
Вертикально сверлильный станок 2р135ф2
Вертикально-сверлильный станок с чпу модели 2р135ф2
Станок предназначен для сверления, зенкерования, развертывания, нарезания резьбы, легкого прямолинейного фрезерования деталей из чугуна, стали и цветных металлов в условиях мелкосерийного и серийного производства. Наибольший диаметр обрабатываемых деталей Dmax = 35 мм. Револьверная головка с автоматической сменой инструмента и крестовый стол с программным управлением позволяют производить координатную обработку деталей типа крышек, фланцев и т.д. без предварительной разметки и применения кондукторов. Оснащен прямоугольной позиционной системой ЧПУ. Программоноситель — перфолента. Класс точности станка П.
Основные узлы. На основании А установлена колонна В, по вертикальным направляющим которой перемещается суппорт Г с револьверной головкой Д. На колонне закреплены коробка скоростей, передающая главное движение шпинделю, и коробка подач суппорта Г. Крестовый суппорт Б, состоящий из стола и салазок, совершает два взаимноперпендикулярных движения подачи от редукторов Е.
Главное движение — вращение шпинделя с инструментом.
Вертикальная подача (Z) — перемещение суппорта по направляющим стойки.
Поперечная подача (Y / ) — перемещение салазок по направляющим станины.
Продольная подача (Х / ) — перемещение стола по направляющим салазок.
Вспомогательные движения — ускоренное перемещение суппорта, периодический поворот РГ, точные ускоренные перемещения стола и салазок (движение позиционирования).
УКБ главного движения

АКС — обеспечивает по программе 12 скоростей за счет различных сочетаний включения электромагнитных муфт.
Движение подач обеспечивается при помощи отдельных асинхронных двигателей через АКС с фрикционными муфтами.
М2 — вертикальная подача
М4 — поперечная подача
М5 — продольная подача
Точность перемещения обеспечивается ДОС.
УКБ выпресовки инструмента
УКБ смазывания револьверного суппорта

Станок предназначен для сверления, зенкерования, развертывания, нарезания резьбы, легкого прямолинейного фрезерования деталей из стали, чугуна и цветных металлов в условиях мелкосерийного и серийного производства. Револьверная головка с автоматической сменой инструмента и крестовый стол с программным управлением позволяют выполнять координатную обработку деталей типа крышек, фланцев, планок и т.д. без предварительной разметки и применения кондукторов.
Техническая характеристика
Класс точности станка по ГОСТ
Диаметр сверления, мм
Размеры рабочей поверхности стола, мм
Пределы рабочих подач по оси, мм/мин
Пределы частоты вращения шпинделя, мин -1
Скорость быстрого хода стола и салазок, мм/мин
Скорость быстрого перемещения суппорта, мм/мин
Число инструментов в револьверной головке
Наибольший крутящий момент на шпинделе, Нм
Мощность двигателя, кВт
Габариты станка (Длинна Ширина Высота), мм
Станок вертикально-сверлильный с ЧПУ с инструментальным
магазином 2С150ПМФ4

Техническая характеристика
Размеры рабочей поверхности, мм
Перемещение стола, мм:
Расстояние от шпинделя до рабочей поверхности
Допустимая нагрузка на стол, Н
Наибольший диаметр сверления в стали, мм
Частота вращения шпинделя, мин -1
Отверстие в конусе шпинделя
Ускоренное перемещение, мм/мин
Диаметр инструмента загруженного в магазин, мм:
без пропуска гнезд
с пропуском гнезд
Мощность главного привода, кВт
Количество гнезд в магазине, шт
Точность линейного позиционирования стола и
шпиндельной головки, мм
 Горизонтально – сверлильный станок ВМ 501ПМФ4
Горизонтально – сверлильный станок ВМ 501ПМФ4
Техническая характеристика
Класс точности станка по ГОСТ
Диаметр рабочей поверхности стола, мм
Расстояния между Т-образными пазами, мм
Ширина среднего Т-образного паза, мм
Ширина остальных Т-образных пазов, мм
Макс. программируемые перемещения, мм:
Продольное (ось координат Х)
Поперечное (ось координат Z)
Вертикальное (ось координат У)
Наименьшее расстояние от оси шпинделя до
рабочей поверхности стола, мм
Максимальное расстояние от оси шпинделя до
рабочей поверхности стола, мм
Наименьшее расстояние от торца шпинделя до оси
круглого стола, мм
Макс. расстояние от торца шпинделя до круглого
Макс. расстояние от оси шпинделя до круглого
Расстояние от торца инструмента в нулевом положении
до оси круглого стола, мм
Расстояние от оси шпинделя до оси круглого стола в
нулевом положении, мм
Количество частот вращения шпинделя
Количество инструментов в магазине
Макс. диаметр инструмента, мм
Макс. вылет инструмента от торца шпинделя, мм
Масса (без приставного оборудования), кг
Масса с приставными устройствами, кг
| Вертикальной сверлильной станок с ЧПУ выполняет все операции по сверлению, снятию фасок, развертыванию, зенкованию и нарезанию резьбы. Станок обладает высокой надежностью и устойчивостью. Он оборудован высокоточными направляющими обеспечивающими высокую скорость перемещения и точность позиционирования. 3 оси раздельно контролируются сервомотором и ЧПУ. Станок прост в программировании , эксплуатации и обслуживании. Станок подходит |
Вертикальные сверлильные станки с ЧПУ ZК5150

к применению в машиностроении для обработки средних и малых деталей, типа корпусов, крышек, фланцев, планок, плит и т.
Технические характеристики
| Параметр |
Сверлильные станки с ЧПУ серии GDC
| Данная серия станков относится к станкам портального типа, две стойки которых соединяются фиксированной перекладиной. Три оси оборудованы точными шариковыми винтовыми парами, обеспечивающими плавное перемещение и высокую точность. Шпиндельный узел обладает высокой жесткостью и точностью. |

Технические характеристики
| Параметр |
4. Фрезерные станки с ЧПУ
Фрезерные станки с ЧПУ предназначены для обработки плоских и пространственных поверхностей заготовок сложной формы. Конструкции фрезерных станков с ЧПУ аналогичны конструкциям традиционных фрезерных станков, отличие от последних заключается в автоматизации перемещений по УП при формообразовании.
В основе классификации фрезерных станков с ЧПУ лежат следующие признаки:
• расположение шпинделя (горизонтальное вертикальное);
• число координатных перемещений стола или фрезерной бабки;
• число используемых инструментов (одноинструментные и многоинструментные);
• способ установки инструментов в шпиндель станка (вручную или автоматически).
По компоновке фрезерные станки с ЧПУ делят на четыре группы:
 • вертикально-фрезерные с крестовым столом(652ОФ3,МА655Ф3 и др.);
• вертикально-фрезерные с крестовым столом(652ОФ3,МА655Ф3 и др.);
• консольно-фрезерные (6Р13Ф3, 6Р13РФ3 и др.);
• продольно-фрезерные (6М610Ф3-1 и др.);
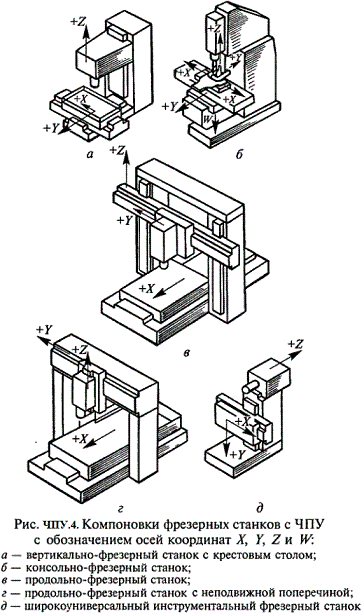
В вертикально-фрезер-ных станках с крестовым столом (рисунок , а) стол перемещается в продольном (ось X) и поперечном (ось Y) горизонтальном направлениях, а фрезерная бабка — в вертикальном направлении (ось Z).
Рис. 3. Компоновка фрезерных станков с ЧПУ с обозначением осей координат Х,У, Z и W (а – вертикально-фрезерный станок с крестовым столом; б – консольно-фрезерный станок; в – продольно-фрезерный станок; г – продольно-фрезерный станок с неподвижной поперечиной; д – широкоуниверсальный фрезерный станок)
В консольно-фрезерных станках (рис. 3,б) стол перемещается по трем координатным осям (X,Y и Z), а бабка неподвижна. В продольно-фрезерных станках с подвижной поперечиной (рис.ЧПУ.4, в) стол перемещается по оси X, шпиндельная бабка — по оси Y, а поперечина — по оси Z. В продольно-фрезерных станках с неподвижной поперечиной (рис.3, г) стол перемещается по оси X, а шпиндельная бабка — по осям Y и Z.
В широкоуниверсальных инструментальных фрезерных станках (рис.3, д) стол перемещается по осям X и Y, а шпиндельная бабка — по оси Z.
 Станок вертикально-фрезерный 400V
Станок вертикально-фрезерный 400V
Станок модели 400V предназначен для комплексной обработки деталей из различных материалов в условиях мелкосерийного и серийного производства. Станки выполняют операции сверления, прямолинейного, контурного и объемного фрезерования, растачивания, нарезания резьбы и т.д.
Техническая характеристика
| Параметр | Значение |
| Размеры рабочей поверхности стола, мм | 900 х 400 |
| Наибольшие программируемые перемещения: | |
| -продольное перемещение (X), мм | 560 |
| -поперечное перемещение (Y), мм | 400 |
| -вертикальное перемещение (Z), мм | 460 |
| Скорость быстрого перемещения по осям: | |
| X, Y, м/мин | 30 |
| Z , м/мин | 25 |
| Точность позиционирования по осям X, Y, Z, мм | ± 0.005 |
| Конус конца шпинделя с конусностью 7:24 | 40 |
| Пределы частоты вращения шпинделя, мин -1 | 80. 8000 |
| Наибольший крутящий момент на шпинделе, Нм с двигателем от 4 до 7,5 кВт | 35. 60 |
| Мощность главного привода, кВт | 4. 7,5 |
| Время смены инструмента (от инструмента до инструмента), сек | 2.5 |
| Габаритные размеры, м | 2,33х2,62х2,64 |
| Масса станка, кг | 4500 |
Станок фрезерно-расточной 450 V с ЧПУ

Станок модели 450V предназначен для комплексной обработки деталей из различных материалов в условиях мелкосерийного и серийного производства. Станок выполняет операции сверления, контурного и объемного фрезерования, растачивания, нарезания резьбы и т.д. Он имеет два стационарных стола, которые крепятся на неподвижной сварной станине и 3 координаты:
-ось Х — продольное перемещение салазок по направляющим станины;
— ось Y — поперечное перемещение колонны верхней по направляющим салазок;
— ось Z — вертикальное перемещение шпиндельной бабки по направляющим колонны.
Перемещение по всем трем осям осуществляется с помощью шариковых винтовых пар. Станок оснащен ограждением зоны резания с раздвижными на линейных направляющих качения дверями и стружкоуборочным транспортером.
Техническая характеристика
| Параметр | Значение |
| Размеры рабочей поверхности стола, мм | 2150 х 500 |
| Наибольшие программируемые перемещения: | |
| -продольное перемещение (X), мм | 2×1000;2000 |
| -поперечное перемещение (Y), мм | 400 |
| -вертикальное перемещение (Z), мм | 460 |
| Скорость быстрого перемещения по всем осям, м/мин | 25. 30 |
| Диапазон рабочих подач по координатам, мм/мин | 1 …15000 |
| Точность позиционирования по осям X, Y, Z, мм | ± 0,010 |
| Конус конца шпинделя с конусностью 7:24 | 40 |
| Пределы частоты вращения шпинделя, мин -1 | 80..8000 |
| Наибольший крутящий момент, Нм | 35…60 |
| Емкость инструментального магазина, шт. | 24 |
| Время смены инструмента, сек. | 12 |
| Мощность главного привода, кВт | 4. 7,5 |
| Количество инструментов, шт. | 20, 40 и более |
| Габаритные размеры, мм | 4010х3460х3110 |
| Масса станка, кг | 9500 |
 Станки фрезерно-расточные с ЧПУ 600V, 800 V
Станки фрезерно-расточные с ЧПУ 600V, 800 V
Станки предназначены для комплексной обработки деталей из различных материалов в условиях мелкосерийного и серийного производства. Станок выполняет операции сверления, прямолинейного, контурного и объемного фрезерования, растачивания, нарезания резьбы и т.д.
Техническая характеристика
| Параметр |
Станки вертикально-фрезерные ГФ2171, ГФ4471, 6Т13Ф3
 Станки предназначены для многооперационной обработки деталей сложной конфигурации из стали, чугуна, цветных и легких металлов, а также других материалов. Наряду с фрезерными операциями на станках можно производить точное сверление, растачивание, зенкерование и развертывание отверстий.
Станки предназначены для многооперационной обработки деталей сложной конфигурации из стали, чугуна, цветных и легких металлов, а также других материалов. Наряду с фрезерными операциями на станках можно производить точное сверление, растачивание, зенкерование и развертывание отверстий.
Большая мощность привода главного движения, широкий диапазон подач и частот вращения шпинделя, высокая жесткость конструкции станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Станки оснащены трехкоординатным устройством ЧПУ и следящими
регулируемыми электроприводами подач, что позволяет производить обработку сложных криволинейных поверхностей.
Опубликовано admin Ноя 29, 2012 в Сверлильно-расточные станки
Этот станок с числовым программным управлением (ЧПУ) предназначен для сверления, зенкерования, развертывания, нарезания резьбы, торцового подрезания деталей и т. д. в условиях мелкосерийного и среднесерийного производства. Наличие на станке шестипозиционной револьверной головки для автоматической смены режущего инструмента и крестового стола с программным управлением создаст возможности осуществлять координатную обработку деталей типа крышек, фланцев, панелей и других деталей без предварительной разметки и без применения кондукторов, Класс точности станка Н.
Система числового программного управления. Станок мод. 2Р135Ф2 оснащен устройством числового программного управления «Координата С70-3», которое обеспечивает одновременное перемещение стола по осям X и У при позиционировании управления перемещением по оси (от координаты), дает возможность управлять поворотом револьверной головки, выбирать величину рабочей подачи и частоты вращения шпинделя. Устройство имеет цифровую индикацию, предусмотрен ввод коррекций на длину инструмента.
Позиционная прямоугольная система ЧПУ замкнутая, в качестве измерительного используют кодовые преобразователи. Точность позиционирования стола и суппорта составляет 0,05 мм, дискретность программирования и цифровой индикации равна 0,05 мм. Число управляемых координат: всего — три; одновременно — две.
На основании станка смонтирована колонна, по прямоугольным вертикальным направляющим которой перемещается суппорт, несущий револьверную головку. На колонне жестко смонтированы коробка скоростей и редуктора подач. Крестовый стол имеет основание, по которому перемещаются в поперечном направлении салазки, несущие собственно стол. Последний в свою очередь может перемещаться в продольном направлении по направляющим салазок. Перемещение салазок и стола осуществляют от редукторов.

Поворот револьверной головки. Поворот головки осуществляется на следующей кинематической цепи. От электродвигателя МЗ (0,7/09 кВт, 1400/2700 об/мин) через передачу вала на вал, с которого червячной передачей движение передают на вал и передачу, которая и производит поворот револьверной головки. Муфта должна быть включена. Прежде чем произвести поворот револьверной головки, ее необходимо расфиксировать, так как она закреплена подпружиненными тягами суппорта, находящимися в пазах револьверной головки. При вращении вала, на котором сидит червяк, имеет возможность осевого перемещения, поэтому он вывертывается из червячного колеса и движением вниз через реечную передачу с колесом и с модулем поворачивает вал с эксцентриком, который системой рычагов освободит револьверную головку; одновременно второе реечное колесо перемещает рейку на валу и тем самым выводит колесо на валу из зацепления. Таким образом, освобождается револьверная головка и разрывается кинематическая цепь, соединяющая привод вращения со шпинделем револьверной головки. После этого червяк доходит до жесткого упора и начинает вращать револьверную головку посредством передачи меняя инструмент (прямое вращение).
Одновременно с вращением револьверной головки через передачу вал и передачу вращается позиционный командоаппарат на валу, который останавливает прямое вращение револьверной головки реверсом электродвигателя, предварительно уменьшив частоту его вращения до 1400 об/мин. При обратном вращении револьверная головка доходит до жесткого упора суппорта и останавливается; при этом червяк, вывертываясь из червячного колеса, движется вверх. Вал вращается в обратном направлении, зубчатое колесо вводится в зацепление с колесом шпинделя револьверной головки. Головка фиксируется, и шпиндель начинает вращаться. Выбор последовательности работы шпинделей револьверной головки устанавливается на пульте. Всего предусмотрено шесть циклов обработки.
Перемещение стола происходит от двигателя М4 (0,6 кВт, 1380 об/мин). Редуктор стола не отличается от редуктора салазок, поэтому на его кинематической схеме не нанесены обозначения валов и колес.
Нарезание резьбы. Для нарезания резьбы машинным метчиком служат патроны, которые могут быть установлены в любую позицию револьверной головки. При нарезании резьбы используют копир, винт-гайку с шагами 1,0; 1,25; 1,5; 1,75; 2,0; 3,0 мм, набор сменных цанг для закрепления метчиков, переходные квадраты. В резьбонарезной головке имеется механизм для настройки работы головки по циклу прямой ход (резьбонарезание) — реверс (вывертывание метчика после нарезания резьбы). Полный цикл работы с суппортом обеспечивается электрической схемой станка. Вращение от шпинделя передают посредством вкладыша, вставленного в шпиндель револьверной головки, через зубчатую муфту на поводок, шлицевый вал и цангу.


Отправить ответ