
Отливка бронзы в домашних условиях
Содержание:
- 1 Разновидности сплавов
- 2 Литье в домашних условиях
- 3 Технология отливки
- 4 Сырье для изготовления бронзы
- 5 Расчет шихты
- 6 Технологии производства
- 7 Необходимое оборудование
- 8 Известные производители
- 9 Основные характеристики бронзовых сплавов
- 10 Можно ли плавить и отливать бронзу в домашних условиях
- 11 Процесс литья
 Температурные показатели, при которых плавится бронза, находятся в зависимости от ее состава. Чтобы самостоятельно производить литье изделий из этого материала, нужно оборудовать свое рабочее место всеми необходимыми приспособлениями и строго придерживаться технологических правил.
Температурные показатели, при которых плавится бронза, находятся в зависимости от ее состава. Чтобы самостоятельно производить литье изделий из этого материала, нужно оборудовать свое рабочее место всеми необходимыми приспособлениями и строго придерживаться технологических правил.
Разновидности сплавов
Бронза включает в свою основу медь и легирующие добавки (бериллий, свинец, алюминий, кремний и олово). Во всех ее сплавах присутствуют и такие компоненты как цинк, фосфор и пр. Помимо бронзы современная промышленная индустрия занимается изготовление и иных сплавов из меди — константан, копель, нейзильбер, мельхиор, латунь и т. д.
Количество и тип легирующих компонентов в составе бронзового сплава определяет его химические и физические характеристики, а также расцветку материала.
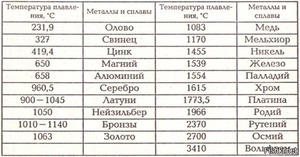
Марки сплавов бронзы, температура плавления которых лежит в пределах от 930 до 1140 градусов Цельсия, имеют свою маркировку. По химическому составу сплавы на основе бронзы классифицируются на:
Сочетать олово с медью для получения бронзы люди научились очень давно. Олово делает материал крепче, а также уменьшает его температурные показатели плавления. Ярким примером данной разновидности сплава считается колокольная бронза. В ней содержится двадцать процентов олова и восемьдесят процентов меди. Однако изделия, сделанные на основе колокольной бронзы, характеризуются высокой хрупостью.
Бронзы безоловянного типа, как видно из названия, не имеют олова в составе. Такие сплавы сегодня выделены в отдельные категории бронз:
 Бериллиевые — наиболее крепкие, многими характеристиками превосходят сталь;
Бериллиевые — наиболее крепкие, многими характеристиками превосходят сталь;- Кремне-цинковые — обладают повышенной стойкостью к стиранию (преимуществом таких бронз данной группы считается и то, что будучи расплавленными они имеют высокую текучесть);
- На основе алюминия и меди — отличаются высокой антикоррозийной защитой и прекрасными антифрикционными качествами.
В настоящее время наибольшее распространение имеют бронзы, в состав которых добавлено олово. Для целей маркировки материала независимо от состава применяется обозначение «Бр», после которого указаны используемые добавки и их содержание в материале. Для примера можно произвести расшифровку бронзы «БР ОЦСНЗ-7−4−2-. В этом оловянном сплаве содержится олово, цинк, свинец и никель. Цифры обозначают их процентное содержание в бронзе. Состав любой марки бронзы может содержать и иные элементы, имеющие следующие обозначения:
- А — алюминиевые сплавы;
- Б — сплавы на основе бериллия;
- Ж — обыкновенное железо;
- К — кремниевый элемент;
- Мц — обычный марганец;
- Ф — фосфор.
Литье в домашних условиях
 Для самостоятельной отливки изделий из бронзы, находясь в домашних условиях, необходимо обеспечить подходящие условия. Самые важные момент — эффективная вентиляция в помещении и надежные средства пожарной безопасности. В том случае, если вам нужно сделать небольшие бронзовые изделия, то работу можно выполнить в небольшом помещении. Для габаритных же конструкций лучше воспользоваться гаражом или цехом. Стоит отметить, что напольное покрытие в рабочем помещении обязательно должно быть сделано из какого-нибудь негорючего материала.
Для самостоятельной отливки изделий из бронзы, находясь в домашних условиях, необходимо обеспечить подходящие условия. Самые важные момент — эффективная вентиляция в помещении и надежные средства пожарной безопасности. В том случае, если вам нужно сделать небольшие бронзовые изделия, то работу можно выполнить в небольшом помещении. Для габаритных же конструкций лучше воспользоваться гаражом или цехом. Стоит отметить, что напольное покрытие в рабочем помещении обязательно должно быть сделано из какого-нибудь негорючего материала.
Для того чтобы расплавить бронзу, невозможно обойтись без специальной муфельной печи. Будет отлично, если оборудование будет иметь встроенный регулятор температурных показателей нагрева. В том случае, если у вас нет возможности воспользоваться такой печью, то в домашних условиях можно применять обыкновенный горн.
Помимо печи, которая может расплавить металлический сплав, для отливки бронзовых изделий понадобятся:
- Тигель — чугунная или стальная емкость с носиком (для разливки материала в формы и плавления);
- Специальные щипцы, которыми тигель будет извлекаться из муфельной печи;
- Крючок;
- Форма для отливки;
- Уголь из древесины, который будет выполнять функции топлива (при использовании горна для плавления).
Итак, процедура отливки производится по следующей схеме:
 Металлический сплав, который нужно расплавить, измельчить и уложить в тигель.
Металлический сплав, который нужно расплавить, измельчить и уложить в тигель.- Тигель помещается в печь и нагревается до необходимых температурных показателей.
- После расплавления металлического сплава в тигеле его еще в течение четырех-пяти минут прогревают в печи. Это нужно для той цели, чтобы материал стал максимально текучим и заполнил всю отливочную форму.
- Тигель, в котором находится расплавленный металлический сплав, извлекается из печки с помощью щипцов и крючка.
- Металл в жидком состоянии посредством специального отверстия отливается в форму. При исполнении этой процедуры необходимо контролировать, чтобы струя не была прерывистой и слишком тонкой.
Отливочную форму нужно заранее правильно подготовить, как следует прокалив ее внутри печи. Для этого печь нужно довести до температуры в 600 градусов и лишь после этого следует помещать в нее форму. Далее температурные показатели необходимо увеличить до 900 градусов и подержать в печи форму в течение двух-четырех часов. Чем больше размеры формы, тем дольше ее нужно держать в нагретой печи.
Особенности заливки
 В том случае, если расплавленный металлический сплав отливается в крупную форму, то его массы хватит для вытеснения накопившегося воздуха. Если же для отливки применяются маленькие формочки, то следует прибегнуть к специальным технологическим методам.
В том случае, если расплавленный металлический сплав отливается в крупную форму, то его массы хватит для вытеснения накопившегося воздуха. Если же для отливки применяются маленькие формочки, то следует прибегнуть к специальным технологическим методам.
Формы в этом случае помещаются в центрифуги, которые функционируют от электрического или же ручного привода. В процессе вращения формируется центробежная энергия, обеспечивающая равномерное распределение металлического сплава по внутренней поверхности формы. Однако эта технология эффективна лишь в той ситуации, если металлический сплав еще жидкий, а не застывший.
После завершения отливки и остывания материала изделие извлекают с помощью обыкновенных приспособлений (щипцы и крюк). Необходимо запомнить, что поверхность недавно извлеченных конструкций не может похвастаться высоким уровнем качества, потому их нужно подвергнуть специальной механической обработке.
Изготовление отливочных форм
На уровень качества получаемых изделий влияет и правильность формы для литья, которая позволяет наделить изделие необходимыми геометрическими параметрами и конфигурацией. Для создания форм зачастую применяют специальный инструмент — опоку. Опока, размеры которой должны быть приблизительно в полтора раза больше габаритов готовой конструкции, включает в свой состав нижний ящик и верхнюю рамку.
Части приспособления могут быть соединены друг с другом с помощью боковых фиксаторов.
Состав стандартной смеси для формовки включает:
- Глину;
- Мелкофракционный песок;
- Каменную пыль.
При смешивании этих составляющих получается однородная смесь. Чтобы сделать форму, вам также не обойтись без модели из древесины или иного достаточно мягкого материала.
Изготовление самой формовочной конструкции исполняют следующим образом.
 Внутрь нижнего ящика опоки помещается смесь для формовки, которую нужно немного утрамбовать.
Внутрь нижнего ящика опоки помещается смесь для формовки, которую нужно немного утрамбовать.- В приготовленный состав укладывают модель, которую нужно заблаговременно покрыть порошковым графитом или тальком.
- К нижней части опоки прикрепляется верхняя рама, после чего она засыпается формовочным раствором. Перед тем как производить засыпку, нужно сделать отверстие для будущего литника. Для этого можно воспользоваться специальной конической пробкой.
- После того как формовочная смесь будет утрамбована, форму необходимо разделить надвое. Для этого можно воспользоваться любым острым приспособлением.
- Финальная стадия предполагает устранение дефектов и выравнивание неровностей.
Сделанную форму нужно просушить, лишь после этого ее можно использовать.
Технология отливки
Для того чтобы сделать сложную конструкцию или высококачественную деталь, можно воспользоваться и иным способом, который предполагает использование модели, сделанной из легкоплавких материалов. В такой ситуации для изготовления отливочной формы можно воспользоваться парафином или воском. Эта модель просто выплавляется и помещается в кипяток.
Для обеспечения точности геометрических характеристик и форм модели можно применять готовое изделие. С помощью него получают форму из гипса, которая будет использована для отливки точной копии.

Бронзовый век охватывает примерно III и II тысячелетие до н.э. Именно в это время был разработан и реализован полный металлургический цикл: добыча, подготовка, выжиг угля, выплавка и рафинирование. С тех пор изменилось оборудование, стали использовать другой способ разработки руды, однако основные этапы технологии совершенно не изменились.
В этой статье мы рассмотрим технологию получения, плавки (выплавки) бронзы, особенности и способы производства литья из нее в России.
Сырье для изготовления бронзы
Отливают сплав из меди, а также олова, алюминия, бериллия, свинца и так далее. В древности для этого использовалась самородная медь, однако позднее интерес сместился к рудам, богатым этим и другими металлами.
Сегодня, кроме самородной меди, промышленное значение имеет халькопирит – медный колчедан, борнит, халькозин. Можно использовать малахит, азурит или куприт. Перспективным считается рудник, в котором содержание металла достигается 0,3–1%. Добывают руду в основном открытым методом.
Извлекают медь 3 основными способами: пирометаллургическим, гидрометаллургическим и электролитическим.
- Пирометаллургический – наиболее распространенный, включает несколько операций. Вначале медная руда обогащается методом флотации или окислительным обжигом. Первый способ основывается на разной степени смачиваемости пустой породы и меди. В итоге обогащения получают концентрат с содержанием металла в 10–35%. Окислительный обжиг больше подходит для сернистых руд: минерал нагревают дважды до температуры в 700–800 С, чтобы отжечь серу. Полученный после обогащения медный штейн продувают в конвертерах и получают черновую медь с содержанием металла до 91%. Затем металл рафинируют огневой очисткой или электролитической и получают чистую медь – 99,9%.
- Гидрометаллургический метод сводится к выщелачиванию меди серной кислотой с получением раствора меди и других металлов. Этот метод применяют при разработке обедненной руды.
Олово – второй наиболее популярный компонент бронзы. Получают из касситерита, станина или нигерита. Руду обогащают механическими методами, промывают, чтобы получить рудный шлих, затем подвергают восстановительной плавке и рафинированию – термическому или электролитическому. Остальные металлы – алюминий, бериллий, свинец, также получают соответствующими методами.
О том, как производят бронзу на протяжении веков, расскажет данное видео:
Расчет шихты
Поскольку состав разного рода бронз очень разнообразен, то и для ее получения применяют самые разные сочетания шихтового материала. Комбинации могут быть следующие:
- только свежие металлы, что встречается достаточно редко;
- металл и вторичные сплавы с лигатурой;
- из оборотных сплавов;
- только из вторичных сплавов.
При определении состава шихты учитывают тип печи, чистоту компонентов, степень угара ингредиентов сплава, и так далее.
Самый распространенный состав шихты включает:
- 50–60% свежего металла;
- 20–35% оборотных сплавов;
- 10–12% лома, если шихта подбирается из вторичных сплавов.
Далее рассмотрены технологии изготовления и литья бронзы.
Технологии производства
 В качестве шихты для получения бронзы используются либо чистые металлы, либо готовые сплавы в чушках. Первый вариант встречается реже, чаще применяется для дорогих деформируемых бронз. Второй же охотно применяется для получения литьевых сплавов.
В качестве шихты для получения бронзы используются либо чистые металлы, либо готовые сплавы в чушках. Первый вариант встречается реже, чаще применяется для дорогих деформируемых бронз. Второй же охотно применяется для получения литьевых сплавов.
Плавка на основе чушек
Плавка по такой технологии включает 4 этапа: загрузка, расплавление, перегрев, рафинирующе-дегазирующая обработка.
Важным условием плавки вне зависимости от того, какой тип печи используется, является минимальный срок процедуры. Чем меньше время плавки, тем меньше риск насыщения сплава газами и ниже угар цветного металла.
- Загрузка – для этого используют графито-шамотные или графито-карборудные тигли. Перед использованием их просушивают и прокаливают.
- Расплавление начинают с плавки меди, которую загружают по частям или полностью. Медь плавят как можно быстрее под слоем древесного угля. Добавляют фосфористую медь. Добавка фосфора обеспечивает получение жидких фосфатов, которые удалять из сплава значительно легче. После этого в тигли вводят олово и другие компоненты сплава, если они предусмотрены по рецептуре.
- Перегрев – расплав нагревается до 1150–1200 С. Оловянную бронзу выплавляют с покровом древесного угля или угля с солями. Если исходное сырье загрязнено кремнием, магнием, алюминием используют жидкие солевые флюсы.
- Дегазация – очистка от газовых примесей в основном от водорода. Для этого применяют продувку расплава осушенным аргоном или азотом. Время процедуры составляет от 3 до 10 минут в зависимости от величины печи.
Как правило, в процесс изготовления включается этап модифицирования с целью улучшения механических свойств бронзы. Методы определяются составом продукта и его назначением.
Получение отливок
Литниковые системы
Медные сплавы создают довольно высокое металлостатическое давление, поэтому отливка из бронзы включает ряд особенностей. Привычные песчаные формы для медных сплавов не годятся, поэтому используют формовочные смеси с повышенным содержанием глины.
Заливка формы осуществляется при температуре в 1100–1200 С. При этом может появиться металлизированный пригар, который сложно удалить. Риск тем выше, чем больше содержание фосфора в бронзе и чем выше температура отливки. Отказаться от добавки фосфора нельзя: вещество повышает жидкотекучесть сплава, что, в свою очередь, обеспечивает плотность отливки и малую усадку. Так что проблему решают добавлением к формовочной смеси углеродсодержащих компонентов – сланцевых смол, например.
Для отливки применяют специальное оборудование – литниковые системы. Выбор температуры процесса зависит от конструкции системы, также как и от массы и конфигурации отливки.
Чтобы обеспечить высокую плотность отливок применяют метод направленного затвердевания при помощи холодильников. Скоростное охлаждение уменьшает пористую зону и увеличивает толщину литейной корки.
О плавке бронзы из латуни поведает данное видео:
Литье в металлические формы
Этот метод чаще используется для получения отливок из оловянной бронзы. Основное отличие – применение металлических форм для литья – кокиль. Это обуславливает более высокую скорость затвердевания, соответственно, высокую плотность отливки.
Кокиль отливают из чугуна, стержни изготавливают из стали. Сложные полости выполняют при помощи оболочковых песчаных стержней. Перед заливкой форму смазывают смесью машинного масла с 6% графита.
Заливку осуществляют в формы, предварительно нагретые до 150–250 С. Отливки извлекают из формы как только последние приобрели достаточную механическую прочность, таким образом уменьшается усадочное напряжение.
Центробежное литье
 Таким образом получают до 37% всех заготовок в станкостроении. Способ одинаково годится и для крупных, и для мелких деталей.
Таким образом получают до 37% всех заготовок в станкостроении. Способ одинаково годится и для крупных, и для мелких деталей.
Используют для этого горизонтальные центробежные машины, в которых стальная изложница размещается на нескольких роликовых опорах. Отливка производится в изложницу, снаружи последняя охлаждается водой.
Мелкие детали отливают на машинах консольного типа.
Необходимое оборудование
Как и на большинстве предприятий цветной металлургии используемое для получения бронзы оборудование зависит от множества факторов: применяемого сырья, особенностей плавки, состава готовой бронзы, финансовых возможностей предприятий и так далее. Плавка до сих пор является процессом очень тонким и многовероятным и на двух одинаковых заводах может использоваться совершенно разная технология.
Для плавки подбирают такое устройство и мощность печи, которые обеспечили бы максимально быстрое расплавление меди и других компонентов. Для этого подходит несколько вариантов.
- Электрические печи – дуговые и индукционные. Последние могут быть со стальным сердечником и без него. В последнее время стали чаще использовать индукционные тигельные печи. В этом случае и устройство подготовить для новой плавки проще, и угар в таких печах не превышает 0,5– 1%.
- Электродуговые печи с косвенным нагревом – дуга формируется между горизонтальными графитовыми электродами. Во время расплавления печь покачивается все с большим углом наклона при повышении температуры. Таким образом удается избежать локального перегрева расплава.
Для отливки медного сплава используют разного рода литниковые системы. Конструкция их определяется составом сплава, размерами и конфигурацией отливки и так далее.
- Самое распространенное устройство относится к расширяющимся системам с сифонным – нижним, и верхним боковым подводом. Эта конструкция универсальна и позволяет получить детали и простой, и сложной конфигурации.
- Для получения простых по конфигурации заготовок используют дождевые или верхние литниковые системы.
- Если получают отливки из сплавов, не формирующих оксидных пленок высокой прочности, то используют аппараты без сложных шлакоуловителей. В противном случае такое устройство необходимо.
- Если нужно получить малые по размерам заготовки, то можно использовать системы с нижним подводом.
Далее рассмотрены производители бронзы в России.
Известные производители
Бронза – востребованный материал, имеющий немалое значение для народного хозяйства. Выпускают его весьма известные предприятия.
- Кольчугинский завод ОЦМ предлагает 20 тыс. типоразмеров разного вида металлопроката из более чем 70 марок сплавов. Существенную часть ассортимента составляют самые разные бронзы. На сегодня завод обеспечивает 30% всего проката цветных металлов в РФ.
- Каменск-Уральский завод ОЦМ – выпускает продукцию на базе 140 различных сплавов, в том числе из циркониевой и хромовой бронзы – жаропрочных сплавов.
- Кировский завод ОЦМ – работает с 1956 года. Это одно из самых крупных предприятий по производству меди и медных сплавов самого разного состава.
- ОАО «Ревдинский завод по обработке цветных металлов» специализируется на выпуске труб и прутков из меди и медных сплавов – латуни, бронзы, мельхиора. Завод прошел сертификацию на соответствие международному стандарту ИСО 9002:1994.
Мировое производство меди и медных сплавов определяется в большинстве своем ресурсами металлов. Лидерами в получении рафинированной меди являются США, Чили и Япония. США является и самым крупным потребителем меди и медных сплавов.
Производство бронзы – металлургический процесс, разработанный в самой глубокой древности и используемый до сих пор. По сути, именно создание бронзы и послужило образцом для разработки всех остальных пирометаллургических процессов по получению сплавов.
Изготовление восковой модели для литья из бронзы в домашних условиях рассмотрено в этом видеоролике:
Заливка» бронзы в литейную форму
Расплавленный металл выливают в отверстие формы тонкой струйкой, бронза должна равномерно заполнить все пустоты. Она уплотняется под собственным весом. Чтобы горячая форма хорошо заполнялась, ее ставят на вращающуюся подставку с ручным или электрическим приводом. Такая хитрость необходима для получения качественного литья. Если заливать бронзу спокойно, углы отливки будут закругленными. Раскручивают форму с горячим расплавом в процессе заполнения. Когда бронза схватится, форму литья уже не изменить. В заводских условиях используют технологические центрифуги. В домашних условиях умельцы делают подобие промышленных установок на базе отслуживших стиральных машин.
Придавать сплаву движение необходимо при изготовлении небольших сложных отливок. Бронзовому расплаву не хватит собственного веса для заполнения всех пустот. Он будет застывать неравномерно, на поверхности литья возникнут раковины, складки.
Как сделать форму для литья
Самостоятельное изготовление литейной формы начинается с подбора корпуса, куда свободно войдет будущая отливка и останется свободным половина пространства. Это может быть жестяная банка или специально изготовленная емкость. Традиционно размер опоки в 1,3–1,5 раза превышает габариты отливки. Такое соотношение необходимо, чтобы песчано-глиняная смесь образовала равномерный слой со всех сторон детали. Наполнитель для опоки делается из материалов, способных сохранять тепло. Литая заготовка будет качественной только при постепенном остывании.
Форму делают из двух частей:
- верхняя рамка (занимает не менее 1/4 высоты формы);
- нижний ящик, в него свободно помещается будущая деталь.
Для набивки делают смесь песка и глины в пропорции 3:1. В глину для аккумуляции тепла вводят 1/5 часть угольной крошки, лучше использовать каменный уголь, у него больше теплоемкость. Однородную массу укладывают в обе части опоки. Смесь не стоит сильно утрамбовывать, чтобы глина не спекалась, оставалась рыхлой во время прогрева в печи. Деталь перед закладкой в подготовленный нижний ящик густо обмазывают тальком или графитовым порошком. Затем делается отверстие для заливки бронзы, разогретой до температуры плавления.
Готовую форму нужно просушить перед использованием.
Изделие достают из формы только после охлаждения. Форму аккуратно разбирают, затем вынимают отливку.
Технология получения литья более высокого качества
Получить литье нужной геометрии кустарным способом сложно. Нужно быть готовым к тому, что литье придется долго шлифовать, стачивать, доводить до нужных размеров. Процесс плавления бронзы в домашних условиях сопряжен с рядом ограничений. Нюансы, которые желательно учитывать при самостоятельном изготовлении бронзовых отливок:
- лучше использовать муфельную печь для плавки, оснащенную терморегулятором, производители предлагают небольшие установки для изготовления домашнего литья, работающие от стандартной сети 220 В;
- при изготовлении опоки необходимо учитывать сложность ее заполнения расплавом, в местах возможных пустот делают припуски на будущую доводку детали;
- вместо песочно-глиняных опок для мелких деталей делают гипсовые формы с восковым или парафиновым заполнением. Горячую бронзу при вливании вытесняет не воздух, а расплавленный стеарин.
Парафиновые формочки делают на основе гипсовых слепков, сделанных с будущей детали. Точность изготовления отливок в этом случае возрастает. Опоки из гипса удобны для небольших отливок, их можно сделать неразъемными. Правда, процесс их изготовления усложняется: сначала делятся форма для парафинового муляжа, а затем он заливается формовочным гипсом. Подобные конструкции удобно размещать в центрифуге.
Приступая к плавлению бронзового лома в домашних условиях, следует учитывать состав сплава. Она зависит от химического состава бронзы. Вязкий расплав бронзы медленно заполняет опоку. Чтобы не было пустот, заполненную форму крутят в центрифуге. Под действием центробежной силы металл, нагретый до температуры плавления, распределяется равномерно. Отливка получается качественной.
>


Отправить ответ