
Что относится к основным механизмам токарного станка
Содержание:
- 1 Содержание
- 2 Классификация [ править | править код ]
- 3 Формообразующие движения [ править | править код ]
- 4 История [ править | править код ]
- 5 47.Токарные станки: общее устройство, виды выполняемых работ, основные типы.
- 6 Виды работ на токарно-винторезном станке
- 7 Механизмы устройства
- 8 Классификация оборудования
- 9 Применение


Металлоре́жущий стано́к — агрегатный механизм (станок), предназначен для обработки металлических и неметаллических заготовок. Обычно имеет шпиндель либо планшайбу. Работы на данном оборудовании осуществляются механическим способом с применением резцов, свёрл и пр. режущего инструмента.
Содержание
Классификация [ править | править код ]
Станки классифицируются по множеству признаков:
- По классу точности металлорежущие станки классифицируются на семь классов:
- (Н) Нормальной точности
- (П) Повышенной точности
- (В) Высокой точности
- (А) Особо высокой точности
- (С) Особо точные станки (мастер-станки) с погрешностью 1 мкм.
- (Т) мастер-станки с погрешностью 0,3 мкм.
- (К) мастер-станки с погрешностью 0,1 мкм.
- Классификация металлорежущих станков по массе:
- лёгкие ( 10 т)
- уникальные (>100 т)
- Классификация металлорежущих станков по степени автоматизации:
- ручные
- полуавтоматы
- автоматы
- станки с ЧПУ
- гибкие производственные системы
- Классификация металлорежущих станков по степени специализации:
- универсальные. Для изготовления широкой номенклатуры деталей малыми партиями. Используются в единичном и серийном производстве. Также используют при ремонтных работах.
- специализированные. Для изготовления больших партий деталей одного типа. Используются в среднем и крупносерийном производстве
- специальные. Для изготовления одной детали или детали одного типоразмера. Используются в крупносерийном и массовом производстве
По виду обработки в СССР была принята следующая классификация, которая продолжает действовать в России. В соответствии с ней металлорежущие станки разделяются на следующие группы и типы:
| Станки | Группа | Типы станков | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||
| Токарные | 1 | Автоматы и полуавтоматы | Револьверные | Сверлильно-отрезные | Карусельные | Винторезные | Многорезцовые | Специализированные для фасонных изделий | Разные токарные | |
| одношпиндельные | многошпиндельные | |||||||||
| Сверлильные и расточные | 2 | Вертикально-сверлильные | Одношпиндельные полуавтоматы | Многошпиндельные полуавтоматы | Координатно-расточные одностоечные | Радиально-сверлильные | Горизонтально-расточные | Алмазно-расточные | Горизонтально-сверлильные | Разные сверлильные |
| Шлифовальные, полировальные, доводочные | 3 | Круглошлифовальные | Внутришлифовальные | Обдирочношлифовальные | Специализированные шлифовальные | — | Заточные | Плоскошлифовальные с прямоугольным или круглым столом | Притирочные и полировальные | Разные станки, работающие абразивным инструментом |
| Комбинированные | 4 | Универсальные | Полуавтоматы | Автоматы | Электрохимические | Электроискровые | — | Электроэрозионные, ультразвуковые | Анодно-механические | — |
| Зубо-, резьбо- обрабатывающие | 5 | Зубострогальные для цилиндрических колёс | Зуборезные для конических колёс | Зубофрезерные для цилиндрических колёс и шлицевых валиков | Зубофрезерные для червячных колёс | Для обработки торцов зубьев колёс | Резьбофрезерные | Зубоотделочные | Зубо- и резбо- шлифовальные | Разные зубо- и резьбо- обрабатывающие |
| Фрезерные | 6 | Вертикально-фрезерные | Фрезерные непрерывного действия | — | Копировальные и гравировальные | Вертикальные бесконсольные | Продольные | Широкоуниверсальные | Горизонтальные консольные | Разные фрезерные |
| Строгальные, долбежные, протяжные | 7 | Продольные | Поперечно-строгальные | Долбёжные | Протяжные горизонтальные | — | Протяжные вертикальные | — | Разные строгальные | |
| одностоечные | двухстоечные | |||||||||
| Разрезные | 8 | Отрезные, работающие: | Правильно-отрезные | Пилы | — | — | ||||
| токарным резцом | абразивным кругом | фрикционным блоком | ленточные | дисковые | ножовочные | |||||
| Разные | 9 | Муфто- и трубо- обрабатывающие | Пилонасекательные | Правильно- и бесцентрово- обдирочные | — | Для испытания инструмента | Делительные машины | Балансировочные | — | — |
Формообразующие движения [ править | править код ]
Для осуществления процесса резания на металлорежущих станках необходимо обеспечить взаимосвязь формообразующих движений.
У металлорежущего станка имеется привод (механический, гидравлический, пневматический), с помощью которого обеспечивается передача движения рабочим органам: шпинделю, суппорту и т.п. Комплекс этих движений называется формообразующими движениями. Их классифицируют на два вида:
1) Основные движения (рабочие), которые предназначены непосредственно для осуществления процесса резания:
а) Главное движение Dг осуществляется с максимальной скоростью. Может передаваться как заготовке (например, в токарных станках), так и инструменту (напр., в сверлильных, шлифовальных, фрезерных станках). Характер движения: вращательный или поступательный. Характеризуется скоростью — v (м/с).
б) Движение подачи Ds осуществляется с меньшей скоростью и так же может передаваться и заготовке и инструменту. Характер движения: вращательный, круговой, поступательный, прерывистый. Виды подач:
- подача на ход, на двойной ход Sx. (мм/ход), Sдв.х. (мм/дв.ход);
- подача на зуб Sz (мм/зуб);
- подача на оборот So (мм/оборот);
- минутная подача Sm (мм/мин).
2) Вспомогательные движения — способствуют осуществлению процесса резания, но не участвуют в нём непосредственно. Виды вспомогательных движений:
- наладка станка;
- задача режимов резания;
- установка ограничителей хода в соответствии с размерами и конфигурациями заготовок;
- управление станком в процессе работы;
- установка заготовки, снятие готовой детали;
- установка и смена инструмента и прочие.
История [ править | править код ]
Считается, что история металлорежущих станков начинается с изобретения суппорта токарного станка [1] . Около 1751 г. французский инженер и изобретатель Жак де Вокансон создал станок со специальным устройством для фиксации резца, в котором отсутствовало непосредственное влияние руки человека на формообразование поверхности.
По другим сведениям, конструкция первого в мире токарно-винторезного станка с механизированным суппортом и набором сменных зубчатых колёс была разработана в 1738 году русским учёным А. К. Нартовым [2] .
Все станки состоят из 3 основных механизмов — двигательного(электродвигатель), передаточного и исполнительного. Передаточный механизм(передача) — совокупность устройств для передачи движения от двигателя к исполнительным органам — столу, суппорту, шпинделю и различным узлам и деталям, которые предназначены для выполнения аналогичных, для всех видов станков, функций, хотя они и отличаются по конструктивным особенностям. К ним относятся:
— станина — корпусная часть станка, на которой закрепляется остов детали и узлы станка; изготовляется литьем из чугуна или сварная из стали.
— стол — часть станка, служащая для установки заготовки.
— суппорт — узел для закрепления заготовки или инструмента и передачи ему движения.
— шпиндель — вал, на котором закрепляется в патроне инструмент или заготовка.
Для передачи движения от двигателя к исполнительным механизмам служат передачи:
* фрикционная — движение передается через трение дисков, конусов, колес и других трущихся элементов. Применяется для резкого торможения и пуска(автомобили, радио и т.п.)
* зубчатая — осуществляется с помощью шестерен, применяется при ступенчатом изменении скорости.
* цепная — осуществляется с помощью специальной цепи и двух звездочек(велосипед).
* червячная — служит для резкого увеличения передаточного числа(до 300 раз) и состоит из червяка и шестерен.
Для преобразования вращающихся движений в поступательные часто применяются реечные, винтовые, кулачковые и кривошипные механизмы.
Реечный механизм. Состоит из соединенных в пару рейки и зубчатого колеса. При вращении колеса рейка совершает возвратно-поступательные движения.
Винтовой механизм. При вращении неподвижно установленного винта или гайки, поступательные движения совершает гайка или, соответственно, винт, соединен с исполнительным механизмом.
Кулачковый механизм. Расположенные по распределительному валу вращающиеся выступы — кулачки — приводят в возвратно-поступательное движение соединённые с ними стойки.
Кривошипный механизм. Вращающееся звено — кривошип или коленчатый вал — приводит в возвратно-поступательное движение спаренные с ним звенья. Например в кривошипно-шатунном механизме вращательное движение механизма передается через шатун не двигающийся поступательно ползун.
47.Токарные станки: общее устройство, виды выполняемых работ, основные типы.
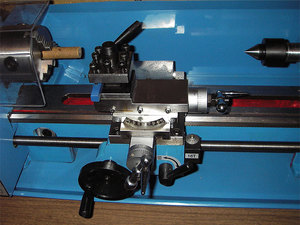
На станках токарной группы обрабатывают цилиндрические, конические наружные и внутренние поверхности тел вращения, а также плоскости, перпендикулярные к оси вращения. Наиболее универсальными станками токарной группы являются токарно-винторезные станки. Конструкторская компоновка однотипна. Основные детали и узлы:
— станина, на которой монтируются все механизмы станка;
— передняя шпиндельная бабка, где размещается коробка скоростей, шпиндель и другие элементы;
— задняя бабка, которая служит для закрепления второго конца заготовки или сверла при сверлении заготовки по центру;
— коробка передач, которая служит для передачи движения от шпинделя к суппорту с помощью ходового винта при нарезании резьбы или ходового валика при других работах;
— фартук — часть станка, где вращательное движение от двигателя преобразуется в поступательное движение суппорта с инструментом с помощью винта или валика;
— суппорт для закрепления и подачи(перемещения) режущего инструмента.
Заготовка устанавливается одним концом в патрон передней бабки, вторым — на конце задней бабки. При вращении заготовки с её поверхности резцом, установленным в суппорте, снимается слой стружки до заданного размера. Основными параметрами станков являются наибольший диаметр заготовки, обрабатываемой над станиной, и наибольшее расстояние между центрами. К токарным станкам относятся:
— Токарно-револьверные станки, для обработки небольших деталей в серийном и массовом производстве. На револьверном станке вместо задней бабки устанавливается револьверный суппорт с закреплёнными в нем резцами. Он позволяет производить ряд операций, не перестраивая станок, за счёт смены резцов при повороте револьверного суппорта.
— Лобовые токарные станки. Предназначены для обработки коротких деталей диаметром не более метра. Станок имеет пассивную переднюю бабку с планшайбой(диск большого диаметра), где закрепляется заготовка. Заготовка обрабатывается по торцевой стороне.
— Карусельные станки. Служат для обработки больших заготовок по торцевой и боковой поверхностям. Заготовка устанавливается на горизонтально лежащей планшайбе. На таких станках обрабатываются детали диаметром до 26 метров. Обработка производится резцами, закреплёнными вертикально и горизонтально перемещающимися суппортами.
— Токарные автоматы и полуавтоматы. Служат для изготовления крепежа, втулок и других мелких деталей. Управление станком осуществляется автоматически распределительным валом с помощью кулачков.
 Обработку металлических, деревянных и пластмассовых заготовок путем резания и точения невозможно сделать без специального оборудования — токарно-винторезного станка.
Обработку металлических, деревянных и пластмассовых заготовок путем резания и точения невозможно сделать без специального оборудования — токарно-винторезного станка.
В его возможности входит выполнение любых видов механической обработки материалов, обтачивание поверхностей, растачивание резьбы и сверление отверстий.
Виды работ на токарно-винторезном станке
Винторезное токарное устройство, которое относится к категории универсального, позволяет осуществлять такие виды работ из разнообразных материалов, как:
 Нарезание резьбы разного типа.
Нарезание резьбы разного типа.- Обработка и подрезка торцов.
- Выполнения сверления и зенкерования.
- Растачивание и обтачивание поверхностей разнообразной конфигурации: цилиндрических, конических, фасонных.
- Развёртывание отверстий.
Механизмы устройства
Универсальные токарные станки состоят из механизмов и типовых узлов, к которым относятся:
- Ходовой винт — это основной элемент устройства, который отличает его от модели простой токарной.
- Коробка, которая обеспечивает смену и выбор подач.
 Фартук устройства. В нём происходит преобразование вращения валика или винта в поступательное движение суппорта с инструментом.
Фартук устройства. В нём происходит преобразование вращения валика или винта в поступательное движение суппорта с инструментом.- Ходовой валик.
- Гитары шестерён. Это модуль, который необходим для передачи вращательного движения с одного на другой узел станка.
- Тумбы оборудования. Играют роль подставок. Основные узлы управления оборудования и обрабатываемый элемент, благодаря им, находятся на удобной высоте для визуального контроля.
- Электрическое оборудование.
- Шпиндель — основной узел токарного станка. Он зажимает заготовку и вместе с ней вращается. Режущий инструмент при этом перемещается в двух независимых координатах — поперёк и параллельно оси вращения. Чем конструкция шпинделя и его двигатель проводной мощнее, тем производительность оборудования выше по скорости снятия с заготовки металло — стружки и тем массивнее элементы он способен обработать.
- Несущая станина. На ней монтированы все механизмы оборудования.
- Коробка, которая обеспечивает регулировку скоростей.
 Задняя и передняя бабка. Передняя бабка — это узел токарного оборудования, который необходим для вращения и поддержания обрабатываемого элемента. Задняя бабка нужна для поддержки другого конца обрабатываемого элемента. Может применяться для установки метчика, развёртки, сверла и прочих инструментов.
Задняя и передняя бабка. Передняя бабка — это узел токарного оборудования, который необходим для вращения и поддержания обрабатываемого элемента. Задняя бабка нужна для поддержки другого конца обрабатываемого элемента. Может применяться для установки метчика, развёртки, сверла и прочих инструментов.- Суппорт станка необходим для закрепления режущего инструмента и передачи ему движений подачи. Он включает в себя каретки — нижние салазки, которые двигаются по направляющим станины. Перпендикулярно оси вращения элемента по направляющим нижних салазок перемещаются салазки поперечные, на которых расположены резцовая каретка и резцедержатель. Каретка резцовая к оси вращения элемента может проворачиваться под различным углом.
Характерным для этого оборудования является то, что конструктивные элементы разных моделей имеют одинаковые название и расположение. Станки этой категории, которые выпущены разными заводами-производителями, по своей конструкции почти идентичны (в том числе и с числовым программным управлением).
Для управления рабочими системами токарные станки оснащены различными рычагами и рукоятками. В частности, к ним относятся:
 Элемент управления направлением движения шпинделя и его остановкой.
Элемент управления направлением движения шпинделя и его остановкой.- Элемент, который отвечает за фиксацию задней бабки.
- Управляющий элемент параметрами перемещения суппорта.
- Орган управления параметрами подачи.
- Штурвал, отвечающий за передвижение пиноли.
- Элемент, который отвечает за автоматический пуск продольной подачи и фиксацию пиноли.
 Отключение и включение основного двигателя.
Отключение и включение основного двигателя.- Элемент управления для выбора направления резьбы, которую нужно нарезать.
- Управляющий элемент для отключения и включения вращения ходового винта.
- Рукоятка, которая предназначена для управления верхними салазками.
- Орган управления, который определяет направление движения салазок (поперечное или продольное).
- Рукоятка, которая отвечает за выбор категории шага резьбы.
- Орган управления, который отвечает за выбор параметров резьбы нарезаемой (подача или шаг).
- Рукоятка, при помощи которой изменяется скорость вращения шпинделя.
Классификация оборудования
 Виды этого оборудования подразделяют исходя из нескольких параметров, к которым относятся:
Виды этого оборудования подразделяют исходя из нескольких параметров, к которым относятся:
- Максимальный диаметр этой детали.
- Максимальная длина детали, которая допускается для обработки на этом оборудовании.
- Масса оборудования.
Длина детали, которая обрабатывается на этом оборудовании той или иной модели полностью зависит от того, какое выдержано расстояние между его центрами. При рассмотрении диаметра заготовки, которую определённый вид токарного станка позволяет обрабатывать, этот параметр колеблется в пределах от 100 до 4 тыс. миллиметров. Нужно учитывать и тот фактор, что модели оборудования, на котором могут обрабатываться элементы одного диаметра, могут иметь разную длину обрабатываемой заготовки.
У токарных универсальных станков может быть различный вес. По этому параметру оборудование подразделяется на такие категории:
 Лёгкие станки. Их вес не бывает больше 0,5 тонн. На нём обрабатываются элементы диаметр которых 100−200 миллиметров.
Лёгкие станки. Их вес не бывает больше 0,5 тонн. На нём обрабатываются элементы диаметр которых 100−200 миллиметров.- Масса оборудования не превышает 4 тонн. Допустимый диаметр элементов обработки 250−500 миллиметров.
- Вес оборудования до 15 тонн. Диаметр обрабатываемых элементов колеблется в пределах 600−1250 миллиметров.
- Станки тяжёлые. Их вес может достигать 400 тонн. Диаметр обрабатываемых элементов 1600—4000 миллиметров.
Применение
Универсальный лёгкий винторезный токарный станок — это модель настольная, которая в основном применяется на небольших предприятиях или в домашних мастерских.
 Самыми распространёнными предприятиями с такими моделями оборудования являются:
Самыми распространёнными предприятиями с такими моделями оборудования являются:
- Заводы, которые выпускают контрольно-измерительное оборудование и приборы.
- Предприятия, которые занимаются производством часовых механизмов.
- Опытно-экспериментальные отделы предприятий разных промышленных отраслей.
Предприятия машиностроительной и энергетической отрасли оснащают токарно-винторезным устройством тяжёлой группы. Ещё это оборудование применяется для обработки узлов деталей и элементов специальных механизмов:
 Для комплектации прокатного тяжёлого оборудования.
Для комплектации прокатного тяжёлого оборудования.- Для оснащения транспорта железнодорожного (колёсных пар и прочего).
- Механизмов турбинных.
Но наиболее распространены станки со средним весом. Именно благодаря им можно выполнять чистовые и получистовые металлообрабатывающие операции и нарезать разнообразные резьбы.
 У универсального винторезного токарного станка средней степени тяжести есть много преимуществ. К ним относятся:
У универсального винторезного токарного станка средней степени тяжести есть много преимуществ. К ним относятся:
- Высокая мощность двигателя и жёсткость конструкции, которые позволяют выполнять разнообразные работы с заготовками из металла и другого вида материала.
- Широкий диапазон частот вращения шпинделя и подач рабочего инструмента.
Кроме того, это оборудование оснащается разнообразными приспособлениями и механизмами, которые:
- Делают более безопасным и комфортным труд обслуживающего персонала.
- Позволяют с большей точностью проводить обработку изделия.
- Значительно расширяют функциональность.
Такие элементы дополнительного оснащения позволяют на токарно-винторезном оборудовании автоматизировать многие процессы обработки элементов.
 Стоит сказать отдельно и о токарно-винторезном оборудовании с числовым программным управлением. В советское время оно одновременно выпускалось несколькими предприятиями. Как правило, подобным оборудованием оснащались предприятия, занимающиеся выпуском большой номенклатуры продукции мелкосерийной.
Стоит сказать отдельно и о токарно-винторезном оборудовании с числовым программным управлением. В советское время оно одновременно выпускалось несколькими предприятиями. Как правило, подобным оборудованием оснащались предприятия, занимающиеся выпуском большой номенклатуры продукции мелкосерийной.
Устройство оборудования такого типа и возможность быстрой переналадки делает его незаменимым в тех случаях, когда необходимо за минимальное количество времени перейти на выпуск элементов другой модификации.
Как правило, токарное оборудование применяется для обработки внешних поверхностей, имеющих цилиндрическую форму. В таких ситуациях в качестве инструмента используется резец проходной. Обычно припуск по длине обрабатываемого элемента составляет 7−12 миллиметров. Такой припуск в размере необходим для того чтобы обрабатываемую заготовку можно было отрезать на нужную длину и провести обработку её торцов.
 Для того чтобы подрезать торец обрабатываемого элемента могут применяться резцы нескольких видов:
Для того чтобы подрезать торец обрабатываемого элемента могут применяться резцы нескольких видов:
Для подрезки и обтачивания небольшого отступа на детали используется упорный тип резцов.
А ещё при помощи универсального токарного оборудования можно на деталях прорезать канавки разной глубины. Для этого используется специальный канавочный инструмент, а процедура проводится на малых скоростях вращения шпинделя.
По аналогичному принципу выполняется и обрезка готового изделия. Процесс отрезки заканчивают тогда, когда в месте отреза диаметр перемычки доходит до величины 2−2,5 миллиметра. В этот период останавливается процесс отрезания, а готовое изделие просто отламывается от заготовки.


Отправить ответ