
Как запаять нержавейку оловом видео
Содержание:
- 1 Преимущества процесса спаивания нержавеющей стали при помощи олова
- 2 Оборудование и приспособления
- 3 Выбор припоя и прочих материалов
- 4 Контроль качества
- 5 Рекомендованные сообщения
- 6 Создайте аккаунт или войдите в него для комментирования
- 7 Создать аккаунт
- 8 Войти
- 9 Преимущества пайки нержавейки оловом
- 10 Недостатки пайки нержавейки оловом


Многими специалистами спаивание нержавеющей стали при помощи олова, считается весьма затруднительной процедурой, поскольку здесь присутствует особая роль в поведении подобного металла. Данный припой считается более эффективным вариантом в использовании, для спаивания нержавейки.
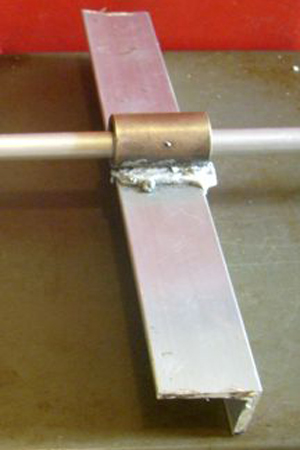
Подобный способ, считается популярным для большинства, кто сталкивается с такими процедурами, однако не всегда, получается, достичь требуемого по качеству результата. Такое спаивание в основном используется для соединения маленьких материалов, где необходимо скрепить небольшие детали, а так же применяется для заделки различных малых трещин, и других похожих дефектов. Здесь наличие требований не слишком большое, однако, спаивание необходимо производить на максимально высоком уровне по качеству. Припои для таких работ производятся в прутках, имеющих сходства с проволокой для сваривания. Спаивание нержавейки при помощи олова в промышленных сферах применяется довольно редко, в отличие от домашних условий. Не важно, чем осуществляется процесс спаивания, паяльником либо горелкой, все равно при воздействии температуры материал будет быстро растекаться, поэтому необходимо осуществлять аккуратные движения для получения наилучшего результата. Так же для качественного соединения потребуется правильно настраивать необходимые параметры и режимы при помощи регулировки, а так же выбирать соответственные расходные материалы. Такие работы осуществляются по техническим условиям, которые должны соответствовать ГОСТу 860-75.
Преимущества процесса спаивания нержавеющей стали при помощи олова
- Благодаря такому процессу можно довольно просто и максимально быстро осуществить процесс по заделке маленьких поломок, не применяя сложные процедуры;
- Подобные работы не занимают много времени и длительных подготовительных процедур;
- Цены на расходные материалы соответственно не велики;
- Благодаря свойству олова, которое делает меньше текучесть при воздействии с большими температурами, процесс спаивания происходит более удобно и не проблематично в отличие от других припоев;
- Во всех вариантах спаивания окончательный результат владеет соответственно высоким уровнем качества.
Недостатки спаивания нержавеющей стали при помощи олова
- Процесс спаивания является не достаточно крепким по сравнению, с другими методами получения неразъемного соединения;
- При использовании олова, температурный диапазон эксплуатации изготовлений становится ниже, поскольку такой металл может расплавляться;
- Присутствуют неудобства в процессе соединения нержавеющей стали из-за большой текучести.
Оборудование и приспособления
В работах по спаиванию нержавеющей стали требуется иметь в наличии все необходимые приспособления, такие как:

- Паяльник или газовая горелка;
- Растворитель;
- Припой;
- Щетка по металлу;
- Флюс;
- Рукавицы для защиты;
- Материал для протирания.
Рекомендует приобретать паяльник, который имеет мощность в 100 Вт, поскольку модели с меньшей мощностью не смогут расплавить материал до необходимой стадии. Когда предстоит спаивание деталей с большими габаритами, то, скорее всего, понадобится паяльник мощнее. Жало приспособления должно быть несгораемым, благодаря этому значительно увеличится долгосрочность.

Необходимо помнить, что паяльник считается не достаточно универсальным приспособлением, поскольку его возможности в работе ограничиваются только теми припоями, которые легко плавятся. Здесь, для более правильного спаивания, подходят бруски, полностью состоящие из олова, либо прутки для сварки из серии ПОС. Вариант первого типа прекрасно подойдет для различной посуды и других подобных емкостей, поскольку в нем отсутствуют примеси. Вместо применения флюса, для данных процедур рекомендуется использовать ортофосфорную кислоту. Таким веществом требуется обработать поверхность будущего соединения, для наиболее высокого уровня качества.
Выбор припоя и прочих материалов
Для процесса спаивания нержавейки с помощью паяльника, необходимо правильно подбирать припой, поскольку от этого выбора зависит конечный результат. Одним из самых востребованных видов считается серия ПОС. Такая разновидность для спаивания в отличие от простого олова выпускается в форме брусков с наличием дополняющих вкраплений свинца, благодаря чему свойства материала меняются в положительную сторону. Существует несколько марок такой серии:
Такие припои могут иметь в себе не только олово, еще кадмий, свинец и другие металлы. Если необходимо осуществить процесс спаивания изделий, которые будут использоваться для продуктов питания, то требуется проследить, что бы в материале не присутствовало ничего кроме олова, поскольку другие металлы могут принести вред для вашего организма.

Небольшим затруднением является выбор подходящего флюса, поскольку совсем не каждый подойдет. В подобном случае потребуется специальный активный флюс, в роле него выступает паяльная кислота, ортофосфорная кислота или хлористый цинк. Рекомендуется незамедлительно приступать к работе, после нанесения его на поверхность металла, поскольку флюс может совместиться с пленкой.
Технология спаивания нержавеющей стали при помощи олова
Перед осуществлением процесса спаивания нержавеющей стали оловом, требуется провести подготовительные процедуры с металлом. Вначале необходимо осуществить механический процесс, используя щетку по металлу или наждачную бумагу, в зависимости от толщины заготовки.

Затем потребуется удалить оксидную пленку, появляющуюся на поверхности металла, а еще от жировых появлений и других загрязнений с помощью растворителя, ацетона и прочих химических веществ. Потом, на чистую поверхность требуется нанести флюс, в случае, если комбинированный припой, в составе которого уже имеется подобное вещество, не используется. После выполнения всех подготовительных процедур, можно непосредственно переходить к процессу спаивания. Для этого потребуется осуществить нагрев детали с помощью горелки или паяльника. Если используется горелка, то нужно тщательно смотреть за уровнем кислорода, поскольку при его недостатке, металл начнет подвергаться окислению.
Что бы ни упустить такой важный нюанс, потребуется обращать внимание на цвет пламени, поскольку, если состав будет перенасыщен, оно станет светло-синим. Для расплавления припоя, понадобится произвести нагрев всей области соединения до необходимой температуры, поскольку его плавление зависит не от горелки, а от нагретого ею металла. Припой кладется на место, где детали соединяются, действуя не спеша, пока все место не будет наполнено.

Контроль качества
Такой процесс осуществляется согласно ГОСТ 19249-73. Тут могут применяться способы контроля с разрушением и без. Основными являются:

- Радиационный контроль;
- Технический осмотр;
- Метод радиоскопии.
Меры осторожности
Если спаивание нержавейки при помощи олова осуществляется в домашних условиях, то необходимо выполнять правила электробезопасности. Основная проблема в том, что можно получить ожог, от паяльника соприкоснувшись с ним, а еще с металлом или припоем. Требуется наличие необходимой металлической подставки, куда можно класть паяльник, что бы избежать его взаимодействия с различными предметами особенно с легковоспламеняющимися вещами. Рекомендуется производить работы в проветриваемых помещениях, поскольку испарения от металлов и самого припоя негативно влияют на дыхательную систему.
Автор: ww07, 12 февраля 2015 в Пайка
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Пайка нержавейки оловом для многих является достаточно сложным процессом, так как тут играет свою роль особенность поведения данного металла. Такой припой является одним из лучших вариантов, который может использоваться для нержавеющей стали. Это стандартный метод, который знаком многим, кто занимается пайкой, но в случае с нержавейкой не всегда можно гарантировать качественный и надежный результат. Данный процесс используется, как правило, для небольших соединений, когда требуется прикрепить мелкие детали. Также это необходимо при заделке мелких трещин и прочих подобных дефектов. Требования к соединению не столь высоки, как к сварке, тем не менее, необходимо сделать все максимально качественно. Припой для таких процедур поставляется в прутках, которые похожи на сварочную проволоку.

В промышленности данный метод не так часто используется, как пайка нержавейки оловом в домашних условиях. Вне зависимости от того, происходит пайка при помощи паяльника, или с помощью газовой горелки, материал быстро растекается и все действия должны быть аккуратными. Чтобы уменьшить негативное влияние, следует правильно подбирать режимы работы, а также расходные материалы. В технических условиях все это осуществляется по ГОСТ 860-75.
Преимущества пайки нержавейки оловом 
- Пайка нержавейки оловом помогает относительно легко и быстро заделать мелкие поломки, не прибегая к сложным процедурам;
- Сам процесс занимает не много времени и не требует длительной подготовки;
- Расходные материалы имеют относительно небольшую стоимость;
- Олово уменьшает текучесть нержавейки при пайке, что делает процесс менее сложным, чем с другими припоями;
- Для многих вариантов конечный результат обладает достаточно хорошим качеством.
Недостатки пайки нержавейки оловом
- Пайка уступает многим другим процессам получения неразъемного соединения по крепости, так что для ответственных конструкций ее нельзя применять;
- Из-за применения олова температурный диапазон эксплуатации деталей снижается, так как материал может расплавиться;
- Остаются сложности с поведением нержавейки в жидком состоянии.
Режимы пайки оловом
Температура пламени горелки, градусов целься
Подготовка оборудования и необходимых материалов
Пайка оловом нержавейки предполагает правильный подбор инструментов и прочего оборудования. Для этого вам понадобится:
- Паяльник или газовая горелка;
- Растворитель;
- Припой;
- Металлическая щетка;
- Флюс;
- Защитные перчатки;
- Ткань для протирки.
Паяльник желательно брать мощностью в 100 Вт, так как менее мощные модели не смогут расплавить материал.

Если речь идет о соединениях больших размерах, то здесь может потребоваться и более мощный паяльник. Жало инструмента должно быть необгораемым, так как это существенно увеличивает срок его службы. Следует отметить, что возможности паяльника являются ограниченными, так как он может работать только с легкоплавными припоями. Для такой пайки лучше всего подойдут бруски чистого олова или прутки из серии ПОС.

Первый вариант хорошо подходит для посуды и прочих емкостей, так как не содержит примесей. В качестве флюса лучше всего для данной разновидности использовать ортофосфорную кислоту. Ею необходимо обрабатывать места, где будет паяться металл и тогда схватывание будет на куда более высоком уровне.
Выбор припоя и других материалов
Пайка нержавейки паяльником предполагает грамотный подбор припоя, так как от него будет зависеть качество соединения. Одной из самых популярных в данном планет является серия «ПОС». В отличие от обыкновенного олова, которое продается для пайки в виде брусков, имеет еще дополнительные вкрапления свинца, что изменяет свойства материала. Стоит обратить внимание на марки:
В них может содержаться не только олово, но еще и кадмий, свинец и прочие металлы. Если вам нужно паять детали, которые будут соприкасаться с пищевыми продуктами, то в материале, кроме олова, ничего лишнего не должно быть, так как остальные вещи могут оказаться вредными для здоровья. Для нержавейки сложно подобрать флюс, так как далеко не каждый тут сможет пригодиться. Здесь требуется, так называемый «активный флюс», в качестве которого выступает паяльная кислота, ортофосфорная кислота или хлористый цинк. Желательно, как только он будет нанесен на поверхность, сразу начинать процедуру, чтобы флюс не взялся пленкой.
Технология пайки нержавейки оловом
Перед тем как начнется пайка нержавейки оловом, требуется очистить от окисной пленки, которая может образовываться на поверхности металла, а также от прочих загрязнений. Это делается при помощи металлической щетки или наждачной бумаги.

Затем проходит процедура обезжиривания, для чего понадобится растворителем, для чего можно использовать и ацетон.Когда поверхность будет очищена можно наносить флюс, если вы не используете комбинированный припой, который уже содержит его в своем составе.
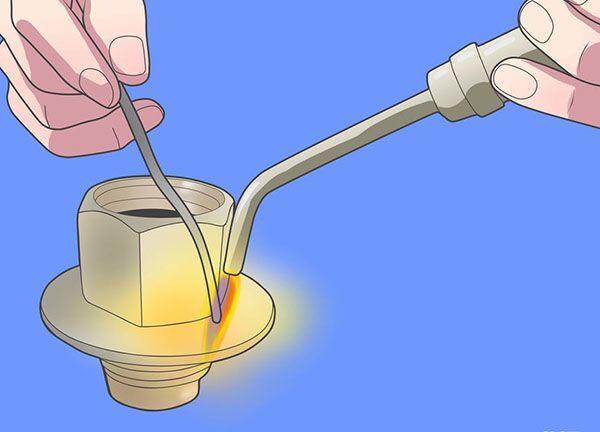
Далее происходит разогрев при помощи горелки или жала паяльника. При использовании горелки нужно следить за уровнем кислорода, так как при его избытке металл будет окисляться. Для распознавания такого параметра, необходимо обратить внимание на цвет пламени, так как в перенасыщенном составе оно будет светло-синим. Необходимо разогреть все место соединения до такой температуры, чтобы припой мог расплавиться.

Он должен плавиться не от горелки, а от разогретого ею металла. Припой укладывается в область, где находится стык, это делается постепенно, пока не будет заполнена вся область.
Это следует делать, пока излишки не начнут вытекать из зазоров, тогда можно гарантировать наилучшую степень схватывания.»
Контроль качества
Для этого используется ГОСТ 19249-73. Здесь могут использоваться методы контроля с разрушением и без. Среди них выделяют такие как:
- Радиационный контроль;
- Технический осмотр;
- Радиоскопический метод;
Меры безопасности
Когда происходит пайка нержавеющей стали оловом в домашних условиях, то следует соблюдать правила электробезопасности. Главной проблемой является то, что можно обжечься при контакте с паяльником, разогретым металлом или припоем. Также следует избегать вдыхания испарений металлов.


Отправить ответ