
Температура для спайки пластиковых труб
Содержание:

Пайка труб из полипропилена (ПП) полиэтилена, пластиковых труб на сегодняшний день применяется повсеместно. Это обусловлено отличительными признаками данного способа соединения:
- В них есть потребность. Сегодня это наилучший вариант для применения в хозяйстве. Он может использоваться для водопроводных и для тепловых сетей. В настоящее время большинство людей используют только этот вид пайки пластиковых труб.
- Доступность. ПП гораздо дешевле аналогов из металла, не подвержен коррозии.
- Простота, самостоятельное применение. Банальное соблюдение некоторых правил этого вида пайки может позволить осуществить весь процесс самостоятельно. Хотя, если вы не уверены в своих силах, лучше поручить это дело профессионалу, либо прибегнуть к помощи напарника. В помощь начинающим мастерам существует таблица пайки полипропиленовых труб с указанием всех необходимых характеристик.
- Оперативность. Готовое соединение можно получить за несколько минут. Не стоит эту особенность трактовать досконально: слишком торопиться тоже не стоит, можно упустить важные детали, испортить соединяемые элементы.
- Долгий срок службы. Конечно, не такой, как у металлических соединений. Но некоторые производители заявляют сроки службы до нескольких десятков лет. Срок службы зависит не только от выбора производителя и качества ПП. Важно соблюсти все правила при установке и эксплуатации трубопровода.
Этапы работы
Выбор сварочного аппарата
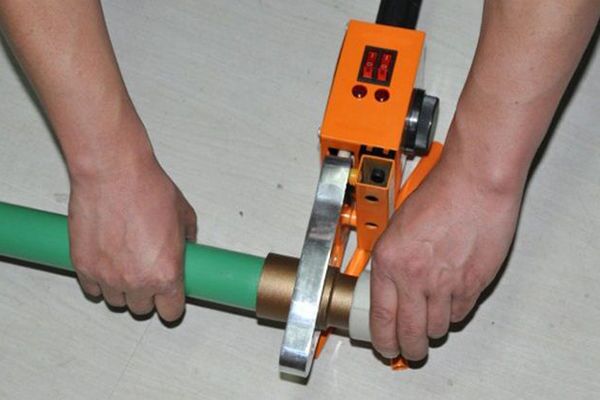
Для пайки соединений из ПП необходима специальная техника: сварочный аппарат, также называемый «утюгом», «паяльником». Этот аппарат можно приобрести для личного пользования. Но, как правило, в следующий раз понадобится он вам не скоро. Поэтому существуют услуги аренды и проката подобного оборудования. Сварочный аппарат может быть ручным, полуавтоматическим, полностью автоматическим. Он имеет насадки различных размеров. Для оперативности работы аппарат не нужно выключать после каждого отдельного соединения. Требуется соблюдать не только правила, изложенные в настоящей статье, но и инструкцию к сварочному аппарату. Также необходимы специальные ножницы для резки труб. Когда ножницы режут криво (если отрезать нужно 1 см), можно применить углошлифовальную машинку.
 Сварочный аппарат для полиэтиленовых труб
Сварочный аппарат для полиэтиленовых труб
Выбор труб, фитингов
Существует четыре маркировки труб в зависимости от характеристики их назначения.
- Для полипропиленовых труб с холодным водоснабжением до 20 градусов Цельсия выбирают маркировку PN 10. Она также походит для обогрева полов до 45°.
- Для горячего водоснабжения до 60°; а также холодного, используется маркировка PN 16.
- Маркировку PN 20 приобретайте, если будете использовать трубопровод с горячим водоснабжением до 95°.
- Для отопления до 95° и горячего водоснабжения следует покупать маркировку PN 25.

Все полипропиленовые трубы можно разделить на следующие виды:
- Для холодного водоснабжения;
- Для горячего водоснабжения;
- Для горячего водоснабжения и отопления (смешанные).
Все элементы и детали следует выбирать исходя из требований к качеству. Выбрав самый дешевый вариант, вы рискуете в итоге столкнуться с некачественным соединением. Не стоит соединять деталь одного производителя с фитингом, муфтой другого. Они могут не подойти друг другу по размеру и по составу материала.
Различают полипропиленовые (пропиленовые) и полиэтиленовые трубы. У данных материалов много общего:
- Оба подвержены плавлению при воздействии высокой температуры;
- Не являются проводниками электрического тока;
- Легкие;
- Устойчивы к силовым воздействиям (удары);
Отличия полипропиленовых (пропиленовых) и полиэтиленовых труб:
- ПП нужна более высокая температура, чтобы расплавиться;
- ПП обладает более высокой прочностью;
- ПП менее гибкий
- ПП имеет показатели лучше по тепло- и морозостойкости.
Цвета ПП труб отличаются не в зависимости от состояния настроения производителя. Каждый цвет характеризует область будущей эксплуатации:
- Белый цвет ПП не подойдет для монтажа на улице, в условиях плохой погоды и перепада температур;
- Серый цвет ПП отлично подойдет для дома: водопровода и отопительных систем;
- Черный цвет ПП применяют при строительстве канализационных систем. В их материале предусмотрены специальные вещества для дополнительной устойчивости;
- Зеленый цвет ПП покупают люди для дома за городом, для дачи. Их используют для полива насаждений. Они самые дешевые из всего перечня по цветам, так как их способность выдержать внутреннее давление водой очень низкая. Сейчас многие производители начали совершенствовать качество зеленого ПП, что позволяет использовать их даже для холодного водоснабжения.

Для фиксации трубопровода в горизонтальном положении применяются клипсы. В вертикальном — специальный хомут.
Подготовка к работе, температура «утюга»
Подготовка элементов к пайке представляет собой зачистку поверхностей, удаление посторонних мелких предметов, грязи, заусенцев, пыли, обезжиривание поверхностей с помощью специальных спиртовых, иных растворов. Подготовить нужно не только поверхность спаиваемых элементов, но и само помещение. Желательно, чтобы оно также было не пыльным.
Температура паяльника должна быть примерно 260-270°. Когда он нагреется, заранее подготовленные элементы нужно ровно надеть на насадки сварочного устройства. Если элемент «сядет» неровно, пайка будет некачественной — впоследствии возможны проблемы с использованием трубопровода. Этот процесс занимает несколько секунд. Точное время пайки полипропиленовых труб может варьироваться в зависимости от её толщины и степени исправности паяльника. Если устройство для сварки полипропиленовых труб греет слабо, то не спешите и дайте ему прогреться до необходимой температуры. Сделать соединение при слабом нагреве вы сможете, но в дальнейшем может возникнуть протечка. Детали, которые подлежат соединению друг с другом, должны нагреваться одновременно. Нагреваемая деталь должна быть вставлена в насадку до конца. Если вы не знаете расположение этого предела, заранее отметьте необходимое место с помощью маркера.

Перегрев элемента можно легко заметить: он станет очень мягким, при соединении сразу деформируется.
Ниже представлена таблица времени сварки полипропиленовых труб.
В ней приведены рекомендуемые показатели: температура нагрева полипропиленовых труб в зависимости их размера (объема); периоды соединения деталей и их охлаждения. Эти характеристики указаны, если температура места проведения работ не менее 20 градусов. Если температура ниже — время нагрева необходимо увеличить.
| Объем (см.) | Время нагрева (сек.) | Время сварки полипропиленовых труб (сек.) | Время охлаждения после сварки (минуты) |
| 1,6 – 1,3 | 5 | 4 | 3 |
| 2 – 1,4 | 5 | 4 | 3 |
| 2,5 – 1,6 | 7 | 4 | 3 |
| 3,2 – 1,8 | 8 | 4 | 4 |
| 4 – 2 | 12 | 6 | 4. |
| 5 – 2,3 | 18 | 6 | 5 |
| 6,3 – 2,6 | 24 | 6 | 6 |
| 7,5 – 2,8 | 30 | 8 | 8 |
| 9 – 3 | 40 | 8 | 8 |
| 11 – 3,3 | 50 | 10 | 10 |
| 16 – 3,5 | 80 | 15 | 15 |
Соединение элементов
При расплавлении материала элементы достают из насадок, и быстро, но аккуратно соединяют друг с другом с применением небольшой физической силы. Сильно надавливать и прокручивать элементы нельзя. Каждый производитель запрещает крутить детали. Однако, многие профессионалы позволяют себе это, но всего на несколько градусов. И только с целью вхождения одной детали в другую, так как иногда материалы очень «тугие» и налазят с трудом. Держать детали нужно в этот момент максимально ровно! В противном случае, шов может получится кривым, что потом скажется на качестве и герметичности. Если шов все-таки получился неровным, исправить это путем разъединения уже не получится. Единственный выход – вырезать некачественно сделанный шов и сваривать по новой. Если это случилось с фитингом, повторному использованию он уже не подлежит. Профессионалы начинают комплекс работ со сварки громоздких конструкций.

Выделяют виды сварки: диффузионная и муфтовая. Диффузионная сварка основана на принципах диффузии: соединение происходит путем взаимного проникновения элементов. Муфтовая сварка применяется для труб маленького диаметра с помощью специальных муфт, фитингов.
Соединенные элементы нужно остудить, выдержав их в неподвижном состоянии несколько минут. Только в этом случае, соединение будет качественным, герметичным и долго прослужит вам верой и правдой.
Таким образом, ничего сложного в сварке пластиковых труб нет. При соблюдении всех требований и правил, изложенных выше, работа получится качественной, трубопровод прослужит в хозяйстве немало времени, а вам удастся сэкономить на услугах специалистов в этой области. Хоть сначала и не обойдется без нескольких испорченных деталей. Восполнить их легко ввиду их небольшой стоимости, а для напоминания показателей времени и температуры всего есть таблица сварки полипропиленовых труб.
Ниже представлено видео-инструкция по сварке полипропиленовых труб.
Прочность и долговечность различных коммуникаций из пластика зависит, насколько точно учтена температура пайки полипропиленовых труб. При сваривании изделий из полипропилена необходимо учитывать время нагрева материала, время остывания стыков. Правильное сопоставление и учет температурных и временных показателей процесса пайки технических изделий из полипропилена способствует изготовлению прочного и надежного материала. При отклонении от технологии изделие будет иметь разрывы в местах стыка и отличаться низким качеством.
Общая информация 
Температурный режим пайки трубных изделий из полипропилена напрямую зависит от применяемого полимера. На практике используются 4 типа материалов:
- PN10, применяемые для использования технических изделий при температурном режиме до +40 С;
- PN16 для использования при +60 С;
- PN20, используемые в водопроводе от +80 С до +95 С;
- PN25 для режимов эксплуатации свыше +95 С.
Помимо выдержки температурного режима, сварка полипропиленовых труб своими руками зависит от давления, которое способно выдержать трубное технических изделий конкретной маркировки.
Первый тип применяется при прокладывании техизделий, предназначенных для холодного водоснабжения. Трубные изделия с маркировкой PN20 считаются универсальными и предназначены для холодного и горячего водоснабжения, но при учете, что воздействие +95 С носит кратковременный характер. Если температура не соблюдается, то от ее действия они потеряют герметичность и деформируются.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
Излишний перегрев фитинга и трубного техизделия при сваривании становится причиной деформации деталей. Нарушается их геометрия, а во внутреннем сечении происходит наплыв валика.»
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С. Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета. Это сильно отразится на пропускной способности будущего участка трубопровода.

Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
 От того, насколько точно подобрана температура пайки при проведении работ по монтажу полипропиленовых труб, зависит качество и долговечность готовых коммуникаций. Помимо этого необходимо учесть как длительность нагрева материала, так и продолжительность его остывания. В материале представлена таблица, позволяющая понять, при какой температуре паять полипропиленовые трубы 20 мм, 25 мм и т.д.
От того, насколько точно подобрана температура пайки при проведении работ по монтажу полипропиленовых труб, зависит качество и долговечность готовых коммуникаций. Помимо этого необходимо учесть как длительность нагрева материала, так и продолжительность его остывания. В материале представлена таблица, позволяющая понять, при какой температуре паять полипропиленовые трубы 20 мм, 25 мм и т.д.
Правильный подбор показателей будет способствовать повышению надёжности мест стыков. Если не соблюдать установленные требования, их прочность будет гораздо ниже, а сама коммуникация прослужит меньше.
Типы полипропилена и его особенности
В ходе изготовления полипропиленовых труб могут использоваться различные типы полимеров. Каждый из них подходит для эксплуатации в определённом температурном режиме. Это может быть:
- PN10. Выдерживает температуру не выше +40 °C, поэтому изделия из него предназначены лишь для трубопроводов холодного водоснабжения.
- PN16. Используется в сетях с температурным режимом до +60 °C.
- PN20. Является универсальным типом, подходящим для прокладки труб как холодного, так и горячего водоснабжения. Выдерживает до +95 °C, но с условием, что данное максимальное значение достигается только на непродолжительное время.
- PN25. Может использоваться в условиях продолжительного воздействия температуры свыше +95 °C.
При несоблюдении вышеуказанных требований и температуры пайки полипропиленовых труб, изделия быстро начнут деформироваться и изнашиваться. Также большое значение имеет и давление, на которое рассчитаны трубы из полипропилена конкретной марки. Вследствие этого выбор изделий для прокладки коммуникаций по принципу «что подешевле» не допустим. Результаты подобного подхода к делу могут быть самыми печальными: от возникновения протечки до разрыва трубопровода.
 Диаметр полипропиленовых труб
Диаметр полипропиленовых труб
Диаметр труб подбирается исходя из текущих требований и гидравлических расчётов. Представленная на рынке линейка размеров позволяет покрыть любые потребности. Для использования в домашних условиях чаще всего достаточно изделий диаметром до 40 мм. С большими домашнему мастеру сталкиваться практически не приходится – они предназначены для магистралей.
 Цветные полипропиленовые трубы
Цветные полипропиленовые трубы
Различие труб по цвету никак не говорит об их технических характеристиках. Но наличие цветных полос даёт полезную информацию, помогающую не перепутать различные марки изделия при проведении монтажа: синяя полоска говорит о том, что труба предназначена только для холодного водоснабжения, красная – подходит и для горячего. Лучше конечно ориентироваться на буквенно-цифровую маркировку, как более информативную.
Пайка полипропиленовых труб
В ходе проведения пайки концы полипропиленовых труб нагреваются, в результате чего содержащийся в них полимер размягчается. При соединении разогретых таким образом изделий возникает процесс, называемый диффузия. Молекулы взаимно проникают друг в друга, что приводит к самопроизвольному выравниванию их концентрации и созданию прочной молекулярной связи. Таким образом, спайка получается достаточно надёжной и герметичной. Однако при несоблюдении температурного режима диффузия происходит неравномерно или с нарушениями, поэтому качество такого стыка получается низким.
Внимание! Лучше паять строго указанное время, иначе излишний перегрев изделий повлияет также пагубно, как и недогрев. Детали деформируются, повреждается их геометрия, на внутренней стороне швов образуются наплывы. Последнее приводит к тому, что на месте стыка диаметр трубы уменьшается, а это серьёзно сказывается в дальнейшем на напоре воды.
Продолжительность воздействия паяльником на концы полипропиленовых труб напрямую зависит от их диаметра. Также нужно учитывать условия внешней среды. Проводить работы допускается при температуре воздуха не ниже -10 °C и не выше +90 °C.
Влияние внешней среды на процесс спайки может быть достаточно сильным. Дело в том, что между снятием с паяльника труб и их стыковкой проходит определённое время, за которое они начинают остывать. Чем ниже температура воздуха, тем быстрее это происходит, и тем хуже становится качество шва. Чтобы исправить положение, рекомендуется немного увеличивать продолжительность нагрева изделий. Если диаметр труб равен 20 мм и более, надо паять при температуре окружающей среды строго выше 0 °C.
При какой температуре паять полипропиленовые трубы
Приведённая далее таблица наглядно демонстрирует зависимость времени нагревания и охлаждения от диаметра трубы.
Оптимальной температурой паяльника для соединения полипропиленовых труб считается 260 °C. Допустимо увеличивать этот показатель до 280 °C, но следует помнить, что в этом случае наружный слой полимера будет прогреваться больше внутреннего, и качество шва несколько ухудшится.
Спайка труб, армированных стекловолокном, производится с теми же показателями. Перед началом работы их необходимо обработать шейвером, чтобы снять наружный армированный слой.
 Разобравшись, сколько паять полипропиленовые трубы, стоит обратить внимание на следующие особенности работы:
Разобравшись, сколько паять полипропиленовые трубы, стоит обратить внимание на следующие особенности работы:
- Недопустимо нарушать порядок проведения работ, когда исполнитель пропускает последний стык по причине невозможности установки паяльника между трубами. Это приводит к появлению деформации и статического напряжения.
- Отдельные детали нельзя нагревать последовательно. Их температура во время стыковки должна быть одинаковой, иначе процесс диффузии пройдёт неравномерно.
- Между местом спайки и паяльником не должно быть большого расстояния, чтобы исключить потери тепла. Оптимально – до 1,4 м.
Соблюдение соответствия температурного режима установленным технологическим требованиям и использование качественного паяльника являются залогом высокого качества производимых работ. Готовые коммуникации прослужат продолжительное время, а возникновение проблем в процессе эксплуатации сведётся к минимуму.


Отправить ответ