
Пайка медных труб мягким припоем видео
Содержание:
- 1 Теория
- 2 Инструменты для пайки
- 3 Сварка
- 4 Почему медь
- 5 Виды медных труб
- 6 Температурные режимы
- 7 Необходимый инструмент
- 8 Техника безопасности
- 9 Процесс пайки мягким припоем
- 10 Процесс пайки твердым припоем
- 11 Некоторые ошибки
- 12 Видео
- 13 Особенности труб из меди
- 14 Методы пайки медных деталей
- 15 Инструменты и приспособления
- 16 Материалы для соединения меди
- 17 Технология пайки медных труб
- 18 Недопустимые ошибки
- 19 Техника безопасности
Мягкие металлы довольно сложно поддаются термической обработке. Пайка меди, латуни и бронзы в домашних условиях чаще всего выполняется твердым припоем, хотя иногда используются специальные пасты.
Теория
Медь – один из древнейших металлов, который используется людьми для создания различных украшения, приспособлений и коммуникаций. Характеризуется высокой пластичностью и розовато-красным цветом, иногда с золотистым оттенком. В домашнем хозяйстве медь наиболее часто применяется в водопроводных трубах, в отоплении, т. к. она не поддается коррозии и устойчива к перепадам температур.
 Фото – медные соединения
Фото – медные соединения
Существует множество видов пайки, для меди применяется капиллярная. Она позволяет максимально аккуратно и прочно соединить две части трубопровода или радиодеталей. Также это термическое воздействие делится на:
Высокотемпературная пайка характеризуется более высокой прочностью шва. Помимо этого она позволяет обеспечить соединению термоустойчивость, что очень важно для различных коммуникаций. Но при этом, этот вид работ не используется на резьбовых соединениях. Для проведения такой пайки требуется специальное оборудование – горелка с пьезоподжигом и ацетилом, пропаном.
 Фото – медные элементы
Фото – медные элементы
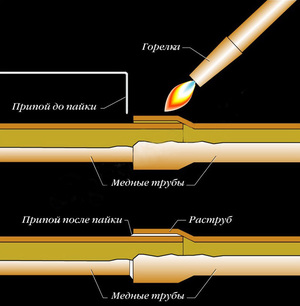
Низкотемпературная используется при работе с мягкими припоями (пастями, гелями). Главное достоинство этой методики – простота и легкость проведения работ. Проводится при температуре ниже, чем 425 градусов, поэтому спайка может производиться даже паяльником. Он заключается в том, что под воздействием определенной температуре припой, нанесенный на зазор между деталью и соединяемым участком, расширяется, закрывая собой зазор.
 Фото – процесс пайки
Фото – процесс пайки
Также есть одно важное правило, которое нельзя нарушать ни в коем случае. Пайка меди и алюминия, или алюминия с латунью строго запрещена. Она выполняется для электрических проводов, например, если нужно разветвить проводку в старых домах. Это запрещено из-за разности линейного теплового расширения металлов и вероятности короткого замыкания в месте стыка.
Инструменты для пайки
Перед началом работы нужно подготовить специальные инструменты и приспособления для пайки медных соединений. Вам понадобится:
- Газовая или кислородная горелка для пайки меди (с азотом, ацетатом и т. д.);
- Припой (для капиллярной пайки согласно ГОСТ Р 52955-2008);
- Щетка (жесткая, но не металлическая) и абразивная бумага для зачистки медных соединений;
- Фитинги или другие соединяемые элементы;
- Паяльный флюс.
Нужно отметить, что если работа производится на трубных соединениях, то еще может понадобиться фаскосниматель, расширитель, специальное устройство для резки. Все эти приспособления можно найти у профессионального сантехника, чтобы не покупать их.
 Фото – горелка
Фото – горелка
Горелки для меди бывают: профессиональными (для работы с твердыми припоями), для разогрева труб и пайки мягкими пастами, полупрофессиональными или комбинированными. Также есть специальные фены, которыми производится мягкая пайка. Они позволяют быстро разогреть место стыка температурой до 650 градусов.
- Твердые. Они представлены стержнями определенного диаметра, который подбирается исходя из определенного зазора при соединении. Используется при соединении меди с железом в системах водоснабжения, подвода газа и системах кондиционирования. Этот припой может быть с фосфором или серебром;
 Фото – твердый припой
Фото – твердый припой - Мягкие могут быть как в виде пасты, так и тонкой проволоки до 3 мм диаметром. Они производятся со свинцом, оловом. Также иногда процесс осуществляется ортофосфорной кислотой.
Также для соединения медных сплавов обязательно нужно использовать флюс. Он выполняет несколько полезных функций: способствует лучшему растеканию припоя по металлу, защищает место обработки от кислородной пленки, очищает шов от окиси. Флюсы бывают с бурой (для различных высокотемпературных припоев), применяется для среднеплавких соединений золота, меди, бронзы, чугуна, нержавейки. Внешне они выглядят как паста, наносятся специальной кистью.
 Фото – флюс-паста
Фото – флюс-паста
Щетки и абразивные листы (наждачная бумага) нужны для того, чтобы после окончания работ удалять с места шва остатки припоя. Фитинги подбираются исхода из потребных соединений (они могут быть разветвляющими, угловыми, изогнутыми и т. д.).
 Фото – паяльник
Фото – паяльник
Сварка
Рассмотрим, как осуществляется трубная пайка меди и своими руками:
- Любая технология подразумевает подготовку трубы. Вам понадобится обрезать коммуникацию до нужного размера и обработать концы фаскоснимателем. Это нужно для того, чтобы следующий элемент при соединении не повредился и получилось максимально жесткое сцепление деталей;
- На край трубы из меди наносится флюс для пайки, его же намазывают на фитинг или другую трубу. После нужно аккуратно вставить коммуникации друг в друга. Если распайка производится самофлюсующимся припоем или электродом, то флюс можно не использовать;
- В стык вставляется выбранный припой. Нужно отметить, что если используется паста, то её нужно наносить после флюса. Под воздействием определенной температуры вещество начнет плавиться, заполняя собой свободное пространство в трубе. Очень важный момент: на припой нельзя воздействовать прямым огнем, он должен расплавиться только от тепла разогретой трубы;
 Фото – пайка с припоем
Фото – пайка с припоем - Если используется лужение, то флюс и припой наносятся очень тонким слоем, иначе в противном случае, на месте пайки образуется некрасивый объемный шов. Если осуществляется ремонт замков или радиодеталей (usb, контактов), то это может нарушить процесс работы элемента;
- После окончания нагрева инструмент убирается. В этот момент трубу нельзя двигать – соединение еще слишком пластичное, при повороте металлических отводов можно повредить крепление. Остывают медные трубы естественным путем;
- Остается только удалить остатки припоя или флюса щеткой, абразивной бумагой или кистью. Место стыка не рекомендуется переохлаждать первые сутки, когда процесс застывания металла не завершен.
 Фото – после зачистки
Фото – после зачистки
Купить все необходимые инструменты, которыми производится пайка бронзы или меди, можно в любом электрическом магазине, цена зависит от категории. Горелки стоят от 3 долларов до нескольких десятков, стоимость припоя начинается от 5 у. е., флюса – от 3.

Каждый вид строительного материала требует индивидуального подхода при обработке. Часто требуются услуги профессионалов, которые стоят недешево. Но если иметь определенные навыки и освоить азы, тогда многое можно сделать самостоятельно. Например, пайка медных труб своими руками — не такая сложная задача, как может показаться вначале. В этой статье будет рассказано о необходимых инструментах и нюансах такого вида работ.
Почему медь
Пайка — один из самых надежных способов соединения труб. Именно такой вариант будет приемлем, если вы собираетесь скрыть разводку в стене, не переживая о том, что когда-то что-то может потечь и придется делать дорогостоящий ремонт. Вот некоторые преимущества использования меди:
- Универсальность. Практически нет ограничений в применении. Это может быть водопроводная система в доме. С их помощью можно организовать качественную систему отопления. Кроме прочего, такой материал используют в холодильном оборудовании, кондиционерах и медицинских приборах.
- Устойчивость к хлору. Периодическая дезинфекция воды приводит к разрушению обычного металла, чего не скажешь о медных трубах.
- Антисептические свойства. Благодаря своему составу медь препятствует развитию бактерий, жизнедеятельность которых плохо сказывается на здоровье человека.
- Продолжительный срок службы. Срок службы без какого-либо вмешательства может достигать 100 лет с гарантией того, что не возникнет никаких аварийных ситуаций.
- Высокая пластичность. При монтаже материалу можно придать любую желаемую форму. Для этого лучше всего использовать специальные трубогибы, которые препятствуют заламыванию.
- Доступность материала и фитингов для соединения.
- Устойчивость к перепадам температур. Разброс может находиться в пределах от –100°C до + 250°C. При этом металл не теряет своих свойств и прочности.
- Устойчивость к возникновению наростов и засоров. Внутренние стенки являются очень гладкими, поэтому твердым частицам просто не за что зацепиться.
- Стойкость к окислению. При взаимодействии с кислородом на поверхности меди образуется защитная пленка, которая препятствует протеканию дальнейших химических реакций.
Обычно не может быть все идеально, поэтому к выбору стоит подходить учитывая две стороны медали. Есть и недостатки:
- Относительно высокая стоимость. Это правда, что по денежным затратам такой материал нельзя назвать дешевым, но полученный результат во много раз превзойдет и с лихвой компенсирует все затраты.
- Медь — хороший проводник. Это значит, что весь контур обязательно должен быть заземлен. Малейшая утечка в электросети приведет к поражению током потребителей.
- Невозможность применения в паровом отоплении. Это относится только к тем видам, где применяется метод пайки при низкой температуре.
- Некоторая сложность монтажа. Для того чтобы все делать качественно, необходимо будет приловчиться и затратить большое количество времени.
- Необходимость применения защитного рукава. Это, скорее, особенность, чем недостаток. Такое решение потребуется в тех случаях, когда есть необходимость сделать скрытую разводку. Дело в том, что некоторые строительные смеси могут содержать в своем составе вещества, которые хорошо взаимодействуют с медью, приводя к утонению стенок трубы.
- При соединении с другими металлами, например, сталью, потребуется применение латунных переходников. Это необходимо, чтобы предотвратить образование гальванической пары, что привело бы к разрушению места сочленения.
Обратите внимание! В последнее время большую популярность набирает медная труба с хромированием. Применяется она в мебельной промышленности. Из нее можно изготавливать различные замысловатые подставки и держатели.
Виды медных труб
В зависимости от конкретной цели, медные трубы могут быть наделены уникальными свойствами. По способу производства выделяют:
- Отожженные. Этот вариант был разработан для проектов с необходимостью высокой пластичности. Например, они применяются при прокладке фреоновых магистралей. Чаще всего такие изделия поставляются в бухтах. Работать с ними в некотором смысле легче.
- Неотожженные. Они обладают большей прочностью и жесткостью. Это как раз и необходимо для того, чтобы выдерживать давление системы и при этом не подвергаться деформации.
Существуют также различные изделия по форме. Чаще всего, это круглые, но есть и профильные — квадратные и прямоугольные. Второй подвид имеет специфическое применение для некоторых холодильных и сплит-систем. Толщина стенки может находиться в пределах от 0,8 до 3 мм.
Кроме прочего, были разработаны оребренные трубы. Их предназначением является быстрое рассеивание температуры, будь то для охлаждения или отопления. Конструкции увеличенных размеров. Могут применяться вместо стальных и чугунных радиаторов. Производство конструкции может происходить несколькими способами:
- Метод накатывания. За основу берется медный патрубок необходимого диаметра, сверху прессуется алюминиевая лента. При помощи специальных станков производится выдавливание ребер на материале.
- Метод наливки. Непосредственно на трубе при прокатке осуществляется формирование небольшого рифления. Следующий шаг – вдавливание профильной алюминиевой ленты, которая формирует ребра.
- Метод индукции. Две составляющих разогреваются при помощи воздействия тока высокой частоты. Далее производится их соединение, что приводит к их сплавлению.
Обратите внимание! При покупке мягкой медной трубы обязательно проверьте, чтобы торцы были закрыты специальными заглушками. Если этого нет, тогда мусор может свободно попасть внутрь. Для систем кондиционирования это может быть роковым фактом.
Температурные режимы
Как уже говорилось выше, существует два основных вида труб и для каждого из них есть свой метод пайки:
- При высокой температуре. Этот способ подходит для организации различных систем отопления, в том числе и паровых. Припой в этом случае приобретает необходимую консистенцию при достижении 900°C. Сочленения получаются достаточно жесткими и устойчивыми к различным воздействиям.
- При низкой температуре. В этом случае процесс протекает при температуре в 400° или немногим менее. Чаще всего применяется при монтаже бытовых систем.
В каждом случае потребуются соответствующие составляющие и соблюдение определенных требований.
Необходимый инструмент
Для того чтобы успешно завершить операцию по пайке медных труб, понадобятся инструменты и материалы.
Горелка. Их существует несколько разновидностей. Все будет зависеть от того, для какого конкретно способа пайки она необходима. Некоторые изделия могут быть с небольшим съемным баллоном, другие оснащены большими емкостями. Для твердого или высокотемпературного соединения применяют газопламенные вариации (ацетилен-кислород, кислород-пропан, воздух-ацетилен). Для мягкой — ацетилен-воздух, воздух-пропан. В некоторых ситуациях совсем невозможно применять устройства, перечисленные выше, поэтому были также разработаны специальные электрические приспособления. Некоторые виды припоев допускают обработку обычным строительным феном.
Припой. Для различных видов пайки подбираются и разные припои. Для тех систем, где планируется наличие большого давления или других нагрузок, необходимо применять тугоплавкий материал. Обычно он выпускается в виде прутков. Температура его обработки — 650–900°. Чаще всего в его роли выступают соединения меди и фосфора. Также в их состав добавляют дополнительные примеси для того, чтобы осуществлялся процесс флюсования. Для низкотемпературной пайки расходный материал обычно выпускается в виде мягкой проволоки.
Флюс. Это специальный состав, который создан для облегчения процесса пайки. Они также различаются в зависимости от того, для какого температурного режима предназначаются. Могут выпускаться как в жидкой консистенции, так и в пастообразной. Их задачей является очистка места будущего соединения от различных загрязнений, предотвращение проникновения кислорода для успешного протекания реакции, повышение текучести припоя, улучшение адгезии материалов между собой. Обычно на упаковках указано, для каких целей применяется тот или иной продукт.
Труборез. Для медных изделий применяются роликовые изделия. Их точность намного выше, чем при обработке ножовкой по металлу. Также во втором случае будет образовываться стружка, которая впоследствии станет большой проблемой для всего механизма (это критично для систем кондиционирования и холодильников).
Зенковка. Она необходима для того, чтобы придать торцу трубы коническую форму, а также убрать заусенцы. Это во много раз облегчает процесс стыковки основного патрубка и фитинга.
Калибратор. Это специальный прибор, который позволяет увеличивать диаметр трубы до таких размеров, чтобы второй патрубок спокойно поместился внутри. При этом нужно помнить, что длина жала не должна превышать диаметр.
Обычная кисть. Применяется для нанесения флюса на место пайки.
Металлическая щетка. Понадобится для зачистки места примыкания трубы к фитингу.
Прокладка из огнестойкого материала. Позволит защитить стену или другие предметы при выполнении сварки по месту.
Медная труба и фитинги.
Техника безопасности
Процесс пайки сопряжен с высокой температурой, а также выделением различных веществ в процессе плавления материала.
Чтобы предотвратить несчастные случаи и вредное воздействие на организм человека, необходимо соблюдать несколько простых правил безопасности:
- Хороший доступ воздуха. Помещение обязательно должно интенсивно проветриваться. Пренебрежение этим условием может привести к отравлению газами и испарениями.
- Средства индивидуальной защиты. В процессе монтажа очень важно иметь перчатки, которые при термическом воздействии не расплавятся и не загорятся, что могло бы привести к серьезным ожогам. Обязательно использование очков, которые предотвратят попадание мелких частичек в глаза в процессе резки или при разлетании брызг, вследствие нагревания предметов. Желательно также применение средств для защиты дыхательных путей, например, респираторов. Они позволят предотвратить втягивание мелкой медной пыли.
- Правильное обращение с горелкой. Поджиг необходимо производить на безопасном расстоянии от легковоспламеняющихся веществ. Если применяются отдельные баллоны большой емкости, располагать их следует в согласии с требованиями, которые указывает производитель. Важно исключить воздействие на них прямых солнечных лучей или других источников тепла.
Процесс пайки мягким припоем
Этот способ достаточно прост и легко осваивается новичками. Важно соблюсти лишь следующие шаги:
- Делается разметка отрезка, который необходим для конкретного участка. При этом необходимо учитывать, какая часть зайдет в соединительный фитинг. Этот момент очень важен, ведь утопленная часть не должна быть слишком маленькой, т. к. это не даст материалу хорошо состыковаться, но она и не должна быть слишком большой, чтобы не создавать напряжение, которое сократит срок службы.
- При помощи ручного трубореза осуществляется обрезка.
- Кромка тщательно обрабатывается, чтобы убрать заусенцы и придать фаске форму конуса.
- Часть трубы, которая будет заходить в фитинг, зачищается наждачной бумагой.
- При помощи металлической щетки-ершика или наждачной бумаги зачищается внутренняя поверхность фитинга.
- После такой обработки необходимо вставить трубу в соединитель и проверить, заходит ли она на необходимый уровень
- При помощи обычной кисточки на зачищенное место трубы, а также внутреннюю поверхность фитинга наносится флюс.
- Труба вставляется внутрь до упора, для этого предназначен специальный бортик. Патрубок необходимо немного провернуть, чтобы флюс распределился равномерно.
- При помощи тряпки убирается излишек флюса, который выступил на поверхность.
- Следующим шагом будет осуществление нагрева. Начинать его нужно с трубы и плавно передвигаться к месту перехода, где и будет производиться спайка.
- При достижении определенного уровня, необходимо взять припой и прикоснуться к месту соединения. В случае если он не начал моментально приставать, необходимо продолжить нагрев.
- Важно избегать перегрева. Это приведет к выгоранию флюса и плохому контакту с припоем.
- Когда припой начинает плавиться, его необходимо прижимать к горловине, чтобы он мог заходить внутрь соединения. Пламя горелки должно немного опережать его, чтобы он просто не скапывал на поверхность от сильного жара.
- Для горизонтального шва необходимо осуществлять движения снизу вверх, сначала с одной стороны, потом с другой. Для вертикального — как будет удобно в конкретном случае.
- После остывания необходимо влажной тряпкой удалить нагар, а также остатки флюса.
Обратите внимание! Ни в коем случае не ускоряйте процесс остывания. Он должен протекать с естественной продолжительностью. Если не соблюсти этого, то в шве могут появиться микротрещины, которые нарушат герметичность.
Процесс пайки твердым припоем
Такой вид пайки подходит для труб с диаметром больше 22 мм, а также там, где рабочая температура будет выше 175° C. Шаги по подготовке трубы и фитинга будут такими же, как описано выше.
- При помощи тисков или другого приспособления соединяемый узел необходимо прочно зафиксировать. Он должен быть неподвижным на протяжении всей операции.
- Прогрев начинается с трубы. Делать это нужно в 2–3 см от места контакта. Двигаться следует вокруг патрубка и по направлению к месту спайки. Нельзя долго держать горелку на одном месте, это может привести к повреждению исходного материала.
- При использовании медно-фосфорного припоя необязательно использовать флюс. Но он может выступать в роли индикатора. Им можно обмазать место стыковки и прогревать. Когда он станет прозрачным — самое время начинать действовать.
- Когда температура достигнет необходимого уровня, припой будет без усилий растекаться по подготовленному месту. Не следует направлять пламя прямо на него, необходимо вести его с небольшим опережением.
- Правила ведения припоя для горизонтальных и вертикальных стыков такие же, как описывалось для предыдущего случая.
- После завершения процесса остывания место обработки протирается влажной тряпкой для удаления нагара и остатков флюса.
Обратите внимание! Если диаметр трубы 1" и больше, то это может создать проблемы при нагревании места пайки. В этом случае необходимо прогреть сам фитинг, а потом уже трубу и горловину. Дополнительно можно использовать вторую горелку, которая будет поддерживать постоянное значение разогретости.
Некоторые ошибки
Перед началом сборки всей системы лучше взять несколько отрезков трубы и соединителей, чтобы потренироваться. В процессе могут возникнуть некоторые дефекты, их причины следующие:
- Трещина в шве. Причина — быстрое охлаждение, как описывалось выше.
- Деформация трубы или фитинга. Причина — слишком продолжительный разогрев. Обычно хватает примерно 20 секунд для того, чтобы материал дошел до кондиции.
- Плохое схватывание припоя. Причина — недостаточная предварительная обработка. Очень важно снять небольшой слой, чтобы зазор между трубой и фитингом составлял несколько сотых долей миллиметра. Это даст возможность соединителю зайти внутрь.
- Сгибание в месте стыка. Причина — недостаточно утоплена труба в фитинг.
Некоторые действия потребуют определенной сноровки. Но после хорошего обучения в бою обязательно будет легче. Теперь, зная, как паять, и придерживаясь основных правил, вы обязательно достигнете успеха в своей работе.
Видео
Наглядно процесс пайки показан в следующем видеоматериале:
 Ещё пять тысяч лет назад чеканщики из Египта открыли новый вид соединения металлов методом пайки. Суть метода заключается в создании соединения различных металлов путём заполнения швов припоем, который представляет собой расплавленный материал с температурой плавления меньшей, чем у соединяемых частей изделия. В отличие от стали, медные детали целесообразнее соединять методом пайки, чем сваркой. Это особенно важно, если приходится работать с тонкостенными медными трубами, которые находят широкое применение в отопительных, водопроводных, газовых и холодильных системах. С такой работой может справиться даже новичок.
Ещё пять тысяч лет назад чеканщики из Египта открыли новый вид соединения металлов методом пайки. Суть метода заключается в создании соединения различных металлов путём заполнения швов припоем, который представляет собой расплавленный материал с температурой плавления меньшей, чем у соединяемых частей изделия. В отличие от стали, медные детали целесообразнее соединять методом пайки, чем сваркой. Это особенно важно, если приходится работать с тонкостенными медными трубами, которые находят широкое применение в отопительных, водопроводных, газовых и холодильных системах. С такой работой может справиться даже новичок.
Особенности труб из меди
Химический состав, который используется при производстве медных труб, на 99% состоит из меди, но допускаются незначительные примеси олова, железа, сурьмы, свинца.
Трубы из меди бывают твёрдыми (не отожжёнными) и мягкими (отожжёнными). Во время изготовления при механической обработке медный материал теряет свою природную пластичность.
Это свойство можно возвратить путём отжига металла, то есть, нагрева его до 600—700 градусов с последующим охлаждением в естественных условиях. В результате таких действий медная труба получает некоторые технологические преимущества перед твёрдой медью. Конечно, мягкая труба проигрывает в прочности, но зато намного превосходит в пластичности, что увеличивает значение её удлинения при разрыве на 40—60%. Это означает, что мягкую трубу можно легко изгибать, не опасаясь её разрыва. Благодаря пластической деформации меди, такие трубы могут исключить разрыв водопровода при случайном его замораживании.
Медные трубы обладают такими достоинствами:
 долговечность эксплуатации;
долговечность эксплуатации;- прочность;
- способность легко подвергаться обработке;
- не боятся ультрафиолетового излучения;
- выдерживают максимально высокие температуры;
- безаварийно работают под высоким давлением;
- обладают бактерицидными свойствами;
- не поддаются коррозии;
- имеют высокую теплопроводность и гладкую поверхность.
Конечно, более высокую стоимость меди, в сравнении с другими современными материалами можно отнести к её недостаткам, но технология пайки позволяет сэкономить на фитингах.
Методы пайки медных деталей
Неразъёмное соединение труб на промышленных объектах, как и пайка меди в домашних условиях, осуществляется двумя методами:
- Высокотемпературный способ — применяется на трубопроводах, эксплуатируемых при высоких температурах и с большой нагрузкой. Расплавление припоя этим методом происходит при температуре 600—900℃.
- Низкотемпературный метод — используется для систем бытового назначения. При использовании мягкого припоя нагревание места пайки достигает 450℃, а для твёрдого припоя — более 450℃.
Инструменты и приспособления
Конечно, для пайки медных труб своими руками в стандартном исполнении можно использовать многие элементы, которые несложно обнаружить в собственных домашних запасах. В крайнем случае придётся приобрести специальные приспособления для выполнения технологического процесса пайки. Итак, чтобы произвести качественный монтаж медных изделий может понадобиться:
 Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.
Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.- Приспособление для снятия фаски — служит для удаления различных заусенцев и закругления места разреза.
- Расширитель труб поможет во многих ситуациях обойтись без применения фитингов. Для пайки нужно увеличить диаметр одного конца трубы, чтобы туда вставить другую заготовку.
- Щётки и ёршики помогут очистить от окиси место пайки труб.
- Для повышения безопасности работ на сопло горелки нужно установить рефлектор (отражатель) огня, который поможет защитить горючие материалы, расположенные вблизи места работы. Это предотвратит потери тепла и обеспечит равномерный прогрев трубы.
- Газовая горелка является основным инструментом для пайки медных труб. Существует несколько разновидностей горелок- от высокопроизводительных моделей до бытовых устройств.
По мощности горелки подразделяют:
- Для разогрева труб и пайки мягким припоем.
- Для проведения работы твёрдым или мягким припоем (полупрофессиональные).
- Для осуществления пайки твёрдым припоем (профессиональные).
- Термофеном можно разогреть легкоплавкий припой. Такой инструмент способен давать струю горячего воздуха до 650℃.
Материалы для соединения меди
Весь технологический процесс пайки медных трубок газовой горелкой можно осуществить с помощью флюса и припоя для меди, а также как с применением фитингов, так и без них.
Флюс и паяльная паста
Флюс для пайки медных труб имеет огромное значение для образования качественного соединительного шва. Он может быть низкотемпературным с активностью до 450 ℃, и высокотемпературным — более 450 ℃.
Применение флюса необходимо в случае:
- качественной очистки поверхности соединяемых труб от окислов;
- защиты места соединения от кислорода, который содержится в воздухе;
- повышения сцепления припоя с поверхностью металла;
- улучшения процесса растекания припоя.
На сегодняшнее время существуют следующие разновидности флюсов:
- активированные;
- кислотные;
- некислотные;
- антикоррозийные.
Паяльная паста представляет собой густую массу, состоящую из флюса, маленьких частиц припоя и добавок специального действия. Такой состав часто применяется на промышленных предприятиях при пайке радиотехнических деталей на печатных платах. Форма в виде пасты очень удобна для нанесения на мелкие детали.
Виды припоев
 Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.
Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.
Применение припоев с низкой температурой плавления позволяет спаять детали в условиях, мало влияющих на прочность меди, но при этом соединительный шов имеет худшие механические параметры. Припои для высокотемпературного соединения увеличивают прочность места стыковки металлов, но требует определённых навыков, чтобы исключить пережог меди.
Существует большое количество бессвинцовых припоев, которые способны обеспечить довольно высокое качество стыковочных работ. В основном это сплавы олова (95—97%) с медью, сурьмой, висмутом, серебром, селеном. Лучшими свойствами обладают серебросодержащие припои. Широкое применение получили и трёхкомпонентные виды, в состав которых входит олово, медь и серебро. Использование оловянно-свинцовых припоев ограничено из-за вредности свинца.
Высокотемпературную пайку осуществляют твёрдыми припоями медно-фосфорного состава. Такие составы при соединении двух медных деталей не требуют применения флюсов. Очень благоприятно влияет на качество стыковки одинаковый коэффициент термического расширения меди.
Изготавливают твёрдые припои в виде профильных стержней, а мягкие — в виде проволоки диаметром 2—3 мм.
Соединительные фитинги
 При отсутствии специального инструмента для качественной резки и расширения места соединения, применяются технологические медные переходники (фитинги), которые имеют строго регламентированный диаметр раструба.
При отсутствии специального инструмента для качественной резки и расширения места соединения, применяются технологические медные переходники (фитинги), которые имеют строго регламентированный диаметр раструба.
При всём разнообразии видов таких деталей чаще используются три основных формы: углы — способствуют изменению направления трубопровода на 90 градусов, тройники — обеспечивают ответвление от трубы и муфты — служат для соединения двух труб.
Фитинги имеют довольно высокую стоимость, поэтому многие специалисты стараются обойтись без них, обрабатывая место стыковки специальными приспособлениями.
Существуют специальные фитинги с готовым припоем, который в виде валика размещён по краям детали. Запаять трубы таким фитингом очень просто нужно только соединить поверхности и нагреть их до температуры плавления припоя.
Технология пайки медных труб
Весь технологический процесс соединения деталей из медного материала условно можно разделить на подготовительные операции и непосредственно сам этап создания крепкого стыка.
Основные операции соединения при помощи горелки:
 Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.
Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.- После резки нужно снять наружную и внутреннюю кромки. Наружная фаска удаляется для облегчения сборки, а внутренняя может оказывать сопротивление потоку воды или газа. Существуют специальные приспособления для проведения такого рода операций. Иногда они встраиваются непосредственно в труборез, а иногда выступают в роли отдельного приспособления.
- Следующим шагом будет зачистка сопрягаемых частей детали от окислов. Внешнюю поверхность легко очистить мелкой абразивной бумагой либо специальным устройством с отверстием, обрамлённым стальной щёточкой. Для очистки внутренней кромки применяются ёршики, сетка или наждачная бумага, навёрнутая на любой штырь соответствующего диаметра. После очистки поверхности до блеска нужно удалить остатки абразива, которые существенно снижают качество пайки.
- После очистки необходимо нанести на поверхность флюс. Пастообразный состав наносится с помощью кисточки на наружную часть вставляемой трубы. После этого сразу производится соединение деталей, чтобы избежать попадания мусора.
- Во время сборки сопрягаемые детали нужно повернуть друг относительно друга, чтобы осуществить полное распределение флюса по поверхности. Затем удаляются хлопчатобумажной ветошью излишки флюса, а детали закрепляются в удобном для пайки положении.
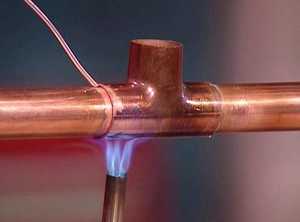
- Прежде чем приступить к нагреву труб, необходимо удалить все пластмассовые и резиновые детали, которые могут пострадать во время пайки. Пламя горелки должно быть нормальным — без недостатка или избытка кислорода. Сбалансированное пламя обладает ярко-синим цветом. Излишний кислород в пламени окисляет поверхность металла, на что указывает окисный чёрный налёт. Прогревать место соединения необходимо равномерно, перемещая пламя с разных сторон изделия. Когда припой начинает плавиться, значит температура пайки достигла оптимального значения. После полного заполнения соединительных швов расплавленным припоем нужно отнести пламя горелки от стыка и дать возможность остыть месту пайки естественным путём.
После полного остывания места стыковки металлов необходимо удалить остатки флюса ветошью, смоченной раствором спирта.
Недопустимые ошибки
 Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
При нанесении флюса важно стараться не пропустить ни одного малейшего участка поверхности, ведь любой дефект может стать причиной плохого контакта.
Если какой-нибудь участок поверхности будет слабо прогрет, это приведёт к слабому сплавлению двух металлов. Перегрев может привести к сгоранию флюса и образованию окалины или окиси на месте пайки, что влияет на её надёжность.
Техника безопасности
Так как паяльные работы ведутся с использованием высокого нагрева, необходимо строго все операции выполнять в защитных перчатках.
Наличие опасных химических испарений может привести к поражению органов дыхания, поэтому работы нужно проводить в хорошо вентилируемом помещении и в защитной маске.
Пайка труб из медного материала не представляет особой сложности. Более подробно расскажет о пайке медных проводов видеоурок, который можно посмотреть на многих сайтах интернета.


Отправить ответ