
Что означает тип электрода
Содержание:
- 1 Какие бывают электроды
- 2 Из чего состоит плавящийся электрод
- 3 Маркировка сварочных электродов и их расшифровка
- 4 Производители сварочных электродов
- 5 Расшифровка сварочных электродов
- 6 Электроды уони расшифровка
- 7 Стиль дизайн интерьер отделка своими руками
- 8 Плавящиеся электроды без покрытия
- 9 Маркировка покрытых плавящихся электродов иностранного производства
При работе с ручной электродуговой сваркой вы постоянно работаете с электродами. Этот элемент сварочного процесса не столь прост как кажется и имеет свою обширную классификацию. Сегодня можно подобрать изделия под любые нужды, исходя из свариваемых металлов, вида оборудования, необходимых свойств шва и множества вспомогательных параметров. Ниже вы ознакомитесь с классификацией покрытых электродов и их обозначением.

Какие бывают электроды
Электроды, применимые для работ с ручной дуговой сваркой разделяются на плавящиеся и неплавящиеся. Стержни, плавящиеся при сварке, изготавливают из чугуна, стали, меди или другого металла, в зависимости от материала. Они играют роль анода или катода, а также выполняют функцию присадочного материала. Бывают покрытые или непокрытые.
Покрытие в плавящихся стержнях выполняет много функций от удержания дуги, до формирования газового облака, препятствующего окислению шва.
Неплавящиеся электроды для сварки, изготавливают из различных тугоплавких материалов – графит, вольфрам или уголь. Служат они для розжига и удержания дуги, а заполнение шва присадками выполняется с помощью ручной подачи плавкого материала. 
Из чего состоит плавящийся электрод
Плавящиеся электроды для ручной дуговой сварки состоят из внутреннего стержня и внешнего слоя. Согласно требованиям Госстандарта, при создании плавящихся электродов сварочных используются разнообразные стали: углеродистые, с большим или малым числом примесей, также применяют медь, алюминий, никель и другие цветные сплавы. Состав стержня обусловлен свариваемым материалом, так как оба металла должны подходить друг другу. Исключение составляет чугун, который может свариваться как стальными, так и электродами из меди и железа.
Как и стержень, внешний слой изготавливается с учетом свариваемого металла, именно поэтому его состав может несколько меняться. Но несмотря на это оно неизменно выполняет следующие функции:
- способствует удержанию дуги;
- производит шлак обволакивающий сварочную ванну, расплавляя минеральные компоненты покрытия;
- производит защитный газ, появляющийся как следствие горения органических компонентов покрытия.
- выполняет раскисление или легирование металла.
По качеству или по состоянию шва, после работы со стержнями электроды разделяют на три группы. Изделия лучшего качества относятся к первой группе.
Толщина – параметр указывающий на диаметр стальной основы, может быть в пределах от 1.6 до 12 мм.
Маркировка сварочных электродов и их расшифровка
Чтобы разобраться какие электроды представлены перед вами следует изучить их маркировку. Каждая упаковка содержит информацию о 9 основных характеристиках согласно ГОСТ 9466-75.
- Типы покрытых электродов для сварки.
Высокопрочные стали, с большой долей углерода, высокими или низкими процентами лигатур, варятся электродами с маркировкой, начинающейся с символа Э – электрод, затем идут цифры, указывающие на предельно допустимые нагрузки при растяжении (кгс_мм2), в конце стоит индекс А – обозначающий повышенную устойчивость шва к пластичным и ударным нагрузкам. Например: Э 42, Э 50, Э46 А, Э 60 и тд.
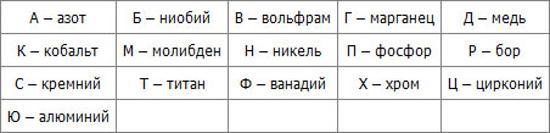
Термостойкие и высоколегированные стали: символа Э, цифр после тире, указывающих на количество углерода, следом идут буквы и цифры – указывающие на конкретный химический элемент (А – азот, М-молибден, Ф – ванадий и тд.) и его количество в сотых долях. Химические составляющие расположены в порядке убывания их количества в изделии. Например: Э-09М; Э-10ХЗМ1БФ; Э-30Г2ХМ и тд. - Марки электродов для сварки
Марки – параметр индивидуальный и зависит исключительно от производителя. - Диаметр
Толщина внутренней части покрытого электрода колеблется в пределах от 1.6 до 12 мм, в быту чаще всего используются толщины 3-5 мм. - Назначение
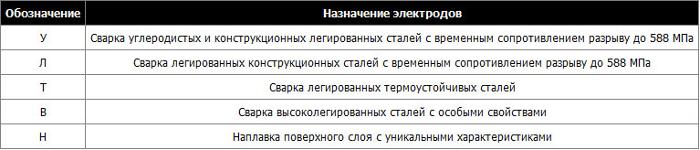
Изготовленные для работы с углеродистыми сталями и с низким числом примесей, а также прочностью до 60 кгс/м2, электроды маркируются буквой – У;
Легированные конструкционные стали с пределом прочности выше 60кгс/м2, сваривают изделиями с маркировкой – Л;
Продукцию для сталей с низким коэффициентом теплопроводимости маркируют буквой – Т;
Металлы с большой долей примесей и уникальными свойствами можно сваривать изделиями с маркировкой – В;
Наплавочные слои с уникальными характеристиками производятся изделиями с маркировкой – Н. - Толщина покрытия
Значение, показывающее соотношение толщины покрытия к внутреннему стержню. Если это отношение меньше 1.2, то изделие маркируют символом М и относят к тонко покрытым; средний слой в пределах от 1.2 до 1.45 маркируется символом С; толстые – от 1.45 до 1.8 отмечают символом Д и наконец самое толстое, отношение которого более 1.8 маркируют отметкой Г. - Основные свойства шва
Точные свойства сплавов, для каждого типа эти значения собственные и указывают на прочность, процентный состав примесей, рабочую температуру шва и ряд других показателей. Данные значения можно найти в соответствующих таблицах с расшифровками. - Вид электродного покрытия
А – кислотное покрытие.
Б – фтористо-кальциевое.
Ц – целлюлоза.
Р – рутиловое.
Ж – повышенное содержание железа.
Также существуют смешанные виды покрытия электродов, которые маркируется несколькими буквами исходя из состава. - Маркировка пространственных положений
1 – все,
2 – все, кроме вертикального, направленного вниз;
3 – нижнее, плюс вертикальное (движение снизу-вверх);
4 – исключительно нижнее. - Род сварочного тока и подключение
– Индекс 0 электроды для постоянного тока и обратным подключением;
– индекс 1,4, 7 – указывает на изделия для любых родов напряжения и любых подключений;
– указатели – 2,5,8 – ток любой, но подключение должно быть прямым;
– индексы – 3,6,9 для любых токов и обратного подключения.
Производители сварочных электродов
Ниже, представлена тройка лучших производителей сварочных, покрытых электродов России:
- НПП «Сварка Евразии». За более, чем 70 летнюю историю компания успела освоить полный цикл производства электродов и на данный момент выпускает все виды электродов – плавящиеся, сварочные, для легированных сталей и многие другие.
- ЗАО «Электродный завод». Производитель славится своими изделиями, поставляющимися на крупнейшие машиностроительные заводы страны, также компания выпускает продукцию и для рядового потребителя. Профессиональные сварщики отмечают удобство работы и качество продукции данной компании.
- ООО «НПО Спецэлектрод». Изделия этой фирмы это более 50 различных марок потребительских стержней толщиной до 6мм. Также производство принимает индивидуальные заказы.
Не стоит забывать и про мировых лидеров, тройка лучших:
- Esab – компания с вековой историей и продукцией, признанной лучшей в мире. Эти Шведские электроды знают на всех континентах как самые качественные.
- Kobe Steel – Японская компания, получившая популярность за счет поставок их продукции нефтедобывающим предприятиям.
- Klöckner & Co SE – немецкая компания, производящая сталь и расходные материалы для сварочных работ. Электроды для сварки данной фирмы очень популярны и широко используются в России.
Какой марки / модели вы порекомендуете купить сварочный аппарат для сварки забора?
Как варить нержавейку
Если использовать для сварки чугуна ваши электроды, легко будет шов обрабатываться после сварки
Для чего требуется защита сварного шва и как она осуществляется?
Электроды являются необходимым материалом длявыполнения качественных сварочных работ. От правильного выбора электрода напрямую зависит прочность сварного соединения.
Расшифровка электродов очень проста и составляется согласно требованиям государственных стандартов. Делают маркировку на данных изделиях для того, чтобы мастер мог быстро определить, какой именно электрод ему необходим для заданного вида сварочных работ.
 Расшифровка сварочных электродов
Расшифровка сварочных электродов
Для того чтобы правильно понять маркировку электродов, рассмотрим пример:
Каждая буква и цифра имеет свои характеристики, читая обозначения можно узнать об электроде полную информацию, а так же область его применения.
Расшифровка маркировки электродов производится следующим образом:
Э46 — это тип электрода, где Э обозначает электрод, а 46 – допустимая нагрузка сварного шва
ЛЭЗМР-3С – данное буквосочетание указывает марку электрода, здесь обычно зашифровано название завода производителя
D – указывает диаметр изделия, он может быть разным
УД – говорит о толщине покрытия изделия и области его применения, У— для углеродистой низколегированной стали, Д – плотное покрытие
Е 431(3) – это индекс электрода, указывает нам характеристики металла для сварки
РЦ – говорит о виде покрытия электрода, в данном случае речь идет о рутиловом и целлюлозном покрытии
13 – показывает положение электрода при сварке и рекомендуемый ток, 1— говорит о возможности сварки в любом положении, 3 – соответственно, указывает ток.
Специалисты сварщики знают все маркировочные буквы и цифры и с легкостью читают шифр на упаковке электродов, но у некоторых производителей есть свои особенности маркировки.
 Электроды уони расшифровка
Электроды уони расшифровка
Для того что бы расшифровать электроды уони, необходимо знать некоторые их особенности. Эти изделия можно применять только для ручной дуговой сварки. Широко известны четыре типа электродов данного производителя.
Для сварки кованных изделий, в том числе и литых, применяют УОНИ 13-55. Полученные швы характеризуются высоким уровнем пластичности и вязкости. В состав входит никель и молибден.
Для высокоуглеродистых сталей применяют УОНИ 13-55. Швы не образуют трещин. В состав входит углерод, фосфор кремния, сера, марганец. Для конструкций с повышенным уровнем сложности рекомендуют применение УОНИ 13-55.
Стиль дизайн интерьер отделка своими руками
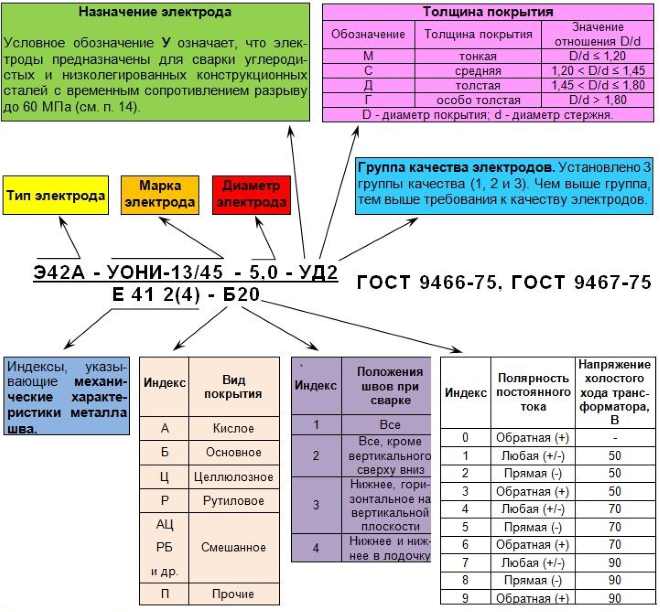
В российской маркировке вся необходимая информация умещается в комбинации из 9 позиций. Рассмотрим значение каждой, для этого разберем шифр марки АНО-21. Полная маркировка изделия представляет собой следующую комбинацию:
Э46-АНО-21-4,0-УД1
Е 432(3)-Р-1-1
- Э46 — тип электрода, он определяется по ГОСТ 9467-75;
- АНО-21 – марка, также там указывается завод-изготовитель;
- 4,0 – диаметр (мм);
- У – назначение электрода. Так, буква У означает, что расходник используют для сварки углеродистой стали;
- Д – индекс толщины покрытия, в нашем примере – толстое покрытие сварочного электрода. Некоторые производители ещё могут указать качество изготовления в виде цифры, например УД1.
- Е 432 (3) – шифр, определяющий характеристики металла стержня и металла сварочного шва по ГОСТ: 9467-75, 10051-75, 10052-75;
- Р — вид плавящегося покрытия электрода, Р – означает рутиловый;
- 1 – положение электрода в пространстве при сварке. 1 – обозначает сварку во всех положениях;
- 1 – обозначение рода тока. В этом примере допустима сварка постоянным током прямой и обратной полярности, переменным током.

Внимательно изучите данный материал, если вы впервые столкнулись с вопросом: «А каким электродом варить?» Помните, для каждого металла или сплава применяются электроды определённой марки. Используйте информацию по маркировке, приведенную в нашей статье, правильно, и вы получите качественный и красивый сварочной шов!
И так, сварочный аппарат купили, расходники подготовили. Ну что, варим? Только не спешите! Давайте разберём каждый параметр маркировки электрода более подробно, чтобы полученный результат удовлетворял всем предъявляемым техническим требованиям.
Тип электрода
Так как мы говорим о ручной дуговой сварке, то нас интересуют покрытые электроды для этого вида сварки, они обозначаются буквой «Э». Далее идут цифры, например, 46. Это величина, характеризующая предел растяжения, при котором наступает разрушение материала. В нашем примере 46. Если электрод обладает особой пластичностью, то рядом с цифрой ставится обозначение «А».
Для сварки низколегированных сталей и высокоуглеродистых сталей с сопротивлением на разрыв до 588 МПа используют 9 типов электродов: Э38, Э42, Э42А, Э46, Э46А, Э50, Э50А, Э55, Э60.
Сварка легированных сталей с показателем напряжения перед разрывом более 588 МПа осуществляется пятью видами электродов: Э70, Э85, Э100, Э125, Э150.
Сварка легированных термоустойчивых сталей выполняется с помощью электродов, в состав которых добавлены другие химические элементы, например молибден, хром и так далее. К таким электродам относятся: Э-09М, Э-09МХ, Э-09Х1М, Э-09Х2М1, Э-05Х2М, Э-09Х1МФ, Э-10Х1М1НБФ и другие. Судя по маркировке, электрод Э-10Х1М1НБФ содержит такие дополнительные элементы, как хром, молибден, никель, ниобий, ванадий.
Химические элементы имеют следующие обозначения (табл. 1)
Производится также 49 видов электродов для сварки высоколегированных сталей с особыми свойствами: Э12Х13, Э10Х17Т, Э-12Х11НМФ и так далее. Для наплавления металла слоями с особыми свойствами, выпускают 44 вида электродов, среди которых Э10Г2, Э16Г2ХМ, Э-15Г5.
Марка электрода – зависит от производителя
Для примера, мы перечислим одни из самых популярных отечественных марок: УОНИ -13/55, АНО-21, АНЖИР, МР-3, «Огонёк», «Монолит».
Диаметр электрода – это диаметр сечения металлического стержня без наплавки
Может указываться сразу, например, 1,0 мм, 3,0 мм, 5,0 мм. Или же эта информация указывается отдельно на коробке, а в маркировке ставится значок Ø.
Диаметры бывают (мм) (табл. 2):

Например, новичкам рекомендуется начинать с «тройки», то есть электродов диаметр стержня которых равен 3 мм. Они более удобны в работе и довольно универсальны. Уже в дальнейшем важно правильно подбирать номер. Например, тонкие электроды не проварят металл, придётся накладывать несколько слоёв сварки, что отобразится на внешнем виде и прочности шва. И наоборот, толстые электроды могут прожечь заготовку.
Назначение электрода
Каждый электрод предназначен для сварки разных видов металла. Так, например, нельзя производить сварку легированной стали электродом, предназначенным для низкоуглеродистой стали или же использовать для термоустойчивых сталей не по назначению. Поэтому при покупке нужно знать, для чего будут применяться электроды, какие металлы мастер будет сваривать. Всего различают 5 видов, которые мы перечислим в табл. 3:
Толщина покрытия
Эта величина показывает отношение диаметра покрытия электрода (D) к диаметру металлического стержня (d):
- М – тонкое покрытие (D/d ≤ 1,2). Это стабилизирующие электроды;
- С – среднее (1,2 1,8).
Как правило, чем толще обмазка, тем качественнее электроды, к качественным относят изделия с Д и Г покрытием. Их используют, если требуется сварить особо прочный шов.
Индекс
Индекс является маркировкой изделия по международному стандарту. Электроды, которые выпускаются для ручной дуговой сварки маркируют буковой Е. Последующие цифры характеризуют присадочный металл и металл шва. (табл. 4, 5, 6)
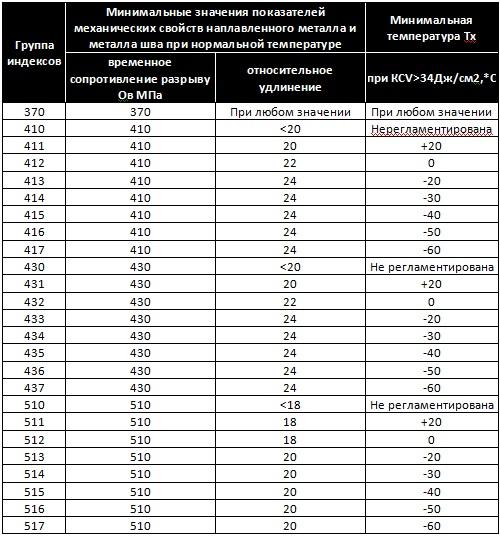

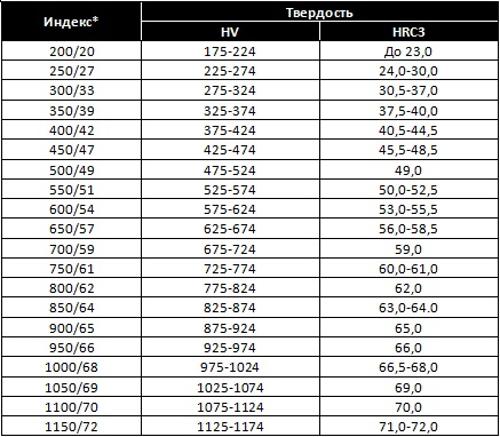
В нашем примере, изделие имеет индекс Е 432(3). Из таблицы видно, что напряжение равно 44 кгс/мм2, минимальная температура — 0 °С, относительное удлинение 22.
Вид плавящегося покрытия
Виды покрытия представлены в табл. 7:
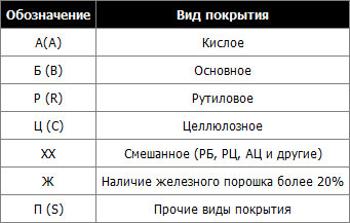
А (Din A) — электроды с кислым покрытием применяют в тех случаях, когда нет возможности хорошо обработать поверхность заготовок перед сваркой. Даже при наличии ржавчины или окалины, шов получается практически без пор. Кислая обмазка способствует образованию дуги с высокой температурой, из-за чего процесс сварки протекает быстрее. Однако, из-за примесей, такие изделия токсичны и не рекомендуются для использования в помещении. В составе могут присутствовать оксид марганца или железа.
Б (Din B) – электроды с основным покрытием содержат углекислый магний, кальцит и в небольших количествах флюорит. Электроды с основным покрытием служат для сварки ответственных конструкций, на которые будет приходиться большая нагрузка. Швы, сваренные с такими электродами, характеризуются отличными механическими характеристиками.
Р (Din R) – рутиловые электроды позволяют варить тонкие швы, они практически не разбрызгиваются. Имеют в составе двуокись титана. Идеально подходят для бытовой сварки, однако для сваривания несущих конструкций их использовать нельзя.
Ц (Din C) – электроды с целлюлозным покрытием. В составе имеются органические вещества, такие как травяная или древесная мука, целлюлоза, которые при сгорании образуют газовую оболочку, выполняющую защитную функцию. Из-за образования водорода, такие электроды не подходят для сварки высокоуглеродистых и легированных сталей, так как могут образоваться холодные трещины.
Ж – электроды с содержанием железа. Порошок Fe увеличивает скорость осаждения, повышает эффективность электрода. Такие изделия нужны, например, для сварки заготовок встык с большими зазорами.
Так как каждый из видов покрытия обладает теми или иными недостатками, часто применяют обмазку смешанного типа (ЦР, БЖ, АР и так далее).
Положение шва в пространстве
Следующий вид индекса от 1 до 4 показывает возможное пространственное положение шва (табл. 8).

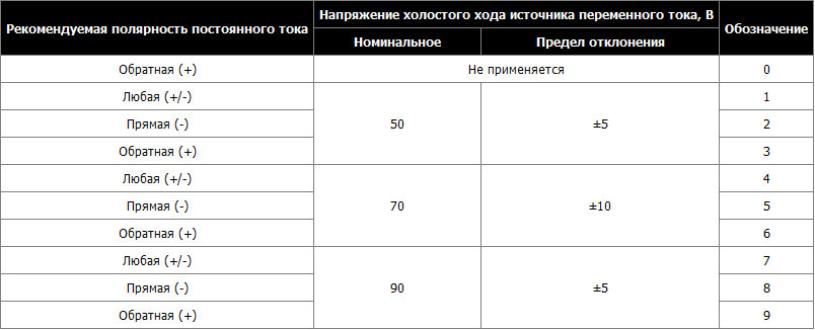
Обозначение рода тока
Немаловажный параметр – род тока: прямой, обратный и напряжение, которое нужно выставить на свароном аппарате (табл.9)
Приведённая информация поможет правильно выбрать электроды отечественных производителей.
Плавящиеся электроды без покрытия
Электроды плавящиеся без покрытия называются сварочной проволокой. К данным изделиям применяются нормы ГОСТ 2246-70. Всего различают около 80 видов сварочной проволоки: 30 марок легированной ( до 10% легирующих добавок), 6 – низколегированной (до 2,5%) и 41 марка высоколегированной (более 10% добавок) проволоки.
Плавящийся непокрытый электрод обозначается буквами СВ. Далее идёт цифра, показывающая содержание сотых долей углерода. Затем наименование и указание сотых долей легирующих элементов. Если цифры отсутствуют, это значит, что количество данного элемента варьируется в пределах от 0,5 до 1% в изделии. Наименования элементов были приведены выше в таблице. Высокая степень очистки стали из которого изготовлен стержень обозначается А или АА.
Например, СВ01Х18Н10 – сварочная проволока, содержит 0,01% углерода, 18% хрома, 10% никеля. Применяется для сварки сталей с содержанием хрома менее 20% и никеля менее 12%.
Маркировка покрытых плавящихся электродов иностранного производства
В продаже имеются изделия не только российских производителей, но и иностранного производства. рассмотрим три системы маркировки:
- EN – европейские стандарты;
- AWS – американские стандарты;
- ISO – международные.
Разберём маркировку AWS на примере: Е10018.
Буква «Е» — это означает, что электрод служит для ручной дуговой сварки.
Теперь рассмотрим цифровые обозначения: первые две цифры из четырёх или первые три цифры из пяти означают сопротивление на разрыв, в данном случае Е-100 прочность 100 000 фунтов на кв. дюйм.
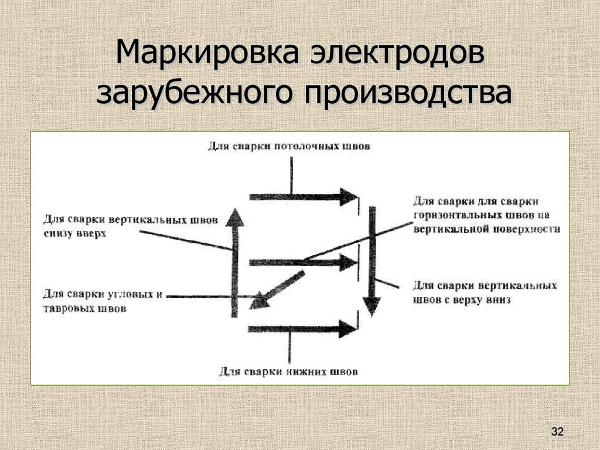
Следующая цифра – пространственное положение электрода:
- 1 – любое положение;
- 2 – только горизонтальное положение;
- 4 – горизонтальная сварка, вертикальная «сверху – вниз» и потолочная.
Некоторые иностранные производители указывают допустимые положения электрода в пространстве схематично (рис. 1)
Последняя цифра индекса обозначает тип покрытия и полярность тока (таб. 10)

Наиболее часто используются следующие электроды: Е6010, Е6011, Е6013, Е7018, Е7024.
- Е6010 применяется для сварки труб, обеспечивает глубокое проплавление, может использоваться на ржавой, грязной поверхности.
- Е6011 используют для ремонта. Электроды могут применяться на грязной поверхности.
- Е6013 для сварки чистого листового металла. Из достоинств нужно отметить меньшее количество брызг, устойчивую дугу и легко удаляемый шлак.
- Е7018 – электрод, содержащий малое количество водородных соединений. Отлично подходит для сварки труднодоступных мест, может использоваться при пониженных температурах.
- Е7024 используется для сварки толстолистовой стали.
«>


Отправить ответ