
Уони 13 55 температура прокалки
Содержание:

Применение электродов УОНИ
Электроды сварочные УОНИ применяют для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50 кгс/мм 2 , когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости. Электроды марки УОНИ находят применение при сварке элементов ответственных металлоконструкций, подверженных в процессе их эксплуатации динамическим нагрузкам в условиях низких температур. Их применяют для сварки емкостей, в которых будут содержаться различные среды с повышенным давлением, а также для листовых металлов с большой толщиной. Сварочные электроды марок УОНИ 13/45 и УОНИ 13/55 пользуются повышенным спросом у потребителя.
Маркировка
В документации, согласно требованиям ГОСТ 9466—75, для обозначения, например, марки УОНИ 13/45 сварочных электродов применяется такая форма записи:
На этикетках или маркировках коробок, пачек и ящиков со сварочными электродами условные обозначения приведены более подробно. Пример условного обозначения э лектродов типа Э46А по ГОСТ 9467—75, марки УОНИ —13/45, диаметром 3,0 мм, для сварки углеродистых и низколегированных сталей (У), с толстым покрытием (Д), с установленной по ГОСТ 9467—75 группой индексов, указывающих характеристики наплавленного металла и металла шва, 43 2 (5), с основным покрытием Б, для сварки во всех пространственных положениях 1, на постоянном токе обратной полярности 0, приведен ниже :
Э46А— УОНИИ —13/45—3,0—УД / Е 43 2 (5) Б—10 ГОСТ 9466—75, ГОСТ 9467—75
Сварочные работы
Сварочные электроды УОНИ 13/45 и УОНИ 13/55 после хранения в нормальных условиях не требуют прокалки перед выполнением сварочных работ. Прокалка электродов в течение одного часа при температуре 300-350С 0 необходима в том случае, если покрытие имеет влажность выше 0,3%.
Для получения качественного шва места сварки предварительно хорошо зачищают. Сварку швов проводят по короткой дуге. Процесс сварки характеризуется легким начальным зажиганием и сопровождается стабильным горением дуги с формированием качественного сварного шва. При высококвалифицированном проведении процесса сварки потери металла от разбрызгивания сведены к минимуму. Шлаковая корка с готовых швов отделяется легко.
Электроды уони 13 55 прекрасно подходят для процесса дуговой сварки и важных деталей из углеродсодержащих и низколегированных металлов, в частности, используемые в местах с низким температурным режимом. Данный тип изделий здорово проявил себя при соединении серьезных металлоконструкций, где необходимо, чтобы сварной шов был с большим уровнем пластичности и ударопрочной вязкости.

Расшифровка аббревиатуры Уони
Для начала разберемся с названием и выясним откуда берется название. Расшифровка выглядит следующим образом:
- У – Универсальная;
- О – Обмазка;
- Н – Научного;
- И – Института.
- 13- №13
Т.е. это отечественная разработка исследовательского института сварки, название и номер которого закрепились в обозначении.Встречается также обозначение УОНИИ- присутствие дополнительной буквы “И” указывает Исследовательский Институт.
Кстати! В технической документации правильным обозначением принято именно УОНИИ, требования к этому правилу прописаны в ГОСТе 9466—75, а вот название на пачке электродов может быть и УОНИ 13/55.
Технические характеристики
Важные параметры, характеризующие сварочные стержни уони 13/55 можно отразить в виде таблицы:
| Тип покрытия | Основное |
| Коэффициент наплавки | 9,5 г/А∙ч |
| Производительность(для электрода ∅4 мм) | 1,4 кг/ч |
| Расход (в расчете на 1 кг наплавленного металла) | 1,7 кг |
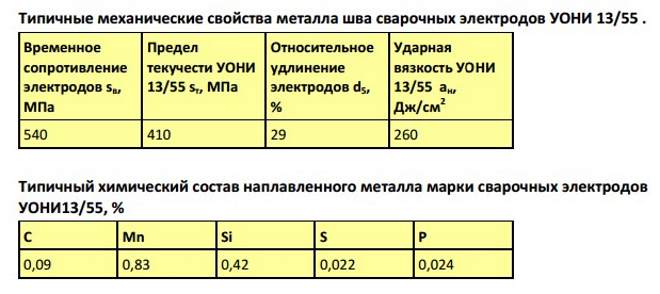
Немаловажным пунктом в ознакомлении является информация по механической прочности сварного шва и химическому составу наплавленного металла, по которым можно судить о возможности применения в той или иной конструкции.
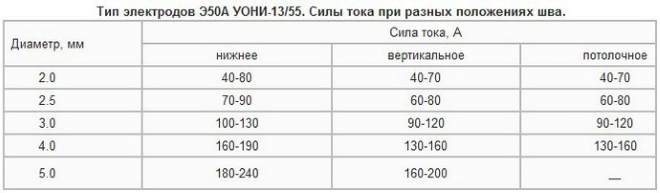
Ну и картина не была бы полной без указания рекомендованных производителем режимов сварки в зависимости диаметра электродов и их пространственного положения.
Особенности применения
Основные технические характеристики сварочных электродов уони 1355 состоят из следующих позиций:
- для сваривания данными изделиями нужно использовать ток обратной полярности;
- специальное покрытие из карбонатов и фтористых образований, посредством которых сварной шов практически не содержит газов и других излишних примесей;
- для стержня используется из низкоуглеродистой стали, способствующая большой долговечности шва;
- в покрытии отсутствуют различные органические соединения, благодаря чему у подобных электродов низкий уровень подверженности влаги;
- в процессе изготовления электродов полностью исключается образование различных неровностей, трещин или вздутий.
Вышеперечисленные факторы способствуют созданию шва, который не подвержен старению и потере своих свойств при различных температурных режимах.
При осуществлении сварки электродами, необходимо контролировать чистоту соединяемых деталей, ведь наличие следов ржавчины или различных масел вызовет появление пор, а сам само соединение будет не надежным. Кроме того, “растягивание” дуги также негативно влияет на качество сварного шва.
Ключевым конкурентным преимуществом подобных изделий перед аналогами является то, что шов получается с низкой концентрацией водорода и более устойчив к появлению микротрещин при процессе кристаллизации. Максимально эффективный результат при проведении действий электродами уони 1355 можно получить при осуществлении сварки на малой дуге способом опирания.
Согласно нормам ГОСТ 9466-75 вес изделий в пачке не должен превышать:
- 3 кг – для диаметра изделий до 2,5 мм;
- 5 кг – для диаметра в 3,0 – 4,0 мм;
- 8 кг – для диаметра свыше 4,0 мм.
Процедура прокалки сварочных электродов уони 13/55
Основная задача прокалки электродов – уменьшение концентрации влаги в обмазке.
Абсолютно каждая упаковка с электродами должна реализовываться вместе с сертификатом качества и инструкцией, в которой довольно подробно расписана процедура прокаливания. Отхождение отданных рекомендаций может ухудшить качество самих изделий, и как следствие, качественные характеристики сварного шва.
В ситуации, когда инструкции по самым разным причинам не оказалось, необходимо следовать нижеописанным рекомендациям:
- Для обеспечения стабильного процесса горения сварочной дуги, и соответственно, достойного уровня шва, процедуру прокаливания необходимо проводить только перед использованием.
- Если сварочные электроды уони не были использованы в течение 8 часов после прокаливания, данный процесс необходимо повторить.
- Допускается прокаливать один и тот же электрод не более 3-х раз, а общее количество времени прокалки не должно превышать 4-х часов.
- Для осуществления правильного процесса прокаливания, электроды сначала помещают в специальные коробки, а лишь затем ставят в печь. Диапазон температуры в печи должен составлять 250 – 300С.
Внимание! В случае нарушения хотя бы одного условия, изделие становится непригодным для работы.
Условия хранения
Для сохранения своих качественных характеристик, сварочные электроды необходимо хранить в предназначенных для этого помещениях. Постоянная относительная влажность на складе не должна превышать 50%, а температура воздуха опускаться ниже 14 С. Данные требования соблюдаются при помощи установки кондиционеров. Согласно ГОСТу 9466-75 срок годности не ограничен, при условии соблюдения правил хранения.
Производители
Технология изготовления и химический состав может незначительно меняться, в зависимости от производителя, среди которых можно выделить следующие крупные компании, гарантирующие качественные материалы:
Внимание! При покупке обязательно требуйте сертификат соответствия электродов требованиям нормативов, в частности ГОСТ 9466-75, либо свидетельство об аттестации сварочных материалов в соответствии с РД 03-613-03. Выдаются они органом по Федеральным Агентством по Tехническому Регулированию, либо аттестуются Национальным Агентством Контроля Сварки.
 Трудно представить себе практически любую область промышленности без применения сварочных работ: на строительной площадке не обходятся без сварки, в автомобиле и авиастроении, в металлургии и коммунальных работах.
Трудно представить себе практически любую область промышленности без применения сварочных работ: на строительной площадке не обходятся без сварки, в автомобиле и авиастроении, в металлургии и коммунальных работах.
Везде, даже на собственной даче и в гараже, вы не сможете обойтись без сварки. В зависимости от того, какое вы должны получить соединение, шов, и какие материалы участвует в процессе сварки, зависит подбор электродов.
На российском рынке есть заводы-производители, которые могут предложить свою продукцию высокого качества и конкурентно способную заграничным аналогам. Такие электроды используются в сварочном мире, как российскими покупателями, так и зарубежными.
Качество таких электродов проверяется по нормам ГОСТ. Упаковкой является картонная пачка, где электроды завернуты в термоусадочную пленку и замаркированы. Кроме хорошего качества, такие электроды имеют еще один несомненный плюс — невысокую цену.
Если вам предстоит работать с материалами, к которым предъявлены высокие обязательства и ответственность объявлена высокая, попробуйте в работе электроды УОНИ-13/55. Работая с таким материалом, вы прекрасно сварите детали на основе углеродистой стали. При работе с такими электродами шов получается аккуратным, прочным, устойчивым к физическим нагрузкам и небольшой вероятностью микротрещин. Работать допускается при температуре до -40 градусов.
Сварка электродами УОНИ 13/55 возможна независимо от наклона, пониженная температура плавления возникает так как ориентация у применяемого тока обратная.
Технические параметры УОНИ 13/55:
- Покрытие составляют карбонаты и фтористые соединения.
- Наплавляющий коэффициент 9,5г/А*ч.
- Требуется 1,7 кг на 1 кг наплавленного металла.
Физические параметры швов полученных при использовании УОНИ 13/55:
- сопротивление разрыву-540 Мпа;
- уровень текучести-410 Мпа;
- способность поглощать ударную энергию-260 ДЖ/см 2 ;
- относительное удлинение -29%.
Индивидуальными особенностями работы сматериаломтипа УОНИ 13/55 можно отнести обязательную прокалку электродов в течение часа при температуре 250-300 градусов в течение часа. Эти электроды очень чувствительны к напряжению дуги, рекомендуют сварку производить с небольшим напряжением дуги и предварительно кромки тщательно очистить. Если вы приноровитесь работать с этими электродами (выработаете удар инструментом по изделию до начала работ), и будете контролировать выходные параметры сварочника, то работать с другими электродами вам уже не захочется.
Если вам предстоит сварка в углекислом газе, то знайте, что это влечет ряд неприятных моментов, таких как: жесткое горение дуги, разбрызгивание металла, грубость шва с чешуйчатой поверхностью. Но есть способ повысить качество сварки-использовать в качестве сварочного материала вместо чистого углекислого газа соединение аргона и углекислого газа в соотношении 5:1.
При работе в смеси такого состава в несколько раз снижается разбрызгивание металла, дуга горения становится стабильной, а сварное соединение становится аккуратным.
Однако, при сварке в такой смеси вероятность образования пор при смеси водорода с азотом, повышается. Для снижения этого недостатка нужно ответственно подойти к качеству защитного газа, чтобы контролировать концентрацию и химический состав водяных паров, и к выбору сварочного материала. Для такого вида сварки прекрасно подойдет проволока сварочная омедненная св08г2с. Не забудьте при работе соблюдать режим технологии и технику сварки.
Данная информация несет ознакомительный характер. ООО ПТЦ "Привод" не занимается реализацией описанных услуг и продукции.


Отправить ответ