
Сварка разнородных сталей нержавеющей и обычной
Содержание:
- 1 Сварка нержавеющей стали со сталью 3
- 1.1 Сварка нержавеющей стали со сталью 3
- 1.2 Re: Сварка нержавеющей стали со сталью 3
- 1.3 Re: Сварка нержавеющей стали со сталью 3
- 1.4 Re: Сварка нержавеющей стали со сталью 3
- 1.5 Re: Сварка нержавеющей стали со сталью 3
- 1.6 Re: Сварка нержавеющей стали со сталью 3
- 1.7 Re: Сварка нержавеющей стали со сталью 3
- 1.8 Re: Сварка нержавеющей стали со сталью 3
- 1.9 Re: Сварка нержавеющей стали со сталью 3
- 1.10 Re: Сварка нержавеющей стали со сталью 3
- 1.11 Re: Сварка нержавеющей стали со сталью 3
- 1.12 Re: Сварка нержавеющей стали со сталью 3
- 1.13 Re: Сварка нержавеющей стали со сталью 3
- 1.14 Re: Сварка нержавеющей стали со сталью 3
- 1.15 Re: Сварка нержавеющей стали со сталью 3
- 1.16 Re: Сварка нержавеющей стали со сталью 3
- 1.17 Re: Сварка нержавеющей стали со сталью 3
- 1.18 Re: Сварка нержавеющей стали со сталью 3
- 1.19 Re: Сварка нержавеющей стали со сталью 3
- 1.20 Re: Сварка нержавеющей стали со сталью 3
- 2 Можно ли сварить чёрный металл с нержавейкой
- 3 Трудности в сварке разнородных сталей
- 4 Технологии сварки нержавейки и чёрного металла
- 5 Применяемые электроды
- 6 Как проконтролировать качество соединения
- 7 Правила безопасности
Сварка нержавеющей стали со сталью 3
Сварка нержавеющей стали со сталью 3
obgesit » 22 янв 2012, 09:27
Re: Сварка нержавеющей стали со сталью 3
SPEC-PISDEC » 22 янв 2012, 13:42
Ниже по тексту таблица, там и найдете ответ на свой вопрос!
Re: Сварка нержавеющей стали со сталью 3
obgesit » 22 янв 2012, 18:41
Ниже по тексту таблица, там и найдете ответ на свой вопрос!
Хорошая ссылочка , спасибо!
Re: Сварка нержавеющей стали со сталью 3
obgesit » 16 фев 2012, 16:07
Re: Сварка нержавеющей стали со сталью 3
welder » 16 фев 2012, 17:13
Re: Сварка нержавеющей стали со сталью 3
obgesit » 16 фев 2012, 18:38
Да. Спасибо, Welder.
Почитал, полистал, нашел таблицу. (сварка углеродистых и низколегированных сталей с высоколегированными аустенитными, марки электродов: ОЗЛ-312, ОЗЛ-6, НИАТ-5, ЭА-395/9, НИИ-48Г). Только изделие уже сваренно. На ЦТ-15, Вари, если, что не так переделаешь. Уроды.
ОЗЛ-6 на постоянке можно использовать?
. Рыдаю. и истерически смеюсь. снова рыдаю.
Re: Сварка нержавеющей стали со сталью 3
LEPILA » 16 фев 2012, 19:14
Re: Сварка нержавеющей стали со сталью 3
welder » 16 фев 2012, 19:37
Re: Сварка нержавеющей стали со сталью 3
obgesit » 16 фев 2012, 19:49
Ну они хотели, чтобы шов был гермитичным, как выяснилось. Спец жидкостью будут дефектоскописты проливать, просветить не смогут всё-равно. Теперь то вряд ли прокатит, но попробывать стоит. Поры встречаются. Буду делать ремонт шва. Про температуру не знаю.
Re: Сварка нержавеющей стали со сталью 3
obgesit » 16 фев 2012, 19:56
"слышь, проститутка от сварки, думай что пишешь. Много лишнего сказал". Тебе на ять бы знать неплохо за речью следить своей. А то когда-нибудь сам заскулишь, как щенок, только совершенно от другого. За языком маленько то следить надо.
Re: Сварка нержавеющей стали со сталью 3
SPEC-PISDEC » 16 фев 2012, 21:30
Откуда сварщикам знать азы науки, если такие как Вы рубите им экзамен, хотя бы тот не большей что предлагает НАКС.
А, форум на то и форум чтоб вопросы задавать, и будьте немного добрее.
Re: Сварка нержавеющей стали со сталью 3
LEPILA » 17 фев 2012, 09:32
Re: Сварка нержавеющей стали со сталью 3
obgesit » 09 мар 2012, 14:38
Re: Сварка нержавеющей стали со сталью 3
SPEC-PISDEC » 09 мар 2012, 17:18
Re: Сварка нержавеющей стали со сталью 3
obgesit » 09 мар 2012, 17:40
Re: Сварка нержавеющей стали со сталью 3
obgesit » 11 мар 2012, 14:48
Всё, что есть о проволоке, упаковки больше нет)
GWS
GRADE:
ER321
DIA:1
N.W:15 KGS
Re: Сварка нержавеющей стали со сталью 3
SPEC-PISDEC » 12 мар 2012, 08:49
Re: Сварка нержавеющей стали со сталью 3
obgesit » 13 мар 2012, 02:42
Re: Сварка нержавеющей стали со сталью 3
SPEC-PISDEC » 13 мар 2012, 08:43
8% типа 03Х17Н14М2, 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304 и т.п. в среде защитных газов (Ar). Наплавленный металл 308 L Si обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии , а наличие кремния обеспечивает высокое качество шва. Проволока применяется в пищевой пром-сти, нефтехиммашиностроении для изготовления трубопроводов, емкостей ,бойлеров и т.п..
Ток = (+).
ER 308L Si / AWS A5.9
G 19 9 L Si / EN 12072
Аналог проволок:
С ****Мир вращается вокруг сварки. ****
http://www.stroyinf.ru/cgi-bin/mck/gost.cgi?c=1
Re: Сварка нержавеющей стали со сталью 3
obgesit » 13 мар 2012, 14:17
Электродуговая сварка является, пожалуй, одним из самых распространённых методов соединения металлических деталей. Технологически процесс сваривания металла выглядит таким образом: под действием электрической дуги, металл в зоне варки плавится и, смешиваясь, соединяет детали. Фактически получается одна целая деталь, поэтому сварочное соединение по характеристикам равно цельнометаллической детали.

Разные сплавы имеют разную температуру плавления и текучесть, поэтому иногда появляются сложности, когда требуется сварить два разных вида металла. Например, нержавейку и чёрный металл.
Можно ли сварить чёрный металл с нержавейкой
Ещё на заре зарождения электродуговой сварки, изобретатель Николай Гаврилович Славянов представил публике небезызвестный «Стакан Славянова». Этот стакан примечателен тем, что он состоит из семи металлов, которые нельзя сплавить естественными методами. Несмотря на различные характеристики чёрного металла и нержавейки, сварить их, тем не менее можно. О том, как происходит сварка нержавейки с простым чёрным металлом, основных трудностях процесса и способах их решения будет рассказано ниже.

Схема сварки нержавейки с черным металлом
Трудности в сварке разнородных сталей
Как говорилось выше, при варке сплавов разных сортов, а также во время сваривания сталей разных марок, могут возникнуть некоторые сложности. Основные трудности, которые могут возникнуть:
- Разная теплопроводность. Может служить причиной прожога деталей во время сварочного процесса. Чем хуже металл отводит тепло от сварочной ванны, тем выше её температура. Уменьшение сварочного тока снижает температуру, но может привести к непровару в соединении.
- Разное линейное расширение. При нагреве все тела увеличиваются в размерах, при остывании, соответственно принимают прежние размеры. Таким образом, изменение размера в процессе остывания могут послужить причиной разрыва сварочного шва или образованием в нём трещин.
- Разница в электрическом сопротивлении. Влияет на перегрев электрода во время сварочного процесса. Это также сказывается на прочности шва.

Разнородные слои при сварке
Перегрев некоторых видов металлов ведёт к печальным последствиям. Нержавейка, например, при температуре свыше 500 градусов теряет свои свойства. То есть из нержавейки она превращается в обычный чёрный металл. Сварка приводит к перегреву стали в месте шва, поэтому на месте сварочного шва часто выступает ржавчина. Несмотря на кажущиеся трудности, сварка нержавейки и чёрного металла возможна при соблюдении ряда определённых правил.
Технологии сварки нержавейки и чёрного металла
Перед тем как ответить на вопрос «как сварить нержавейку с обычным чёрным металлом», следует рассмотреть существующие способы получения сварного соединения. Наиболее распространены следующие способы:
- MMA. Ручная электродуговая сварка при помощи электрода в специальной обмазке.
- MIG. Полуавтоматическая сварка в среде защитного газа с применением специальной проволоки.
- TIG. Сварка в среде инертного газа неплавящимся вольфрамовым электродом.

Практически все виды металлов, в том числе и нержавейку с чёрным можно сваривать электродом, однако, потребуется подобрать электрод, обладающий определёнными характеристиками. В принципе, при этом получается неплохое соединение, однако, в промышленных условиях сварка разнородных сталей нержавеющей обычной производится в среде защитного газа. Это обусловлено тем, что сварной шов, при контакте с воздухом, насыщается азотом и становится довольно хрупким. Что является недопустимым при создании ответственных или несущих конструкций, поэтому, например, способы сварки швеллеров между собой предусматривают исключение попадания воздуха к остывающему сварному шву. При сварке большинства изделий, изготовленных из нержавейки, в качестве защитного газа используется аргон. Он обладает большой инертностью и не вступает в реакцию с расплавленным металлом в зоне шва. Также аргон имеет молекулярную массу выше, чем у воздуха, поэтому полностью вытесняет его из зоны сварки.

Технология сварки нержавейки с черным металлом
В процессе сваривания, плавится больше нержавеющая сталь, а чёрный только-только становится вязким. Для равномерного распределения расплавленного металла и получения прочного и красивого шва, свариваемые детали необходимо расположить строго горизонтально. В принципе, этого требуют все методы сварки нержавейки.
Дополнительно стоит упомянуть, что во время процесса сваривания, электрод должен находиться строго перпендикулярно свариваемой поверхности.
Сварку всегда ведут только при постоянном токе, переменка при варке нержавейки и чёрной стали – недопустима. Всё это позволит достичь высокого качества и прочности сварных швов. Помимо техники, немаловажным фактором, играющим большую роль в получении прочного шва, является правильный выбор присадочной проволоки или электрода.
Применяемые электроды
Разобравшись с технологией сварки, можно переходить к вопросу какими электродами и присадочной проволокой следует воспользоваться для сварки чёрного металла и нержавейки. Проволока, применяемая в процессе сваривания двух различных сталей должна содержать не менее 30% основного материала. Степень его легирования должна быть такой же или выше, как у свариваемых металлов. В случае с нержавейкой и чёрным – основным материалом является нержавеющая сталь (как имеющая наиболее высокую степень легирования). Остальную долю в присадочном материале занимает никель и марганец.

Электроды для сварки
В принципе, хорошее сварное соединение для не сильно ответственных конструкций, можно получить и без применения специальных расходных материалов. Чаще всего применяются для соединения нержавеющей и обычной стали нержавеющий электрод или нержавеющая присадочная проволока. Такие электроды содержат повышенное количество легирующих компонентов, позволяющих компенсировать их выгорание в процессе нагрева.
Если необходимо сварить какую-либо ответственную конструкцию, следует обратить внимание на специальные переходные электроды для варки разнородных или трудно свариваемых сталей. При их использовании наплавляется специальный промежуточный (или буферный) слой, который и позволяет соединить детали. Наиболее часто используются электроды ОЗЛ-312 (в случае, когда химический состав сталей вообще неизвестен) и НИИ-48Г.
Как проконтролировать качество соединения
Проверку полученного шва проводят после полного его остывания. В первую очередь производят визуальный осмотр поверхности на наличие трещин или прожига деталей. Если требуется герметичность соединения, то проверку продолжают с применением керосина или аммиака. С помощью керосина проверяются микротрещины, которые могли возникнуть в процессе сваривания. Для этого с одной стороны проверяемого шва наносят меловой раствор, а с другой стороны — керосин, подкрашенный красителем. Если меловой раствор изменил цвет – герметичность шва отсутствует. В том месте, где произошло окрашивание и отсутствует герметичность. Эффект окрашивания основан на капиллярном проникновении керосина по микротрещинам. Именно керосин также выбран неслучайно, эта жидкость имеет очень большую текучесть. Проверка аммиаком не отличается от проверки с помощью керосина, только в этом случае меловой раствор заменяют специальными индикаторами, меняющими цвет.

Качество соединения шва
Ответственные замкнутые конструкции можно также проверить и на герметичность, и на прочность одновременно. Для этого используется искусственно создаваемое гидравлическое давление.
Важно помнить, что если есть подозрение в заведомо слабом сварном шве, то применять этот способ категорически запрещено.
Проверка качества шва позволит быть уверенным, что удалось качественно сварить детали.
Правила безопасности
При проведении любых сварочных работ всегда необходимо соблюдать правила техники безопасности. Особенно это касается процесса сваривания нержавейки и чёрной стали.

Нержавейка очень текуча в расплавленном состоянии и может сильно разбрызгиваться, поэтому всегда необходимо надевать защитный костюм сварщика и рукавицы.
Сварочную маску также желательно выбирать закрытого типа.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Высоколегированные стали содержат дорогие, дефицитные элементы, что обусловливает необходимость их экономии.
Одним из путей экономии высоколегированных сталей является изготовление установок, машин и механизмов комбинированными. Такое изготовление вполне возможно, так как во многих случаях в условиях, требующих специальных сталей, работает не вся конструкция, а лишь отдельные ее узлы или детали. Остальная часть конструкции находится в обычных условиях и может быть изготовлена из среднелегированной, низколегированной или даже обычной углеродистой стали.
а, В комбинированной конструкции необходимо соединять между собой отдельные ее части. Для работы в агрессивной среде или в условиях высокой температуры это соединение целесообразно выполнять при помощи сварки. Однако при этом необходимо сваривать между собой стали, существенно отличающиеся друг от друга своими физико-химическими свойствами, в связи с чем довольно трудно получить качественное и надежно работающее в особых условиях сварное соединение.
Сварка высоколегированных сталей со средне- или низколегированными и обычными углеродистыми явилась настолько трудной задачей, что составила самостоятельную проблему, известную как проблема сварки разнородных сталей.
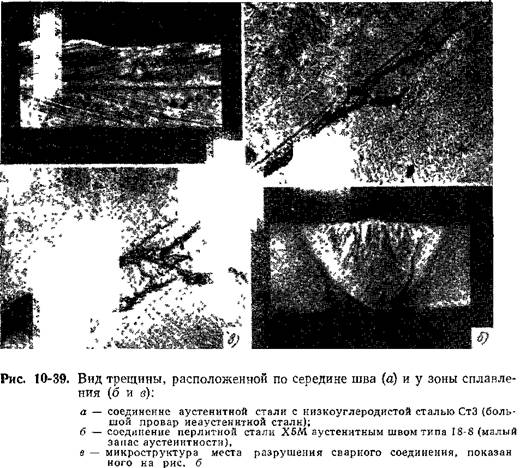
Первая трудность сварки разнородных сталей заключается в том, что в процессе изготовления сварного соединения или при его эксплуатации в шве часто образуются трещины, которые проходят по его середине или у границы сплавления (рис. 10-39).
Вторая и основная трудность сварки разнородных сталей обусловлена тем, что в зоне их сплавления может происходить изменение структуры с образованием прослоек, существенно отличающихся от структуры сплавляемых металлов (рис. 10-40, б). Термин сплавляемые металлы здесь и далее применен для упрощения выражения основной металл и металл шва. Изменение структуры сплавляемых металлов может быть настолько сильным, что существенно снизятся их прочностные и пластические характеристики (рис. 10-40, а). В результате возможно преждевременное (аварийное) разрушение весьма ответственной конструкции.
Указанное изменение структуры в зоне сплавления разнородных сталей принято считать образованием в ней структурной
неоднородности. Сварные соединения разнородных сталей, в которых структура сплавляемых металлов не изменяется до границы сплавления, являются вполне технологичными и могут надежно работать во всех тех условиях, для которых они предназначены. Для отличия этих соединений от тех, в которых наблюдается указанное выше изменение структуры, зону сплавления в них следует считать структурно однородной, хотя соединенные металлы обладают разной структурой.
Образование структурной неоднородности возможно не только в соединениях собственно разнородных сталей, но и в биметалле, соединениях неаустенитных сталей с аустенитным швом, а также в зоне сплавления различного рода высоколегированных наплавок на средне- или низколегированную сталь. Поэтому конструкции из катаного и наплавленного биметалла и из неаустенитных сталей с аустенитным швом также следует относить в конструкциям из разнородных сталей.
Сварка разнородных сталей затруднена еще и тем, что они в подавляющем большинстве случаев отличаются друг от друга величиной коэффициентов линейного расширения. В силу этого сварные соединения таких сталей остаются напряженными даже
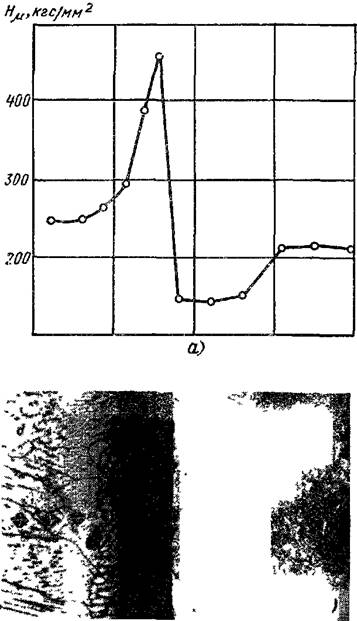
Рис. 10-40. Структурная неоднородность металла зоны сплавления разнородных сталей и распределение в ней твердости; X 100
после их термообработки. Более того, в сварных соединениях разнородных сталей, подвергнутых термообработке или эксплуатируемых в условиях высоких температур, из-за существенного различия коэффициентов линейного расширения сплавляемых металлов в зоне сплавления создается резкое изменение (скачок) напряжений, нередко даже с переменой знака. Это усугубляет напряженное состояние зоны сплавления — этого наиболее слабого участка сварных соединений. Поэтому сварные соединения разнородных сталей нецелесообразно подвергать термообработке даже в случаях, когда она желательна по другим соображениям.
Отмеченные трудности обусловили особенности сварки разнородных сталей, заключающиеся в том, что для получения качественных и надежно работающих в специфических условиях сварных соединений необходимо применять технологию сварки, которая предотвращает образование трещин в металле шва, исключает изменение в зоне сплавления химического состава и структуры сплавляемых металлов, приводящее к образованию указанной выше структурной неоднородности, и обеспечивает получение сварных соединений с возможно более близким коэффициентами линейного расширения сплавляемых металлов.
Возникновение трещин в швах сварных соединений разнородных сталей обусловлено появлением в них мартенситной структуры, снижающей пластичность металла. Швы с мартенситной структурой образуются, прежде всего, при чрезмерном разбавлении высоколегированного металла менее легированным, что имеет место в случае большого проплавления свариваемого металла. Непластичные структуры могут образовываться также вследствие того, что в зоне сплавления металлов, сильно отличающихся друг от друга по химическому составу, неизбежно возникновение переходного слоя. В последнем концентрация элементов постепенно изменяется от содержания их в одном из сплавляемых металлов до их содержания в другом. Увеличение этого слоя до определенной ширины и приводит к появлению трещин, наблюдаемых у границы сплавления.
Уже накоплено немало сведений о природе и механизме образования в металле шва указанных трещин. Поэтому предотвращение их возникновения не вызывает особых затруднений. Значительно труднее получить сварные соединения разнородных сталей, стойкие против образований в зоне сплавления структурной неоднородности.
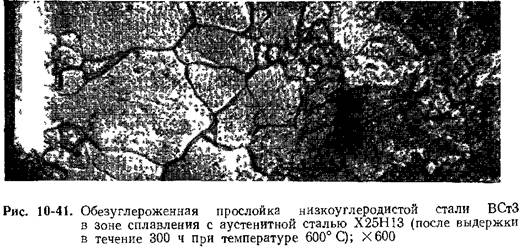
Наблюдаемая в зоне сплавления разнородных сталей структурная неоднородность состоит из обезуглероженной прослойки со стороны менее легированной стали и науглероженной прослойки со стороны более легированной стали. Эти прослойки образуются вследствие перемещения углерода из первой во вторую (рис. 10-41).
Появление структурной неоднородности и степень ее развития определяются всеми факторами, способствующими перемещению углерода из менее легированного металла в более легированный. Решающие из них: последующий нагрев сварного соединения до температур, вызывающих заметную миграцию углерода; время выдержки сварного соединения при этих температурах и химический состав сплавляемых металлов, в особенности содержание в них углерода и карбидообразующих элементов.
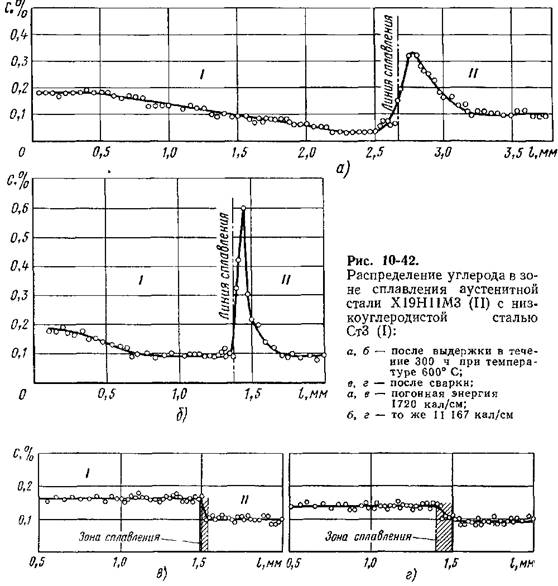
В состоянии после сварки, особенно в соединении с однослойным швом, если даже он выполнен на довольно мощном режиме, в зоне сплавления не обнаруживается перераспределения углерода, характерного для структурной неоднородности
(рис. 10-42, а, б). В таких соединениях структурная неоднородность не обнаруживается и тогда, когда менее легированной сталью в них является обычная углеродистая сталь СтЗ, которая совершенно не содержит элементов, связывающих углерод в прочные карбиды (рис. 10-40, 10-41, 10-42, в, г).
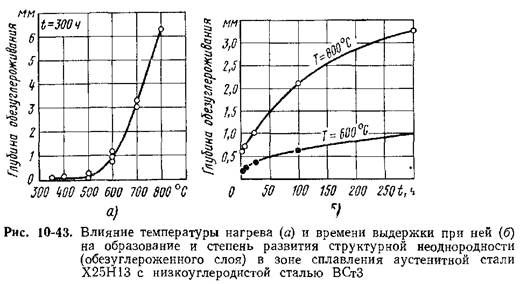
Структурная неоднородность в зоне сплавления разнородных сталей возникает лишь при нагреве сварного соединения до температуры 350° С (рис. 10-43, а). Однако существенное развитие она получает при более высоких температурах (около 500° С). Наиболее интенсивно развивается эта неоднородность при температуре 600—800° С. До температуры 350° С характерной структурной неоднородности не наблюдается даже в случае применения в качестве менее легированного металла обычной низкоуглеродистой стали ВСтЗ.
Увеличение продолжительности выдержки также усиливает степень структурной неоднородности (рис. 10-43, б), однако не столь интенсивно, как повышение температуры. Более того, после длительной выдержки с дальнейшим увеличением ее длительности интенсивность развития структурной неоднородности снижается. Особенно сильно она снижается при температурах ниже 600° С. Вместе с тем при нагреве до температур выше 600° С структурная неоднородность получает заметное развитие даже при выдержках, исчисляемых минутами. Из изложенного следует, что термообработка сварных соединений разнородных сталей нежелательна также из-за возможного при этом образования в зоне сплавления характерной структурной неоднородности.
Если в высоколегированном металле отсутствуют сильные карбидообразующие элементы, структурная неоднородность не образуется даже в зоне сплавления его с обычной углеродистой сталью. Наличие же карбидообразующих элементов вызывает появление этой неоднородности и в том случае, если менее
легированный металл является технически чистым железом. Образуется она также тогда, когда высоколегированный металл содержит значительно (в 5—10 раз) больше углерода, чем менее легированный. Последнее объясняется тем, что перемещение углерода в зоне сплавления разнородных сталей вызывается различием не общего содержания углерода в наплавленном металле, а различием его термодинамических активностей, определяемых количеством этого элемента в твердом растворе.
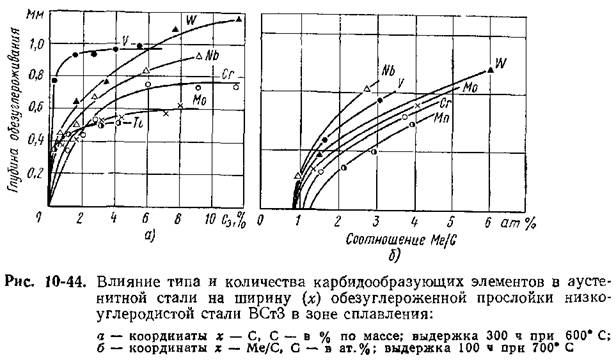
Влияние карбидообразующих элементов на образование структурной неоднородности в зоне сплавления разнородных сталей зависит от типа элемента и его содержания (рис. 10-44), причем влияние типа элемента сказывается сильнее, чем его количества. Интенсивность влияния карбидообразующего элемента усиливается с возрастанием его сродства к углероду и располагается
в следующей последовательности: Fe, Mn, Cr, W, V, Nb, Ti. Однако такая последовательность имеет место лишь при выражении концентрации карбидообразующего элемента в атомных процентах, а не процентах по массе (рис. 10-45, б). Поэтому принято считать, что перемещение углерода в зоне сплавления разнородных сталей определяется не общим содержанием карбидо-образующих элементов, а свободным (не связанным с углеродом) их количеством.
Изменение количества карбидообразующего элемента сказывается неравномерно на развитии структурной неоднородности в зоне сплавления разнородных сталей. После некоторого предела, различного для каждого из карбидообразующих элементов,
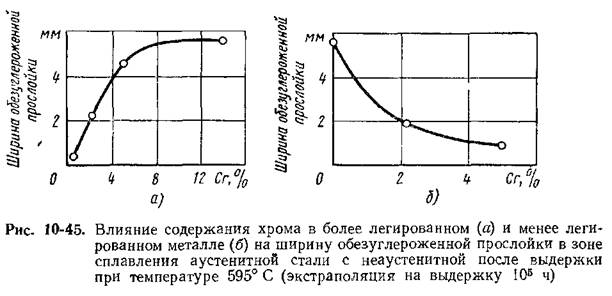
степень влияния элемента сильно уменьшается, причем для большинства из них это эффективное количество сравнительно невелико, например для хрома оно близко к 6% (рис. 10-45, а). Поэтому при необходимости вполне возможно повышать содержание карбидообразующего элемента в высоколегированном металле за пределы его эффективной концентрации без опасения заметного усиления структурной неоднородности в зоне сплавления.
Отмеченная закономерность влияния количества карбидообразующих элементов сохраняется и в случае их введения в менее легированную сталь (рис. 10-45, б). В связи с этим предотвратить образование структурной неоднородности в зоне сплавления разнородных сталей можно путем увеличения в менее легированном металле количества карбидообразующих элементов до такой степени, при которой еще сохраняются приемлемыми его свойства.
Развитию структурной неоднородности в зоне сплавления разнородных сталей способствуют также напряжения, вызываемые различием коэффициентов линейного расширения сплавляемых металлов.
Из изложенного можно сделать вывод, что разнородные стали необходимо сваривать с минимальным их проваром. Во многих случаях даже при минимальном проваре для обеспечения допустимого разбавления наплавленного металла необходимо применять соответствующие сварочные материалы. Например, неаустенитные стали с аустенитными не следует сваривать электродами типа ЭА-1, так как они обеспечивают получение наплавленного металла, содержащего 18% Сг и лишь 8% №, в связи с чем он обладает весьма малым запасом аустенитности. В данном случае целесообразно применять электроды, обеспечивающие металл шва с более высоким запасом аустенитности.
Для предотвращения трещин, возникающих в металле шва у линии сплавления, разнородные стали необходимо сваривать так, чтобы ширина переходного слоя была минимальной. Это достигается снижением силы сварочного тока и напряжения дуги, а также увеличением скорости сварки. Повышение степени легирования металла шва также уменьшает ширину прослойки малопластичных структур в переходном слое.
Что касается предупреждения образования структурной неоднородности в зоне сплавления разнородных сталей, то общим в решении этой задачи является выполнение сварки с применением мер, снижающих разницу термодинамической активности углерода в сплавляемых металлах. Одним из вариантов практического решения указанной задачи может быть применение в качестве менее легированного металла такой низко- или среднеле-гированной стали, которая содержит достаточное количество энергичных карбидообразующих элементов. В такой стали углерод будет связан в стойкие карбиды, и, следовательно, существенно уменьшится вероятность перемещения его в более легированную сталь.
Если в изготовляемой конструкции менее легированной является сталь, в которой карбидообразующие элементы недостаточно связывают углерод, сваривать ее с высоколегированной сталью можно через вставку из стабилизированной стали, т. е. стали, содержащей более сильные карбидообразующие элементы или большее их количество.
Однако практически осуществить указанные рекомендации не всегда возможно, так как выбор низко- или среднелегированных сталей, содержащих требуемые карбидообразующие элементы, весьма ограничен. Более приемлемой в этом отношении может быть предварительная облицовка свариваемых кромок используемой низко- или среднелегированной стали слоем металла, содержащего нужные карбидообразующие элементы. Однако и это нельзя признать способом, полностью решающим проблему сварки разнородных сталей. Обусловлено это тем, что во многих случаях для предупреждения миграции углерода металл облицовочного слоя получается такого состава, при котором в нем неизбежно образуются трещины либо в процессе выполнения облицовки, либо при последующей сварке.
В связи с изложенным основным путем решения вопроса сварки разнородных сталей следует признать применение сварочных материалов, способствующих получению аустенитного металла шва с высоким содержанием никеля, который, как показала практика, обеспечивает вполне стабильную зону сплавления. Преимущество высоконикелевого металла состоит также в близости его коэффициента линейного расширения к этому коэффициенту низко- и среднелегированных сталей. В связи с тем, что никель является дефицитным и довольно дорогим элементом, а также элементом, способствующим образованию горячих трещин в сварных швах, в металле последних целесообразно иметь лишь то количество никеля, которое необходимо для предупреждения
образования структурной неоднородности в зоне сплавления с менее легированной сталью.
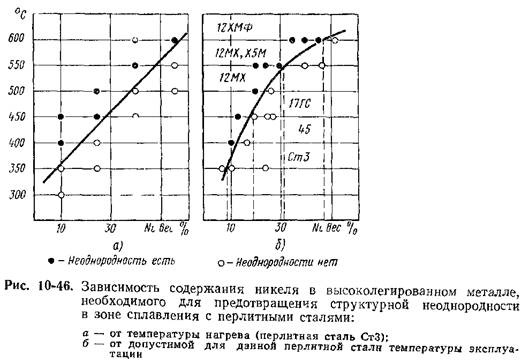
Необходимая концентрация никеля в металле шва существенно зависит от температуры нагрева сварного соединения (рис 10-46, а). Следовательно, эта концентрация зависит от класса используемой в данном сварном соединении менее легированной стали, который и определяет допустимую температуру его эксплуатации (рис. 10-46, б). Это обстоятельство позволяет дифференцировать содержание никеля в металле шва и тем самым более экономно его расходовать.
Исходя из изложенного, сварные соединения разнородных сталей предложено разделить на четыре группы: 1) соединения работающие при температурах до 350° С (содержат в качестве менее легированной стали обыкновенную низкоуглеродистую сталь, допустимая температура эксплуатации которой не пре-Q?nmaT^5?°,C); 2) соеданения, работающие при температурах .jbO— 4h0 С (с качественными углеродистыми и обычными низколегированными сталями); 3) соединения, работающие при температурах 450—550° С (с низко- или среднелегированными хромо-молибденовыми сталями); 4) соединения, работающие при температурах выше 550° С (с низко- или среднелегированными хро-момолибденованадиевыми сталями).
Как видно из рис. 10-46, содержание никеля в металле шва, необходимое для предотвращения структурной неоднородности в зоне сплавления его с менее легированной сталью, в каждой из указанных групп существенно отличается. Для сварных соединений
первой группы оно не превышает 10%. В соединениях второй группы никеля в металле шва должно быть около 19%, третьей — 31 % и четвертой — 47%. Столь сильное изменение требуемого содержания никеля в металле шва обусловливает целесообразность применения для каждой из указанных групп сварных соединений своих сварочных материалов (проволоки, электродов). Эти материалы должны отличаться прежде всего содержанием никеля.
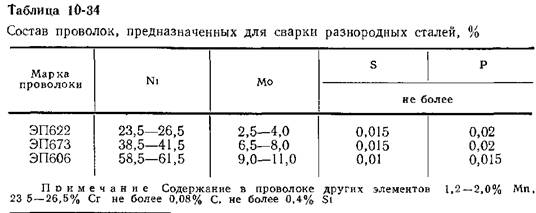
Стандартные сварочные проволоки могут быть применены только для сварных соединений первой группы. Что касается соединений второй, третьей и четвертой групп, т е. соединений, работающих при температурах выше 350° С, то для них необходимы новые сварочные материалы. В качестве одного из вариантов их могут быть использованы разработанные в ИЭС им. Е. О. Патона проволоки ЭП622, ЭП673 и ЭП606 (табл. 10-34) Первая из этих проволок предназначена для сварки конструкций, эксплуатируемых при температурах 350—450° С, вторая-—450— 550° С и третья — выше 550° С. Каждая из этих проволок может
быть использована и при изготовлении конструкций, работающих при более низких температурах, однако это не экономично.
При сварке разнородных сталей указанными проволоками под флюсами АН-26 или АН-15 получается металл шва, стойкий против образования кристаллизационных трещин, несмотря на чисто аустенитную структуру и высокое содержание в нем никеля. Он также не склонен к сигматизации, сравнительно мало охрупчивается при старении и обладает требуемыми механическими свойствами как в обычных условиях, так и в условиях длительного воздействия высоких температур. Металл зоны сплавления в соединениях, выполненных этими проволоками, обладает вполне стабильной структурой (рис. 10-47) и свойствами, если они содержат менее легированную сталь и эксплуатируются при температуре, соответствующей той группе, для которой предназначена используемая проволока.
Ручную сварку разнородных сталей в соединениях первой группы также можно производить существующими электродами. Не следует лишь применять электроды типа ЭА-1. Для соединений второй, третьей и четвертой группы рекомендуются электроды АНЖР-1, АНЖР-2 и АНЖР-3.
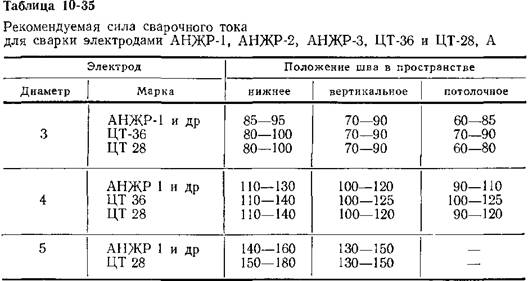
Для заварки дефектов в деталях энергетического оборудования, которое согласно указанной выше рекомендации можно отнести к сварным соединениям четвертой группы, ЦНИИТМАШ предлагает применять электроды ЦТ-36, а ЦКТИ им. И. И. Пол-унова и Ленинградский металлический завод— электроды ЦТ-28 (табл. 10-35).
В остальном технология сварки разнородных сталей такая же, как и сварки других сталей.


Отправить ответ