол резания;
- φ — главный угол в плане;
- λ — угол наклона режущей кромки;
- ε — угол при вершине.
От указанных параметров зависит осуществление и производительность процесса резания.
Классификация инструмента
Классификация токарных резцов по металлу производится по нескольким признакам. Среди них выделяются назначение обработки, тип резцовой части, форма. Классификация выглядит следующим образом:
По способу изготовления:
- цельные,
- с напаянными пластинами из твердого сплава;
- сборные.
По направлению движения:
По форме державки:
По типу назначения:
 проходные;
проходные;- отрезные;
- расточные;
- упорные;
- резьбовые;
- галтельные;
- фасонные;
- подрезные;
- прорезные.
По типу выполняемых работ:
- черновое точение (обдирка);
- получистовое точение;
- чистовая обработка;
- тонкое точение.
По способу установки:
По материалу режущей части:
- легированная сталь;
- инструментальная сталь;
- твердые сплавы:
- однокарбидные (вольфрамовые);
- двухкарбидные (титановольфрамовые);
- трехкарбидные (титанотанталовольфрамовые);
Специфика резцовых устройств
 На практике применяются различные виды резцов для токарного станка по металлу для получения требуемой формы изделия. Не всегда можно производить обработку прямым инструментом. На помощь приходят образцы, у которых конструкцией предусмотрена изогнутая державка.
На практике применяются различные виды резцов для токарного станка по металлу для получения требуемой формы изделия. Не всегда можно производить обработку прямым инструментом. На помощь приходят образцы, у которых конструкцией предусмотрена изогнутая державка.
Прямые проходные резцы используются для продольного точения. Отогнутыми инструментами можно обрабатывать торец заготовки, а также легко делать фаски. Выбрать резец по направлению движения во время обработки можно следующим образом. Положить свою руку на инструмент. Большой палец должен указывать на режущую кромку. Если направлению соответствует палец на правой руке, значит, резец правого направления.
Подрезные резцы перемещаются в поперечном направлении. При малом вылете заготовки из токарного патрона обработка прямым резцом невозможна. Применяются модели с отогнутыми или изогнутыми державками.
Для отделения изделия от заготовки используются отрезные резцы. Процесс отрезания происходит при условии размещения режущей кромки под прямым углом к заготовке. Кроме основных резцов, у которых ось проходит через весь инструмент, применяются резцы с оттянутой головкой. Головка может быть смещена вправо или влево относительно оси.
На отрезные резцы похожи прорезные. Отличительной их чертой является заточка переднего угла. У прорезных изделий она прямая, а у отрезных имеет уклон в сторону заготовки.
Резьбовые резцы выполняются в двух вариантах: для нарезания наружной резьбы и внутренней. Форма резцовой головке придается согласно типу и профилю нарезаемой резьбы.
Расточные инструменты предназначены для обработки сквозных и глухих отверстий. Пластине придается треугольная форма. В зависимости от глубины обработки державка резцов изготавливается квадратной. При длине резца в 150 мм державка имеет размер 16х16 мм. Если длина составляет 200 мм , то размер державки равен 20х20 мм. При максимальном вылете в 300 мм державку делают размером 25х25 мм.
Сборную оснастку еще называют универсальной. Получила она свое название благодаря возможности установки на нее пластин разной формы, что приводит к возможности вести обработку под любым углом.
Быстрая смена пластины увеличивает производительность обработки. Не нужно отвлекаться на заточку. Каждая пластина имеет несколько граней. Для ремонта этой оснастки не требуется больших вложений. Требуется только купить комплект пластин, а державка обычно не страдает.
Фасонный инструмент предназначен для получения однотипных деталей в большом количестве, например, при массовом выпуске. Резцу придается форма получаемой детали. За одно поперечное движение деталь обтачивается и отрезается.
Они бывают круглыми и призматическими. Состоят из державки, на которой закрепляется режущая часть. Режущую часть изготавливают из легированной стали, чтобы удешевить стоимость продукта.
Резцы для токарного станка по металлу оснащаются твердосплавными пластинами. За счет них повышается стойкость инструмента. Маркировка пластин, следующая:
- вольфрамовые – ВК3М, ВК4, ВК8В;
- титановольфрамовые – Т14К8, Т15К6, Т30К4;
- титанотанталовольфрамовые – ТТ7К12, ТТ7К15;
- металлокерамика – ЦМ-332.
Несколько отличаются токарные резцы по дереву. Так как на токарных деревообрабатывающих станках отсутствует резцедержатель, то резцы приходится держать руками. Поэтому они оборудуются деревянной рукояткой. Форма лезвия зависит от того, какой будет поверхность обработанной детали.
Заточка резцов
 Для обеспечения качественного результата обработки лезвийным инструментом требуется регулярно его затачивать. На машиностроительных предприятиях для этого применяются специализированные станки и приспособления.
Для обеспечения качественного результата обработки лезвийным инструментом требуется регулярно его затачивать. На машиностроительных предприятиях для этого применяются специализированные станки и приспособления.
Заточные станки оборудуются двумя абразивными кругами. На круге из корунда, обычно белого цвета, производится обтачивание стальной части рабочей головки. На втором круге из карбокорунда, он зеленого цвета, заправляют твердосплавную пластину.
Последовательность заточки резцов выглядит следующим образом:
- обработка основного заднего угла;
- обработка вспомогательного заднего угла;
- обработка переднего угла;
- придание радиуса закругления.
Точить резцы можно с использованием охлаждающей жидкости или с ее постоянной подачей, как при шлифовании. Сменные пластины перезаточке не подлежат.
Режущий инструмент, применяемый в процессе металлообработки, изнашивается (независимо от марки «железа») довольно быстро, а стоит достаточно дорого. Если совместно с токарным резцом использовать твердосплавную пластину, то можно одновременно решить несколько задач, а в целом существенно повысить производительность на единице оборудования.
Эта статья поможет разобраться с разновидностями твердосплавных пластин для токарных резцов и некоторыми особенностями работы с ними.

Сменные пластины твердосплавные не используются в металлообработке с помощью монолитных резцов, у которых державка и режущая часть представляют собой единое целое.
Общая информация
Для изготовления всех моделей насадок к резцам используются только сплавы, характеризующиеся улучшенной формулой – AL 20 (40) и AP 25 (40). Геометрия любого образца продумана до мельчайших деталей. Это позволяет проводить соответствующие технологические операции с максимальной точностью и в короткие сроки, при значительном уменьшении процента брака.
Существующие стандарты
Твердосплавные пластины бывают нескольких типов. Подробное описание каждого из них можно найти в соответствующих ГОСТ.
-
19042 от 1980 года. Этот стандарт определяет систему обозначений, категорирование и требования к форме пластин твердосплавных (заменяет ГОСТ под этим же номером от 1973 года). 19086 от 1980 года. В данном документе обозначены все характеристики стружколомов, а также сменных насадок опорного и режущего типа. 25395 от 1990 года. ГОСТ распространяется на тип твердосплавных пластин, которые скрепляются с державками резцов проходных, расточных и револьверных способом напайки (01, 61, 02 и 62).

Что дает применение твердосплавных пластин для резцов
-
Универсальность использования одного токарного резца. Меняя твердосплавные пластины, можно производить обработку металлов и сплавов, характеризующихся разным составом, структурой и твердостью. Если иметь под рукой необходимый набор насадок, то проблем с металлообработкой, связанных с поиском и переустановкой нужного инструмента, не возникнет. Особенно актуально для автоматизированных производств, с большим сортаментом продукции. Экономию. Пластина стоит гораздо дешевле резца. В случае поломки режущей части не придется заменять весь инструмент. Кроме того, эксплуатационный срок его корпуса увеличивается более чем в 20 раз по сравнению с аналогом напаянным. На смену (поворот) пластины затрачивается меньше времени, чем на переустановку резца. А это – одна из составляющих повышения производительности. Насадки позволяют менять режим резания в большом диапазоне, что создает удобство в работе, повышает ее скорость и качество. Большой сортамент насадок. Подобрать нужную пластину для каждой технологической операции гораздо проще, чем сам инструмент. Для мелких производств (тем более бытовых токарных станков) выгоднее иметь определенный набор насадок, чем приобретать большое количество резцов различных видов.

Что можно делать твердосплавными пластинами
-
Поверхностная обработка заготовок. Нарезание резьбы. Внутренняя расточка. Развертка. Выборка пазов, канавок и тому подобное. Раскрой материалов. Например, листового стекла, гетинакса, цветных металлов.

Маркировка твердосплавных пластин для резцов
Обозначения буквенно-цифровые. Они отражают все основные характеристики изделия – конструктивные особенности, форму, класс допуска и так далее. Приведенная схема маркировки (по ГОСТ № 19042) это хорошо поясняет.

Особенности использования твердосплавных пластин
-
Первичная заточка режущей кромки производится на предприятии-изготовителе. Так как она постепенно изнашивается, то изделие попросту переворачивается, то есть рабочей становится другая ее грань, ранее не задействованная. Следовательно, систематической заточкой кромки, что характерно для токарных резцов с напайкой, заниматься не нужно. Для черновой обработки заготовок используются пластины более толстые (до 6), с длинными гранями (до 25). Технологические операции, называемые чистовыми (например, шлифовка) выполняются изделиями мелкими. Их минимальные размеры: длина – 7, толщина – 3.

Производители качественных твердосплавных пластин
Если судить по отзывам любителей и профессионалов на тематических сайтах, каких-либо существенных претензий нет к изделиям следующих изготовителей.
-
Ceratizit (Люксембург). Proxxon, BDS-Machinen (Германия). Украинский ««Инструмент-Сервис».
Что учесть при выборе сменных насадок
Подразумевается, что они приобретаются в комплекте, но без резца.
-
Соответствие линейных параметров инструмента и пластин. Специфика использования изделий. Если металлообработка предполагает снятие значительных слоев с заготовки, то следует подбирать насадки, материал которых инертен к высоким температурам. Работа на скоростных режимах сопровождается повышенными вибрациями. В этом случае нужно обратить внимание на такую характеристику образцов, как устойчивость к нагрузкам (механическим). Тип обработки деталей. Это уже к вопросу о требуемой форме насадок.

Стоимость пластин твердосплавных
Они продаются наборами, поэтому цена зависит от комплектации, формы, размеров и ряда других показателей. Кроме того, в них могут входить и корпуса резцов, что повышает стоимость. Если говорить о ее среднем значении, то комплект без инструмента обойдется в 5 310 рублей, а с ним – примерно в 7 980.

В принципе, не так уж и дорого, если учесть, что, по оценкам специалистов, использование сменных насадок дает месячную экономию на одном токарном станке (при средней загруженности оборудования) порядка 450 рублей.
Обработка металлов на токарном станке заключается в придании детали нужной формы методом снятия лишнего материала с заготовки. Операция выполняется резцами различных видов, приспособленных под определенную процедуру. Больше всего существует видов токарных резцов. Далее вы узнаете, какие они бывают и чем отличаются.
Конструкция токарного резца
Условно можно разделить любой резец по металлу на два элемента: головку и державку. Головка — это исполнительная часть, которая состоит из нескольких плоскостей и режущих кромок, заправленных под определенными углами. В зависимости от характера обработки материала подбирается и угол заточки.
Державка необходима для фиксации резца в держателе токарного станка. В срезе державка представляет собой прямоугольник или квадрат. Существует несколько стандартных размеров сечений каждой формы.
Различают следующие конструкции токарных резцов:
- прямые — державка и рабочая головка располагаются на одной или параллельных осях;
- изогнутые — державка согнута, если смотреть на нее сбоку;
- отогнутые — рабочая головка инструмента изогнута по отношению к державке, если смотреть на нее сверху;
- оттянутые — ширина головки меньше, чем державки. Головка может находиться на одной оси с державкой или быть смещенной относительно нее.
Классификация токарных резцов
Согласно общепринятой классификации ГОСТ все токарные резцы по металлу делятся на следующие категории:
- с режущей кромкой из легированной стали — весь инструмент выполнен из единого куска металла. Они могут изготавливаться и из инструментальных типов сталей. На сегодняшний день используются редко;
- с твёрдосплавными напайками — рабочая твёрдосплавная кромка-пластина приварена к основе — головке. Это наиболее распространенный тип инструмента;
- с фиксацией твёрдосплавных пластин механическим способом — режущая пластина фиксируется на головке с помощью винтов, прижимов. Сменные твёрдосплавные пластины изготавливают из металлических и металлокерамических материалов. Это самая редкая категория.
Существует классификация и по направлению подающего движения:
- левые — подаются слева: если взять его в левую руку, основная рабочая кромка располагается под большим пальцем;
- правые — подаются к станку справа: если взять в правую руку, основная рабочая кромка будет под большим пальцем, более распространены на практике.
Согласно классификации на основании метода обработки различают резцы:
- чистовые;
- черновые (обдирочные);
- получистовые;
- для тонких работ.
На шероховатость будущей детали влияет радиус закругления верхушки резца. Более гладкие поверхности получаются при большем радиусе.
Виды токарных резцов
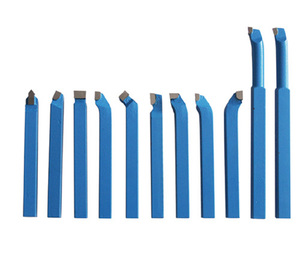
Существует множество разновидностей токарных резцов, вот самые распространенные:
- проходной: используется для создания контуров вращающейся детали, обточки, подрезки при поперечной и продольной подаче;
- расточной резец: используется для создания различных пазов, углублений, отверстий. Выполняет отверстия насквозь;
- подрезной резец: используется только при поперечной подаче для точения деталей ступенчатой формы, торцов;
- отрезной: подается поперек оси вращения, выполняет пазы и канавки вокруг детали, используется для отделения готового изделия;
- резьбовые: режет резьбы любых типов на деталях с любой формой сечения. Резьбовые инструменты могут быть изогнутыми, прямыми или круглыми;
- фасонные: ими обтачивают детали сложной конфигурации, вынимают различные фаски снаружи и внутри.
Материалы для резцов
Исполнительная часть резца должна быть достаточно твердой, сохранять свойства при нагреве, обладать стойкостью к истиранию и ударам.
Материалы делятся на три группы:
Первая — для инструментов, режущих при малых скоростях. Это инструментальные и углеродистые марки сталей с твердостью после закалки 60 — 64. При повышении температуры токарного резца более чем 200 — 240 градусов его режущие качества резко снижаются, поэтому на практике их используют редко. К этой категории относятся инструменты из хромовольфрамовой, хромокремнистой и хромомарганцовистой легированной стали со стойкостью к температуре до 300 градусов.
Вторая — для резцов, выполняющих точение на высоких скоростях. К ней относятся стали быстрорежущей категории Р12, Р9, Р9К5Ф2. После закаливания материал достигает твердости 62 — 65, сохраняет свойства при температуре до 650 градусов и длительное время не истирается.
Третья — сплавы металлокерамики. Это твёрдосплавные материалы, выдерживающие работу при высокой скорости и температуре до 1000 градусов. Чугун и некоторые цветные сплавы точат инструментами из вольфрамокобальтовой смеси: ВК6 — для чистовой и получистовой работы, ВК8 — для первичной обработки. Сталь точат твёрдосплавными титановольфрамокобальтовыми резцами: Т15К6 — обработка начисто, Т5К10 для прерывистого и первичного точения. Из кубического нитрида бора изготавливают сменные пластины для любых видов обработки особо твердых материалов, в том числе чугуна. Цветные металлы начисто точат твёрдосплавными пластинками из поликристаллического алмаза.
Пластинки материала бывают сменными, их вставляют в державку, некоторые модели оснащены стружколомами, которые отлично дробят стружку даже при небольшой подаче и поверхностном точении. Такие сменные твёрдосплавные пластины используют для суперчистовой резки нержавейки и других типов стали на станках.
Видео урок о том, как правильно устанавливать резцы в токарные станки и и их видах:


Отправить ответ