
Зенковка и зенкер разница
Содержание:
- 1 Виды цековок
- 2 Сферы применения цековок
- 3 Цекование отверстия: основные правила
- 4 Цековка и зенковка: отличия
- 5 Вопрос-ответ
- 6 Терминология
- 7 Виды зенкеров и зенковок
- 8 Что такое зенкер, систематизация
- 9 Конструкция конусного зенкера
- 10 Разновидности и предназначение зенковок
- 11 Принцип зенкерования металлических изделий
- 12 Скачать ГОСТ
Цекование отверстий — это финишная операция. Ее целью является формирование точных, тщательно выверенных опорных поверхностей для крепежных элементов: болтов, шайб, винтов и т. п.

Изображение №1: Цековки с направляющими цапфами
Виды цековок
Опишем, как выглядит инструмент, из каких элементов состоит и каких бывает модификаций.
Конструктивные особенности (информация и чертежи)
Цековка — инструмент цилиндрической формы осевого типа с расположением режущих зубьев в торцевой части. На боковых поверхностях изделия есть канавки, которые приспособлены для удаления металлической стружки с рабочей области.

Изображение №2: Устройство цековки со сменной направляющей цапфой
Виды цековок
Обозначение цековки на чертеже дается в ГОСТ 26258-87. Этот же нормативный документ определяет технологические особенности производства режущего инструмента и делит их на категории. Согласно классификации, выпускаются:
цековки с хвостовиками цилиндрического типа и направляющими цапфами, которые являются единым целым с инструментом;
инструменты с хвостовками конического типа и съемными цапфами;
изделия насадного типа в виде режущих головок (надеваются на оправы с коническими хвостовиками, цапфа сменная);
инструменты со сменными цапфами и хвостовиками, которые крепятся в штифтовых замках станков.

Изображение №3: Разновидности цековок
Рабочие части инструментов изготавливают:
целиком из быстрорежущей стали;
с твердосплавными напайками.
Цековки по металлу имеют разное количество рабочих лезвий. Изделия с цилиндрическими хвостовиками оснащаются двумя-четырьмя лезвиями. Все остальные разновидности — четырьмя.
На то, как именно инструмент фиксируется в станке, влияет тип хвостовика.
Цековки с хвостовиками цилиндрического типа устанавливаются в патроны.
Инструменты с хвостовиками конической формы крепятся в посадочные отверстия, конусы Морзе.
Изделия с хвостовиками для крепления в штифтовых замках используются вместе с укомплектованными этой арматурой станками.
Требования к производству цековок по ГОСТу
Требования к изготовлению цековок регламентирует ГОСТ 26258-87. В этом документе указано, что инструменты насадного типа, диаметры рабочих частей которых менее 8 мм с хвостовиками цилиндрической формы выпускается в цельном виде. А цековки с размерами режущих частей свыше 8 мм имеют сварную конструкцию.

Изображение №4: Материалы, которые идут на изготовление цековок с цельнометаллическими рабочими частями
Центральные стержни изделий, а также хвостовики изготавливают из стали марок 45 и 45Х. На режущие части идет материал двух типов.
Быстрорежущая сталь — требования к ней изложены в ГОСТ 19265.
Твердосплавные пластины ВК6, ВК6М, Т5К10, Т5К6 — требования к характеристикам материала описаны в ГОСТ 3882, к геометрии и габаритам — в ГОСТ 25400.

Изображение №5: Материалы, которые идут на изготовление цековок с твердосплавными пластинами
К рабочим частям инструментов твердосплавные пластины крепятся припоями марок МНМц 68-4-2 и латуни Л63 или Л68. Минимальная толщина припоя — 2/10 мм.
Сферы применения цековок
Цековки используют для работы по чугуну, стали, цветным металлам. Инструмент повышает качество обрабатываемой поверхности и гарантирует строгую перпендикулярность отверстия оси готового изделия.

Изображение №6: Обработанная цековкой торцевая площадка
Цековка используется для создания опорных плоскостей в отверстиях под винты, шайбы, болты, кольца. Также инструмент необходим для зачистки торцов закладных частей конструкций.
Для обратной цековки (развертывания) используют инструменты с большим количеством лезвий (до 14). Эта операция позволяет сделать выемку цилиндрической формы максимально точной.

Изображение №7: Цековка поршней
Автомобилисты применяют цековки для проточки поршней. Самостоятельное проведение операции позволяет с использованием цековки проточить клапаны, не обращаясь к токарям. Желательно перед ремонтом изучить чертежи и потренироваться на старых поршнях.
Цекование отверстия: основные правила
Цекование отверстия — это операция, которая проводится на станках с минимальным ходом. Для работы оптимален режим зенкерования, настроенный на сверлильном, токарном, расточном или другом слесарном оборудовании. В отдельных ситуациях используют инструменты комбинированного типа, которые за один подход выполняют несколько операций: сверление, зенкерование, ценкование, зенкование и т. п. Все эти процессы — часть операции сверления.

Изображение №8: Цековка посадочных гнезд клапанов
Несмотря на то что режущие инструменты в основном используют на промышленном оборудовании, покупают цековки и для домашних нужд. В работе с таким инструментом мастерам следует придерживаться нескольких правил.
При обработке открытых плоскостей зафиксируйте на хвостовике упор, используя упорную гайку и контргайку.
При цековании отверстия под шляпки винтов и болтов берите инструмент с углом при вершине в 90 градусов. Необходимость уменьшения угла оправдана для сохранения огранки на поверхности обрабатываемых отверстий.
Делайте углубления в 2 этапа. Вначале рассверлите отверстие до нужного диаметра, затем придайте ему требуемые форму и размер.
Следите, чтобы направляющая инструмента не соприкасалась с втулкой всей поверхностью. Если не следовать этому правилу, цековка по металлу застрянет во втулке из-за сильного нагревания материала, вызванного вращением шпинделя.
Цековка и зенковка: отличия
Цековка от зенковки имеет меньше отличий, чем кажется непосвященному человеку. А именно: цековками называют торцевые зенковки. Так что, если вам необходимо выровнять торцевые части уже сформированного углубления, требуется цековка. Для снятия фасок, удаления заусенцев и изменения конфигурации отверстий купите зенковку по металлу.
Вопрос-ответ
Как определить оптимальную скорость резания?
Скорость резания подбирают с учетом диаметра инструмента и частоты вращения. Обязательно введение поправочных коэффициентов. Полученные данные можно использовать для вычисления частоты вращения шпинделя.
Как определить глубину резания цековкой?
Этот показатель вычисляют как половину диаметра режущего инструмента за вычетом диаметра чернового отверстия.
Возможно ли изготовление цековок на заказ?
Да, компания «Ринком» изготовит инструменты по вашим чертежам в срок от 5 до 45 дней.
Среди металлообрабатывающего инструментария, применяемого для создания отверстий, особое значение заслуживает зенковка и зенкер. С их помощью выполняют проемы с заданными характеристиками, например, стабильность важных геометрических параметров, шершавость, сужение цилиндрического отверстия. Рассмотрим, что такое зенкер и зенковка.
Терминология
Зенковка – является многолезвийным инструментом для резки, используемая при обрабатывании отверстий в металлических деталях. После обработки получаются углубления конического/цилиндрического типа, можно создать опорную плоскость около отверстий, снять фаску на центровом отверстии.
Раззенковка отверстий – это вторичная подготовка готовых отверстий для размещения головок метизов – болты, винты, заклепки

Зенкер – инструмент для резки с многолезвийной поверхностью. Применяется в обработке отверстий цилиндрического/конического типа в заготовках для расширения диаметра, улучшения характеристик поверхностей и точностей. Этот тип обработки называется зенкерованием. Это получистовая обработка резанием.

Зенкование отверстий – процесс возделывания верхней части проема, чтобы, например, снять заусенцы с края отверстия или создать углубления, чтобы спрятать шляпку заклепок либо шурупа и сравнять с поверхностью детали. Приспособление, используемое для этой задачи, называется зенковкой.

Виды зенкеров и зенковок
Производство режущего инструментария по металлу подчиняется основной категории стандартов страны (ГОСТ) и техническими регламентами использования готового изделия. На агрегатах с частичным автоматизированным управлением используют следующие типы зенкеров:
- Цилиндрические, с диаметрами от 10 до 20 мм. Этот комплект с лезвиями производится с напылением из износостойких элементов. Регламентируется ГОСТ 12489-71.
- Неделимые конические, от 10 до 40 мм. Вырабатываются из легированной стали с устойчивым к износу напылением. Подчиняется ТУ 2-035-923-83.
- Целые, в виде насадок, с поперечником от 32 до 80 мм. Регламентируется ГОСТ 12489-71.
- Конический либо насадной, подчиняются ГОСТ 3231-71. Отмечаются присутствием специальных пластин, получаемых из твердых сплавов железа.

Зенковка – это также средство с многочисленными лезвиями, но обладает явными отличиями от зенкера по сфере использования . Эти приспособления подразделяются на некоторые типы:
- Коническая зенковка. Имеет эксплуатируемую головку с угловым коэффициентом конуса в 60,90, 120 градусов. В основном реализовывается для возделывания оснований под крепеж и удаления фасок, то есть затупить острые грани. Регламентируется ГОСТ 14953-80 Е.
- Округленная зенковка (цилиндрическая). Приспособление может обладать округленным либо коническим концом, имея износостойкое покрытие основания. В основном реализовывается в качестве обрабатывания опорных оснований.

Что такое зенкер, систематизация
Прорезывающий инструмент по металлу (зенкер) позволяет раззенковывать проем в детали до 5 группы меткости. Он массово используется для получистовой отделки деталей перед механическим развертыванием. По строению его разделяют на типы:
Внешне металлорежущие приспособления смахивают на простой небольшой бур, но обладают увеличенной численностью режущих краев. Правильность размеров проема обрабатываемой заготовки устанавливается за счет калибра. Крепеж инструментария в патроне агрегата выполняется с поддержкой хвостовика.
Для возделывания проемов, с поперечником до 10 см используются насадные приспособления с 4 остриями. Их главной особенностью считается крепеж через оправку. Достичь правильной регулировки реза позволило присутствие фаски на зубах элемента.

Конструкция конусного зенкера
Это приспособление предназначается для пропуска конусовидных проемов небольшой глубины. Главной особенностью в конструкции элемента считается присутствие зубьев прямого типа и абсолютно плоского внешнего основания. Численность элементов реза, в соответствии с калибровкой, может варьироваться в значении 6 – 12 единиц.
Зенкерование отверстий считается ручной процедурой, осуществляемой через токарный агрегат, на котором крепится зенкер. Возделываемая деталь зажимается в патронаже агрегата, проверяется верное ее расположение в углублении. Осевые центры электрошпинделя и заднего узла станка должны находиться на одном уровне. Это дает снизить риск вылета технически подвижной гильзе (пиноль). В отделываемое отверстие наконечник инструментария дается вручную.
Чтобы получить после операции зенкерования проем нужного поперечника, при сверлении производится припуск 2-3 мм. Точные значения припуска зависят от калибровки углубления в возделываемой заготовке. Труднее реализовать процесс зенкеровки выкованных и плотных изделий. Чтобы упростить себе задачу следует заблаговременно расточить раззенкованное отверстие на 5-9 мм.

Зенкеровка может выполняться в порядке резания. В этой ситуации подача инструментария увеличивается вдвое, чем при сверловке, а скорость хода остается прежней. Углубление резания зенкером закладывается примерно в 50 процентов припуска на поперечник. Раззенковка отверстий инструментом, реализовывается с применением охлаждающих материалов. Механизм из твердых сплавов не требует внесения вспомогательного хладоносителя.
Зенкер при обрабатывании проемов гарантирует высокую точность, но избежать брака совсем нельзя. Самыми распространенными пороками обработки считаются:
- Увеличенный поперечник проема. Главная причина возникновения подобного изъяна считается применение приспособления с неверной заточкой.
- Уменьшенный поперечник углубления. Случается, что для работы был выбран ошибочный инструментарий либо применялся испорченный зенкер.
- Вызывающая чистота. Этот изъян может быть вызван рядом причин. Обычно, уменьшение чистоты кроется в неважной заточке приспособления. На практике также причиной порока может служить чрезмерная вязкость материала изделия. Поэтому элемент налипает на ленты инструмента. Повреждение также вызывается погрешностью токаря, сделавшего неверную подачу и ускорение реза.
- Частичная обработка проема. Эта причина обычно возникает в результате неверной фиксации детали либо неправильным припуском под зенкеровку, сохраненным после сверления.

Разновидности и предназначение зенковок
Зенковка напоминает вид сверла, которая используется для зенкования. Операция схожа с зенкерованием, но отличаются конечной задачей. Процедура зенкования нужна в ситуациях, когда существует необходимость в формировании округленных углублений, чтобы скрыть следы головок крепежа.
Возделывание деталей зенковкой причисляется к получистовому методу, и осуществляется перед операцией развертывания.
По конструкции зенковки подразделяются:
Под самостоятельной категорией выделяют зенковки, состоящие из твердых сплавов. Они используются в качестве шлифовальных действ. Для обрабатывания проемов и удаления фасок в трудных зонах используют еще один тип инструментария – оборотная зенковка. Чтобы обеспечить необходимую обработку металлических изделий и дерева рекомендуется покупать зенковочный комплект, а не индивидуальными приспособлениями.

В структуру зенковок конусного типа укладываются хвостовик и эксплуатируемый элемент, с угловым показателем 60, 75, 90 и 120 градусов. Число зубьев варьируется в пределе 6 – 12 единиц, это зависит от поперечника инструмента. Чтобы обеспечить соосность возделываемого проема используется цапфа.
Округленная зенковка обладает устойчивым к износу напылением. Используется этот механизм для подреза фаски. По конструкции оно смахивает на сверло, но обладает большим количеством лезвий – от 4 до 10, все зависит от поперечника устройства. На торцевой части элемента присутствует наводящая цапфа. С ее помощью фиксируется позиция инструментария в период эксплуатирования. Цапфа бывает разъемной либо целостной. На практике используются устройства с разъемными цапфами, из-за удобства использования. На зенковку также можно надеть насадный резак.
Чтобы обработать несколько проемов на равное углубление следует применять зенковку с держателями, включающее в свой состав различные ограничители. При обрабатывании изделия элемент реза устанавливается в державке и выходит из упора на величину, равную углублению проема.
Зенковки производятся из различных сортов сталей, включая твердосплавную. Инструменты, выполненные из твердых сплавов, отлично подходят для обрабатывания деталей из металла, так как способны выдержать экстремальные нагрузки долгое время. Для обработки изделий из цветного металлического сплава либо дерева применяют устройства из быстрорежущей стали, так как она подвергается незначительным нагрузкам. Стоит отметить, что при обрабатывании, например, чугунных изделий, необходимо внести дополнительное охлаждение инструментария. Для этого используются специальные эмульсионные составы.

Принцип зенкерования металлических изделий
Во время обрабатывания проема, созданного в детали в период его литья, рекомендуется расточить его разом на несколько миллиметров вглубь, чтобы зенкер выбрал верную начальную направленность.

В период осуществления работ при обработке стальных заготовок рекомендуется использовать эмульсионные охлаждающие составы. Процедура зенкерования цветных металлов и чугуна дополнительного внесения хладоносителя не требуется. Очень важным этапом считается верный подбор инструментария для осуществления работ. В связи с этим концентрируют внимание на аспекты:
- Разновидность инструментария выбирается в соответствии с материалами заготовки и характера возделывания. Учитываются факторы расположения отверстия и численность процессов.
- Зенковки и устройство для зенкерования выбираются в зависимости от заданных параметров: величина углубления, диаметр, точность работы.
- Конструкцию металлорежущего инструмента устанавливают, исходя из метода его крепежа на станке.

Выбор зенкера производят по справочной литературе или пользуясь нормативным актом стандарта ГОСТ 12489-71:
- Заготовки, созданные из конструкционной стали, с проемами до 40 мм в поперечнике возделываются зенкером, произведенного из быстрорежущего железа, включающий 3-4 зубья и диаметр 10-40 мм. В отверстиях до 80 мм используются насадки диаметром 32-80 мм.
- Для закаленного железа при расточке предусмотрена оснастка с пластинами из твердых сплавов, с поперечником 14-50 мм и 3-4 зубьями.
- Для расточки глухих проемов чугунных изделий и деталей из цветного металла используют перовой зенкер.
Нужным условием при процедуре зенкерования считается соблюдение припусков. Поперечник выбранного инструментария в результате обязан совпасть с окончательным диаметром проема после обрабатывания. Если после зенкерования предусмотрено выполнение развертывания проема, то поперечник устройства снижают на 0,15-0,3 мм. Если же намечено растачивание черновым вариантом или сверловка под зенкерование, то следует сохранять припуск на край от 0,5 до 2 мм.
Скачать ГОСТ
Зенкерование. Обеспечивает необходимую точность и чистоту отверстий, полученных литьем, ковкой или штамповкой.
Зенкеры изготовляют из быстрорежущей стали Р9, легированной стали 9ХС или инструментальной углеродистой стали У12А. Зенкеры отличаются от сверл устройством режущей части и большим количеством режущих кромок. Перемычка, соединяющая режущие кромки, гораздо больше, чем у сверла, а угол при вершине срезан. Большее количество направляющих ленточек обеспечивает правильное и более устойчивое положение зенкера относительно оси обрабатываемого отверстия, а распределение усилий на 3-4 режущие кромки — более плавную работу и получение чистого и достаточно точного отверстия. По своей конструкции зенкеры бывают цельные и с вставными пластинками, а по количеству зубьев (перьев)-трех- и четырехперые (рис. 138).
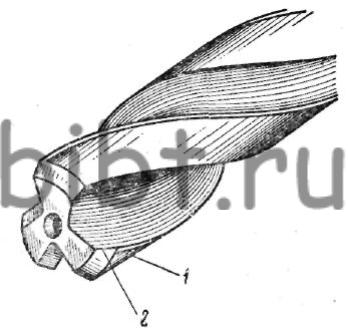
1 — ленточка, 2 — режущая кромка
Цельные зенкеры имеют три или четыре режущие кромки, а с вставными пластинками — четыре режущие кромки. Для обработки отверстий диаметром 12-20 мм применяются цельные зенкеры.
С вставными пластинками зенкеры применяют при обработке отверстий диаметром свыше 20 мм. Они соединяются с оправкой с помощью выступа на оправке и выреза на зенкере. Сейчас зенкеры изготовляются с числом зубьев, доходящим до 8 и больше. Несколько операций зенкерования можно выполнить одним комбинированным зенкером. Комбинированные зенкеры бывают двух типов: ступенчатые и сборные. Последние могут быть скомбинированы с инструментами других типов — сверлами, развертками, расточными пластинками и т. д.
Зенкерование является большей частью промежуточной операцией между сверлением и развертыванием, поэтому диаметр зенкера должен быть меньше окончательного размера отверстия на величину припуска снимаемого разверткой.
Применение зенкеров значительно улучшает качество обрабатываемых отверстий: уменьшает конусность, овальность, риски, царапины и т. д., однако высокую точность размера и чистоту поверхности отверстия дать не может. Поэтому отверстие, полученное после зенкерования, обрабатывают разверткой, которая, срезая очень тонкие стружки, калибрует и заглаживает поверхность отверстия.
Зенкование. Производится зенковками, которые имеют режущие кромки на торце инструмента (рис. 139). По конструкции зенковки бывают цилиндрическими, коническими и плоскими.
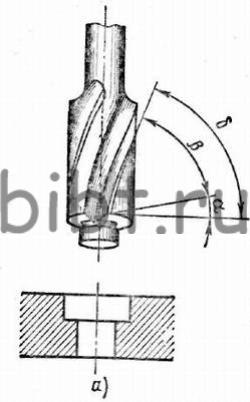
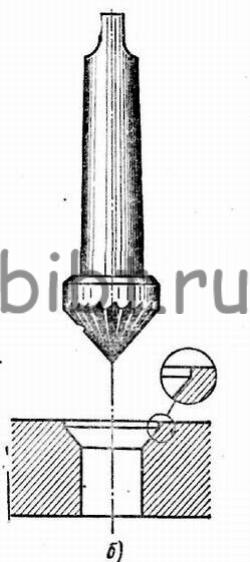
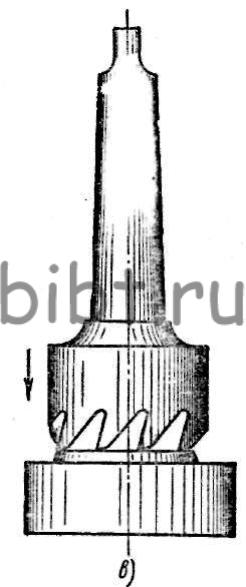
Рис. 139. Зенкование цилиндрических углублений (а), конических (б), цековка (в)
Зенковки цилиндрические (рис. 139, а) применяются для обработки гнезд с плоским дном под головки болтов и винтов. Для обеспечения соосности зенковки имеют направляющую цапфу.
Конические зенковки (рис. 139, б) имеют угол заточки конусной части, равный 60; 70; 90 или 120°.
Число режущих зубьев в зависимости от размера инструмента может быть различно. Применяются конические зенковки для получения конусных углублений под потайные головки заклепок, а также для снятия конусных фасок.
Плоская зенковка по своей конструкции представляет видоизмененное перовое сверло с цапфой на торце. Такой зенковкой можно снимать фаски или зенковать отверстия под головки болтов, винтов и заклепок, если угол ее заточки сделать равным 90; 75 или 60° (рис. 139, а). Направляющая цапфа впаивается (или ввинчивается) в тело зенковки, что значительно облегчает переточку.
При зенковании стружку с легких деталей удаляют путем опрокидывания (а не сдувания последних), а с больших деталей — струей сжатого воздуха.
Цекование (зачистка торцовых поверхностей). Цековки выполняют в виде насадных головок, имеющих на торце четыре зуба (рис. 139, в). Цековками обрабатывают бобышки под шайбы, упорные кольца, гайки.
Режим резания при зенкеровании, зенковании и цековании выбирают по таблицам справочников.


Отправить ответ