
Как сделать токарный патрон
Содержание:
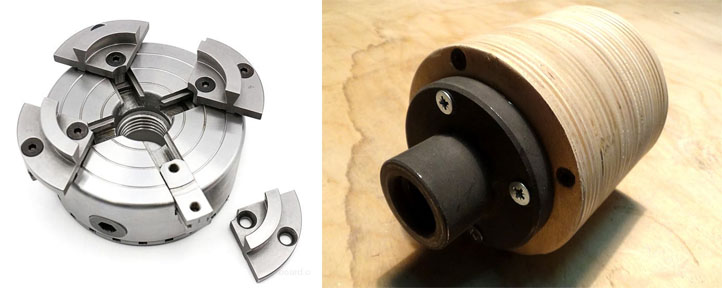
Сегодняшняя тема – самоделки. Будем говорить про токарный патрон. У начинающих токарей, скорее всего, патроны нет. У мастера была такая же ситуация. Был в станок стд-120. Поступил заказ. Нужно было вытащить 150 сувенирных ручек. Это тяжелая работа. Вопрос в том, что выточить центр было невозможно. Поэтому пришлось изготовить самодельный патрон. Сегодня также с вами изготовим его.
В первую очередь необходимо обратить внимание на диаметр заготовки, которую будете зажимать. В регионе идет доска в основном под заготовку 50 мм. Если нужно что-то большего диаметра, начинаем клеить. Но будем говорить про небольшие детали. Патрон, соответственно, на 25 мм, чтобы легко ходили заготовки из доски тридцатки.
Рекомендуем всегда перед началом работы нарисовать эскиз. Без него ничего хорошего не получится. Patron будет крепиться на планшайбу. Цилиндр из доски. Он уже нарисован. У него есть важная деталь – наплыв, который вставляется в планшайбу. Если снимите, потом можно снова поставить на место. К цилиндру приклеиваем ещё один. Его диаметр поменьше. В него будем вставлять сам патрон. Есть небольшая канавка для зажатия. Стягиваем хомутиком 25 октября 40 мм. Небольшой наплыв для красоты. Вырезаем, склеиваем.

Когда вы работаете с ленточной пилой, нужно соблюдать элементарные правила осторожности. То есть, не совать пальцы близко вместо сверления. Чем дальше будут пальца, тем лучше. Когда врезается окружности, нужно одним пальцем прижать теоретический центр окружности к столу. второй рукой вращает заготовку, подавая на пилу вокруг этого центра. Это несложно. Тогда у вас окружность будет такая, как будто идеальная. Почему отверстия? Чтобы составить две заготовки соосно. Потому что потом проточим на токарном станке. В эту ось необходимо зажать.
Сжимаем струбцинами 2 деталей и оставляем.
Продолжение с шестой минуты на видеоролике.
Канал “Юрий Бажан”. Для начинающего токаря одной из первых задач является самостоятельное изготовление токарного патрона. Мастер продемонстрирует, как он это сделал.
Обработку деревянной заготовки проводят на станке, где главным элементом выступает токарный патрон. Это специализированное оборудование, имеющее различное строение и разные функциональные особенности. Работы по дереву проводятся с высокой скоростью вращения обрабатываемой детали. Для того, чтобы удерживать деталь при высокой скорости ее вращения используют патрон. Его крепят на переднюю часть станка – шпиндельную бабку, которая соединена с электроприводом через раздаточную коробку. Конструкция изделия служит для большего зажима, имея при этом меньший крутящий момент, чем спиральные аналоги.
Чтобы выбрать оптимальный тип изделия необходимо изучить технические характеристики разных его моделей. Они напрямую зависят от вида операций, которые делает токарный станок.
Токарные патроны для работы с древесиной различают по таким характеристиками:
- рабочие диаметры — наружный диаметр, затем калибр крепежных отверстий и поперечный размер присоединительного пояска;
- конструкция — способ крепления деревянной заготовки, местоположение зажимов и их количество, возможность одновременной обработки нескольких изделий;
- свойства обрабатываемой заготовки. В расчет берут максимальную массу болванки из дерева, её минимальный и максимальный калибр и способ крепления;
- количество оборотов при движении детали или частота ее вращения.
Корпус токарного патрона для станка выполняют из особого чугуна с показателями не ниже СЧ-30. Для изготовления других элементов используют специальную сталь с пределом прочности 500 МПа и больше. Шероховатость материала также имеет разные значения: для рабочих поверхностей она составляет 1,6, а для выступающей цилиндрической части не больше 0,8.
Виды и особенности использования
Правильный выбор патрона влияет на скорость переналадки станка по дереву, возможность его использования в серийном производстве или для изготовления единичных образцов изделий. Токарные работы по обработке древесины проводят с использованием следующих видов патронов:
Главной рабочей деталью выступает втулка с несколькими осевыми прорезями, количество которых варьируется от 3 до 6. Прорези разделяют деталь на несколько лепестков, которые, по сути, являются кулачками, сжимающими вставляемую деталь. Цанги бывают:
Подающая содержит втулку с тремя лепестками с поджатыми друг к другу концами. Ее изготавливают с закаленной стали. Фиксируется заготовка с помощью зажимной цанги, оборудованной лепестками пружинного типа во втулке.

Сфера применения цанговых креплений:
- точение сверл для работы с древесиной;
- обработка металлических прутьев;
- фиксация деревянных заготовок небольшого размера.
К недостаткам применения относится обработка только небольших по размерам заготовок. В некоторых случаях, для шлифования или гранения используют специальные вкладыши для выравнивания. По техническим параметрам цанговые патроны превосходят другие зажимные устройства. Деталь, закрепленная в цанге, имеет незначительные показания радиального биения. Это делает ее обработку более безопасной.
Такой патрон принято считать наиболее распространенным. В основе его действия лежит принцип смещения нескольких кулачков с зажимами, которые приводятся в движение с помощью двуплечего рычага. Основное свойство рычажных устройств – наличие фиксирующих кулачков и их взаимное смещение на диске. В процессе использования рычажного патрона сложности вызывает настройка положения болванки или заготовки из дерева. Для ее улучшения токарный станок оборудуют гидравлическим приводом.

Переналадка осуществляется двумя способами:
- одновременное смещение всех кулачков;
- отдельная регулировка каждого кулачка. Это более длительный процесс и не в каждом виде рычажного патрона предусмотрена такая возможность.
Переналадку станка делают для проведения нестандартных манипуляций с заготовками из дерева. Несущественным недостатком является небольшой люфт в ходе вращения деревянной заготовки. Из-за этого рычажный тип используют для чернового точения обрабатываемых изделий.
Является немного усовершенствованным рычажным устройством. В нем каждый кулачок приводится в движение отдельно, посредством пневматического или механического механизма. Клиновый тип используется для финишной обработки деревянных заготовок токарным инструментом, при этом огромное значение имеют точные движения. Позволяет перемещать центральную часть обрабатываемой детали касательно его вращающейся оси. Этот принцип позволяет вытачивать очень сложные детали.

Клиновых изделий имеют следующие особенности:
- настройка кулачков занимает много времени;
- отсутствие погрешности в процессе обработки деталей;
- надежное закрепление деревянных деталей, посредством оптимального распределения давления в кулачках.
Процесс точной обработки деталей предусматривает наличие высоких оборотов, что повышает требования к материалу, применяемого в изготовлении клинового типа патронов.
Применяются для окончательной обработки изделий из дерева, проводимой с использованием низких скоростей. Обладают самой большой точностью обработки деталей из дерева. Сами мембраны, изготовленные из упругого материала, прикрепляются к фланцу. Затем устанавливают заготовку и отключают гидропривод. Изделие закрепляется за счет расширения мембраны. Такой механизм действия является возможным благодаря численности кулачков и низкой степени их зажима. Одна мембрана может насчитывать 3-8 кулачков, имеющие сменные губки. Кулачки могут закрепляться на мембране и с помощью резьбовых соединений.
Особенности выбора патрона
Чтобы правильно купить патроны и цанги для токарных станков необходимо следовать нескольким рекомендациям. Важным является способ крепления патрона на станке. Его устанавливают несколькими способами:
- на шпиндель с применением переходного фланца;
- непосредственно на шпиндель;
- с помощью резьбового соединения.
Следующим критерием является количество кулачков и их конструкция. По этим характеристикам различают:
- 2 кулачковый патрон. С его помощью зажимают небольшие нестандартные заготовки с ребристой поверхностью. Имеет самый простой тип строения. Применят как ручные, так и пневматические модели.
- 3 кулачковый патрон. Он является самоцентрирующимся и применяется для зажима круглых деталей с гладкой поверхностью и шестигранных заготовок. Главное преимущество – быстрота центровки, что имеет значение при мелкосерийном производстве.
- 4 кулачковый патрон. Характеризуется независимой установкой кулачков. Используют для зажима прямоугольных или квадратных несимметричных заготовок.
- 6 кулачковый патрон применяется для обработки тонкостенных изделий из литой стали. Имеет большую силу захвата, который равномерно распределяется по шести кулачкам.
Чтобы приобрести токарный патрон для обработки древесины следует обратить внимание на наружный диаметр, силу зажима, частоту вращения.
Цена патронов для работы по дерев
| Тип патрона | Диаметр изделия, мм | Цена, рубли |
| 3-кул. Optimum | 80 | 8142 |
| 100 | 9912 | |
| 125 | 10797 | |
| 160 | 16225 | |
| 4-кул. Optimum с центральным зажатием | 80 | 10797 |
| 100 | 12626 | |
| 125 | 13511 | |
| 160 | 18939 | |
| 4-кул. Optimum с независимым зажатием | 80 | 8968 |
| 100 | 9499 | |
| 125 | 10443 | |
| Установочный фланец | 100 | 4425 |
| 125 | 5369 | |
| 160 | 6254 |
Видео о самодельных патронах
Содержание: Скрыть Открыть

Токарный патрон – это основной элемент оснастки токарного станка, зажимное устройство обеспечивающее фиксацию заготовок на шпинделе. Применение патронов позволяет производить обработку на высоких скоростях вращения, обеспечивает точность установки и необходимое усилие зажима.
Данный элемент оснастки изготавливается из прочных марок чугуна или закаленной инструментальной стали, имеет различные варианты исполнения, обеспечивающие широкие возможности обработки деталей различной конфигурации.

Назначение и основные параметры
Токарный патрон является одним из основных элементов техоснастки и необходим для надежного крепления заготовок различного размера и формы на шпиндель. Высокая точность зажима обеспечивает центрование и перпендикулярность поверхности оси обработки. Патрон необходим для проведения практически всех токарных операций, входит в обязательный комплект оснастки металлообрабатывающих ручных, полуавтоматических и автоматических станков.
Данный тип зажима устанавливается на переднюю бабку станка. Передача вращения осуществляется от электромотора через коробку передач и раздаточную коробку. Для обеспечения производства деталей необходимо несколько токарных патронов, которые подбираются с учетом основных эксплуатационных и технических параметров:
- Вариант исполнения и количество кулачков (зажимных элементов) – определяет возможность фиксации того или иного типа заготовок, расположение кулачков, возможность установки нескольких заготовок.
- Рабочий диаметр патрона. Это наружный размер, диаметр присоединительного пояска, а также расположение и параметры крепежных отверстий.
- Параметры заготовки. Необходимо учесть наибольший и наименьший диаметры, учесть способ крепления – наружный или внутренний через обратные кулачки. Также необходимо учесть и допустимую массу детали.
- Диаметр отверстия в корпусе патрона. Необходим при обработке длинного прутка.
- Максимальное значение частот вращения.
Основные варианты конструкции
Токарные патроны изготавливаются из прочного чугуна маркой не менее СЧ-30 или инструментальных марок стали прочностью не менее 500 МПа.
Существуют различные варианты конструкции токарных патронов, остановимся на наиболее часто используемых в современном производстве:

- Патрон рычажный. Зажим происходит благодаря смещению кулачков с зажимами благодаря действию двухплечевого рычага. Основной характеристикой является количество кулачков и степень смещения на рабочем диске. К недостаткам можно отнести сложность настройки, особенно при проведении нетиповых операций. Кулачки могут настраиваться путем одновременного смещения посредством ключа или отдельной регулировкой каждого зажима. Данный тип оснастки, как правило, применяется для черновой или получистовой обработки.

- Клиновые токарные патроны – это усовершенствованный вариант конструкции рычажного зажима. Высокую точность фиксации обеспечивает наличие собственного механического или пневмопривода для каждого кулачка. Имеет возможность фиксации заготовки со смещением относительно центра вращения, что позволяет производить обработку деталей сложной конфигурации.

- Мембранные токарные патроны. Обеспечивают наиболее высокую точность фиксации благодаря мембранам из упругого материала. Заготовка фиксируется путем отключения гидропривода, что приводит к расширению мембраны. Характерными особенностями конструкции является большое количество зажимов при сравнительно низком усилии сжатия. Поэтому основной сферой применения данного типа оснастки является чистовая обработка деталей на малых скоростях вращения.
Виды и классификация токарных патронов
Одним из основных параметров классификации патронов, определяющим возможности обработки тех или иных заготовок, является количество и конструкция кулачков. По количеству зажимов патроны подразделяются на:
- Двухкулачковые патроны. Оптимальны для зажима заготовок небольшого размера несимметричной формы – поковок, арматуры и т. д.
- Трёхкулачковые патроны самоцентрирующиеся. Используются для крепления заготовок круглой и шестигранной форм. Обеспечивает возможность быстрой центровки и фиксации.
- Четырехкулачковые патроны с независимой фиксацией зажимов. Данный тип оснастки применяется для установки заготовок прямоугольной и нессиметричной формы, квадратных прутков.
- Шестикулачковые патроны самоцентрирующиеся. Оптимальны для работы с тонкостенными деталями благодаря минимальному усилию смятия. Шесть кулачков обеспечивают равномерное распределение усилий сжатия.
По типу зажима кулачков патроны подразделяются на прямые и обратные. Первые обеспечивают зажим по наружной поверхности, обратные – по внутреннему отверстию. Применение обратных кулачков позволяет обработать всю поверхность детали.
По классу точности данный тип оснастки подразделяется на 5 ступеней:
- Н – нормальная;
- П – повышенная;
- В – высокая;
- А – особо высокая.
Основные размеры и обозначения
Если взять наиболее распространенные трехкулачковые патроны (ГОСТ 2675-80) то действующим стандартом предусмотрено десять типоразмеров определяемых общим диаметром оснастки: 80, 100, 125, 160, 200, 250, 315, 400, 500 и 630 мм (см. табл. 1)

В зависимости от способа установки на шпиндель оснастка подразделяется на три типа:
- С пояском и фиксацией посредством вспомогательного фланца (Тип 1);
- С фиксацией через фланец на конце шпинделя под поворотную шайбу (Тип 2);
- С фиксацией через фланец на конце шпинделя (Тип 3).
Существует единая система обозначений основных параметров патрона состоящая из 8 цифр и буквы указывающей класс точности оснастки. Воспользовавшись таблицей в ГОСТ 2675—80 по маркировке изделия можно определить:
- Количество зажимов;
- Диаметр изделия;
- Основные размеры;
- Тип крепления оснастки на шпиндель;
- Исполнение зажимов;
- Класс точности.
Так, например Патрон 7100—0032—П ГОСТ 2675—80 обозначает второй тип, диаметр 200 мм, монтаж на шпиндель с 5 условным размером, сборные кулачки и повышенный класс точности (П).
Действующие ГОСТы
Регулирует параметры токарных патронов ГОСТ 1654-86. В нём регламентируются технические условия патронов общего назначения. Также действует множество других стандартов. Так, самоцентрирующиеся 3-кулачковые патроны регулируются ГОСТ 2675-80. На двухкулачковые зажимы с самостоятельной центровкой действует ГОСТ 14903-69.


Отправить ответ